
���±�ţ�1004-0609(2012)02-0460-05
Ni��BiԪ�ض�SnAgCuǥ����������������������ʵ�Ӱ��
�� �������
(������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040)
ժ Ҫ��
ͨ�������¶�ʱЧ�����о�Ni��BiԪ�ضԵ��� (������С��1%����������) Sn-Ag-Cu��LASAC��ǥ�Ͻ���IMC�������ʵ�Ӱ�졣ͨ�������ǥ��SAC305�͵���ǥ��LASAC�Աȣ���������Ni��BiԪ�غ�LASACǥ���ڸ���ʱЧ��������ƣ�Ϳ��Եı仯��������������LASAC/Cu��LASAC-Bi/Cu�� SAC305/Cu����IMCʱЧ����γɽϺ��Cu3Sn�㣬LASAC-Ni/Cu���澭IMCʱЧ�����γɽϱ���(Cu, Ni)3Sn������ǥ��SAC305��180 ��ʱЧ��IMC��������Ϊ2.17��10-5 ��m2/s����֮��ȣ���Agǥ��LASAC IMC��ʱЧ�������������ʽϸߣ�Ϊ3.8��10-5 ��m2/s��Ni��BiԪ�ص����Ӿ��ɽ���ǥ��LASAC/Cu����IMC���������ʣ�����Bi�ĸ���Ч����������LASAC-Biǥ�ϵ�IMC��������Ϊ1.92��10-5 ��m2/s������SAC305ǥ�ϵ�IMC�������ʡ�
�ؼ��ʣ�
�������������滯����(IMC)������ʱЧ������ǥ����
��ͼ����ţ�TG425.1 ���� ���ױ�־�룺A
Effect of Ni and Bi addition on growth rate of intermetallic compound of SnAgCu soldering
LIU Yang, SUN Feng-lian
(School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China)
Abstract: The effects of Ni and Bi addition on the intermetallic compound (IMC) growth rate of low-Ag (��1%, mass fraction) Sn-Ag-Cu(LASAC) soldering were investigated by accelerated temperature aging. The thermal fatige resistance of LASAC solders with Ni and Bi addition was studied by comparing with SAC305 solder. The results show that thick Cu3Sn layer forms after high temperature storage (HTS) aging between LASAC/Cu, LASAC-Bi/Cu and SAC305/Cu interfaces. While the IMC between LASAC-Ni/Cu is (Cu, Ni)3Sn layer with a very thin thickness after aged. The IMC growth rate of SAC305 is 2.17��10-5 ��m2/s. However, the IMC growth rate of LASAC solder is 3.8��10-5 ��m2/s, which is faster than that of SAC305. The growth rate of IMC at LASAC/Cu interface decreases with Ni and Bi addition. Bi shows a better improvement for solder compared with Ni element. The IMC growth rate of LASAC-Bi is 1.92��10-5 ��m2/s, which is slower than the IMC growth rate of SAC305.
Key words: growth rate; intermettalic compound (IMC); high temperture storage aging; low-Ag solder
����ʮ������о��뿪����Ŀǰ����������Ǧǥ�Ͽ������Sn-Pbǥ��Ӧ���ڵ��ӹ�ҵ�С��ڴ�������Ǧǥ���У�Sn-Ag-Cu (SAC)ǥ�ϱ���Ϊ����ѵ����Ʒ[1-2]�����У����ܹ�ע��SACǥ�Ϸֱ�Ϊ�����Ƽ���Sn-3.9Ag-0.6Cu��ŷ���Ƽ���Sn-3.8Ag-0.7Cu�Լ��ձ��Ƽ���Sn-3.0Ag-0.5Cu��Ȼ��������ǥ�Ϻ���������3%(��������)���ϡ����Ž��������۸�IJ������ǣ����´���ǥ�ϳɱ���֮������������ӷ�װ����Ӳ�ҵ�ķ��ٷ�չ��Ȼ��ʮ�ֲ����ġ����ͬʱ������ǥ���нϸߵ��������������д�ƬAg3Sn�����仯����(IMC)�ij�������Ӱ�캸�ӽ�ͷ�Ŀ�������ܡ���ˣ����͵���SAC��Ǧǥ�ϵ��о��뿪����Ϊ��ǰ���ȵ�[3-4]��
������֪��ǥ��ʱ��������仯������γ��볤����Ӱ��ǥ����ͷ�ɿ��Ե���Ҫ���ء�����о��� ��[5-7]��������IMC���γɿ�������߽�ͷǿ�ȡ���ʪ���ϼ��谭������ɢ�����������á�Ȼ��IMC�������߷ֲ��������ڷ��۹����лᵼ�����ص�Ӧ�����С����㿹��ǿ�ȵ��½�������������ԺͿ�����ƣ�������½�, ����Σ����ͷ�����ܶ���ɷ�װ�ƻ����������[8]�о���Ni��Sn-3.0Ag-0.5Cuǥ�ϼ���������Ӱ�졣Ni�ļ���ʹSn-3.0Ag-0.5Cu/Cu��ǥ�����������ѧ�����Cu6Sn5ת��Ϊ(Cu,Ni)6Sn5��ͬʱ���о�����������Ni�����Ӷ�ʱЧ�����н���IMC��������һ�����������á���ˣ�Ϊ����ߺ��ӽ�ͷǿ�ȣ����ƺ��ӽ�����ƣ�Ϳ��ԣ����о���һ�����͵�����Ǧǥ��LASACΪ�о��������{��ǥ��SAC305��Ϊ�Աȣ��о�����Ni��Bi�����Ӷ�LASACǥ�ϻ�������ʱЧ��ĺ������IMC��ɢ��Ϊ��Ӱ����ɡ�
1 ʵ��
����ѡ���4�������ֱ�Ϊ����ǥ��LASAC��LASAC-Ni��LASAC-Bi��SAC305(����LASAC-Ni��LASAC-Bi�ֱ�Ϊ����ǥ��LASAC������һ����Ni��BiԪ���Ʊ���ǥ��)��ѡ��ԭ��Ϊ���ȴ���99.9%����������Ƭ��ͭƬ�����ø�Ƶ���������Ʊ�ǥ�ϺϽ�����ѡ�����ƽ�������Ϊ0.5 mm��ͭƬ��Ϊ���庸�̣�����ϴȥ������Ĥ������ˮ�Ҵ���ϴ���ã�������Ϊ�����Ҵ���Һ��
��4��ǥ���Ʊ���ֱ��Ϊ700 ��m��С���Ʊ��õ�4�麸����ŵ�ͭ���ϣ��μ��������������ڻ��������н��к��ӡ��������ķ�ֵ�¶�Ϊ250 �棬����ʱ��Ϊ500 s������ڻ���¯�з�����ȴ���ֱ�õ�4��������Cu�����γɵĺ��㡣���Ʊ��ĺ�����180 ���·ֱ���0 h��25 h��100 h��144 h��ȡ����������������ϻ���ĺ��������Ƕ����ĥ������Ʊ��ɽ�������������Olympus��ܹ�ѧ���������Խ�������֯���й۲졣
�������߽���AutoCAD�����Խ���IMC��Ƚ��в�����Ϊ��С����ʵ��ѡ�õķ����Dz����������IMC������뺸�ӽ��泤�ȣ�ͨ�����ߵı�ֵ��ý���IMC��ƽ����ȡ�
2 ��������
2.1 ����IMC��ʱЧ�����е�������Ϊ
ͼ1��ʾΪLASAC/Cu����IMCʱЧǰ��Աȡ���ͼ1(a)��֪����250 ���������ǥ����Cu������γ��˽��洦�����仯�����������òΪ�����Σ������ߴ�ϴ��Ҿ�����Ƚ�ϡ�衣EDX��������������ò�Ϊ�����仯����Cu6Sn5��
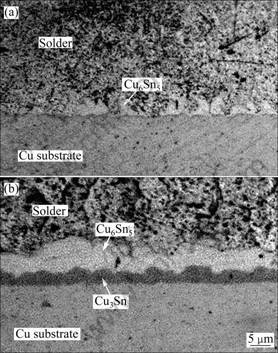
ͼ1 LASAC/Cu����IMC��ò
Fig. 1 IMC morphologies of LASAC/Cu interface: (a) LASAC/Cu; (b) LASAC/Cu after aged for 144 h
��ͼ1(b)�п��Կ�����ʱЧ144 h����IMC������ǥ���ڷ�������������Ҳ���������������Ĵִ�ʹIMC�������ܡ�ƽ�������⣬ʱЧ����Cu6Sn5����Cu����֮����һ�µ�IMC����֣���֤ʵ�ò㻯����ΪCu3Sn�����仯�������ԭ����Ҫ������Cu6Sn5����Cu�ڸ����³�ʱ��Ӵ�������Cuԭ����Cu6Sn5����������ɢ���Ӷ�����˻�������Cuԭ�ӵ�Ũ�ȣ��γ���һ����Cu3Sn��ɵĽ���IMC�㡣����о�����[9-12]�������Cu3Sn�������´��Զ��ѣ��Ժ���ɿ��Բ�����
ͼ2��ʾΪLASAC-Ni/Cu����IMCʱЧǰ��Աȡ�ͼ2(a)�н�������仯������òΪϸС�����״����Ƚϱ���EDX��������������ò�Ϊ�����仯����(Cu1-xNix)6Sn5��ʱЧ��IMC����������δ����ʱЧ����ʱ����ϸС(ͼ2(b))������IMC�����ұ��治ƽ�����о����ߴ�ϴ��IMC���֡�
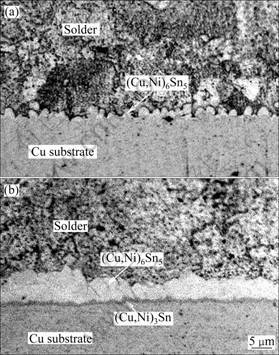
ͼ2 LASAC-Ni/Cu����IMC��ò
Fig. 2 IMC morphologies of LASAC-Ni/Cu interface: (a) LASAC- Ni/Cu; (b) LASAC-Ni/Cu after aged for 144 h
ʱЧ��IMC����Ҫ����������ɣ�(Cu1-xNix)6Sn5��(CuxNi1-x)3Sn��ֵ��ע����ǣ����ͼ1(b)��δ����Niʱ��Cu3Sn�㣬LASAC-Ni/Cu���洦�� (CuxNi1-x)3Sn �����仯��������Ա��ܶࡣ��Ϊͼ1(b) ��Cu3Sn�������ڻ����е�Cu��Cu6Sn5����ɢ�γɵģ���Cu3Sn�γɵ�ͬʱ������Cu6Sn5����ģ���Cu3Sn����γ��볤��ȡ����Cu6Sn5 ��Cu3Snת���������
ͬ�����ڳ�ʱ��ĸ����ϻ������У�(Cu1-xNix)6Sn5Ҳ������Cu����ɢ�����ṹ�ϵ�ת�䣬�γ�һ���µĽ��滯����(CuxNi1-x)3Sn�����ǣ���һת�����������Խϴ�ת����̻��������³�ʱ��ʱЧ���(CuxNi1-x)3Sn����Ȼ�dz�����
ͼ3��ʾΪLASAC-Bi/Cu����IMCʱЧǰ��ĶԱȡ�ͼ3(a)�н���IMCΪ���״Cu6Sn5��ʱЧ��Ľ���IMC�����������������ʱЧǰ�ľ��״��ɾ��ȡ�ƽ���Ľ���IMC��(��ͼ3(b))����ͼ1(b)��ȣ�Ҫ�Եñ��Ҿ��ȣ�˵��Bi�����ӶԽ���IMC���������������á�������ǥ�����ƣ���������ʱЧ��Ҳ���µĽ���IMC����֡�EDX����������������㻯����ֱ���Cu6Sn5��Cu3Sn���ڽ�������仯������Cu�����о�δ������Bi���ڣ�˵��Biû�в�����淴Ӧ���̡�
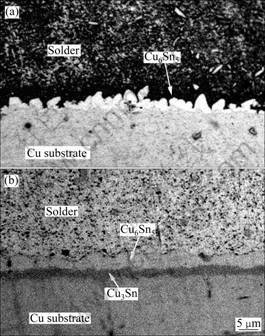
ͼ3 LASAC-Bi/Cu����IMC��ò
Fig. 3 IMC morphologies of LASAC-Bi/Cu interface: (a) LASAC- Bi/Cu (b) LASAC-Bi/Cu after aged for 144 h
ͼ4��ʾΪSAC305/Cu����IMCʱЧǰ��ĶԱȡ����Կ�����ʱЧ��Ľ���IMC���������IMC������úܲ�ƽ�����Խ��洦���ֵ��������IMC����EDX������֤��������IMCҲ�ֱ���Cu6Sn5��Cu3Sn�����⣬��Cu6Sn5����ǥ�ϵ����Ӳ��ֻ��гߴ�ϴ�Ľ���IMC���֣����������ý����仯����ijɷ�ΪAg3Sn��ף��ʡ������[13]�Լ�LU��HALUK[14]ָ������Ǧǥ�Ϻ��ӽ�ͷ���洦��Ƭ״Ag3Sn�ij����������շ��������Ƶ��γɣ��Ժ���Ŀɿ���������ص�Ӱ�졣
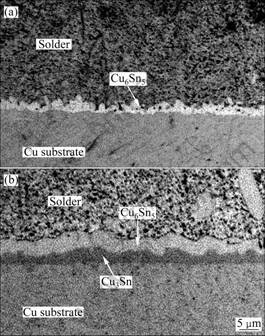
ͼ4 SAC305/Cu����IMC��ò
Fig. 4 IMC morphologies of SAC305/Cu interface: (a) SAC305/Cu; (b) SAC305/Cu after aged for 144 h
2.2 ����IMC��������
Ϊ���⺸��ߴ�ЧӦ�ĸ��ţ����о�ѡ���˴�ߴ纸�㡣����4��ǥ��������180 ����ʱЧ��ͬʱ�����洦�����仯�����ĺ��ֵ��������IMC�����ʱЧʱ���ƽ����������(��ͼ5)����180 �����ʱЧʱ����ʱЧʱ������ӣ�4�ֳɷ�ǥ�Ϻ���IMC��ȶ��ڲ������ӣ������ӵ��ٶ�������ͬ�������滯�����ĺ����ʱЧʱ��ƽ����֮������������Թ�ϵ�������ʱЧ�����н�������仯������ȵ���������Ԫ����ɢ���Ƶ�[15-16]��
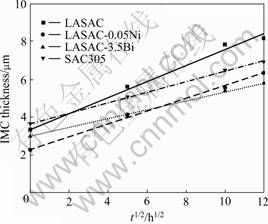
ͼ5 IMC�����t1/2�ı仯��ϵ����
Fig. 5 IMC thickness versus square root of aging time
ֱ�ߵ�б�ʴ�����������仯�����������ʵ�ƽ������б��Խ��˵����Ӧ�����ɵĽ�������仯������ij�¶��µ������ٶ�Խ�졣�ɴˣ����Էֱ�������180 ����LASAC��LASAC-Ni��LASAC-Bi��SAC305 4��ǥ����Cu����֮��Ľ����仯�����������ʣ����1��ʾ��
��1 ��180 ��ʱЧʱIMC��������
Table 1 IMC growth rate after aging at 180 ��
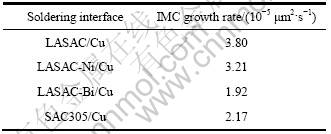
�ӱ�1�п��Կ���������ǥ��LASAC��180 ��ʱЧ�����е�IMC�������ʽϸ���ǥ��SAC305�ߣ�ǥ��LASAC������Ni��BiԪ�ؿ��Խ��ͽ���IMC�������ʣ�����Bi��IMC�������ʽ���Ϊ1.92�� 10-5 ��m2/s������ͬ������SAC305��IMC�������ʡ�����ԭ����IMC��������Ҫ�ǻ��ڹ�-�̽����Ԫ����ɢ�����ԣ�����IMC����������ȡ����Cu��Sn��Ni��Ԫ���ڹ̶������µ���ɢ���ʡ���ȸ���ǥ��SAC305������ǥ�϶�CuԪ�ص��ܽ����Ը��ߣ�������Cu����ɢ����Ҳ���죬IMC��ȵ�����Ҳ�Ͽ졣Biԭ����Sn�еĹ��ܴܺ�̶ȵؽ�����Cu��Snԭ�Ӽ����ɢ���ʣ�����Cu-Sn�����仯������������ʣ�����ߺ��㿹�ϻ�������һ�����á�
3 ����
1) LASAC/Cu��LASAC-Bi/Cu�� SAC305/Cu����IMCʱЧ����������ɵ�Cu6Sn5��Cu������γ�һ��Ϻ��Cu3Sn��Ni�ļ������Ч���ò㻯�����ȣ������ǥ����ͷ�ɿ���������
2) ��ȸ���ǥ��SAC305������ǥ��LASAC�ڸ���ʱЧ�����е�IMC�������ʽϸߡ�
3) Ni��Bi�����Ӿ��ɽ���ǥ��LASAC/Cu����IMC���������ʣ����ƺ��㿹�ϻ����ܡ����У�Bi�ĸ���Ч�������ԡ�
REFERENCES
[1] ANDERSON I E. Development of Sn-Ag-Cu and Sn-Ag-Cu-X alloys for Pb-free electronic solder applications[J]. J Mater Sci: Mater Electron, 2007, 18: 55-76.
[2] ����ƽ, ������, �ڴ���. ���Ӻ��ӷ�װ��Ǧǥ�ϵ��о���Ӧ�ý�չ[J]. �����о�ѧ��, 2008, 22: 1-9.
ZHANG Xin-ping, YIN Li-meng, YU Chuan-bao. Advances in research and application of lead-free solders for electronic and photonic packaging[J]. Chinese Journal of Materials Research, 2008, 22: 1-9.
[3] KANLAYASIRI K, ARIGA T. Influence of thermal aging on microhardness and microstructure influence of Sn-0.3Ag- 0.7Cu-xIn lead-free solders[J]. Journal of Alloys and Compounds, 2010, 504: L5-L9.
[4] SU Y A, TAN L B, TEE T Y. Rate-dependent properties of Sn-Ag-Cu based lead free solder joints[C]//Electronic Packaging Technology Conference. Singapore: IEEE Inc, 2009: 283-291.
[5] �ڴ�ȫ, ������, �� ��, �� ��, WU C M L. Sn-3.5Ag/Cu��������仯�����������Ϊ�о�[J]. ���Ͽ�ѧ�빤��, 2005, 13(5): 532-536.
YU Da-quan, DUAN Li-lei, ZHAO Jie, WANG Lai, WU C M L. The growth behaviors of intermetallic compounds between Sn-3.5Ag and Cu substrate[J]. Material Science and Technology, 2005, 13(5): 532-536.
[6] LAURILA T, VUORINEN V. Interfacial reactions between lead-free solders and common base materials[J]. Materials Science and Engineering, 2005, 49: 1-60.
[7] SUN K S, SUNG K K. The evolution of microstructure and microhardness of Sn-Ag and Sn-Cu solders during high temperature aging[J]. Microelectronics Reliability, 2009, 43: 288-295.
[8] ������, ����ΰ, �����, �� ��. ��Ni��Sn-3.0Ag-0.5Cuǥ�ϼ���������Ӱ��[J]. ����Ԫ�������, 2008, 27(9): 65-68.
WANG Li-feng, SHEN Xu-wei, SUN Feng-lian, LIU Yang. Effect of micro amount Ni on Sn-3.0Ag-0.5Cu solder and interface of solder joint[J]. Electronic Components and Materials, 2008, 27(9): 65-68.
[9] DENG X, PIOTROWSKI G, WILLIAMS J J, CHAWLA N. Influence of initial morphology and thickness of Cu6Sn5 and Cu3Sn intermetallics on growth and evolution during thermal aging of Sn-Ag solder/Cu joints[J]. Journal of Electronic Materials, 2003, 32: 1403-1413.
[10] WANG Y W, CHANG C C, KAO C R. Minimum effective Ni addition to SnAgCu solders for retarding Cu3Sn growth[J]. Journal of Alloys and Compounds, 2009, 478: L1-L4.
[11] CHIEN Wei-chang, SU Chun-yang, TU Chun-te, KAO C R. Cross-interaction between Ni and Cu across Sn layers with different thickness[J]. Journal of Electronic Materials, 2007, 36: 1455-1461.
[12] WANG Y W, KAO C R. Minor Fe, Co and Ni additions to SnAgCu solders for retarding Cu3Sn growth[C]//International Conference on Electronic Materials and Packaging, Taipei: IEEE Inc, 2009: 76-79.
[13] ף��ʡ, �� ��. �����仯����Ag3Sn��Sn3.8Ag0.7Cu���ϺϽ��������ܵ�Ӱ��[J]. ����ѧ��, 2007, 43(1): 41-46.
ZHU Qing-sheng, ZHANG Li. Effect of intermetallics Ag3Sn on the tensile property of Sn3.8Ag0.7Cu solder alloy[J]. Acta Metallurgica Sinica, 2007, 43(1): 41-46.
[14] LU H Y, HALUK B. Effect of Ag content on the microstructure development of Sn-Ag-Cu interconnects[J]. J Mater Sci: Mater Electron, 2006, 17: 171-188.
[15] ��Ҫ��, �ſ¿�, ������, �º��. Sn-2.5Ag-0.7Cu(0.1RE)/Cu�������������֯��Cu6Sn5����������ѧ[J]. �й���ɫ����ѧ��, 2009, 19(4): 708-713.
WANG Yao-li, ZHANG Ke-ke, HAN Li-juan, WEN Hong-hong. Microstructure and growth behavior of Cu6Sn5 for Sn-2.5Ag-0.7Cu(0.1RE)/Cu solder joint interface[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 708-713.
[16] ������, �Ƽ̻�, �Ž���, �� ��, �� ��, ���˿�. SnAgCu/Cu��SnPb/Cu�����ȼ���ѭ�������»������������Ϊ[J]. �й���ɫ����ѧ��, 2006, 16(10): 1705-1709.
QI Li-hua, HUANG Ji-hua, ZHANG Jian-gang, WANG Ye, ZHANG Hua, ZHAO Xin-ke. Growth behavior of compounds formed at Sn-3.5Ag-0.5Cu/Cu and Sn-Pb/Cu interfaces during thermal-shearing cycling[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1705-1709.
������Ŀ��������Ȼ��ѧ����������Ŀ(51075107); ������ʡ��Ȼ�����ص���Ŀ(15008002-09034); ������������ѧ�ƴ�ͷ�˻���������Ŀ(2008RFXXG010)
�ո����ڣ�2010-12-28�������ڣ�2011-05-16
ͨ�����ߣ�����������ڣ���ʿ���绰��0451-86398791��E-mail: sunflian@163.com
ժ Ҫ��ͨ�������¶�ʱЧ�����о�Ni��BiԪ�ضԵ��� (������С��1%����������) Sn-Ag-Cu��LASAC��ǥ�Ͻ���IMC�������ʵ�Ӱ�졣ͨ�������ǥ��SAC305�͵���ǥ��LASAC�Աȣ���������Ni��BiԪ�غ�LASACǥ���ڸ���ʱЧ��������ƣ�Ϳ��Եı仯��������������LASAC/Cu��LASAC-Bi/Cu�� SAC305/Cu����IMCʱЧ����γɽϺ��Cu3Sn�㣬LASAC-Ni/Cu���澭IMCʱЧ�����γɽϱ���(Cu, Ni)3Sn������ǥ��SAC305��180 ��ʱЧ��IMC��������Ϊ2.17��10-5 ��m2/s����֮��ȣ���Agǥ��LASAC IMC��ʱЧ�������������ʽϸߣ�Ϊ3.8��10-5 ��m2/s��Ni��BiԪ�ص����Ӿ��ɽ���ǥ��LASAC/Cu����IMC���������ʣ�����Bi�ĸ���Ч����������LASAC-Biǥ�ϵ�IMC��������Ϊ1.92��10-5 ��m2/s������SAC305ǥ�ϵ�IMC�������ʡ�
