
���±�ţ�1004-0609(2015)10-2613-10
Al-7Si-0.36Mg�Ͻ�������һ��֦���ۼ��ʵ���ģ��
�� �������壬���ٳ�
(�廪��ѧ ����ѧԺ �Ƚ���������������ص�ʵ���ң����� 100084)
ժҪ��ͨ��Al-7Si-0.36Mg�Ͻ�������ʵ���Ԫ���Զ���ģ�ͣ���չ��������֦����ò�ݻ���һ��֦���ۼ��ѡ����̵�ʵ���ģ�⡣����������ڸ��������������£�һ��֦���ۼ�Χ��һ�������ı仯���䡣�ں㶨�¶��ݶȺͲ�ͬ�����ٶ������£����Al-7Si-0.36Mg�Ͻ�һ��֦���ۼ������ֵ(��max)������ֵ(��min)��ƽ��ֵ(��ave)�Լ���������֮��Ĺ�ϵ��������ֵ������ֵ�ı�ֵ�ӽ�3��ģ������ʵ�������Ǻϳ̶���������Hunt-Lu�Ƚ���ģ�͵�Ԥ����������CAģ����֦���������̹���֦����ò�ݻ�ģ���֦���ۼ��Ԥ��ȷ����ȷ�ԡ����ģ���о��������з���Ӱ�춨������һ��֦����ѡ������أ����������ٶ�v���¶��ݶ�G�������ܴ�С��������ɢϵ��DL��֦������ȡ�������������ƫ��ǶȦȵȡ�
�ؼ��ʣ�
����������֦���ۼ���������ٶ���Ԫ���Զ�������ֵģ����
��ͼ����ţ�TG290 �� �� ���ױ�־�룺A
Experimental and simulation of primary dendrite spacing in directional solidification of Al-7Si-0.36Mg alloy
CHEN Rui, XU Qing-yan, LIU Bai-cheng
(Key Laboratory for Advanced Materials Processing Technology, Ministry of Education,
School of Materials Science and Engineering, Tsinghua University, Beijing 100084, China)
Abstract: The directional solidification dendritic morphology evolution and primary dendrite arm spacing selection process of Al-7Si-0.36Mg alloy were studied by directional solidification experiments and cellular automaton model. The results indicate that there is a continuous range of primary dendrite arm spacing under the given solidification condition. Under the condition of the given temperature gradient and various solidification velocities, the relationships between the primary dendrite arm spacing parameters (��max, ��ave, ��min) of Al-7Si-0.36Mg alloy and growth velocity were expressed, and ��max/��min��3. The simulated results show a quite good agreement with the experimental results, which is better than predicted results of Hunt-Lu model. The comparisons reveal that the present CA model has a high accuracy in simulating the evolution of dendrite morphology and predicting primary dendrite arm spacing in directional solidification. Based on the predictions and related literatures, the factors influencing the selection of primary dendrite arm spacing, such as growth velocity v, temperature gradient G, interfacial energy effect, solute diffusion coefficient DL, as well as the deviation angle �� between the dendrite growth direction, and heat flux direction were analyzed.
Key words: directional solidification; primary dendrite spacing; growth velocity; cellular automaton; numerical simulation
��������������֦����ò������ֱ��Ӱ��������������ѧ���ܣ���ˣ�ͨ�������˽�����ն������̹�����֦�����ݻ����ɣ������ڿ���֦�����γɹ��̣������ﵽ���������ܽ�����ЧԤ��Ϳ��Ƶ�Ŀ��[1]��֦���ۼ��(������һ��֦���ۼ��)�������ڱ�����������֦��ϸ���̶ȵ���Ҫ������֦���ۼ��Ĵ�Сֱ��Ӱ�������ʳɷֲַ����м��ࡢ�����ࡢ������ijߴ�ͷֲ��Լ����ƺ����ɵ�ȱ�ݵ��γ�[2-4]����ˣ��о��������̲�ͬ����������֦���ۼ����ݻ����̲�����ȷ�Ķ���Ԥ�⣬�Կ���������֯������������ܾ���ʮ����Ҫ�����塣
��ȥ�ļ�ʮ���У�����ѧ����һЩ��������������֦���ۼ�������̲������Ͻ�����������Ľ���ģ��[5-7]��HUNT[5]��KURZ��[6]��TRIVEDI[7]�ֱ�ͨ�����費ͬ��֦�������״(���λ�����Բ��)����ȫһ�µ�֦�����Ų����������ٽ��ȶ����о�(Marginal stability criterion)��������̬�����¶�������֦��һ��֦���ۼ���1���Һ�����¶��ݶ�G�������ٶ�v�ĵ�ֵ������ϵ����Щģ�Ϳ�����ʽ(1)ͳһ��ʾ��
 (1)
(1)
ʽ�У�A��ʾ��������Բ�����صĺ�����C0�ǺϽ�ɷ֡���ʽ(1)���Կ������ڲ��Ϻͳɷ̶ֹ�������£���A��C0�Ƕ�ֵ��һ��֦���ۼ���1ֻ�ɹ�Һ������¶��ݶ�G�������ٶ�v������������ͬһ�������£���1����Ψһֵ������֦�����������ȶ��ԡ�֦�������֦���Ƶ����ض�֦���ۼ��Ӱ���о����[8-10]�Լ�һЩʵ�����ݵ���֤[11]���о���Ա����ʶ��֦�����ݻ�������ʵ������������Ӱ�죬�������ݻ���ʷ������أ�������ͬһ���̲����£�һ��֦���ۼ���1������һ���̶�ֵ������һ�������仯���䡣HUNT��[12]ͨ���������̽���ǰ�����ʺ�����ɢ������Ľ�������Ӱ���Լ�����֦�������ȶ��Է������Ƶ�����һ��֦���ۼ�����¶��ݶȡ������ٶȵ����صĹ�ϵ��ȷ������̬�ͷ���̬������һ��֦���ۼ�������ֵ[12]��
 (2)
(2)
ʽ�У� ��
�� ��
�� �ֱ�Ϊ������һ��֦���ۼ������ֵ�������ٶȺ��¶��ݶȣ�����
�ֱ�Ϊ������һ��֦���ۼ������ֵ�������ٶȺ��¶��ݶȣ�����
 ��
�� ��
��  ��
�� ��
��

 ����min��v��G��k��D�����ֱ�Ϊһ��֦���ۼ������ֵ�������ٶȡ��¶��ݶȡ�ƽ�����ʷ���ϵ����������ɢϵ����Gibbs-Thomsonϵ������T0Ϊ�Ͻ��������䣻mΪҺ����б�ʡ��ڸ�ģ���У�����û�п���֦�������֦��Ӱ�죬����δ�ܸ�������Ԥ��һ��֦���ۼ������ֵ�ĺ�����ϵʽ����ֻ��ͨ�����������Ϊ����ֵ������ֵ��2����
����min��v��G��k��D�����ֱ�Ϊһ��֦���ۼ������ֵ�������ٶȡ��¶��ݶȡ�ƽ�����ʷ���ϵ����������ɢϵ����Gibbs-Thomsonϵ������T0Ϊ�Ͻ��������䣻mΪҺ����б�ʡ��ڸ�ģ���У�����û�п���֦�������֦��Ӱ�죬����δ�ܸ�������Ԥ��һ��֦���ۼ������ֵ�ĺ�����ϵʽ����ֻ��ͨ�����������Ϊ����ֵ������ֵ��2����
Ϊ���ܸ�ȷ����֦���ۼ����ݻ����̣�ģ���б���Ҫ����֦���۵���û�Ͳ����֦�����ã��������ֻ�����Ҫ��֦�����̽����ȶ���(���������ͽ����������)�����ʽ��������Լ�֦�����ӵĿռ���չ�ṹ�����ص�Ӱ�졣����֯��ֵģ�⼼����Ϊһ����ȷ������Щ���ر仯�ķ������Ѿ��ɹ�Ӧ���ڶ������̹���֦����ò��֦�����ݻ��ȷ����Ԥ��[13-18]������֤������ֵģ��Ԥ��Ľ��Ҫ����������ģ��Ԥ��Ľ����Ϊȷ[13, 15]��Ŀǰ������֯��ֵģ�����Ҫ������Ԫ���Զ���(CA)�����ೡ(PF)�������У�CA�������нϸߵļ���Ч�ʣ�ͨ���������ɢ��������ɢ�Լ�֦����������ѧ�ȣ������ϸ��ӵ�����֦����/Һ������̬�Լ����ʷֲ�����ѧ���̣��Ӷ��ڸ���߶���ʵ�ֶ�֦����ò�ݻ����̵�ģ�⣬��Щ������չ�Ͽ죬��ʵ���еõ��˹㷺��Ӧ�á�WANG��[13]������������ɢ���Ƶ�CA-FDģ�ͣ���ģ�Ϳ����˳ɷֹ�������ʹ��䣬���Ľ���GANDIN��[19]���������ģ�⾧��������ƫ���㷨(Decentered Square Algorithm)��ʵ��������ȡ��֦��������ģ�⣬���Dz��ø�ģ����ϸ�о���Ԫ�������ºϽ������̹����г�ʼ֦������Ŀ����̬֦������һ��֦���ۼ���Ӱ�죬ͬʱҲ�����������ٶȶ�֦��������Ӱ�죬���������ʼ֦������Ŀ����̬ʱ��֦���ۼ��Ӱ�첻�������ٶȶ�֦���ۼ���Ӱ��ܴ�ͬʱҲ������֦���ۼ������ֵ������ֵ�ʽӽ�3���Ĺ�ϵ�������쿵�[15]Ҳ��������Ӧ��CAģ��ģ������˶�������һ��֦���ۼ���ѡ����̣������˳�ʼ������Ŀ�ͱ�����ٶȶ���һ��֦���ۼ��������Χ��Ӱ�죬�������һ��֦���ۼ������������ֵʵ�鷽���أ�ͬʱ������һ��֦���ۼ�������ֵ������ֵ����������ٶȵ��ݺ�����ϵʽ������ʵ�������������öԱȡ�ZHANG��[16]����3D-CAģ��ģ����Al-11.6Cu-0.85Mg(����������%)�Ͻ�������֦���ݱ���̣�ָ������֦�����ܷ�չ��Ϊ��̬һ��֦������Ҫ�ɹ�Һ�����ȶ����Լ�����һ��֦���ۼ����ʽ������ó̶ȹ�ͬ������ͬʱ��ģ��õ���ƽ��һ��֦���ۼ����ʵ�������Ǻϡ�Ŀǰ����������о������ڷ��������ٶȺ��¶��ݶȵȹ��ղ�����Ӱ�죬����Ӱ��һ��֦���ۼ������������о��Ľ��١�
������������ͨ��ʵ���ò�ͬ�����ٶ���Al-7Si-0.36Mg�Ͻ�Ķ���������֯��֦���ۼ���ͳ�����ݣ�Ȼ�����֮ǰ������CAģ�ͻ���֮��[20-21]��Ԥ����һ��֦���ۼ�������ֵ������ֵ����ģ���˸úϽ������̹����в�ͬ�����ٶ���֦���ۼ���ݻ����̣�ͬʱ��ʵ�������жԱȡ����⣬����Ӱ�춨������һ��֦����ѡ���������ؽ�������ϸ������
1 ʵ��
1.1 ʵ�鷽��
��ʵ�����ڶ�������ʵ��Ͻ�ijɷ�ΪAl-7Si-0.36Mg(����������%)�����ڸúϽ�ͬ��Ԫ֮����ܶȲ���С����Ȼ������֦��������Ӱ����Խ�С����������ʵ����Bridgman ��������¯����ɡ����ȣ���ֱ��Ϊ10 mm������Ϊ120 mm�������뵽�ߴ�ʯī�����У��ں�����������������а��������ȵ�840 �棬����0.5 h��Ȼ����������趨���ٶ����³�����װ��Ga-In-SnҺ̬��������ȴ���У�ʹ�Ͻ�������ϳ�����״����֯��ʵ��������¶��ݶ�Ϊ15 K/mm[22]�������4�ֲ�ͬ�����ٶ��µĶ��������������ֱ�Ϊ50��100��150��200 ��m/s����ȡ�߶���75~85 mm����������ڽ�����������ȡ����ƫ��������¹۲��ݽ���ͺ�����֦����֯��ͨ���ں�����ϲ��ý��߷���ͳ�Ƹ���������������״����һ��֦���ۼ���1��ÿ������������ͳ��200�����ݵ㣬�Ӷ�����ͨ��ͳ�Ƶķ�ʽ�õ�һ��֦���ۼ���1�ĸ��ʷֲ�ͼ�Լ�һ��֦���ۼ�����ֵ��max��ƽ��ֵ��ave����Сֵ��min������������
1.2 ʵ����
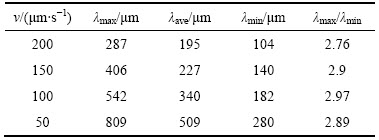
ͼ1��ʾΪ4�ֲ�ͬ�����ٶ����������������Ķ���������֯����ͼ1�п��Կ�������һ��֦�����Ϸ�չ�������ԵĶ���֦���ۣ��ڶ���֦�����ϳ���������֦���ۡ�����Al-7Si-0.36Mg�Ͻ���˵���úϽ�ij����������¶�������Խ�խ���ڹ����γ�֮ǰ�������е�֦����֯û���㹻��ʱ�����֦���۵Ĵֻ����ϲ������ԸúϽ����յij��������Ϊ�ȽϷ������֦����ò���Ƚϲ�ͬ�����ٶ��µ�֦����֯�������Կ��������ų����ٶȴ�50���ӵ�150 ��m/s��֦���������Ե�ϸ��(��ͼ1(a)~(c))�����������ٶȴ�150����200 ��m/sʱ��֦����ϸ��Ч����Բ��Ǻ����ԡ����⣬��ͼ1��Ҳ���Կ�����ͬһ���������£�����һ��֦���ۼ��Ҳ�����ǹ̶��ġ�Ϊ�˶���������ͬ�����ٶ���֦�����ı仯��ͼ2��ʾΪһ��֦���ۼ��ĸ��ʷֲ�ͼ����ͼ2�ɼ���һ��֦���ۼ����ڽϴ����̬���䣬�����ų����ٶȵ�����һ��֦������̬�����С�����ʷֲ�����������̬�ֲ�����1����Ϊ��ͬ����������һ��֦���ۼ�����ֵ��max��ƽ��ֵ��ave����Сֵ��min�Լ����ֵ����Сֵ�ı�ֵ��max/��min���ɱ�1���Կ�������max/��min�ı�ֵ���·ֲ���3.0���ҡ��������״�ʵ���ģ��ĽǶȶ�һ��֦���۵���̬�������������о������ڸ��ºϽ�QUESTED��[23]����̫�ĵ�[24]��WANG��[13]���о�������̬ʱһ��֦��������ֵ������ֵ�ı�ֵ��max/��min�ӽ�3�����ڶ�����-2.5%�Ҵ�(��������)���Ͻ�HUANG��[11]�͵���쿵�[15]�о������ʾ���ڲ�ͬ�����ٶ��£���max/��min�ı�ֵ��2���Ҳ����������ڶ�����-0.055.%��ͪ��Һ��HAN��[25]�о����֣���max/��min�ı�ֵԼΪ1.3���ɴ˿ɼ���һ��֦���ۼ�������ı�ֵ��Ͻ���ϵ������ء�
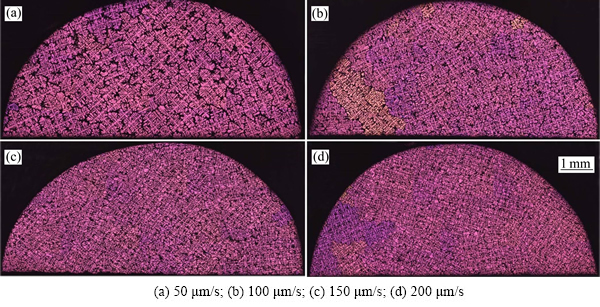
ͼ1 Al-7Si-0.36Mg�Ͻ������̲�ͬ�����ٶ�����״��������֦����ò
Fig. 1 Dendrite morphologies on transverse sections of Al-7Si-0.36Mg alloy directional solidified at different growth velocities
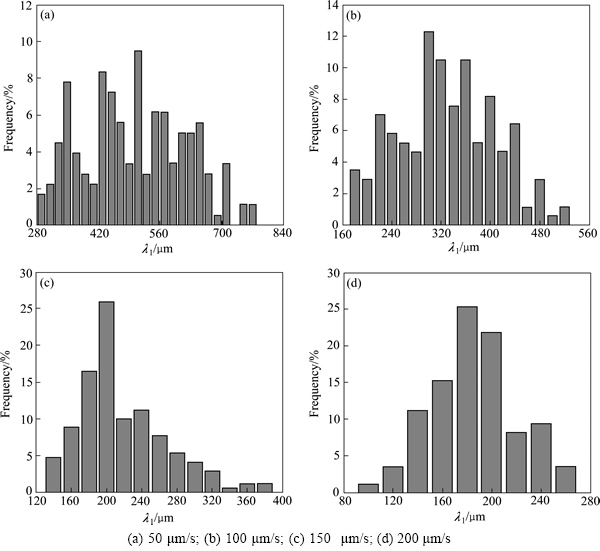
ͼ2 ��ͬ�����ٶ���һ��֦���ۼ���1�ĸ��ʷֲ�
Fig. 2 Size distribution of primary dendrite spacing ��1 solidified at different growth velocities
��1 ��ͬ�����ٶ���Al-7Si-0.36Mg�Ͻ�һ��֦���ۼ�����ֵ��max��ƽ��ֵ��ave����Сֵ��min�Լ���max/��min��ֵ
Table 1 ��max, ��ave, ��min and ��max/��min of characteristic primary dendrite spacing at different growth velocities in directional solidification of Al-7Si-0.36Mg alloy
2 ģ���������
����CAģ�Ͷ�Al-7Si-0.36Mg�Ͻ�������������֦���������̿�չ��Ӧ��ֵģ���о���ģ����õ��㷨������[20-21]�н�������ϸ�������Ͻ�������Բ�����μ�����[22]������ģ��������ҪΪ������ͨ�����ò�ͬ��ʼһ��֦���ۼ�������첻ͬ�����ٶ�����̬һ��֦���ۼ���������ֵ��Ȼ��ģ����ͼ1�в�ͬ���������µ�֦��ѡ����̣�Ԥ��ƽ��һ��֦���ۼ�࣬����ʵ�������жԱȣ��������CAģ�Ͷ�Ӱ��֦����ѡ����̵����ؽ����˷�����
2.1 һ��֦���ۼ���max�ͦ�minԤ��
����һ��֦���ۼ��ķֲ���������˶�������
��֯�ľ��ȳ̶ȣ���һ��֦���ۼ������ֵ��max������ֵ��min���������ָ÷ֲ��������Ҫ���������ȷԤ�ⲻͬ����������һ��֦���ۼ���������ֵ�Ե���Ϊ��Ҫ�����о�����[13, 26]����������һ��֦���ۼ���ѡ����һ������֯���̣��ڹ̶����¶��ݶ�G�������ٶ�v�����£���״��һ��֦���ۼ�����һ����̬�����min~��max (����1)����֦���ۼ��ˣ���min����������֦����֮��ǿ�ҵ����ʽ������ã�����־���������ͨ����û����������֦���ۼ������̬���䣻��֦���ۼ��ˣ���max��֦��������ʳɷָ����ϵͣ�����ȴ�������ͨ������ֲ���Ʋ����µ�֦����������֦���ۼ�ࡣΪ��Ԥ����̬֦���ۼ���������ֵ���ڹ̶��ļ�������(2.6 mm��5 mm������ߴ�5 ��m)��ͨ�����ò�ͬ�ij�ʼ�����ܶ���������ʼһ��֦���ۼ�࣬ͬʱ������ͼ1��ʵ��һ�µ�������������ģ�⡣
ͼ3��ʾΪ��ʼ֦���ۼ���ڦ�max~��min�����֦�������������ͼ3(b1)~(b4)Ϊ��������ʼ֦���ۼ���ini=170 ��mʱ(��ͼ3(b1))����ʼһ��֦���ۼ�����û������̭�˲��ֵ�һ��֦���ۣ�ʹ��һ��֦���ۼ����������ini����180 ��mʱ(��ͼ3(b2))����̬һ��֦���ۼ����ڳ�ʼֵ��ini�������������ٶ�v=100 ��m/sʱ����Сһ��֦���ۼ���minԼΪ180 ��m������ini=575 ��mʱ(��ͼ3(b3))�����̹����ж���֦�������γɴ���������֦���ۣ�������������֦���ۿռ��ϵ����ƺ���������֦���۵��谭����Щ����֦���ۺ��ѷ�չ��Ϊ�ȶ���һ��֦���ۡ�����ini����590 ��mʱ(��ͼ3(b4))����������֦���۷�չ����һ��֦���ۣ��Ӷ�����������֦���ۼ�࣬���������ֵ��max����575~590 ��m��
��̬һ��֦���ۼ�������ֵ��minҲ����ͨ��Hunt-Luģ����Ԥ�⣬��ʽ(2)����ģ�Ͳ�û�и�������ֵ�ĺ�������ʽ��������Ϊ����ֵ��maxԼΪ����ֵ��min��2����ͼ4��ʾΪģ��õ���һ��֦���ۼ��������ֵ����1��ʵ��ֵ�Լ�Hunt-Luģ��Ԥ����(��max=2��min)֮��ıȽϣ���ͼ4�п��Կ�����CAģ��ģ��õ��Ľ����ʵ�����dz��ӽ����Ǻϳ̶���������Hunt-Luģ�͵�Ԥ������DING��[26]�������Ͻ���-�Ҵ���Һ��������ʵ�����ܽ��һ��֦��������ֵ��max������ֵ��min����������ٶ�v���ݺ�����ϵʽ����max=avb����min=cvd����CAģ��������������ϣ��õ��ķ���Ϊ����max=8837v-0.61����min=3495v-0.65�����Կ�������ֵ��max������ֵ��min������3���Ĺ�ϵ����ʵ�����Ǻ����á�
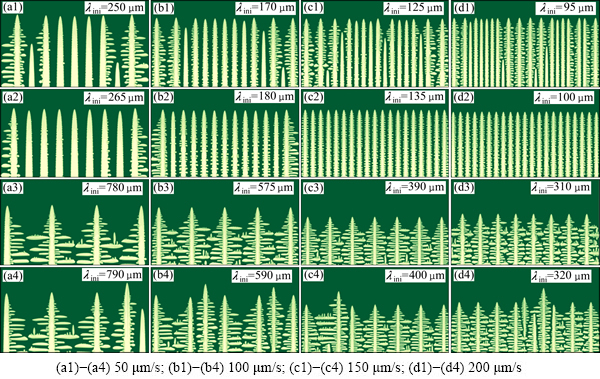
ͼ3 ��ͬ�����ٶȺͲ�ͬ��ʼһ��֦���ۼ�������¶�������֦������
Fig. 3 Steady state dendrite arrays in directional solidification at different initial primary dendrite arm spacings (��ini) and different growth velocities
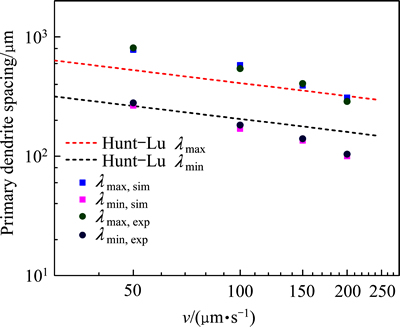
ͼ4 ��ͬ�����ٶ���һ��֦���ۼ�������ަ�max����minԤ������ʵ�����Ƚ�
Fig. 4 Comparison of allowable range of primary dendrite spacing between CA simulations, analytical predictions and experimental results (��max predicted by Hunt-Lu model is twice of ��min; ��max,sim and ��min, sim predicted by CA model)
2.2 ��ͬ�����ٶ���֦��������������ģ��
����[26]ָ����һ��֦���ۼ���ѡ��ȡ������̬���̲��������һ���֦����������ʷ������ء����о��в��õ��ǵ�һ������������֦�����������������в��ú㶨�������ٶȺ��¶��ݶȣ���ˣ�������Ϊ�ڱ��о���֦��������ʷ��һ��֦���ۼ���Ӱ���С��Ϊ��ģ��ͼ1��4�����������µ�֦���������̣�ѡȡ�������СΪ6.25 mm��15 mm��CA��Ԫ�ߴ�5 ��m����ʼ�ڼ�����ײ�����һ�������ľ��ˡ�ͼ5��ʾΪģ��õ���4�����������µ�֦�����������ݻ����̡���ͼ5�п��Կ����������̳��ڣ��Ӿ��˵Ķ���֦�����Ϸ�չ���˴���������֦���ۣ����Ҳ�������֦���۷�չ�����ȶ���һ��֦���ۡ�����Ҫ����Ϊ��ʼ�ľ��˼���iniԶ����һ��֦���ۼ������ֵ��max���Ӷ����ֲ����֦���γ��µ�һ��֦���ۣ������ڴ�֦�������ڼ��С��һ��֦���ۼ������ֵ��min���Ӷ�������û��ֻ�������ܳ�Ϊ�ȶ���һ��֦���ۡ����⣬��ͼ5��Ҳ���Կ��������̲��ú�ϵͳ�Ϳ��Դﵽ�ȶ�״̬����û�������Ŷ�����������̹�����֦������һֱ�ȶ�������֦���ۼ��䡣ͼ6��ʾΪCAģ����������ģ��Ԥ�����Լ�ʵ�����ıȽϡ���ͼ6�п��Կ�����Kurz-Fisherģ��Ԥ��Ľ���ձ����ʵ��������Huntģ��Ԥ��Ľ����С��ʵ��������������ģ�͵�Ԥ������ʵ��ֵƫ��ij̶ȶ��ϴ�Trivediģ����Խ�Ϊȷ��������CAģ��Ľ����ȣ����ǽϴ������CAģ����֦���������̹���֦����ò�ݻ�ģ���֦���ۼ��Ԥ��ȷ����ȷ�ԡ����������Ľ���ģ�ͣ������ܸ������Ե�Ӱ����û�н��п��ǵģ�����ʵ֤���������ܸ������Զ���֦���������нϴ�Ӱ�죬��CAģ�Ϳ��Ժܺõذѽ����ܸ������Ե�Ӱ����Ͻ�ȥ���������CAģ��Ԥ��ȷ�Խϸߵ�ԭ��֮һ�����⣬Hunt��ģ����Ϊһ��֦���۾��ȷֲ�����Ȼ��ʵ�ʲ��������Ҳ���ܵ���Ԥ������ȷ�����ƵĿ��Զ�CAģ��Ľ������������ϣ��õ��Ĺ�ϵʽΪ��ave=4788v-0.59��

ͼ5 ��������������ģ��õ��IJ�ͬ�����ٶ���֦����̬����ʱ��֦������
Fig. 5 Simulated steady state dendrite arrays at different growth velocities in directional solidification
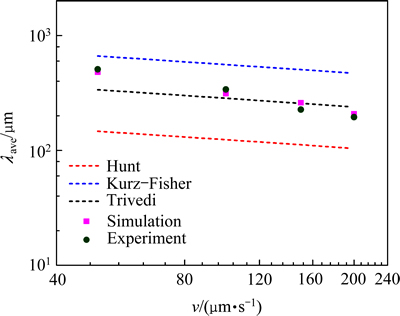
ͼ6 ��ͬ�����ٶ���ƽ��һ��֦���ۼ���aveԤ������ʵ�����Ƚ�
Fig. 6 Comparison of analytical predictions and experimental results of average primary dendrite arm spacing ��ave between CA simulations
2.3 Ӱ��һ��֦���ۼ�����ط���
���ڹ̶��ɷֵĺϽ𣬶�������֦���ۼ���ѡ����������������Ĺ�ͬ���á�������Ҫ�dz����ٶ�v���¶��ݶ�G�ȿɿ����أ���������������ܴ�С��������ɢϵ��DL��֦������������������ƫ��ǶȦȵȡ���Ӧ������Ĺ�ͬ���û�ı��¶ȳ������ʳ���ʹ֦������ǰ�صĹ���Ȧ�T�����仯���ı�֦����������ٶ� (��n�ئ�T 2)�ͽ����ȶ��ԣ��Ӷ�Ӱ��֦����������һ��֦���۵�ѡ����̡�
2.3.1 �����ܺ���ɢϵ��DL��Ӱ��
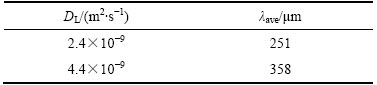
�����ܴ�С��Ӱ��֦�������������ѧ��һ����Ҫ���أ�������֦���ķ�֦������LANGER��[27]ͨ��֦����˵����Է���������˼�˽����ȶ������ۣ���LMK���ۡ���������Ϊ֦����˰뾶r�ͼ�������ٶ�v֮�������ϵ: vr2=2��DL/(��*��T0)��ʽ�У���Ϊ���������ܵ�Gibbs-Thomsonϵ����DLΪҺ����ɢϵ������T0Ϊ�ᾧ�¶����䣻��*�Ǽ���ȶ��Բ�����ԼΪ1/(4��2)���Ӹ�ģ���п��Կ�������ԽС�����ʹ��˰뾶��С������˰뾶��С�����ܱ�֤�����ȶ�ʱ���ͻ�ͨ������ֲ����ʽ����֤���������еĽ����ȶ��ԣ��Ӷ���Сһ��֦���ۼ�ࡣ֦�����̹����У����ȶ���Һ�������õĽ�����ЧӦͨ�����������֣����Ц�Ϊ���������ܸ������Եĺ�������ʾΪ��=1-15��cos[4(��-��)]����Ϊ�����ܸ�������ϵ�������Ž����������ϵ���ŵ����ƽ���С�����½������ȶ����ü��������֦�������׳��ֲ����֦����Сһ��֦���ۼ��[28-29]�����⣬������[30-31]�п��Կ��������Ÿ�������ϵ����������ȶ��Բ�����*����ָ��������Ҳ������֦���۵ķ�֦�γɡ�YIN��[32]ͨ��CA�����о���Gibbs-Thomsonϵ�����ͽ����ܸ�������ϵ���Ŷ���֦����ò��Ӱ�죬ģ��õ��Ľ���������Ľ�����һ�¡���LMK���ۻ����Կ�����������ɢϵ��DL��СҲ�ή��֦�������ȶ��ԣ��Ӷ�Ӱ��֦��������DLԽС��������ɢ��������������֦��������ʳ��������ý��ͣ��ٽ���Һ����ǰ�صĹ����(��T=Tliq(CL)-T*��ʽ�У�TliqΪ�ɷ�ΪCL��Һ�����¶ȣ�T*Ϊʵ�ʽ����¶�)������֦�������ȶ��ԣ�������֦���۵ķ�֦������֦���ۼ���Ա�֤�ȶ���������2����Ϊ���鲻ͬҺ��������ɢϵ�������µ�ƽ��һ��֦���ۼ���ģ���������������������ܺ�������ɢϵ���ļ�С�������ڶ������̹���һ��֦���ۼ��ļ�С��
��2 Һ��������ɢϵ��DL��һ��֦���ۼ���Ӱ��
Table 2 Effects of diffusion coefficients on primary dendrite spacing during directional solidification
2.3.2 ���̲���(v,G)��Ӱ��
��������һ��֦���ۼ����Ҫȡ�����¶��ݶ�G�������ٶ�v�������ɿص��ⲿ���أ������о���[24,26]��������������Զ�������һ��֦���ۼ���Ӱ������˴���ʵ���о�������һ��֦���ۼ�������¶��ݶȺ������ٶȵ��������С����һ������ʽ(1)��һ�¡��¶��ݶȺ������ٶȶ�֦���ۼ���Ӱ��������ƣ����ߵı仯��ı��Һ����ǰ�ص�ɢ��Ч�������ʳ��ֲ����Ӷ�Ӱ�����ǰ�صĹ���Ȧ�T������֦���ۼ����仯��Ϊ��˵����һ�㣬ͼ7��ʾΪ��ʼ֦���ۼ���ini=320 ��m���¶��ݶ�G=15 K/mm�������ٶ�vΪ100��200 ��m/s��������������ǰ�صĹ���ȷֲ�����ͼ7�п��Կ�������������֦���ۼ�ġ�V�������������֦����ˣ�ʹ�á�V����������¶�ֵT*�ϵͣ��ȹ���ȽϴӶ�ʹ�øô��ľֲ���ȱ�֦����˴���ˣ��ô�����չ���ȶ���һ��֦��������������(��ͼ3)���Ƚ�ͼ7�����鲻ͬ�����ٶ��µ�ģ�������Կ������������ٶȴ�100������200 ��m/sʱ��������ȴ�ٶ�����(CR=G��v)��������������ͬһ�߶�ʱ����v=200 ��m/s�����µ��¶�ֵT*Ҫ����v=100 ��m/s�����µĵͣ��Ӷ�֦������ǰ�صĹ���Ȧ�T��v=200 ��m/s���������Ա�v=100 ��m/sʱ�Ĵ���ȵ�����ٽ�֦�������ٶ����Ӷ�����һ��֦���۵��γɺ�һ��֦���ۼ��ļ�С��
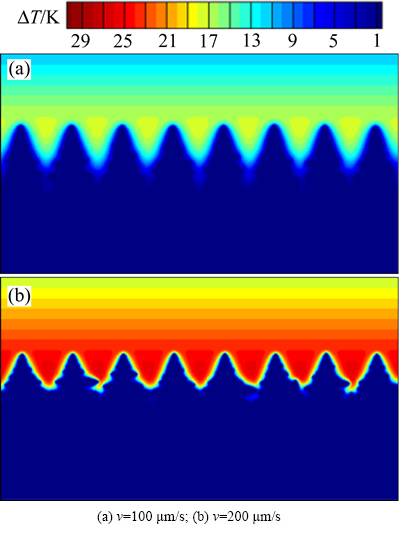
ͼ7 ��ʼ֦���ۼ���ini=320 ��m�������ٶ�v=100 ��m/s��v=200 ��m/s������ǰ�صĹ���ȷֲ�
Fig. 7 Undercooling distributions of solidification front with same initial dendrite spacing (��ini) of 320 ��m at different growth velocities
2.3.3 ��������ƫ����������ǶȦȵ�Ӱ��
ʵ�ʶ������̹����У�֦������������ȫƽ������������������������һ���ǶȦȣ���ͼ8��ʾ����ͼ8�п��Կ���������A�;���B��<100>������ȫ�����¶��ݶ�G�ķ����Ǵ���һ���ļнǣ��Ҿ���B�ļнǦ�B (15��)Ҫ���ڦ�A (2��)��ͨ���ⶨA��B������һ��֦���ۼ��֣�B������ƽ��һ��֦���ۼ��(234 ��m)Ҫ����A������ƽ��һ��֦�����(206 ��m)����������[33-34]�е�ʵ��������һ�µģ���֦���ۼ�������֦��<100>�����������¶��ݶȷ���֮��нǦȵ����������ʽ(1)��(2)���Կ�����HUNT��[5]�����Ԥ��֦���ۼ�������ģ���в�û�п���֦������ȡ���֦������Ӱ�죬��ˣ���Ҫ�����������ܽ��;���ȡ���һ��֦���ۼ���Ӱ�졣��һ��֦���۵�������������������ļн�Ϊ�ȣ���֦����<100>����������ٶȺ��¶��ݶȷֱ�Ϊv/cos�ȡ�Gcos�ȣ�����ʽ(1)�ɵ�
 (3)
(3)
����ʽ(3)���Կ��������ڹ̶��ɷ�C0���ں㶨�¶��ݶ�G�������ٶ�v�����£���������ʱ��cos�ȼ�С���Ӷ�ʹ��һ�αۼ���1����GANDIN��[35]���о�����ȡ���֦��������Ӱ��ʱ��ָ��һ��֦���ۼ��Ԧȵ�������ϵ��Ҫ��������֦���ۺͶ���֦�������ľ������ƾ����ģ������ڷ�֦���ƽ�����һ��֦���ۼ��Ԥ��ģ�ͣ�
 (4)
(4)
ʽ�У���(C0,v,G)��e��d��Ϊ�������Ӷ�Ҳ����˵��֦���ۼ����������ȡ��ƫ��ǶȦȵ����������

ͼ8 ��������ƫ����������ĽǶȦȴ�С��֦��������֦���ۼ���Ӱ��(G=15 K/mm, v=200 ��m/s)
Fig. 8 Effects of deviation angle �� between dendrite growth direction and heat flux direction on dendrite growth and dendrite spacing (G=15 K/mm, v=200 ��m/s)
ͨ��ģ���о��˦ȶ�һ��֦���ۼ���Ӱ�졣��ʼ�ڼ�����ײ����ò�ͬ����ȡ��ľ���(5��~30��)����G=15 K/mm��v=200 ��m/s�����ⶨ��̬����ʱ��֦����ࡣͼ9��ʾΪƽ��֦���ۼ����ȵı仯���ߣ����Կ�����ave���Ŧȵ��������������ʽ(3)��(4)�Ľ�����һ�¡�
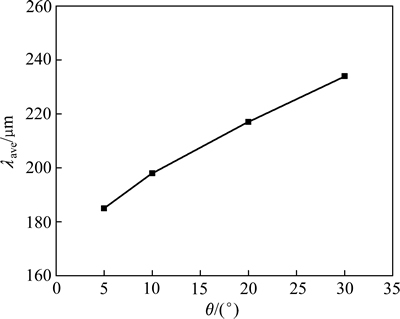
ͼ9 ƽ��һ��֦���ۼ��������ȡ��ǶȦȵı仯����(G=15 K/mm, v=200 ��m/s)
Fig. 9 Predicted dendrite arm spacing varying with deviation angle �� (G=15 K/mm, v=200 ��m/s)
3 ����
1) ͨ����չAl-7Si-0.36Mg�Ͻ��ڲ�ͬ�����ٶ��µĶ�������ʵ�飬�����һ��֦���ۼ�����ֵ��max��ƽ��ֵ��ave����Сֵ��min�Լ���max/��min��ֵ��
2) ����CAģ��Ԥ����Al-7Si-0.36Mg�Ͻ�ͬ�����ٶ�����̬һ��֦���ۼ�������ֵ������ֵ��ƽ��ֵ���ֱ���Ա�ʾΪ����max=8837v-0.61����min=3495v-0.65����ave=4788v-0.59��ģ������ʵ�������Ǻϳ̶���������Hunt-Lu��ģ�͵�Ԥ������������ģ����֦���������̹���֦����ò�ݻ�ģ���֦���ۼ��Ԥ��ȷ����ȷ�ԡ�
3) ���ģ���о��������з�����Ӱ�춨������һ��֦����ѡ������أ����������ٶ�v���¶��ݶ�G�������ܴ�С��������ɢϵ��DL��֦������������������ƫ��ǶȦȵȡ���������������ܺ�������ɢϵ���ļ�С�������ڶ������̹���һ��֦���ۼ��ļ�С���¶��ݶ�G�������ٶ�v��һ��֦���ۼ���Ӱ����Ҫͨ��Ӱ������ǰ�صĹ���������֣�֦������ȡ��ƫ����������Խ��һ��֦���ۼ��Խ��
REFERENCES
[1] BOETTINGER W J, CORELL S R, GREERA L, KARAM A, KURA W, RAPPAZ M, TRIVEDI R. Solidification microstructures: Recent developments, further directions[J]. Acta Materialia, 2000, 48: 43-70.
[2] MELO M L N M, RIZZO E M S, SANTOS R G. Predicting dendrite arm spacing and their effect on microporosity formation in directionally solidified Al-Cu alloy[J]. Journal of Materials Science, 2005, 40: 1599-1609.
[3] ROCHA O L, SIQUEIRA C A, GARCIA A. Heat flow parameters affecting dendrite spacing during unsteady-state solidification of Sn-Pb and Al-Cu alloy[J]. Metallurgical and Materials Transactions A, 2003, 34: 995-1006.
[4] QUAREMA J M V, SANTOS C A, GARCIA A. Correlation between unsteady-state solidification condition, dendrite spacing and mechanical properties of Al-Cu alloys[J]. Metallurgical and Materials Transactions A, 2000, 31: 3167-3178.
[5] HUNT J D. Solidification and casting of metals[M]. London: The Metal Society, 1979.
[6] KURZ W, FISHER D J. Dendrite growth at the limit of stability: tip radius and spacing[J]. Acta Metallurgica, 1981, 29: 11-20.
[7] TRIVEDI R. Interdendritic spacing: part��. A comparison of theory and experiment[J]. Metallurgical Transactions A, 1984, 15: 977-982.
[8] WARREN J A, LANGER J S. Stability of dendritic spacings[J]. Physics Review A, 1990, 42: 3518-3525.
[9] WARREN J A, LANGER J S. Prediction of dendritic spacings in a directional solidification experiment[J]. Physics Review E, 1993, 47: 2702-2712.
[10] MA D. Modeling of primary spacing selection in dendrite arrays during directional solidification[J]. Metallurgical and Materials Transactions B, 2002, 33: 223-233.
[11] HUANG W D, GENG X G, ZHOU Y H. Primary spacing selection of constrained dendritic growth[J]. Journal of Crystal Growth, 1993, 134: 105-115.
[12] HUNT J D, LU S Z. Modeling of cellular-dendritic array growth: spacing and structure predictions[J]. Metallurgical and Materials Transactions A, 1996, 27: 611-623.
[13] WANG W, LEE P D, MELEAN M. A model of solidification microstructures in nickel based superalloys: Predicting primary dendrite spacing selection[J]. Acta Materialia, 2003, 51: 2971-2987.
[14] DIEPERS H J, MA D, STEINBACH I. History effects during the selection of primary dendrite spacing: Comparison of phase-field simulation with experimental observations[J]. Journal of Crystal Growth, 2002, 237/239: 149-153.
[15] �����, ������, �� ��, κ ��. Ԫ���Զ���ģ��ģ��֦��һ�μ���ѡ��[J]. ����ѧ��, 2008, 44: 1042-1050.
SHAN Bo-wei, HUANG Wei-dong, LIN Xin, WEI Lei. Dendrite primary spacing selection simulation by the cellular automaton model[J]. Acta Metallurgica Sinica, 2008, etallurgica Sinicaimulation by the cellular automaton model. g: Comparison of phase-field simulation with experimental observat44: 1042-1050.
[16] ZHANG Xian-fei, ZHAO Jiu-zhou. Dendritic microstructure formation in a directionally solidified Al-11.6Cu-0.85Mg alloy[J]. Journal of Crystal Growth, 2014, 391: 52-58.
[17] �� ��, ������, ʷ��ѧ, ���ٳ�. DD6���ºϽ�������֦����������ֵģ����[J]. ����ѧ��, 2014, 50: 345-354.
ZHANG Hang, XU Qing-yan, SHI Zhen-xue, LIU Bai-cheng. Numerical simulation of dendrite grain growth of DD6 superalloy during directional solidification process[J]. Acta Metallurgica Sinica, 2014, 50: 345-354.
[18] ʯ���, ������, �� ��, ���׳�. �������̹�����NH4Cl-H2O֦����������ֵģ[J]. ����ѧ��, 2011, 47: 620-627.
SHI Yu-feng, XU Qing-yan, GONG Ming, LIU Bai-cheng. Simulation of NH4Cl-H2O dendritic growth in directional solidification[J]. Acta Metallurgica Sinica, 2011, 47: 620-627.
[19] GANDIN C A, RAPPAZ M. A 3D cellular automaton algorithm for the prediction of dendritic grain growth[J]. Acta Materials, 1997, 45(5): 2187-2195.
[20] CHEN Rui, XU Qing-yan, LIU Bai-cheng. Cellular automaton simulation of three-dimensional dendrite growth in Al-7Si-Mg ternary aluminum alloys[J]. Computational Materials Science, 2015, 105: 90-100.
[21] CHEN Rui, XU Qing-yan, LIU Bai-cheng. A modified cellular automaton model for the quantitative prediction of equiaxed and columnar dendritic growth[J]. Journal of Materials Science and Technology, 2014, 30: 1311-1320.
[22] ʯ���. ���Ͻ�ɰ����������֯����ѧ���ܵ���ֵģ��[D]. ����: �廪��ѧ, 2013.
SHI Yu-feng. Numerical simulation of microstructure and mechanical properties of aluminum alloy sand casting[D]. Beijing: Tsinghua University, 2013.
[23] QUESTED P N, MCLEAN M. Solidification morphologies in directionally solidified superalloys[J]. Material Science and Engineering, 1984, 65: 171-180.
[24] ��̫��, �� ��, ������, �� ��, ����־. �����ٶ�ԾǨ�Զ������̵������ºϽ�DD3һ��֦��������ƫ����Ӱ��[J]. ����ѧ��, 2009, 45(10): 1225-1231.
HUANG Tai-wen, LIU Lin, ZHANG Wei-guo, ZHANG Jun, FU Heng-zhi. The primary dendrite arm spacing and microsegregation of directionally solidified single crystal superalloy DD3[J]. Acta Metallurgica Sinica, 2009, 45(10): 1225-1231.
[25] HAN S H, TRIVEDI R. Primary spacing selection in directionally solidified alloys[J]. Acta Metallurgica and Materialia, 1994, 42: 25-41.
[26] DING G L, HUANG W D, HUANG X, LIN X, ZHOU Y H. On primary dendritic spacing during unidirectional solidification[J]. Acta Metallurgica, 1996, 44: 3705-3709.
[27] LANGER J S,  . Theory of dendritic growth-��. Elements of a stability analysis[J]. Acta Metallurgica, 1978, 26: 1681-1687.
. Theory of dendritic growth-��. Elements of a stability analysis[J]. Acta Metallurgica, 1978, 26: 1681-1687.
[28] ���Է�, �Ծ���. �Ͻ�������һ��֦�����ģ��[J]. �й���ɫ����ѧ��, 2012, 22(10): 2868-2874.
ZHANG Xian-fei, ZHAO Jiu-zhou. Simulation of primary dendrite spacing in unidirectionally solidified alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2868-2874.
[29] ������, �� ��, κ ��, �� ��, ������, ������. ��CA����ģ������ܸ������Զ���������̬��Ӱ��[J]. ����ѧ��, 2012, 61: 228106.
ZHANG Yun-peng, LIN Xin, WEI Lei, WANG Meng, PENG Dong-jian, HUANG Wei-dong. Effect of surface tension anisotropy on the growth patterns of cellulars in directional solidification[J]. Acta Physics Sinica, 2012, 61: 228106.
[30] KESSLER D A, LEVINE H. Velocity selection in dendritic growth[J]. Physics Review B, 1986, 33: 7867-7870.
[31] XU J J. Generalized needle solutions, interfacial instabilities and pattern formations[J]. Physics Review E, 1996, 53: 5051-5062.
[32] YIN H, FELICELLI S D, WANG L. Simulation of a dendrite microstructure with the lattice Boltzmann and cellular automaton methods[J]. Acta Materialia, 2011, 59: 3124-3136.
[33] ���ͱ�, �� ��, ������, �ױ���, �� ��, ������. ����ȡ��Զ�������֦��������Ӱ��[J]. ����ѧ��, 2013, 62(10): 108103.
WANG Xian-bin, LIN Xin, WANG Li-lin, BAI Bei-bei, WANG-Meng, HUANG Wei-dong. Effect of crystallographic orientation on dendrite growth in directional solidification[J]. Acta Physics Sinica, 2013, 62(10): 108103
[34] �����, �� ��, ���±�, �� ��, �� ��, ����־. <001>��<011>ȡ��DD407�������ºϽ�֦��������ƫ��[J]. ����ѧ��, 2011, 47: 1246-1250.
YANG Chu-bin, LIU Lin, ZHAO Xin-bao, LIU Gang, ZHANG Jun, FU Heng-zhi. Dendrite arm spacings and microsegregations in <001> and <011> orientated single crystal superalloys DD407[J]. Acta Metallurgica Sinica, 2011, 47: 1246-1250.
[35] GANDIN C H A, ESHELMAN M, TRIVEDI R. Orientation dependence of primary dendrite spacing[J]. Metallurgical and Materials Transactions A, 1996, 27: 2727-2739.
(�༭ �� ��)
������Ŀ�������ص�����о���չ�ƻ���Ŀ(2011CB706801)��������Ȼ��ѧ����������Ŀ(51374137, 51171089)
�ո����ڣ�2015-01-12�������ڣ�2015-05-16
ͨ�����ߣ������壬���ڣ���ʿ���绰��010-62795482��E-mail: scjxqy@mail.tsinghua.edu.cn
[5] HUNT J D. Solidification and casting of metals[M]. London: The Metal Society, 1979.
[15] �����, ������, �� ��, κ ��. Ԫ���Զ���ģ��ģ��֦��һ�μ���ѡ��[J]. ����ѧ��, 2008, 44: 1042-1050.
[17] �� ��, ������, ʷ��ѧ, ���ٳ�. DD6���ºϽ�������֦����������ֵģ����[J]. ����ѧ��, 2014, 50: 345-354.
[18] ʯ���, ������, �� ��, ���׳�. �������̹�����NH4Cl-H2O֦����������ֵģ[J]. ����ѧ��, 2011, 47: 620-627.
[22] ʯ���. ���Ͻ�ɰ����������֯����ѧ���ܵ���ֵģ��[D]. ����: �廪��ѧ, 2013.
[28] ���Է�, �Ծ���. �Ͻ�������һ��֦�����ģ��[J]. �й���ɫ����ѧ��, 2012, 22(10): 2868-2874.
