
���±�ţ�1004-0609(2015)12-3414-08
Cu-���ʯ���϶Ʋ���Ʊ�
������������Ⱥ�����ճ�����С�棬�� ����̷ʱ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���ø��ϵ�Ƽ����������������ζ�ͭ���Һ�м�������Ϊ20 ��m�Ľ��ʯ�����Ʊ�Cu-���ʯ���϶Ʋ㡣ͨ�����������Ż�Cu-���ʯ���ϵ�ƵĹ��ղ���������ɨ��羵(SEM)��������(EDS)����Ӳ�ȼ��о�CuSO4��5H2OŨ�ȡ����������ܶȡ����ʯ����Ũ�ȺͶ�Һ�¶ȶԶƲ�������Ӱ�졣����X���߷�����(XRD)��ɨ��羵(SEM)��Ħ��ʵ��������Ż��϶Ʋ����ṹ��������ò��Ħ�����ܡ�����������Ż��Ķ�Һ��ɺ��ղ���ΪCuSO4��5H2O 190 g/L��H2SO4 60 g/L�����������ܶ�10 A/dm2�����ʯ����Ũ��20 g/L����Һ�¶�20 �棻�Ż���ĸ��϶Ʋ㾧�����ȣ����ʯ������������Ϊ21.50%�����нϺõ���Ӳ�Ⱥ�Ħ�����ܡ�
�ؼ��ʣ�
���ϵ����������ͭ��Ũ�������������ܶ������ʯ������Cu-���ʯ�����϶Ʋ���Ħ��������
��ͼ����ţ�TQ153.4 �� �� ���ױ�־�룺A
Preparation of Cu-diamond composite coating by composite electroplating
MA Ru-long, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, ZHANG Chun, TAN Shi-yu
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The Cu-diamond composite coating was prepared by composite electroplating when diamond particles with diameter of 20 ��m were put into acidic sulfate copper plating solution. The optimized technological conditions of Cu-diamond composite electroplating were obtained by orthogonal test. The effects of CuSO4��5H2O concentration, cathode current density, diamond concentration and temperature on the quality of Cu-diamond composite coatings were investigated by SEM, EDS and microhardness tester. The phase structure, surface morphology and tribological properties were investigated by XRD, SEM and friction-abrasion testing machine. The results show that the optimized technological conditions are CuSO4��5H2O 190 g/L, H2SO4 60 g/L; cathode current density, 10A/dm2; diamond concentration, 20 g/L; temperature, 20 ��. The Cu-diamond composite coating containing 21.50% diamond particles has homogeneous grains, better microhardness and tribological performance.
Key words: composite electroplating; CuSO4��5H2O; concentration; cathode current density; diamond powder; Cu-diamond; composite coating; tribological performance
���ϵ����ָ���õ�Ʒ�����һ�ֻ���ֲ����ԵĹ���������ȡ���ɢ��Ƕ�뵽�������Ʋ��е�һ�ּ���[1-2]�����ʯ����Ӳ�ʲ��ϣ����ø��ϵ���������Ʊ��Ľ��ʯ��Ʒ�������õ�ʹ�����ܣ��ѿ����˸���ĥ�ߺͷ�ĥ������[3-4]�����У����ʯ�߾���һ�ֳ��õ������и�ߣ��������и�ʯ�ġ��մɡ���Ƭ�����Ͻ�Ȳ���[5-7]�����õ�Ʒ��Ʊ����ʯ�߾�ͨ�����ø�˿��Ϊ���壬Ni��Ni���Ͻ���Ϊ���ʽ�����Cu��һ�ֳ��ý���������ԭ�Ϸḻ���۸�����������������Լ����ڻ�е�ӹ�������ŵ㣬�ڹ�ҵ������ռ����Ҫ��λ������Cu-���ʯ���϶Ʋ����Ni-���ʯ���϶Ʋ��Ʊ����ʯ�߾��Ԥ�Ʋ���Խ�ʡ�����ɱ���������Ҫ���о���ֵ����ˣ��б�Ҫ���俪չ����о���Ŀǰ���о��϶�Ľ��ʯ���϶Ʋ�Ļ��ʽ�����ҪΪNi��[8-13]����Cu�����ʯ���϶Ʋ���о����١����϶Ʋ��������Ҫ�ܸ��ϵ�ƵĹ��ղ���Ӱ�죬Ҫ��þ����������ܵĸ��϶Ʋ㣬����Թ��ղ��������о�������ͭ�����϶Ʋ��Ʊ������Ѿ���һЩ�о�����˶[14]���õ�����Ʊ�Cu-SiC���϶Ʋ㣬�о���Ҫ���ղ����ԶƲ�Ħ��ĥ�����ܵ�Ӱ�죻����[1]ͨ������������ͭ��Һ�м�������AlN�������о�Cu-AlN���ϵ�ƵĹ��ղ������϶Ʋ����ĥ��ʴ���ܡ��������߲����������鷨��ͨ�������Զ�ͭҺ�м��������ʯ���壬�о�����ͭŨ�ȡ����������ܶȡ����ʯ����Ũ�ȺͶ�Һ�¶ȶԶƲ�������Ӱ�죬�ڴ˻������Ż�Cu-���ʯ���ϵ�ƵĹ��ղ�����������X������������ǡ�ɨ��羵��Ħ��ʵ��������Ż��϶Ʋ����ṹ��������ò��Ħ�����ܣ�Ϊ�����о��ṩ�ο���
1 ʵ��
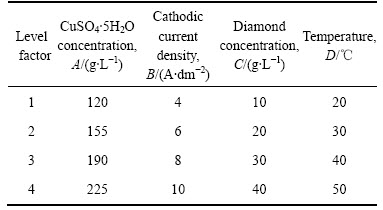
��Һ���������ζ�ͭ���Һ����Һ���ΪCuSO4��5H2O(120~225 g/L)��H2SO4(60 g/L)��ʵ��������Һ�����÷������Լ�������ˮ���ƶ��ɡ������������飬ʵ������ˮƽ���1���С�ʵ�������ù�����Ϊ10 mm��10 mm�IJ���֣����ಿ�̷ֹ⡣�����������ξ�400�š�600�ź�800��ɰֽ��ĥ������������10% NaOH(������������ͬ)��Һ�������ͣ�������ˮƯϴ�����ԣ���η���10% H2SO4��Һ����ȥ������Ƥ����ʴ����������棬���������ˮƯϴ�����ԣ�����ʱ���Ϊ2 min����ɴ��á����ʯ����(����20 ��m)��ʩ��ǰ����Ԥ��������Ҫ����Ϊ�������ʯ��10% NaOH��Һ�����10 min���ͺ�������ˮƯϴ�����ԣ�����10% HNO3��Һ�����10 min�������棬������ˮƯϴ�����ԣ���ɴ��á�ʩ��ǰ�������ʯ����ĸ��϶�Һ����JJ-1�Ͷ�ʱ�綯��������е����24 hʹ����ʪ����500 mL�ձ�Ϊ�Ʋۣ�����JJ-1�Ͷ�ʱ�綯��������е���裬���̶������ٶ�(ʹ���ʯ�����������ڶ�Һ��)���Բ����Ϊ������������ͭ��Ϊ����������WYJ-15V/10A��ֱ����ѹ��Դ�ṩ��������ʩ�ƣ����ʱ��Ϊ15 min��ʵ������в���Kw-1000DC�ͺ���ˮԡ�����б��£�����Ϊ��2 �档����Ħ��ĥ��ʵ��ʱʵ�������ù�����Ϊ30 mm��25 mm�IJ���֣����ʱ��Ϊ120 min������������������ͬ��
��1 ������������ˮƽ
Table 1 Factors and levels of orthogonal test
����Quanta-200��ɨ��羵�۲츴�϶Ʋ������ò������������Ǽ��㸴�϶Ʋ��еĽ��ʯ������ͨ�����϶Ʋ�����IJ����õ��Ʋ��Ȳ������������ʣ�����HVS-1000���Զ���Ӳ�ȼƲ��Ը��϶Ʋ��л��ʽ�������Ӳ�ȣ��غ�Ϊ0.49 N��ÿ����Ʒ����5���㣬ȡ��ƽ��ֵ��ͨ��D/MAX-RBX��������DZ���Cu-���ʯ���϶Ʋ�Ľṹ����������ʯ���庬����У����������ɨ�������õĽ��ʯ����������UMT-3��Ħ����������Ը��϶Ʋ��Ħ������������ĥ��ת�١��غɺ�ʱ��ֱ�Ϊ180 r/min��-10 N��30 min��
2 ���������
2.1 ���ղ����Ը��϶Ʋ�������Ӱ��
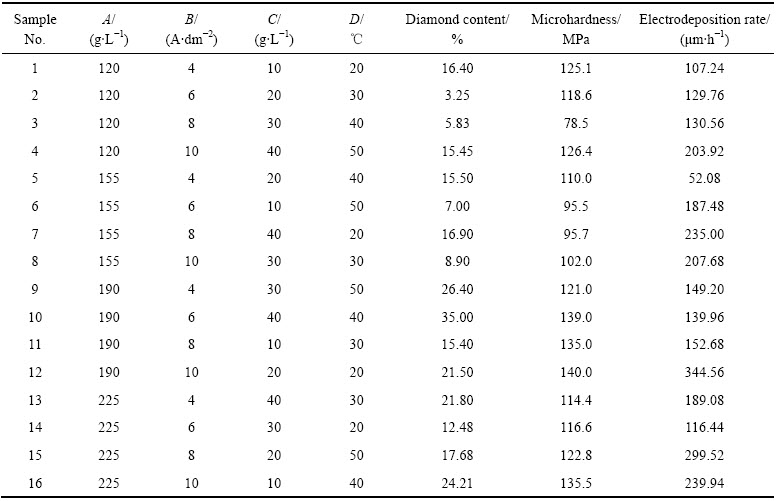
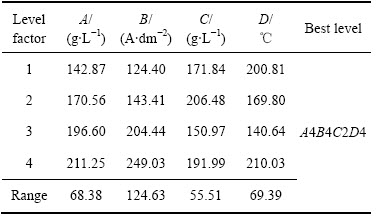
����L16(44)������Ʊ���ƹ��ղ���������ʵ������ͽ�����2���С���ʵ���Ը��϶Ʋ���ʯ��������Ӳ�Ⱥ͵��������Ϊ�Ʋ�����ָ�ꡣ��һ������£����ʯ����Խ�ߣ����϶Ʋ�Ӳ��Խ������ĥ��Խ�ߡ��ڱ�֤�Ʋ�������ǰ���£����������Խ������Ч��Խ�ߡ���ˣ�������ָ���Ҫ���ǣ����ʯ���������ܴ�Ӳ�Ⱦ����ܸߣ���������ʾ����ܴӱ�2���Կ�����2�ź�3�������Ľ��ʯ�����ϵͣ�Ϊ3.25%��5.83%��10�Ž��ʯ������ߣ�Ϊ35.00%��3��������Ӳ����ͣ�Ϊ78.5 MPa����10�ź�12����Ӳ�Ƚϸߣ��ֱ�Ϊ139.0��140.0 MPa��5�����������������ͣ�Ϊ52.08 ��m/h��12�����������ٶ����Ϊ344.56 ��m/h��
��2 ���ղ���������Ʊ�
Table 2 Orthogonal design of process parameters
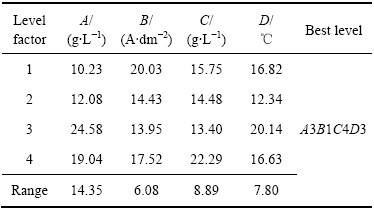
���ݱ�2�����ݣ�������������������ɷ�����ƹ��ղ����Ը��϶Ʋ���ʯ��������Ӳ�Ⱥ͵�������ʵ�Ӱ�����μ�����ˮƽ����������������������������3~5���ӱ�3~5���Կ������Խ��ʯ����Ӱ������˳��ֱ�Ϊ����ͭŨ�ȡ����ʯ����Ũ�ȡ��¶Ⱥ����������ܶȣ�����Ӳ��Ӱ������˳��ֱ�Ϊ����ͭŨ�ȡ����ʯ����Ũ�ȡ����������ܶȺ��¶ȣ��Ե��������Ӱ������˳��ֱ�Ϊ���������ܶȡ��¶ȡ�����ͭŨ�Ⱥͽ��ʯ����Ũ�ȡ�
��3 ���ʯ���庬����ֱ�۷�����
Table 3 Orthogonal tests results of diamond powder content
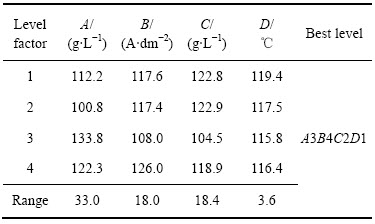
��4 ��Ӳ�ȵ�ֱ�۷�����
Table 4 Orthogonal tests results of microhardness
��5 ��������ʵ�ֱ�۷�����
Table 5 Orthogonal tests results of electrodeposition rate
����ͭŨ����Ӱ�츴�϶Ʋ���ʯ���庬��������Ҫ���ء��ɱ�3���Կ�����������ͭŨ�����ߣ����ʯ���庬�������ߺ͡����ڽ����ϵ�������̣�CELIS��[15]�������嶯��ѧ�ͽ���糡���ص�Ӱ�죬�����MTM(Mathematical model)ģ�͡���ģ����Ϊ�������������������Ҫ�������¹��̣�1) ��Һ�е�����������������Һ�е������γ������㣻2) ���ڵ糡�Ͷ���������Ǩ�Ƶ��������棻3) �����������������ӱ���ԭ��ͬʱ������Ƕ�뵽���ʽ������γɸ��϶Ʋ㡣�����Ϲ��̿�֪����������������������Ƕ��Ʋ����Ҫ���ء���ͭ����Ũ�Ƚϵ�ʱ�����Һ��ͭ����Ũ�ȵ����ߣ������ڽ��ʯ��������ͭ�������࣬���ʯ����������������Խ�࣬�糡����������ҲԽǿ����ٽ��˽��ʯ��������������Ǩ�ƣ������������ͭ������ԭ����Ƕ��Ʋ��У����ʯ����������ͭ����Ũ�ȼ�������ʱ�����ڽ��ʯ�������������ޣ����ʯ�������ͭ����Ũ�Ȳ�������ͭ�����ٶ���Ȼ������Զ���ڽ��ʯ����Ƕ�븴�϶Ʋ���ٶȣ�ʹ�ý��ʯ���庬������[13]��
����ͭŨ��Ҳ��Ӱ�츴�϶Ʋ�Ӳ�ȵ�����Ҫ���ء����ϲ�����Ӳ���ɻ��ʽ�����Ӳ�Ⱥͽ��ʯ�����������ؾ���[16]���������ʽ���Խƽ����Ƕ��Ʋ��������Խ�ߣ����϶Ʋ����Ӳ��Խ�ߡ��������[13]�о���Һ����Ũ�ȶ�Ni-���ʯ���϶Ʋ�������Ӱ��������ڵ�Ũ���������µĶƲ��н϶��С�ľ��ˣ��Ʋ�����Ϊƽ����ϸ�ܣ��ڸ�Ũ���������µĶƲ����ϴֲڡ���ˣ�������ͭŨ�ȵ�ʱ��ͭ����������ܣ���Ӳ�Ƚϸߣ�������ʯ�����ϵͣ����ʯ�ԶƲ����ɢǿ��ЧӦ���ή�ͣ���ˣ����϶Ʋ�Ӳ�ȱ仯�������ۺ����õĽ����
���������ܶ���Ӱ���������ʵ�����Ҫ���ء��ɱ�5���Կ������������������ܶ������ʽ�����������ʲ�������������Ϊ���������ܶ�������������λҲ����Ӧ���糡��ǿ���Ӷ����ͭ���ӵij����ٶȣ������������ܶȹ����ܵ�������Ӿ磬���������������������¶Ʋ��������ͣ�ʹ���ôֲڡ���ƽ���������谭������ʽ����Ĺ�����[17]��
��Ӳ�ȺͶƲ��н��ʯ����ĺ���Ϊ��ʵ������Ҫ������ָ�꣬��ˣ���Ӱ��������ָ���������Ϊ��Ҫ�������أ�����dz������ʡ����ǵ���ҵ�����ɱ�Ҫ���ʯ����Ũ�ȿ��ʵ����͡��ۺ�����ʵ�����ķ�������ѵ�ƹ�������ΪA3B4C2D1����12���������ۺ�������ѣ��乤�ղ���Ϊ����ͭŨ��190 g/L�����������ܶ�10 A/dm2�����ʯ����Ũ��20 g/L����Һ�¶�20 �档�������¸��϶Ʋ�����������ۺ����ܣ�����ʯ����Ϊ21.50%����Ӳ��Ϊ140.0 MPa�����������Ϊ344.56 ��m/h����ˣ�ѡȡ12��������Ϊ�����о��Ķ�����3��5��10���������Աȡ�
2.2 ���϶Ʋ������֯
ͼ1��ʾΪ12��������XRD�ס���ͼ1���Կ��������϶Ʋ���ֻ����Cu�ͽ��ʯ�������࣬˵���ڵ�ƹ����У�Cu�ͽ��ʯ֮��û�з�����Ӧ�������࣬�������ڽ��ʯ����ԭ�����ʲ��������á�
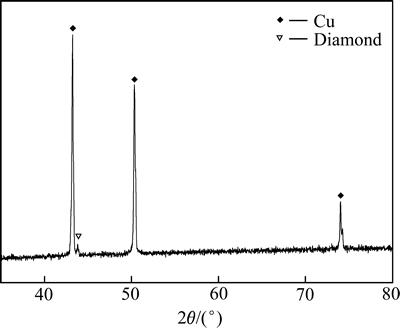
ͼ1 12��������XRD��
Fig. 1 XRD pattern of Sample 12
ͼ2��ʾΪ��ͬ������SEM����ͼ2���Կ�����3����������Ϊ��״�Ͱ�״��֯���棬���治ƽ���������۲첻�����ʯ�����ʯ������ͣ����ǵ�����Ӳ�Ƚϵ͵���Ҫԭ��5������Ϊ���͵İ�״��֯�����в��ֻ�����¶��������������ͣ�10������Ϊ��״���״��֯����������ͭ���������Ƹı����£�12�������Ʋ����ʰ�״��֯�����ֲ��Ͼ��ȣ��ɹ۲쵽��������״�Ľ��ʯ����Ͼ��ȵ���Ƕ�ڶƲ��У������϶Ʋ���֯���Ǻ�ƽ�������һ�����ơ��о����������ʯ�����Ƕ������谭���ӳٻ��ʽ�����λ�������˶����������Ա��Σ�ʹ���϶Ʋ����ǿ����ͬʱ�����ʯ���屾�����нϸ�ǿ�Ⱥ�Ӳ�ȣ����ȷֲ��ڻ��ʽ����в���ǿ��ЧӦ������Ч��߶Ʋ��Ӳ�Ⱥ���ĥ��[1]��
2.3 ���϶Ʋ��Ħ������
ͼ3��ʾΪ4�������ڸ�Ħ����������Al2O3�մ����ĥ����Ħ��������ʱ��Ĺ�ϵ���ߡ���ͼ3���Կ���������ʱ���ӳ���3��5��12�ŵ�Ħ�������������ͺ������ȶ�����10�ŵ�Ħ�������������������ȶ�������Ħ������������3��5��10��12��������ƽ��Ħ�������ֱ�Ϊ0.5939��0.5756��0.6428��0.5218�����õ�����ƽ��ȡĥм�����ó���ĥ�����ֱ�Ϊ2.1��0.4��3.2��1.2 mg���ɼ���3���������ڽ��ʯ�������٣�Ħ��ʱͭ�Ͷ�ĥ��֮��ֱ�ӽӴ�������ճ��ĥ��Ħ��������ĥ�����ϸߣ�5���������������������ܶȵͣ������ٶȵͣ��ʳ����Ʋ��ƽ�������ܣ�ͬʱ���ʯ�����ϸߣ���ˣ���Ħ��������ĥ������С��10���������ڽ��ʯ����̫�ߣ�ͭ�������ܺõذ���ס���ʯ����ˣ�����ʱ���ʯ�����������븴�϶Ʋ㣬������ĥ�����ϴ�12���������ڽ��ʯ�������У���ˣ���Ħ�������ϵͣ�ĥ������С�����нϺõ���ĥ�ԡ�
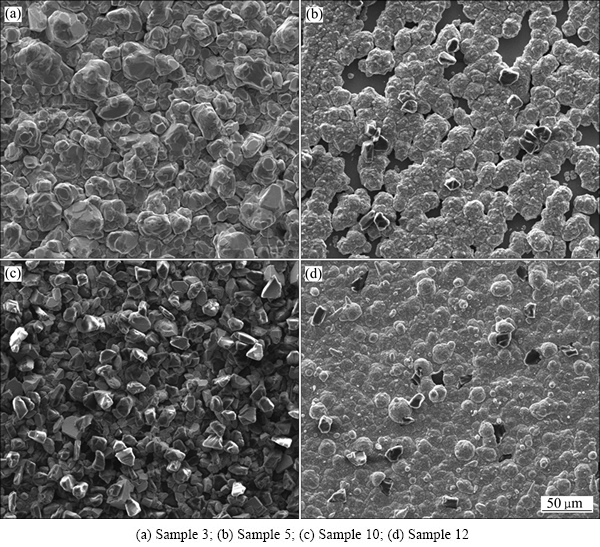
ͼ2 ��ͬ������SEM��
Fig. 2 SEM images of different samples
�����о����֣����ʯ����ɸı临�϶Ʋ����֯�ṹ������Ħ�����ܲ���Ӱ��[18-19]�����϶Ʋ��еĽ��ʯ�����ǿ�����壬�谭λ���˶���ʹ�Ʋ㲻������������ĥ����[1]��ͬʱ�����ʯ�����ڻ��ʽ��������γ�ͻ����֧���غɵ����ã��Ӷ���߶Ʋ����ĥ��[18]��ͨ������£��ڱ�֤���ʽ����Խ��ʯ����֧�������£����϶Ʋ��н��ʯ����Խ�ߣ����������Խǿ�������϶Ʋ��н��ʯ����������Խ��Խ�ã���ˣ����ʯ�ĺ�������һ����ѷ�Χ[19]��
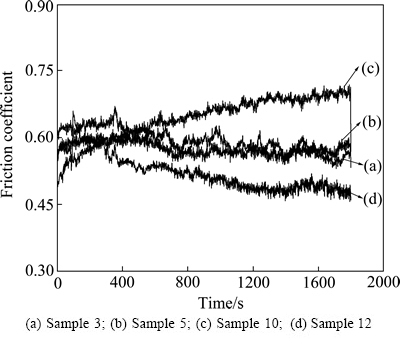
ͼ3 ��ͬ��ƷĦ��������ʱ���ϵ
Fig. 3 Relationship between friction coefficient of different samples and time
ͼ4��ʾΪ�Ʋ�ĥ���ı�����ò����ͼ4���Կ�����3������ĥ�۽��ĥ����淢�����䣬����ճ��ĥ�������������ڻ��ʽ����ϵ�����Ӧ�������¾ֲ����ȣ��ڸ��϶Ʋ�����γ�ճ�ᣬ�ǵ�����ĥ�����ϴ����Ҫԭ��10�������Ʋ�����뻬����������ƽ�е�ĥ�ۣ��Ʋ����Ҳ���ڽ���-����ճ��������Ϊĥ��ĥ���ճ��ĥ��ͬ���ã�5�ź�12��ĥ�����δ�������ԵĻ��ۣ��������н϶�IJ�����ĥ���С�Ӷ���ĥ�����Ϊƣ��ĥ���ճ��ĥ��
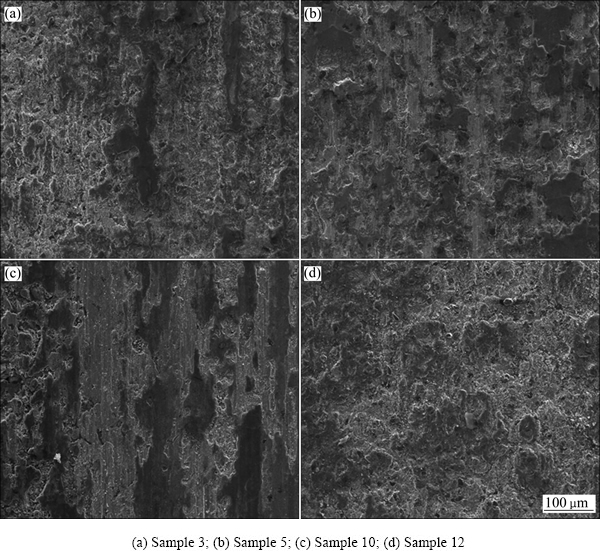
ͼ4 ��ͬ�Ʋ�ĥ�������ò��SEM��
Fig. 4 Worn surfaces SEM images of different samples
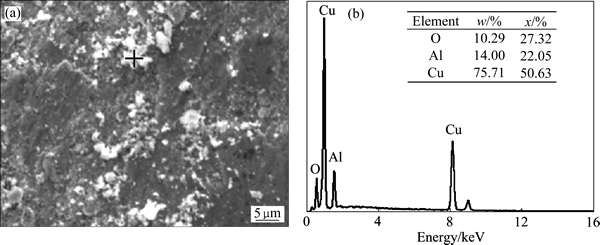
ͼ5 12������ĥ������SEM���EDS����
Fig. 5 Wear coatings SEM image(a) and EDS analysis(b) of Sample 12
ͼ5��ʾΪ12�������Ʋ�ĥ���������׳ɷַ�������ͼ5���Կ�����ĥм����һ��������ԭ�Ӻ���ԭ�ӣ�������Ϊ��Ħ�������в�������ʹ��ͭ�������ֲ�������������CuO������ԭ�������ڶ�ĥ��Al2O3�����䡣����ͭ���ڶƲ�����γ�����Ĥ����Ħ���������������ã����ǶƲ��Ħ��������ʱ���ӳ������Ͳ������ȶ�����Ҫԭ��
3 ����
1) �ڶ�Һ���CuSO4��5H2O(120~225 g/L)��H2SO4(60 g/L)�����������ܶ�4~10 A/dm2�����ʯ����Ũ��10~40 g/L�Ͷ�Һ�¶�20~50 �湤�������£�����ͭŨ����Ӱ�츴�϶Ʋ��н��ʯ���庬������Ӳ�ȵ�����Ҫ���أ��ʵ��ϸߵ�����ͭŨ���������������ʯ���庬������Ӳ�ȣ����������ܶ���Ӱ�츴�϶Ʋ�����ٶȵ�����Ҫ���أ������ܶ�Խ�ߣ�������ٶ�Խ�졣
2) �Ż��Ĺ����������£�CuSO4��5H2O 190 g/L��H2SO4 60 g/L�����������ܶ�10 A/dm2�����ʯ����Ũ��20g/L����Һ�¶�20 �档�Ż����Cu-���ʯ���϶Ʋ㾧�����ȣ����ʯ������������Ϊ21.50%�����нϺõ���Ӳ�Ⱥ�Ħ�����ܡ�
REFERENCES
[1] �� ��. �����Cu-A1N���϶Ʋ���Ʊ������ܵ��о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2010.
LI Peng. Study on preparation and properties of Cu-AlN with high performance coating by eletrodeposition[D]. Hefei: Hefei University of Technology, 2010.
[2] ������. ���ʯ�����Ni��ᾧ������Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(3): 765-772.
WANG Mei-juan. Effect of diamond powder on Ni electrocrystallization behavior at initial stages[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 765-772.
[3] ����ï, �����, ������. ���ʯ���϶Ʋ���о���״[J]. ���漼��, 2003, 32(6): 1-3, 10.
 Zheng-mao, LI Cheng-ming, Fan-xiu. Study on composite coatings with diamond[J]. Surface Technology, 2003, 32(6): 1-3, 10.
Zheng-mao, LI Cheng-ming, Fan-xiu. Study on composite coatings with diamond[J]. Surface Technology, 2003, 32(6): 1-3, 10.
[4] ������. ��Ӳ���ϵ����Ʒ[M]. ����: �й���������, 2001.
WANG Qin-sheng. Superhard materials electroplating products[M]. Beijing: China Standard Press, 2001.
[5] ������. �̽�ĥ�����ʯ�߾���о���չ[J]. �й���ɫ����ѧ��, 2013, 23(5): 1368-1379.
WANG Mei-juan. Research progress on fixed diamond wire saw[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(5): 1368-1379.
[6] �� ��, ��Ծ��, л־��. ��ƽ��ʯ�߾���о���״[J]. ���ϵ���, 2007, 21(8): 25-29.
XIANG Bo, HE Yue-hui, XIE Zhi-gang. Research progress in electroplated diamond wire saw[J]. Materials Review, 2007, 21(8): 25-29.
[7] �� ΰ, �����. �ø��ϵ�Ʒ����컷�ε�ƽ��ʯ�߾�[J]. ���ʯ��ĥ��ĥ�߹���, 2004, 2: 48-51.
GAO Wei, LIU Zhen-chang. Manufacturing looped diamond wire saw using combined electroplating method[J]. Diamond and Abrasives Engineering, 2004, 2: 48-51.
[8] HITOSHI O, MOHD S, TETSUO S. Effect of electrodeposition conditions on hardness of Ni-B/diamond composite films[J]. Surface and Coatings Technology, 2012, 212: 180-184.
[9] BURKAT G K, FUJIMURA T, DOLMATOV V Y. Preparation of composite electrochemical nickel-diamond and iron-diamond coatings in the presence of detonation synthesis nanodiamonds[J]. Diamond and Related Materials, 2005, 14(11/12): 1761-1764.
[10] MAZAHERI H, ALLAHKARAM S R. Deposition, characterization and electrochemical evaluation of Ni-P-nano diamond composite coatings[J]. Applied Surface Science, 2012, 258(10): 4574-4580.
[11] HOU K H, HAN T, SHEU H H. Preparation and wear resistance of electrodeposited Ni-W/diamond composite coatings[J]. Applied Surface Science, 2014, 308: 372-379.
[12] ZHOU Hai-fei, DU Nan, ZHU Li-wei, SHANG Jian-ku, QIAN Zhou-hai, SHEN Xiao-ming. Characteristics investigation of Ni-diamond composite electrodeposition[J]. Electrochimica Acta, 2015, 151: 157-167.
[13] ������, ���ճ�, ����Ⱥ. Ni-���ʯ���϶Ʋ���Ʊ�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(7): 2688-2695.
WANG Mei-juan, WANG Ri-chu, PENG Chao-qun. Preparation of Ni-diamond composite coating by composite electroplating[J]. Journal of Central South University (Science and Technology), 2013, 44(7): 2688-2695.
[14] �� ˶. Cu-SiC�����϶Ʋ���Ʊ�������Ԥ���о�[D]. ����: ����ʯ�ʹ�ѧ, 2013.
GU Shuo. Preparation and forcasting properties of Cu-SiC nano-composite coatings[D]. Daqing: Northeast Petroleum University, 2013.
[15] CELIS J P, ROOS J R, BUELENS C. A mathematical model for the electrolytic codeposition of particles with a metallic matrix[J]. Journal of the Electrochemical Society, 1987, 134(6): 1402-1408.
[16] CHEN Li, WANG Li-ping, ZENG Zhi-xiang, ZHANG Jun-yan. Effect of surfactant on the electrodeposition and wear resistance of Ni-Al2O3 composite coatings[J]. Materials Science and Engineering: A, 2006, 434(1/2): 319-325.
[17] ̷����, ֣ѧ��, ����ɽ, �� ��, ���. Cu-ZrW2O8���϶Ʋ���Ʊ�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(2): 234-238.
TAN Cheng-yu, ZHENG Xue-bin, ZHAO Xu-shan, LIU Yu, LI Jing-feng. Preparation of Cu-ZrW2O8 composite coatings by electric deposition[J]. Journal of Central South University (Science and Technology), 2008, 39(2): 234-238.
[18] �۽���, ����ΰ, �����, �� ��, ��ӵ��. Ni-P-���ʯ��ѧ���϶Ʋ���ĥ�����о�[J]. ���ʯ��ĥ��ĥ�߹���, 2008(5): 25-29.
SHAO Jian-bing, ZHU Yong-wei, LI Xiang-feng, LIN Kui, CHEN Yong-jun. Study on the anti-wear behavior of eletroless Ni-P-diamond composite coatings[J]. Diamond and Abrasives Engineering, 2008(5): 25-29.
[19] л ��, Ǯ����, ������. Ni-P-���ʯ��ѧ���϶Ʋ����ĥ��[J]. ��е���̲���, 2002, 26(10): 19-22, 25.
XIE Hua, QIAN Kuang-wu, CHEN Wen-zhe. Wear-resistance of electroless Ni-P-diamond composite coating[J]. Materials for Mechanical Engineering, 2002, 26(10): 19-22, 25.
(�༭ �� ��)
�ո����ڣ�2015-03-13�������ڣ�2015-09-21
ͨ�����ߣ���С�棬��ʦ����ʿ���绰��0731-88836638��E-mail: lwangxiaofeng@163.com
ժ Ҫ�����ø��ϵ�Ƽ����������������ζ�ͭ���Һ�м�������Ϊ20 ��m�Ľ��ʯ�����Ʊ�Cu-���ʯ���϶Ʋ㡣ͨ�����������Ż�Cu-���ʯ���ϵ�ƵĹ��ղ���������ɨ��羵(SEM)��������(EDS)����Ӳ�ȼ��о�CuSO4��5H2OŨ�ȡ����������ܶȡ����ʯ����Ũ�ȺͶ�Һ�¶ȶԶƲ�������Ӱ�졣����X���߷�����(XRD)��ɨ��羵(SEM)��Ħ��ʵ��������Ż��϶Ʋ����ṹ��������ò��Ħ�����ܡ�����������Ż��Ķ�Һ��ɺ��ղ���ΪCuSO4��5H2O 190 g/L��H2SO4 60 g/L�����������ܶ�10 A/dm2�����ʯ����Ũ��20 g/L����Һ�¶�20 �棻�Ż���ĸ��϶Ʋ㾧�����ȣ����ʯ������������Ϊ21.50%�����нϺõ���Ӳ�Ⱥ�Ħ�����ܡ�
[1] �� ��. �����Cu-A1N���϶Ʋ���Ʊ������ܵ��о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2010.
[2] ������. ���ʯ�����Ni��ᾧ������Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(3): 765-772.
[3] ����ï, �����, ������. ���ʯ���϶Ʋ���о���״[J]. ���漼��, 2003, 32(6): 1-3, 10.
[4] ������. ��Ӳ���ϵ����Ʒ[M]. ����: �й���������, 2001.
WANG Qin-sheng. Superhard materials electroplating products[M]. Beijing: China Standard Press, 2001.
[5] ������. �̽�ĥ�����ʯ�߾���о���չ[J]. �й���ɫ����ѧ��, 2013, 23(5): 1368-1379.
[6] �� ��, ��Ծ��, л־��. ��ƽ��ʯ�߾���о���״[J]. ���ϵ���, 2007, 21(8): 25-29.
[7] �� ΰ, �����. �ø��ϵ�Ʒ����컷�ε�ƽ��ʯ�߾�[J]. ���ʯ��ĥ��ĥ�߹���, 2004, 2: 48-51.
[13] ������, ���ճ�, ����Ⱥ. Ni-���ʯ���϶Ʋ���Ʊ�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(7): 2688-2695.
[14] �� ˶. Cu-SiC�����϶Ʋ���Ʊ�������Ԥ���о�[D]. ����: ����ʯ�ʹ�ѧ, 2013.
[19] л ��, Ǯ����, ������. Ni-P-���ʯ��ѧ���϶Ʋ����ĥ��[J]. ��е���̲���, 2002, 26(10): 19-22, 25.
