
�й���ɫ����ѧ�� 2004,(01),132-137 DOI:10.19476/j.ysxb.1004.0609.2004.01.027
ͭ������Ӽ��Ĺ�ҵ���
���ϴ�ѧұ���ѧ�빤��ѧԺ,���ϴ�ѧұ���ѧ�빤��ѧԺ,���ұ����,���ұ����,���ϴ�ѧұ���ѧ�빤��ѧԺ ��ɳ410083 ,��ɳ410083 ,ͭ��244101 ,ͭ��244101 ,��ɳ410083
ժ Ҫ��
�о���ͭ��⾫�����������Ӽ���ҵ��ص�ԭ���ͷ������о��������:��������λ�ǵ��Һ���ʵ�ʵʱ��ӳ,ͨ����������λ�Ĺ�ҵ��ؿɵó���ͬ�������ʱ,���Ӽ�������Ŀ���,�Ӷ��ڸ���ͭ��������ʹ�ߴ�����ͭ�������ȶ��������6%;ƽ������Ч�������1%��
�ؼ��ʣ�
��ͼ����ţ� TF811
����飺������(1954-),��,����.����;�绰:07318879691;E mail:lsxyjs@tom.com;
�ո����ڣ�2003-03-13
Industrial control of copper electrolysis additive
Abstract��
The principle and method for the industrial controlling of copper electrolysis by means of the cathodic overpotential were described. The industrial results show that the cathodic overpotential is essential to the electrolyte characteristics. Through auto-control of cathodic overpotential, the optimum amount of additives can be determined, the stability of high pure cathodic can be raised by 6%, and the average current efficiency is raised by 1%.
Keyword��
copper electrolysis; additive; cathodic overpotenial; control;
Received�� 2003-03-13
��ͭ�ĵ�⾫����, ������ �����͵��Һ�ɷ��Լ�������������������߸ߴ�����ͭ���ʵ���Ҫ���ء� ����Щ��������ȶ��������仯ʱ, Ҫ���ͭ�������ؼ�ȡ�������Ӽ���Ũ�ȶԵ��Һ����������ء�
�����Ӽ�Ũ�ȵ�ʱ, ��ͭ�������ࡢ ���졢 �ṹ���ɡ� �ᾧ�ֲ�, ������������ �����ڵ��Һ������, ʹ����ת�������������� �ϸ�Ũ�ȵ����Ӽ���ͭ�ij��������н�ǿ����������, �������������λ�� ������״�������ṹ, ������ʹ����������������� ����, �����п��ܺ�ͭ��Ӧ������ͭ(CuS)�� ���, ����������������, ��ʹ��ͭS�� H�������ߡ� ��ͭ����
��, ֻ�������������������ʺ����͵�ƽ������ͭ, �������ߵĵ���Ч�ʡ�
��Ŀǰͭ��ⶼ�Ǹ�������������״���˹��ж����Ӽ��ļ�����, �ⲻ�����ͺ����, ���ҵ��ڵ�������ƫ�����ֵ, �����ǵ����Һ�ɷֲ���, �����ܶȸı�, ���Һ�¶Ȳ���, ���Ӽ������б�ʱ, ���Ӽ��Ŀ��ƿ��˹����ڸ��Ѱ��ա� Ϊ��, �������߷����˵����������Ӽ���ҵ��صķ�����װ��
1ͭ��⾫�������г��õ����Ӽ�
1.1���Ӽ�������
��ͭ�缫�ļ���������ͼ�õ�����ABC(��ͼ1)�� �������߿ɿ������������: AB��Ϊ���Ѷ�ֱ��(�� =a+blogi), ������Ѷ����� ��Ӧ��������ڵ绯ѧ������ �ڸ�������Ӧ�����ܶ��½��е��, �����õ����ܵIJ�Ʒ�� BC��Ϊһ����, ��Ӧ�ķ�Χ�л�Ͽ������� ��Ũ���ݶȴ���, �ڸ�������Ӧ�����ܶ��µ��, �ò������ܵIJ�� B�����ɵ绯ѧ�������Ͽ���ת���Ĺ��ɵ�, ֻҪ���ڸõ���Ӧ�ĵ����ܶ�, ����Ũ���ݶȴ���, �����������п��ܳ��̡� ��ͼ1���B����Ӧ�ĵ����ܶ�Ϊ100A/m2, ��ͭ��⾫��ͨ�������õĵ����ܶ�һ��Ϊ220~280A/m2�� �ɼ�, ʵ�����������µĵ����ܶ�, ͭ�缫��Ӧ���ڻ�Ͽ�����, ��˲��õ�������������� Ϊ�˵õ����ܵĵ��ͭ, ��Ҫ�跨�������Ѷ���Χ, ���ӵ绯ѧ������ Ŀǰ���ӵ绯ѧ��������Ч�ķ������ڵ��Һ�������л������������, �������� ����������

ͼ1 ��������λ������ܶȵĹ�ϵ Fig.1 Relationship between cathodic overpotential and current density common logarithm
1.2 ���Ӽ�������
1) ����
ʵ���вⶨ��ϵCu2+40g/L, H2SO4177g/L��, ��ͬ����Ũ�ȶ���������λ(ͭ��ƽ���λ���������������ʵ缫�����������ͭ�ĵ�λ��)��Ӱ��, �����ͼ2��ʾ�� ��ͼ2����, ��������Ũ�ȵ�����, ��������λѸ������, �����������ʹ�缫��Ӧ�绯ѧ��������, �����õ����ܵ��ͭ�� ����, ������ʹ���Һ�ı��������½�(��ͼ3), ���Һ��������ʪ�Ժ�, ���������ﲻ������, ���õ�ƽ���⻬�ĵ��ͭ�� ����, �����ڵ缫����������ɢ����, ���, �����������ɱ�֤��ͭ���治�׳����ӡ� �ɴ˿�֪, ������ͭ������������Ҫ�����Ӽ�, ��������ͼ��뷽���Ŀ��ƶԵ�ͭ������������Ҫ, �����ۼ�����һ��Ϊ50~100g/t��

ͼ2 ����Ũ�ȶ���������λ��Ӱ�� Fig.2 Effect of concentration of gelatin vs cathodic overpotential (basic solution: 0.63mol/LCuSO2+ 1.81mol/LH2SO4; temperature: 24��)
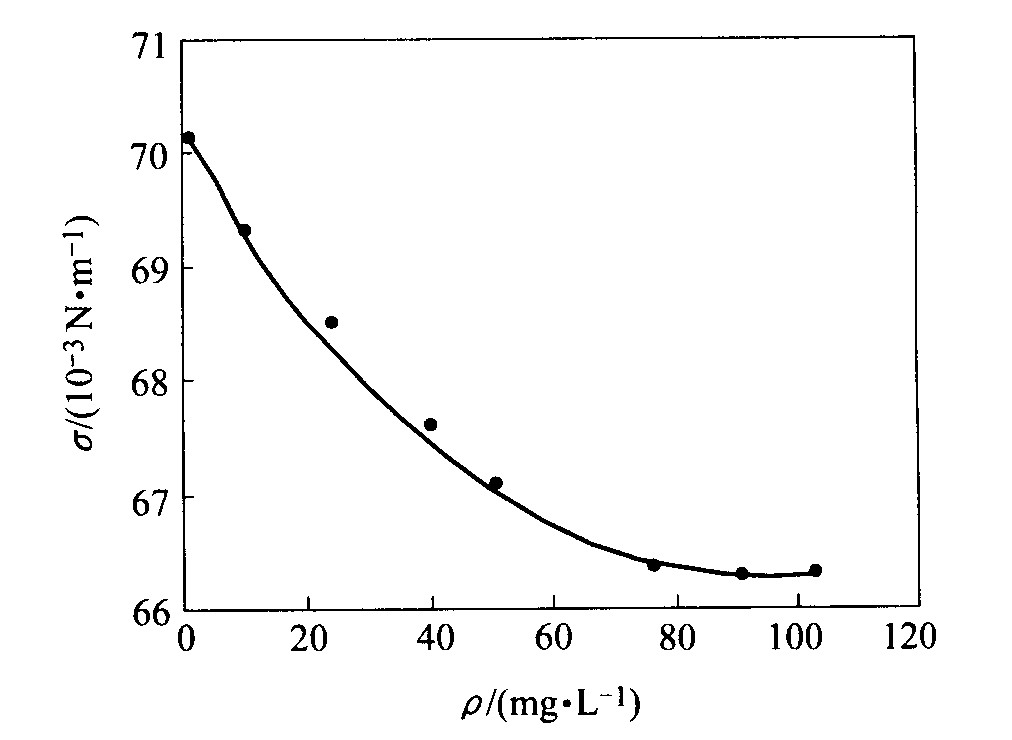
ͼ3 ͭ���Һ��������������Ũ�ȵĹ�ϵ Fig.3 Relationship between copper electrolytic surface tension and concentration of gelatin (temperature: 30��; basic solution: 0.63mol/LCuSO4+ 1.81mol/LH2SO4)
2) ����
������Ҫ��ϸ������������, Ӣ���г�����Ϊ�������Ƽ�(grain refining affecting agent)��
ij��ͭ�����һ��û������, ���ӽ��Ͱ�άͨ, ��ͭ���������½�����, ��ͭ������Ʒ�ʽ�Ϊ60%, ����ֽ������Խ������尴������Ϊ1.067�ı�������, ��ͭ������Ʒ�ʱ�Ѹ��������
3) ��άͨ
��άͨ��Ҫʹ��ͭɫ������, ��ǿ����������, �������Ϊ10~20g/t�� ��Ŀǰ���ڶ�άͨ�Ŀ�����ͳһ��
4) ����
��ͭ��������, ����������HCl��Ϊ�˸��Ƴ���������ʹ���Һ�е�Ag+, ����Bi3+��Sb3+���γ�AgCl�� BiOCl�� SbOCl������������
�����Ӱ뾶��С(Cl-Ϊ0.099nm�� SO
�ں�����������������������ͭ��Һ�м���������, �е�Ũ�ȵ������ӽ�ʹ���������Ӧ����С, �Ӷ����Ƴ���������
����ļ�����, һ�����������ʳɷ�Ag�� As�� Bi�� Sb���������� ���ڸ��������ɷ�����ȶ�, ������������ı仯���С, ���Һ������ļ�������Ϊ0.04~0.06g/L��
5) ������
�����ص����������Ƶ��Һ����������������á� �ֵ��ͭ�������ཬҺ��������, ���������������õ����, ��������ͭ��һ�㲻�Ӹ����ء�
2ͭ�����������Ӽ���ҵ��ص�ԭ����ʵ��
2.1ͭ�����������Ӽ���ҵ��صķ�����װ��
�������Ӽ��ļ���ͨ���Ǹ��������������״���͵�����ǿ�ȵĴ�С, �˹��ж����Ӽ��ļ�����, �ⲻ�����ͺ����, ���ҵ��ڵ�������ƫ�����ֵ, �����ǵ��Һ�ɷֲ���, �����ܶȸı�, ���Һ�¶Ȳ���, ���Ӽ������б�ʱ, ���Ӽ��Ŀ��ƿ��˹����ڸ��������ա�
Ϊ�˿���ȷ�ؼ�ص��Һ������, ʹ���Ӽ���Ũ�ȿ�������ѵķ�Χ, �������߷����ˡ��������������������л����Ӽ��ķ�����װ�á��� ʵ�����, ���ø�ר�������ⶨͭ�����ϵ��Һ����������λ, ���Կ���ȷ��ָʾͭ���Һ������, �����ݼ��ĵ绯ѧ�����������Ӽ��������, �Ӷ����߿���ͭ������������
ͭ�������е��Һ������ҵ��صļ�����·������Ϊ: ���Ƚ����Ӽ��ܽ��ڲ�, ����һ���ٶȽ���ͭ���۵Ľ�Һϵͳ, �ڵ��Һ�������۵Ĺ�����, ͨ������װ�ó�ȡ������Һ������������λ������ǽ�������⡣ ������������λ���������DZ�, ����ѹ���λ�Ƚ�, ���ⶨ����������λ���������������λʱ, �����DZ��Զ�����ִ����, �Ӵ����Ӽ�������; ���ⶨ����������λ���������������λʱ, �����DZ��Զ�����ִ����, �������Ӽ�������; ���ⶨ����������λ�������������λ���ʱ, �����DZ��ȶ����Ӽ����������䡣
������ǵ���Һ����ϵ�еĽ�Һϵͳ, ���¶�Ҳ�͵��۵�һ�¡� �������������Һ�ijɷ����¶Ⱥ�ϵ�е��۵��Һ�ijɷ����¶���ͬ, ����, ������Ǽ�����������λ������ϵ�����е��������ĵ�ᾧ������
��ͭ�����¶ȡ� �����ܶȵ���������ȶ�ʱ, ��������λ�ǵ��Һ�и������ʺ����Ӽ�Ũ�ȶ�ͭ�����ṹӰ��Ķ��������� ��ij������Ũ����, �ڲ�ͬ�ĵ������(���¶ȡ� �����ܶȡ� ��������Ũ�ȡ� ��ͣ����ͣ���Ͳ�)�����Ӽ�ʱ, ��������λ�Ĵ�С, �ǵ��Һ���ʵļ�ʱ��ӳ, ����, ͨ����������λ�ļ��, ʹ���Ӽ��ļ��������κ������¶����������ֵ, ����ȵؼ��������ʵ�Σ��Ӱ��, ͭ��������״̬����, �Ӷ�, ���߿���ͭ�����������̡�
2.2�ߴ�����ͭ������������λ�Ĺ�ϵ
����Erdty-Gruz���Ƶ�����ά���������ٶ�
ʽ�� a, b��Ϊ������
��ʽ(1)��֪, ���Ź���λ��������, �¾��˵��γ��ٶ�Ѹ������, �����ڻ�ýᾧ����ƽ���ij�����, ��ֹ�������桰�����ӡ����γ����ɲ���, ����Ԥ����֦״�ᾧ�����ɡ� ��ͼ4��֪, ������������λ�����, �ߴ�����ͭ������, ����������λΪ41.23mVʱ, �ߴ�����ͭ��Ϊ93.63%, ����������λΪ51.35mVʱ, �ߴ�����ͭ��Ϊ98.5%��
����, ����������λ������51mV��ͭ�������л����Ӽ�Ũ�ȶ������ƵĻ���, ����������λ����49mVʱ, ���������Ӽ�������; ����������

ͼ4 �ߴ�����ͭ������������λ�Ĺ�ϵ Fig.4 Relationship between percent high-quality pure cathodic copper(A) and cathodic overpotential(��)
λ����53mVʱ, ��������Ӽ���������
2.3��������λ�����Ч�ʵĹ�ϵ
����
ʽ�� K��reΪ��ԭ��Ӧ���ٶȳ���; nΪ��Ӧ�ĵ��ӵ�ʧ��, ��Ϊ����ϵ��, ��ֵһ��Ϊ0.5; ��
ͼ5��ʾ�ǵ���Ч������������λ�Ĺ�ϵ, ��ͼ��֪, ����Ч������������λ�����߱仯, �����ߵ����, ����������λΪ45mVʱ, ����Ч��Ϊ97.48%, ������������λ������, ����������λΪ51.25mVʱ, ����Ч��Ϊ98.55%�� �������������������λ, ����Ч�ʷ�������������λ�����Ӷ����͡�
2.4Ӱ����������λ����Ҫ����
��������λ����ij�ֵ�����, ͭ��ƽ���λ�����������������ʵ缫����ͭ��������ĵ�λ��, ���ֵ�λ�ӳ��ͭ�ɺ˵ĵ绯ѧ������ ��������, ֻҪ���ƺ���������λ, �Ϳ���ij�ֵ�����, �������ߴ�����ͭ��, �õ���õĵ���Ч��, �Ӷ��ﵽ��ѵļ�������ָ�ꡣ Ϊ��, �о�Ӱ

ͼ5 ����Ч������������λ�Ĺ�ϵ Fig.5 Relationship between current efficiency (Ei) and cathodic overpotential(��)
����������λ����Ҫ�����DZز����ٵġ�
2.4.1 ���Ӽ���Ӱ��
ͭ����е����Ӽ���Ҫ������������, ���ҹ�˾����ʱ������������ӱ�����Խ��ȶ��� �����4����Ӣ�����г�ע��ĸߴ�����ͭ��, �������۵Ľ�������֮��Ϊ1~2�� ����, ������Ũ��ȷ���Ժ�, �������Ҳȷ���ˡ� ʵ���������������λӰ�������ǽ�, ��ͼ2��ʾ, ���Ž�Ũ�ȵ�����, ��������λѸ������
�����Ӽ�Ũ��һ��ʱ, ���ŵ��Һѭ����������, ���Ӽ��ļ���������, ����, ��������λ����, ��仯���1��ʾ��
2.4.2 ͭ�� ��Ũ�ȵ�Ӱ��
����ͬһ��ϵͳ, ��������, ͭ����Ũ�ȵ�����, ���ֱ�ʹ���ҺŨ������١� ����������, �Ӷ�ʹ��������λ����, ���2��ʾ��
��1 ��������λ����Һѭ�����Ĺ�ϵ Table 1 Relationship between cathodicoverpotential(��) and electrolytic cyclic quantity
| Place | Flow/(L��min-1) | ��/mV |
| First workshop | 26.60 35.40 |
55 65 |
| Second workshop | 10.70 22.80 |
52 63 |
| Third workshop | 16.53 30.35 |
48 54 |
��2 ͭ����Ũ������������λ�Ĺ�ϵ Table 2 Concentration of copper andacid vs cathodic overpotential
| ��/mV | ��(Cu2+)/ (g��L-1) |
��(H2SO4)/ (g��L-1) |
| 53.50 | 50.46 | - |
| 50.40 | 52.12 | - |
| 49.00 | 52.67 | - |
| 47.67 | 53.67 | 156.18 |
| 41.23 | 54.78 | 174.03 |
| 40.00 | 55.98 | 183.04 |
����ͬһ��ϵͳ, ͭ�� ��Ũ�ȱ仯����ȶ�, ͭ�� ��Ũ�ȶ���������λ��Ӱ����������Ӽ���Ӱ��С�ö�, ����ͬһ��ϵͳ����������λӰ�����Ҫ���������Ӽ���
���뵽���Һ�е����Ӽ�, һ��������������, һ���ֽ���������, ����һ���ַֽ�Ϊ�����ᡣ ��ij������, �ְ�۵��������������������ڵ�1/6, �ְ�۵��������������������ڵ�1/2, ����, �ְ�۵缫���۵�Ƶ���������۵�8��, ����ְ���������������ߵ����Ӽ����������������������ߵ����Ӽ�Ҫ��ö�, ��ij�ְ�۵��ҺCu2+ 38.08g/L, H2SO4135.13g/L, ����Ľ���1380g/t, �ⶨ����������λȴ��Ϊ49mV��
2.4.3 ������Ӱ�� [12]
������Te�� S�� O�� Se�ĺ�������ʱ, ����Cu2Te�� Cu2S�� CuS�� Cu2O�� CuO�� Cu2Se����̬������������ ��Щ�����������ϲ����е绯ѧ�ܽ�, ������ͭ�ĵ绯ѧ�ܽ�, ��ɥʧ��������������ϵ, ���Լ�ϸ�ķ�ɢ״̬����������۵�Ư��ճ������������, ��Ϊͭ��ᾧ�ľ���, ���ȳ��� ��������������λ��������, �ߴ�����ͭ�ʴ�����½���
��ij�����ҺCu2+��Ũ��Ϊ55.98g/L, H2SO4Ϊ183.04g/L, �����ܶ�265A/m2, ͭ�����Ӽ��ļ������ֱ�Ϊ: ��78.52g/t, ����77.04g/t, ������9.94 g/t, ��άͨ24.85g/t, ������������ƶ�����, ���ⶨ���������Թ���λ��40mV, �ߴ�����ͭ�ʽ�55.266%�� ��ԭ������������ʵ�Ӱ�졣
��������, ��������λ�ǵ��Һ���ʵ�ʵʱ��ӳ, ͨ����������λ�����, ��ɼ�ʱ���������е�����, ��ʱ��ȡ��Ӧ�Բ�, �ڴ��۸��ӵ�����������, Ѱ��һ�����ٽ������Ľݾ���
3 ����
1) �ü���ʹͭ����л����Ӽ��Ŀ����ɾ������, ��Ϊͨ����������λ����, �����Ӽ��Ŀ����ɵ��������ͺ����, ��Ϊ�����ǰ�ij�ǰ���ơ�
2) ��������λ�ǵ��Һ���ʵ�ʵʱ��ӳ, ͨ����������λ�����, �ɵó��ڲ�ͬ�������ʱ, ���Ӽ����������
3) �������������������ȶ���������, ��������λ�Ĵ�С, �ɷ�ӳ�������ɷֲ�������Һ�Ƕȵ�Ӱ�졣
4) ����������λ������(51��0.5)mVʱ, ��ͭ�ĸߴ�����ͭ��Ϊ100%, ����Ч��Ϊ98.26%~98.84%��
�����
[11] ��RobertC,KerbyP.MethodandApparatusforControllingtheQualityofElectrolytes[P].US4324621A,1982.
