

Electrical conductivity of Cu-Ag in situ filamentary composites
NING Yuan-tao(��Զ��), ZHANG Xiao-hui(������), WU Yue-jun(��Ծ��)
Kunming Institute of Precious Metals, Kunming 650221, China
Research 18 August 2006; accepted 10 January 2007
Abstract:
The electrical conductivity of Cu-10Ag in situ filamentary composite was studied during the deformation and annealing processes. The dependence of electrical resistivity of the deformed composites on the true strain presents a two-stage change with increase of the true strain. The intermediate heat treatment and the stabilized annealing treatment to the deformed composite promote the separation of Ag precipitate, and increase the electrical conductivity. The maximum conductivity of the composite experienced the stabilizing heat treatment can reach about 97% IACS with ��b��400 MPa at 550 �� annealing, and reach about 70% IACS with ��b��1 250 MPa at 300 �� annealing. The corresponded strength of the composite was reported. The microstructure reason for the changes of the conductivity was discussed.
Key words:
Cu-Ag alloy; composite; electrical conductivity; microstructure;
1 Introduction
The Cu-Ag in situ composites with high strength and high electrical conductivity has been developed for applications such as high field magnets, where the tensile strengths in excess of 1 GPa and electric conductivity above 50% IACS (International Annealed Copper Standard) are required[1-4]. The microstructure and properties of the Cu-Ag in situ composites have been extensively investigated and testified under the influence of many factors such as the content of silver, the alloying additives, the degree of deformation and intermediate heat treatment. In these researches, the strengthening effect of the Cu-Ag in situ composites has attracted special attention up to date[5-14]. In fact, however, the factors influencing the strengthening effect are also those influencing the electrical conductivity, and both the strength and conductivity of the Cu-Ag in situ composites depend strongly on microstructure.
In present study, the evolution of the conductivity during the deformation and annealing process as well as the relation of the conductivity with the microstructure for the Cu-10Ag in situ filamentary composites was studied.
2 ExperimentalThe metals of 99.95%Cu and 99.99%Ag were used to prepare the Cu-10%Ag (mass fraction) alloy. The metals were melted in Al2O3 crucible under the protection of argon gas in an induction furnace. Two Cu-10Ag ingots were obtained under different solidification conditions. Among them, the ingot CA1 was solidified rapidly through pouring the alloy melt into a water-cooled copper mould, and the ingot CA2 was solidified slowly through pouring the molten alloy into a preheated graphite mould. The Ag contents in the ingots were determined using the chemical analysis to be 10.05%, 10.09% for CA1 and CA2 alloys, respectively. Both ingots were cold forged and drawn to wires with a final diameter of 0.08 mm. The samples with different true strains were taken to determine the tensile strength and the electrical resistivity and to analyze the microstructure. The electrical resistivities were measured using the standard four-probe technique at room temperature for wire samples with diameters of 0.5-0.08 mm. The tensile strengths were determined using FM3 type of tensile machines at an initial strain rate of about 10-4/s. The microstructure was observed using SEM and TEM microscopes.
3 Results and discussion
3.1 Microstructure of Cu-10Ag in situ filamentary composites
The microstructures of the as-cast CA1, CA2 alloys present dendrite crystals. The grains of CA2 alloy are coarser than those of CA1 alloy. The average values of the secondary dendrite spacing are determined to be about 5 ?m for CA1 alloy and about 32 ?m for CA2 alloy, respectively. According to the well-known dependence of the secondary dendrite spacing on the cooling rate, the cooling rates in the solidification process are determined to be about 5.8��103 K/s for CA1 alloy and 57 K/s for CA2 alloy, respectively[11]. This indicates that the cooling rate of the rapid solidification is about two order of magnitude higher than that of the slow solidification.
The as-cast microstructure of the CA1 and CA2 alloys consists of the primary Ag precipitate, the (Cu+Ag) eutectic and the Cu matrix with proportions of 0.7%, 30.2%, 69.1% for CA1 alloy and 2.5%, 16.5%, 81% for CA2 alloy, respectively. The rapid solidification reduces the proportion of Ag precipitate phase, and increases the proportion of (Cu+Ag) eutectic. The Ag precipitates form Ag films with sizes of about 1.5-2.0 ��m for CA2 and less than 1 ��m for CA1 alloy. The Ag films surround essentially the pure copper matrix. The (Cu+Ag) eutectic colonies distribute in the interdendritic zones adjacent to the Ag films. The sizes of Ag lamellae in the eutectic colonies are finer than the Ag precipitate films[11].
The CA1 and CA2 alloy ingots underwent cold deformation including forging and drawing. In the deformation process, the Ag precipitate and Ag lamellae in the (Cu+Ag) eutectic colonies transform gradually into Ag filaments: the Ag precipitate transforms into relatively coarse Ag filaments and the Ag lamellae in the (Cu+Ag) eutectic colonies transforms into finer Ag filaments. The morphologies and the diameters of Ag filaments in CA1 and CA2 alloys in different true strain stages were observed and measured through SEM and TEM, respectively. Fig.1 shows the micrographs of Ag filaments in the CA1 and CA2 alloys at the true strain of 7.1. It can be seen that CA1 alloy contains much finer and denser Ag filaments than CA2 alloy at the same true strain. Fig.2 shows the dependence of the average diameter of the Ag filament on the true stains in CA1 and CA2 alloys. It is clear that the rapid solidification refines obviously the size of Ag filament.
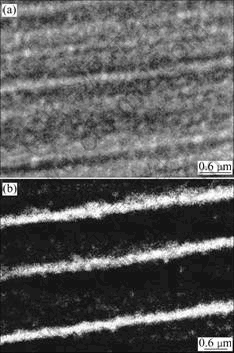
Fig.1 Micrographs of Ag filaments in CA1 (a) and CA2(b) alloys at true strain of 7.1
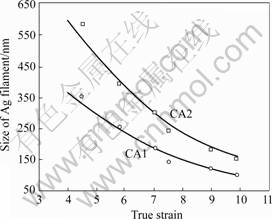
Fig.2 Dependence of diameter of Ag filaments on true stain in CA1 and CA2 alloys
Fig.3 shows the evolution of the micro-defect in Cu-Ag in situ filamentary composites at different strains. At the low strain, the composite contains a large amount of dislocation cells with sizes of 150-200 nm[6] and therefore high dislocation density up to 1012-1014 cm-2 [15]. With increase of the true strain, most dislocations gradually migrate out of Cu grains and Ag filaments, and turn into the interfaces between Cu and Ag phases, as shown in Fig.3(b), in which short or petal-like dislocations are absorbed at the interfaces. So, at the high train stage, the Cu matrix and silver filaments in the composite are in the dislocation-free or low-density dislocation state. In addition, the Kikuchi line is observed in Cu matrix, as shown in Fig.3(c). The occurrence of the Kikuchi li alloy is in the states with low density of defects. This is Cu-Ag alloy[6]; (b) Ag filaments in Cu-10Ag composite at ��=10.4; (c) Kikuchi line in Cu matrix; (d) Fine Ag precipitate particles separated from Cu matrix because that the lower density of defects could emerge Kikuchi line in TEM bright-field image, when the thickness of the sample is suitable.
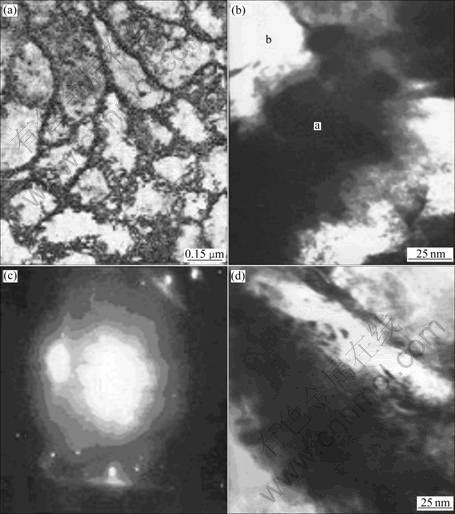
Fig.3 TEM bright-field images of Cu-Ag in situ filamentary composites at different strains: (a) Dislocation cells occurred at ��=4.2 in
The cold deformation promotes the dissolution of the Ag precipitate particles. For example, the proportions of the Ag precipitates in CA1 alloy under the cold deformation condition with ��=9.8 decrease to 0 from 0.7% under the as-cast condition. The similar result is observed in CA2 alloy and reported by other research[5]. The change may be related to the dynamic recovery or recrystallization during the heavy deformation process. On the other hand, the annealing treatment of the deformed alloy impels the separation of Ag precipitate. Fig.3(d) shows TEM bright field image of CA2 alloy annealed at 200 �� for 1 h. It can be seen that the very fine Ag precipitate particles with size of about 2-8 nm are separated from the Cu matrix. The morphology and size of the separated Ag precipitates are related to the annealing temperature. It experiences generally a process of separation, spheroidization and growth of Ag precipitate with the annealing temperature rising[10], accompanied with the reduction of the lattice constant of the alloy (Fig.4).
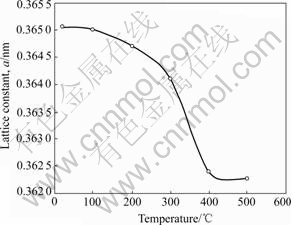
Fig.4 Changes of lattice constants of CA2 alloy in annealing process at different temperatures for 1 h
3.2 Electrical conductivity of Cu-10Ag in situ filamentary composite
3.2.1 Changes of electrical resistivity of composite in deformation process
The electrical resistivities were measured for wire samples with diameters of 0.5-0.08 mm at room temperature. Fig.5 shows the dependence of the electrical resistivity of both CA1 and CA2 alloys on the true strain in the deformation process. They present a two-stage change with increase of the true strain and with a turning point ��R, which is equal to about 8.5 for CA1 alloy and 9.0 for CA2 alloy, respectively. At the lower strain (�ţ���R), the resistivities of both alloys increase at first with the maximum value occurred at ��=7 for CA1 alloy and at��=7.5 for CA2 alloy, respectively, and then decrease with smaller fluctuation of about 1 mW��cm. On the other hand, the resistivity of CA2 alloy is higher than that of CA1 alloy in this stage. At the higher strain stage (��>��R), the resistivities of both alloys increase rapidly, and the resistivity of CA1 alloy is even larger than that of CA2 alloy at �ţ�9.8.
The resistivity of the Cu-Ag in situ filamentary composite can be expressed as the sum of four parts caused by scattering of phonon (rpho), dislocation (rdis), interface (rint) and impurity (rimp)[16]:
rCu/Ag=rpho+rdis+rint+rimp (1)
where rpho is a term related to temperature. Because CA1 and CA2 alloys have same composition and crystal lattice, the rpho and rimp terms should be essentially identical. At lower strain, CA1 and CA2 alloys have relatively coarse microstructure and therefore contain a large amount of dislocation cells. The scattering caused by dislocations should be a major factor influencing the resistivity, and the interface scattering is minor. So, with increase of the true strain, the increase of the resistivity of both alloys is caused mainly by dislocation scattering term rdis that reflects the growing in number or density of dislocations. At about ��=7 (CA1 alloy) or 7.5 (CA2 alloy) in Fig.5, the resistivities of both alloys begin to decrease, which reflects the reduction of dislocation density. So, the smaller fluctuation of resistivity at low strain should be attributed to the change of the dislocation density from increase to decrease. At high strain of �ţ���R, the dislocation density reduces greatly, whereas the microstructure including the Ag filaments becomes in nanometer scale. When the size of the microstructure is less than that of the dislocation cell or close to the average free distance of electrons, the scattering caused by the interface becomes the main factor influencing the resistivity[16], which causes the resistivity to increase rapidly. So the resistivity change of Cu-10Ag in situ filamentary composite in the deformation process should be attributed to the evolution of the microstructure, especially the evolution of the micro-defect and refinement of the microstructure. On the other hand, at low strain of �ţ���R, the sizes of the Cu grains and Ag filaments in CA2 alloy solidified slowly are much larger than those in CA1 alloy solidified rapidly. It could be considered that the CA2 alloy can contain more dislocation cells and higher dislocation scattering term than the CA1 alloy, namely gd(CA2)��gd(CA1) and rCA2��rCA1. At high strain of �ţ���R, the CA1 alloy contains much finer and denser Ag filaments and larger interface scattering term than those of the CA2 alloy, so rint(CA1)��rint(CA2). As a result, the resistivity of CA1alloy is less at low strain and higher at high strain than that of CA2 alloy, as shown in Fig.5.
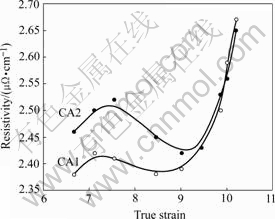
Fig.5 Dependence of resistivity on true strain �� for both CA1 and CA2 alloys
3.2.2 Influence of intermediate heat treatment on conductivity of heavy deformed composite wires
The influence of intermediate heat treatment(IHT) on the strength and conductivities of the heavy-deformed CA1 and CA2 with the true strain of 10.4 was studied. Here the IHT was carried out at 350 �� for 1 h at the lower true strain such as ��=2.95. Fig.6 shows the influence of IHT on the ultimate tensile strength(UTS) and conductivity of the CA1and CA2 composites, in which IACS is the relative conductivity of the Cu-10Ag alloy to the International Annealing Copper Standard and is equal to ��(Cu)/��(Cu-10Ag)��100% with ��(Cu)=1.69 �̦�? cm. It can be seen that the IHT increases obviously the UTS and keeps the higher conductivity of the composite wires. Table 1 lists some typical data of the UTS and the conductivity of the CA1 and CA2 composite wires. It is clear that the highest UTS values of 1 560 and 1 500 MPa with conductivities of 62% and 64% IACS can be obtained for the heavy deformed CA1 and CA2 in situ filamentary composite wires experienc- ing IHT at lower true strain, and the in situ filamentary composite based on the Cu-10Ag alloy solidified rapidly possesses higher UTS values than that based on the alloy solidified slowly.
Table 1 Influence of intermediate heat treatment on properties of Cu-10Ag alloy composite wires


Fig.6 Influence of IHT on UTS and conductivity of CA1(a) and CA2 (b) in situ filamentary composite wires: 1 With true strain of 10.4 without IHT; 2 With true strain of 10.4 with IHT (IHT: annealing at 350 �� for 1 h at ��=2.95)
3.2.3 Influence of stabilized heat treatment on conductivity of heavy deformed composite wires
In the present study, the stabilized heat treatment is conducted up to 550 �� directly to the heavy- deformed CA1 and CA2 composite wires. It can be seen that the heat treatment to the finished product wires is distinguished from the intermediate heat treatment. Fig.7 shows the effect of the stabilized heat treatment on the strength and conductivity of the heavy-deformed CA1 and CA2 composite wires with the true strain of 9.5. With the annealing temperature rising, the UTS and the conductivity of both alloys increase lightly at first up to 300��, then the UTS drops obviously and the conductivity increases rapidly. It can be seen that the conductivity of Cu-10Ag alloy micro-wires experienced the stabilizing heat treatment can reach the maximum values of about 97% IACS with ��b��400 MPa at 550 �� annealing, and reach the conductivity about 70% IACS with ��b�� 1 250 MPa at 300 �� annealing for both CA1 and CA2 alloys.
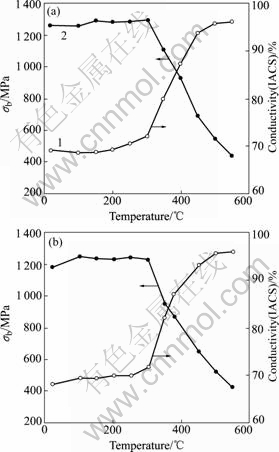
Fig.7 Effect of stabilized heat treatment on conductivity and strength of deformed CA1(a) and CA2 (b) composite wires with true strain of 9.5
The annealing treatment of the deformed Cu-10Ag alloy promotes the separation of Ag precipitate. The separated Ag precipitate grains or spheroids are subsequently redrawn and transform into very fine Ag filaments. It makes the strength of the alloy increase. On the other hand, the separation of Ag precipitates increases the content of the Ag phase and reduces the solid solubility of Ag in Cu matrix. It makes the conductivity increase. It is the reason why the IHT and the stabilized heat treatment increase obviously the conductivity of the in situ filamentary composite wires.
4 Conclusions
1) The electrical resistivity of the Cu-10Ag in situ filamentary composite presents a two-stage change with increase of the true strain with a turning point of ��R, which is about 8.5 for CA1 alloy and 9.0 for CA2 alloy, respectively. At the low strain of �ţ���R, the resistivities of both alloys increase at first and then decrease with smaller fluctuation of about 1 mW��cm. At the high strain of �ţ���R, the resistivities of both alloys increase rapidly. The change of the resistivity is attributed to the evolution of the micro-defect and refinement of the microstructure in the composites.
2) The intermediate heat treatment and the stabilized annealing treatment to the deformed Cu-10Ag in situ filamentary composite promote the separation of Ag precipitates, and increase the electrical conductivity.
3) The maximum conductivity of the Cu-10Ag alloy in situ filamentary composite experienced the stabilizing heat treatment can reach about 97% IACS with ��b��400 MPa at 550 �� annealing, and reach about 70% IACS with ��b��1 250 MPa at 300 �� annealing.
References
[1] SAKAI Y, INOUE K, ASANO T. Development of high strength high conductivity Cu-Ag alloy for pulsed magnets [J]. IEEE Trans Magn, 1992, 28(1): 888-891.
[2] DEW-HUGHES D. High strength conductor for pulsed magnets [J]. Mater Sci Eng, 1993, A168: 35-40.
[3] SAKAI Y, INOUE K, MAEDA H. New high-strength, high-conductivity Cu-Ag alloy sheets [J]. Acta Metall Mater, 1995, 43(4): 1517-1522.
[4] SAKAI Y, SCHNEIDER-MUNTAU H J. Ultra-high strength, high conductivity Cu-Ag alloy wires [J]. Acta Mater, 1997, 45(3): 1017- 1021.
[5] HONG S I, HILL M A. Microstructure stability and mechanical response of Cu-Ag microcomposite wires [J]. Acta Metar, 1998, 46(12): 4111-4122.
[6] BENGHALEM A, MORRIS D G. Microstructure and strength of wire-drawn Cu-Ag filamentary composites [J]. Acta Mater, 1997, 45(1): 397-406.
[7] HAN K, EMBURY J D, SIMS J R, CAMBELL L J, SCHNEIDER-MUNTAU H J, PANTSYRNYI V I. The fabrication, properties and microstructure of Cu-Ag and Cu-Nb composite conductors [J]. Mater Sci Eng, 1999, A267: 99-114.
[8] HAN K, VASQUEZ A A, XIN Y, KALU P N. Microstructure and tensile properties of nanostructured Cu-25wt%Ag [J]. Acta Mater, 2003, 51: 767-779.
[9] ZHANG Lei, MENG Liang. Microstructure and mechanical response of Cu-12%Ag filamentary composite [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(5): 751-756. (in Chinese)
[10] NING Yuan-tao, ZHANG Xiao-hui, ZHANG Jie. Stability of heavy deformed Cu-Ag Alloy in situ filamentary composites [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 506-512. (in Chinese)
[11] ZHANG Xiao-hui, NING Yuan-tao, LI Yong-nian, DAI Hong. Microstructure and properties of heavily deformed Cu-10Ag alloy in situ filamentary composite [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(1): 115-119. (in Chinse)
[12] NING Yuan-tao, ZHANG Xiao-hui, WU Yue-jun. Strain strengthening effect of Cu-Ag alloy in situ filamentary composites [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(1): 68-74. (in Chinese)
[13] NING Yuan-tao, ZHANG Xiao-hui, QIN Guo-yi, ZHANG Jie. Influence of thermomechanical processing on the structure and properties of Cu-Ag alloy in situ composites [J]. J Guangdong Non-Ferrous Metals, 2005(2/3): 521-529. (in Chinese)
[14] NING Yuan-tao, ZHANG Xiao-hui, ZHANG Jie. Cu-Ag in situ nano-filamentary composite prepared by heavy deformation [J]. Rare Metal Materials and Engineering, 2005, 34(12): 1930-1934.
[15] FROMMEYER G, WASSENMANN G. Microstructure and anomalous mechanical properties of in situ produced silver-copper composite wire [J]. Acta Metall, 1975, 23: 1353-1360.
[16] KARASEK K R, BEVK J. Normal-state resistivity of in situ formed ultrafine filamentary Cu-Nb composites [J]. J Appl Phys, 1981, 52(3): 1370-1375.
Foundation item: Project(50371031) supported by the National Natural Science Foundation of China
Corresponding author: NING Yuan-tao; Tel: +86-871-5138227; E-mail: ytning2002@yahoo.com.cn
Abstract: The electrical conductivity of Cu-10Ag in situ filamentary composite was studied during the deformation and annealing processes. The dependence of electrical resistivity of the deformed composites on the true strain presents a two-stage change with increase of the true strain. The intermediate heat treatment and the stabilized annealing treatment to the deformed composite promote the separation of Ag precipitate, and increase the electrical conductivity. The maximum conductivity of the composite experienced the stabilizing heat treatment can reach about 97% IACS with ��b��400 MPa at 550 �� annealing, and reach about 70% IACS with ��b��1 250 MPa at 300 �� annealing. The corresponded strength of the composite was reported. The microstructure reason for the changes of the conductivity was discussed.
