
���±�ţ�1004-0609(2013)08-2176-06
�α估�ȴ�����ͭB10�Ͻ������ֲ���Ӱ��
������1����͢��1���ġ�ˬ1���ܰ���1��������2��֣���2
(1. �Ϻ���ѧ �����о������Ϻ� 200072��
2. �й���ѧԺ �����о��� ������ʴ����������ص�ʵ���ң����� 110016)
ժ Ҫ��
�о����繤�̴��������е��������������ٽᾧ�˻��ͭB10�Ͻ������ֲ���Ӱ�죬���õ��ӱ�ɢ������(EBSD)��������������������ı仯�������������ͭB10�Ͻ�����7%����800 ���˻�10 min��ʹ�ͦ� CSL(Coincidence site lattice������29)���������ߵ�75%���ϣ�ͬʱ�γɳߴ�ϴ�ġ����Ц�3nȡ���ϵ�������Ŵء�����֯����������С��7%ʱ����800 ���˻��û����ȫ�ٽᾧ��������������7%ʱ���ͦ� CSL���������ƽ�������Ŵصijߴ������������������Ӷ��½���
�ؼ��ʣ�
���繤�������������ֲ��������Ŵ�����ͭ�Ͻ���
��ͼ����ţ�TG146.1+1��TG156.93��TG111 �� �� ���ױ�־�룺A
Effect of deformation and heat-treatment on grain boundary distribution character of cupronickel B10 alloy
RU Xiang-kun1, LIU Ting-guang1, XIA Shuang1, ZHOU Bang-xin1, MA Ai-li2, ZHENG Yu-gui2
(1. Institute of Materials, Shanghai University, Shanghai 200072, China;
2. State Key Laboratory for Corrosion and Protection, Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: The effects of cold rolling deformation and annealing on the grain boundary character distribution (GBCD) during grain boundary engineering (GBE) treatment were investigated by electron backscatter diffraction (EBSD) in cupronickel B10 alloy. The results show that the proportion of low-�� CSL (Coincidence site lattice, ����29) grain boundaries increase to more than 75% by 7% cold rolling and subsequent annealing at 800 ��. In this case, the grain boundary network (GBN) is featured by the formation of highly twinned large size grain-clusters produced by multiple twinning during recrystallization. When the cold rolling deformation amount is less than 7%, the 800 �� annealing can not induce perfect recrystallization. The perfect recrystallization occurs when the deformation amount is more than 7%, and the proportion of low-�� CSL grain boundaries and the average size of grain-clusters decrease with the increase of the cold rolling reduction ratio.
Key words: grain boundary engineering; grain boundary distribution character; grain-cluster; cupronickel alloy
�����������Ӧ�ý������϶��Ƕྦྷ����ϡ���������ھ����ڲ���˵�ṹ�����Բ���и����������������ߵ������ܣ���ˣ�����Բ��ϵĶ������ܶ��кܴ�Ӱ�졣KRONBERG��[1]��1949������ֲ�ԭ�ӻ����ٽᾧ�ɺ˵�ģ�ͣ��Ӷ���ɺ˵Ĺ۵���˵���ٽᾧ֯����ӹ�֯��ȡ���Ĺ�ϵ������ȡ���ϵ���Թ����������λ����(CSL)���硣��λ���糣�æ�n CSL�����ʾ������n��ʾ�����������ɵij���������1/n�ĵ���λ����غϡ��ͦ� CSL�����������Ľṹ�����ܣ��翹����ƫ��[2]�������丯ʴ[3]��������Ӧ����ʴ����[4]�������[5]�ȡ�
1984�꣬WATANABE[6]�����������ơ�(Grain boundary design)�ĸ����Ŀ�ľ��ǿ��ƽ����ľ��������ֲ������ӵͦ� CSL����ı������Ӷ��������뾧����ص����ܡ���һ�������PALUMBO��[3, 7]��չ��Ϊ�����繤�̡�(Grain boundary engineering, GBE)���о�����ͨ���ʵ�����ӹ����Σ��������ٽᾧ�������ȴ������ղ������ﵽ�������������ֲ���Ŀ�ģ��Ӷ���߲����뾧���йص����ܡ����繤�̼����ܹ�Ӧ���ڶ��ֵͲ�������������ṹ�Ľ������ϣ�������岻���[8]��������Ͻ�[8]��Ǧ����Ͻ�[7]��ͭ����Ͻ�[9]�ȡ�
��ͭ������Ϊ��Ҫ����Ԫ�ص�ͭ���Ͻ𣬾��еͲ�������������ṹ��ͭ��֮��������ܣ��γ�����������[10]����ͭBFe10-1-1(��ư�ͭB10�Ͻ�)����������������ĵ����ԡ������ԡ���ʴ�ԺͽϺõļӹ����ܡ��е����ϵ�ǿ�ȵ�[11]����ˣ���Ϊ�����������ܱ��㷺���ڻ������硢�˵硢�촬����ˮ�����ͺ��̵���ҵ[12]���ڻ����ҵ����ͭ�����ܵĸ�ʴ����һֱû�еõ����������Ϊ����������Ҫ�������丯ʴй©��Ӱ�췢������ȶ����е�һ�����⡣�����������������ʧ��ͣ����ʧ�����һ��ܹ��̻����ܻ��һ����Ⱦˮ�ʣ�����ʣ���ͭ�����ܵĽ�һ����ʴ[13]��
�������߽���EBSD�����о��α估�ȴ������ն�ͭ�Ͻ������ֲ���Ӱ�죬�ó����ư�ͭ�Ͻ������ֲ��Ĺ��գ�Ϊͨ�����繤�̼�����߰�ͭB10�Ͻ����ʴ�����ṩ���ܵĴ���������
1 ʵ��
��ʵ���ò���Ϊ��ͭB10�Ͻ𣬻�ѧ�ɷּ���1�����ȶ�ԭ���Ͻ���50%���������Σ�����800 ���±���10 min��ˮ�㣬��ñ�ʵ���ʼ̬��Ʒ��Ȼ���ʼ̬��Ʒ�ֱ����3%��5%��7%��10%��20%��50%���������Σ���800 �汣��10 min�����ˮ�㣬�õ���ƷS1��S2��S3��S4��S5��S6����Ʒ�Ʊ��������2��ʾ��
��1 ��ͭB10�Ͻ�Ļ�ѧ�ɷ�
Table 1 Composition of investigated cupronickel B10 alloy (mass fraction, %)

��2 ��Ʒ���Ʊ�����
Table 2 Thermal-mechanical treatments of specimens

��Ʒ��������ɰֽԤĥ����е���⣬�Ʊ����ʺ�EBSD������Ʒ�����Һ�ɷ�(�������)��25% H3PO4 +25% C2H5OH +50% H2O�����ѹΪֱ��26 V��ʱ��ԼΪ120 s������ͬ���Һ�н��е��ʴ�̺���н���۲죬ʴ�̵�ѹΪֱ��6 V��ʱ��ԼΪ10 s�����ڽ���۲졣����KEYENCE-VHX������������Ʒ������н�����Ƭ�����㡣�����䱸��CamScan Apollo 300���ȳ�����ǹɨ����������ϵ�Oxford/HKL-EBSDϵͳ����Ʒ����ѡ��������EBSD���ԣ�������Channel 5���ݴ�����������ȡ�����������Brandon��(����max= 15�㦲-1/2)[14]��CSL�������ͽ����ж�����ͬ���͵ľ���ٷֱ�����Ϊ���糤�Ȱٷֱ�����
2 ��������
ͼ1��ʾΪ��ͭB10�Ͻ�ʼ̬��Ʒ�Ľ�����Ƭ����ͬ���;���ͼ����Ʒ����ȡ��ֲ�(IPF)ͼ��(001)/(110)��ͼ������Channel 5������ʼ̬��Ʒ�ľ��������ֲ�����ͳ�ƣ��ͦ� CSL�ı���Ϊ53.2%�����Ц�3Ϊ46.6%����9����27Ϊ3.5%�������ͦ� CSL�������Ϊ3.1%�����õ�ЧԲֱ����ͳ�Ƹ���Ʒ��ƽ�������ߴ磬������Ͼ���Ϊ��������ô����ƽ���ߴ�Ϊ11.45 ��m����������Ͼ���Ϊ��������ô����ƽ���ߴ�Ϊ26.01 ��m����(001)��ͼ��(110)��ͼ����������������(110)[001]֯����15��ƫ�Χ�ڵ�֯������Ϊ9.8%��
������ͬ���յ��α估�˻����õ���ƷS1~S6��������EBSD�ⶨ��ͼ2(a)~(f)�ֱ�Ϊ��ƷS1~S6�IJ�ͬ���;���ͼ����ͼ2��֪����ƷS1~S6�ľ������������Բ��죬��ƷS2~S5���нϸ߱������Ͼ��磬���ɴ�ߴ�ľ����Ŵأ���������ƷS3������ƷS1��S6���Ͼ��纬�����Խϵ͡�

ͼ1 ��ͭB10�Ͻ�ʼ̬��Ʒ�Ľ�����Ƭ����ͬ���;���ͼ������ȡ��ֲ�(IPF)ͼ��(001)/(110)��ͼ
Fig. 1 Optical metallographs of starting-state specimen of cupronickel B10 alloy (a), OIM map of different types of gain boundaries (b), surface orientation distribution (IPF) map (c), (001) and (110) pole figures (d)

ͼ2 ����ͬ�����α估�˻��������Ʒ�IJ�ͬ���;���ͼ
Fig. 2 Grain boundary networks of specimens after thermal-mechanical treatments
���ָ߱������Ͼ�������ؽ���ʹ�ߴ羧���Ŵ���GBE����������֯����Ҫ����[15-16]��ͼ2(c)�е���Ӱ����M����һ�������Ŵء��Ŵ��ڲ��ľ��������ȫ�Ǧ�3����9�ͦ�27���;��磬�߽�ȫ��������硣�Ծ����Ŵ�M���з�������ͼ3��ʾ���þ����Ŵصĵ�ЧԲֱ��ԼΪ300 ��m������88���������������ѡȡ8���ϴ����������ǻ���֮���ȡ���ϵ���з���[17]�����3���С��ɴ˿��Եó��������Ŵ���������������֮�以�Ц�3nȡ���ϵ�����������Ƿ����ڣ����ֻ��Ц�3n(n=1, 2, 3, ��)ȡ���ϵ�ľ������Ŵ��ڲ������˴����Ħ�3n���͵�������(Triple junction)[15]���禲3-��3-��9�ͦ�3-��9-��27�ȡ����ִ�ߴ�ľ����Ŵ�����֯��GBE������߲��ϵ���ʴ���ܵ�ԭ��[18]���������ƷS1-S6�ľ���������������ͳ�ƣ��������������ֲ���ƽ�������ߴ�;����Ŵ�ƽ���ߴ硣
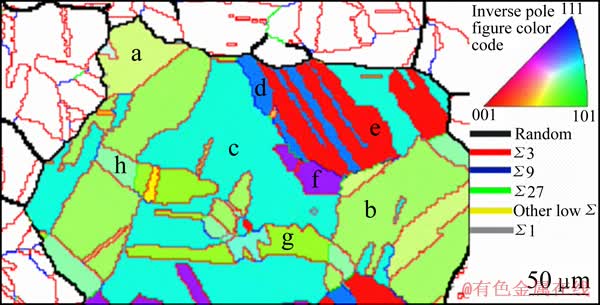
ͼ3 ͼ2(c)�о����Ŵ�M�еľ���ȡ���ڷ���ͼ(IPF)�еķֲ�
Fig. 3 Orientations distributions of grains in grain-cluster M described by inverse pole figure (IPF) color code in Fig. 2(c)
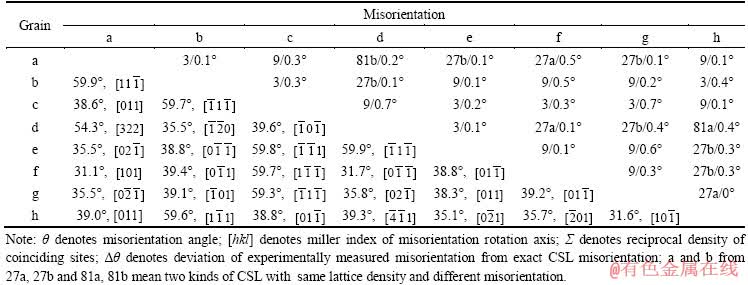
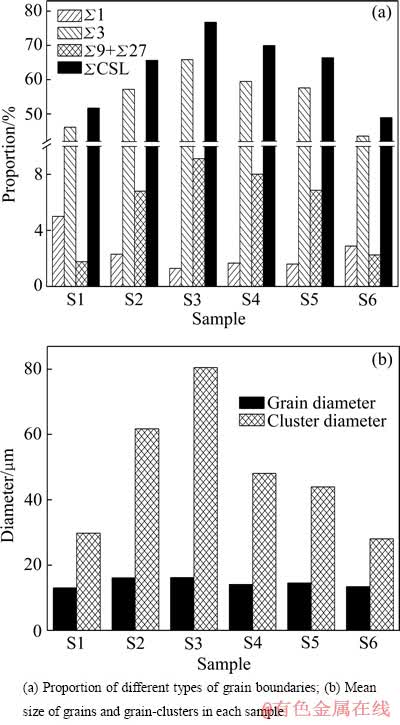
ͼ4(a)��ʾΪ��ƷS1~S6��ͬ���;���������ɼ���S2~S5��Ʒ���γ��˸߱����ĵͦ� CSL���磬���Ը���ʼ̬��Ʒ�ĵͦ� CSL�����������������ƷS3�ĵͦ� CSL��������ӽ�80%���ﵽ�����Ե�GBE����Ч��������ƷS1��S6�ĵͦ� CSL���������ʼ̬��Ʒ�����൱��û�дﵽGBE������Ч����ͼ4(b)��ʾΪ����Ʒ��ƽ�������ߴ�;����Ŵ�ƽ���ߴ磬��GBE���������е��α����仯������ͦ� CSL��������ı仯�������ơ���ʼ̬��Ʒ��ȣ������ߴ�;����Ŵسߴ綼���������ӣ������Ǿ����Ŵسߴ磬������ƷS3�еľ����Ŵسߴ�ƽ��ԼΪ80 ��m��
GBE��������Ʒ�ľ��������У����еĴ�ߴ羧���Ŵ���ͨ���ٽᾧ�����γɵ�[15]���˻�ʱ�ٽᾧ���˳�������з��������Ͼ�(Multiple twinning)[19]�������γ���һ���Ͼ��������Ͼ��������Ͼ����ߴ��ε��Ͼ��������Ͼ���(Twin chain)[15]���Ӷ�����һ�������Ŵء����������Ŵ���һ���ٽᾧ����ͨ�������Ͼ��γɣ��Ӿ����Ŵ��ڲ��ľ����������̿��Կ��������Ƕ����ʼ���ٽᾧ���˷��Ϧ�3n��ȡ���ϵ���Ӷ������Ŵ��ڲ�������������֮�䶼���Ц�3n��ȡ���ϵ��
��3 ͼ3��ʾ�����Ŵ�M�����ѡȡ��8������֮���ȡ���ϵ
Table 3 Misorientations of eight randomly selected grains within grain-cluster M in Fig.3
�����Ŵس�������з��������Ͼ����γɦ�3n(n=1, 2, 3, ��)���;��磬����GBE����������߱����ͦ� CSL�������Ҫԭ����ˣ��γɴ�ߴ�ġ����Ц�3n(n=1, 2, 3, ��)ȡ���ϵ�������Ŵء�����Ʒ�ĵͦ� CSL��������Ż��������[16]��GBE���������У��α���Խ�����Ʒ�������˻�������ٽᾧ�κ��ܶȾ�Խ�ߣ��ɹ����˳����DZ�ڿռ��ԽС�������Ŵسߴ��ԽС���������γɸ߱����ĵͦ� CSL���硣��ˣ���GBE���������е��α�������������ƷS3~S6�ĵͦ� CSL����������͡�����ƷS1��S2�ĵͦ� CSL���������������ƷS3�ĵͣ�ԭ����3%��5%�ı�����̫С��û�в����㹻���α䴢�ܣ��������˻������û�з����ٽᾧ����û����ȫ�ٽᾧ��ͼ4(a)����ƷS1~S3����1����(С�Ǿ��磬ȡ���2��~15��֮��)�����������������������Ӷ����ͣ�˵����ƷS1��S2û�з�����û������ٽᾧ����ˣ�GBE������������Ҫ���ʵ��α����������������˻�������γɸ߱����ĵͦ� CSL���硣
��9�ͦ�27�����Ǿ����Ŵس�������з��������Ͼ�����ʱ[19]�γɵģ���ˣ���9�ͦ�27�������֮ �ͣ��릲3��������仯�������ƣ���ͼ4(a)��ʾ���ͦ� CSL�����л�����ȫ�Ǧ�3n���磬���У���3����ռ�����������ˣ�����ͦ� CSL�������Ҳ����Ʒ�Ħ�3��������仯������ͬ������ƷS3(����������7%)���������ֵ���ﵽ76.81%��
ͼ4 ���������ֲ�ͳ�ƽ��
Fig. 4 Statistics of grain boundary character distribution
��ͼ4(b)�п��Կ�����ƽ�������ߴ�;����Ŵ�ƽ���ߴ�ͬ����������ѹ������3%�����ӣ��������С������ƷS3(����ѹ����7%)���������ֵ���ֱ�Ϊ16.20 ��m��80.49 ��m����˵����7%���������DZ�ʵ��������GBE����ʱ�ĺ��ʱ���������Ʒ�ĵͦ� CSL�����������Ʒ�ľ����Ŵ�ƽ���ߴ�D��ƽ�������ߴ�d֮�ȵ�ƽ��(D/d)2������ع�ϵ[16]����ͼ5��ʾ����ˣ���Ȼƽ�������ߴ�;����Ŵ�ƽ���ߴ�ı仯������ͬ������S3���ﵽ���ֵ������ƽ�������ߴ�仯���ȱȾ����Ŵ�ƽ���ߴ�ı仯����С�ö࣬��ƷS3�ľ����Ŵ�ƽ���ߴ����Ա�������Ʒ�Ĵ�ʹ����ƷS3������߱����ĵͦ� CSL��������ľ����Ŵ�ƽ���ߴ磬�α��������С�������ڻ�úõ�GBE����Ч����

ͼ5 ������Ʒ�ĵͦ� CSL���������(D/d)2ֵ
Fig. 5 Proportion of low-�� CSL boundary and value of (D/d)2 of each sample
3 ����
1) ���ܴ�����İ�ͭB10�Ͻ𣬾�����������7%��800 �汣��10 min�˻��������Խ��ͦ� CSL���������ߵ�75%���ϣ�ͬʱ�γɴ�ߴ�ġ����Ц�3nȡ���ϵ�������Ŵء������������ѵġ��α�-�ȴ��������գ�Ϊ��߰�ͭB10�Ͻ����ʴ���ṩ���ܵĴ���������
2) ������������С��7%ʱ����Ϊû���㹻���α䴢�ܣ���Ʒ��800 ���˻��û����ȫ�ٽᾧ������������������7%ʱ����Ʒ�������˻�������ܹ������ٽᾧ�������α������ӣ��ٽᾧ�κ��ܶ����ӣ��ɹ����˳����DZ�ڿռ��ԽС���������������������7%ʱ����Ʒ�˻���ƽ�������Ŵسߴ�ͦ�3n����������������˻�ǰ�����������Ӷ����Խ��ͣ���ʹ�ͦ� CSL�������Ҳ���Խ��͡�
REFERENCES
[1] KRONBERG M L, WILSON F H. Secondary recrystallization in copper[J]. Trans AIME, 1949, 185(1): 501-514.
[2] KURBAN M, ERB U, AUST K T. A grain boundary characterization study of boron segregation and carbide precipitation in alloy 304 austenitic stainless steel[J]. Scr Mater, 2006, 54(6): 1053-1058.
[3] LIN P, PALUMBO G, ERB U, AUST K T. Influence of grain boundary character distribution on sensitization and intergranular corrosion of alloy 600[J]. Scr Metall Mater, 1995, 33(9): 1387-1392.
[4] WATANABE T, TSUREKAWA S, KOBAYASHI S, YAMAURA S I. Structure-dependent grain boundary deformation and fracture at high temperatures[J]. Mater Sci Eng A, 2005, 420/411: 140-147.
[5] ALEXANDREANU B, WAS G S. The role of stress in the efficacy of coincident site lattice boundaries in improving creep and stress corrosion cracking[J]. Scr Mater, 2006, 54(6): 1047-1052.
[6] WATANABE T. Approach to grain boundary design for strong and ductile polycrystals[J]. Res Mechanica: International Journal of Structural Mechanics and Materials Science, 1984, 11(1): 47-84.
[7] PALUMBO G, ERB U. Enhancing the operating life and performance of lead-acid batteries via grain-boundary engineering[J]. MRS Bulletin, 1999, 24(11): 27-32.
[8] WEST E A, WAS G S. IGSCC of grain boundary engineered 316L and 690 in supercritical water[J]. Journal of Nuclear Materials, 2009, 392(2): 264-271.
[9] RANDLE V, OWEN G. Mechanisms of grain boundary engineering[J]. Acta Materialia, 2006, 54(7): 1777-1783.
[10] ������ɫ�������ϼӹ��ֲᡷ��д��. ����ɫ�������ϼӹ��ֲ��1�ֲ�[M]. ����: ұ��ҵ������, 1979.
Edition Group of Heavy Non-ferrous Metal Materials Processing Manual. Book one of heavy non-ferrous metal materials processing manual[M]. Beijing: Metallurgical Industry Press, 1979.
[11] ������, ����ƽ, ·����, �콨��, �����. ��ǿͭ���Ͻ���ϵ��о���Ӧ����״[J]. ��ɫ����, 2002, 54(2): 30-34.
LI Wen-sheng, WANG Zhi-ping, LU Yang, XU Jian-lin, YANG De-shou. Review of high-strength copper-based alloy on application and research[J]. Nonferrous Metals, 2002, 54(2): 30-34.
[12] �¡�ƽ, ���Dz�. ͭ���Ͻ������ܲ�Ʒ�г�����[J]. �Ϻ���ɫ����, 2007, 28(4): 191-195.
CHEN Ping, FU Ya-bo. Market analysis of condensation tubes of Cu-Ni alloy[J]. Shanghai Nonferrous Metals, 2007, 28(4): 191-195.
[13] �˳�ƽ, �Ʋ���, ���, ��־��, ���Ӣ. ��ͬ������������������ͭ�ܵĸ�ʴ����[J]. �й���ɫ����ѧ��, 2005, 15(11): 1692-1698.
DENG Chu-ping, HUANG Bai-yun, LI Wei, PAN Zhi-yong, LI Hong-ying. Corrosion characteristics of white copper condenser tubes under different serving conditions[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(11): 1692-1698.
[14] LEHOCKEY E M��BRENNENSTUHL A M, THOMPSON I. On the relationship between grain boundary connectivity, coincident site lattice boundaries and intergranular stress corrosion cracking[J]. Corrosion Science, 2004, 46(10): 2383-2404.
[15] XIA Shuang, ZHOU Bang-xin, CHEN Wen-jue. Grain cluster microstructure and grain boundary character distribution in alloy 690[J]. Metallurgical and Materials Transactions A, 2009, 40(12): 3016-3030.
[16] ��͢��, �ġ�ˬ, �� ��, �ܰ���, ���ľ�. 690�Ͻ�ԭʼ�����ߴ�Ծ��繤�̴����������Ӱ��[J]. ����ѧ��, 2011, 47(7): 859-864.
LIU Ting-guang, XIA Shuang, LI Hui, ZHOU Bang-xin, CHEN Wen-jue. Effect of original grain size on the boundary network in alloy 690 treated by grain boundary engineering[J]. Acta Metallurgica Sinica, 2011, 47(7): 859-864.
[17] HUMPHREYS F J, BATE P S, HURLEY P J. Orientation averaging of electron backscattered diffraction data[J]. Journal of Microscopy, 2001, 201(1): 50-58.
[18] XIA Shuang, LI Hui, LIU Ting-guang, ZHOU Bang-xin. Appling grain boundary engineering to Alloy 690 tube for enhancing intergranular corrosion resistance[J]. Journal of Nuclear Materials, 2011, 416(3): 303-310.
[19] GERTSMAN V Y, HENAGER C H. Grain boundary junctions in microstructure generated by multiple twinning[J]. Interface Science, 2003, 11(4): 403-415.
(�༭ ����)
������Ŀ��������Ȼ��ѧ������Ŀ(50974148)���Ϻ����ص�ѧ�ƽ�����Ŀ(S30107)��������Ȼ��ѧ�����ص���Ŀ(51131008)
�ո����ڣ�2012-08-20�������ڣ�2012-12-05
ͨ�����ߣ��� ˬ�����о�Ա����ʿ���绰��13817106410��E-mail: xs@shu.edu.cn
ժ Ҫ���о����繤�̴��������е��������������ٽᾧ�˻��ͭB10�Ͻ������ֲ���Ӱ�죬���õ��ӱ�ɢ������(EBSD)��������������������ı仯�������������ͭB10�Ͻ�����7%����800 ���˻�10 min��ʹ�ͦ� CSL(Coincidence site lattice������29)���������ߵ�75%���ϣ�ͬʱ�γɳߴ�ϴ�ġ����Ц�3nȡ���ϵ�������Ŵء�����֯����������С��7%ʱ����800 ���˻��û����ȫ�ٽᾧ��������������7%ʱ���ͦ� CSL���������ƽ�������Ŵصijߴ������������������Ӷ��½���
