
AZ31B�Ͻ��������֯
¦����1, 2��������1�����ɶ�2���� ��2��������1���� ��1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ��������ͭҵ����˾������ ������471039)
ժ Ҫ��
ժ Ҫ�����ý��༰ɨ��羵��AZ31B�Ͻ���ģ�����������֯�ṹ�����о����о�����������ڲ�ͬӦ�����£���ģ����Ʒ�ľ������Ⱦ���Ӧ�����ʵ����Ӷ���С����������������ͬʱ��������Խ��������ԽС����ȴǿ�Ƚ��ͣ��Ͻ�ʵ�����̬��֯��������������������AZ31B�Ͻ𣬵�Ӧ������һ��ʱ�����ų�ʼ�����¶ȵĽ��ͣ�����̬��ĵ���֦��������С�����ڳ�ʼ�����¶�һ��ʱ������Ӧ�����ʵ���������̬�Ͻ��ĵ���֦������Ҳ��С��������Ӧ�����ʵ���ߣ���֦�������������״���е�������ǿ����AZ31B�Ͻ����������У�����������̫���������������ѡ�
�ؼ��ʣ�
��ͼ����ţ�TG146.2+2; TG292; TG335.19 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)01-0012-06
Microstructure of roll casting for AZ31B alloy
LOU Hua-fen1, 2, WANG Ming-pu1, MA Ke-ding2, LIU Yang2, GUO Ming-xing1, TANG Ning1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. CHINALCO Luoyang Copper Co., LTD, Luoyang 471039, China)
Abstract: The microstructures of thermal simulation and roll casting AZ31B alloys were investigated by optical microscope (OM) and scanning electron microscopy (SEM) observation. The results show that with the increase of strain rate, the grain sizes of thermal simulation AZ31B alloys with different deformation all decrease; however, when other conditions are the same, the higher deformation will lead to the formation of the smaller grain size, and as the cooling intensity decreases, typical cast structure of AZ31B will appear. With the decrease of roll casting temperature, the dendritic size of roll casting AZ31B alloy sheet prepared by the same strain rate is also reduced, but with the increase of strain rate, the dendritic size of the alloy sheet prepared by the same initial roll casting temperature is decreased, and the tendency of dendritic streamline is strengthened. During the roll casting process of AZ31B alloy, rolling force should not be large, otherwise it will cause heat cracking.
Key words: Mg alloy; thermal simulation; roll casting; microstructure
þ�ǵؿ��к�����ḻ��Ԫ��֮һ�����۵�Ϊ650 �棬�ܶȽ�Ϊ����64%(1.75~1.85 g/cm3)����Ŀǰ�ܶ���͵Ľ�������֮һ�������б�ǿ�Ⱥͱȸնȸߣ��Լ����������ᡢ��������κͿ�ʴ����[1]��ͬʱ���ڻ������á�������Ҫ����ܡ����ۺͽ�Լ����������Դ�Ľ��죬þ�Ͻ�ṹ���ϵĿ���������Խ��Խ�ܵ�������������ӡ�Ŀǰ��þ��þ�Ͻ����������ÿ��20%���ϵ��ٶ��������ҹ���þ��Դʮ�ַḻ����Զû�г�ֿ������á�20����90���ĩ���ҹ����þ���ʹ�10��t���ң��������ļ�������������Ծ��˵��ٶȲ�������[1-2]�����ǣ��ҹ���þ�Ͻ���ϣ��ر������͵�þ�Ͻ�ṹ���Ϻ��²�Ʒ�����ƿ�������ԶԶ����ڹ�ҵ������ҡ�
þ�ľ���ṹ�������������ṹ������ϵ�٣��ڵ���ʱ���ԱȽϲ����þ�Ͻ�������������Ѷȴ�ͳ�ı���þ�Ͻ��ĵ�������ʽ���ð���������������������-�¿����ƣ��������̳������ܸߣ���Ʒ�ʵͣ��۸�������Լ�����ƹ�Ӧ�ã���ˣ��������͵Ķ����̡��ͳɱ���������þ�Ͻ���������������ǵ�ǰ���緶Χ�ڱ���þ�Ͻ��з����ȵ㡣������һ�ֵ�Ͷ�롢�ͳɱ��������͵Ķ������������գ���Ŀǰ�о������Ƚ���������֮һ[3-6]��Ŀǰ���������������̼����������Ͻ�����Ѿ���ԱȽϳ��죬�����������øü�������þ�Ͻ���о���ո���[1-2, 7-12]��Ϊ�ˣ��������߲���Gleeble1500��ģ�����AZ31B�Ͻ������������Ϊ������ģ�⣬Ȼ������ģ����ȷ�����������ι��ɣ����й�ҵ������AZ31B�Ͻ��������壬�Բ�ͬ���ղ����»�õ���ģ�������AZ31B�Ͻ�������֯�仯���ɽ����о���
1 �����Ʊ���ʵ�鷽��
ʵ������ԭʼ̬�Ͻ���ù�ҵ��þ(����Ϊ99.9%)����������п�������ɡ����еĺϽ���ڵ�������¯�������������¶�Ϊ1 023~1 053 K������ʱ���븲�Ǽ��Է�ֹ����������ȫ�ۻ����н���ȷ���ɷ־��ȣ�Ȼ�����彽ע����������ģ�����������ȡ�Դ���������ģ����Gleeble1500��ģ��ʵ����Ͻ��У��ֱ�ģ�ⲻͬʼ���¶ȡ���ȴǿ���Լ�������(��)��Ӧ������(![]() )��AZ31B�Ͻ�ı�����Ϊ���ڲ�ͬ���������£��������������Ʊ���AZ31B�Ͻ𱡰���ԼΪ6 mm��
)��AZ31B�Ͻ�ı�����Ϊ���ڲ�ͬ���������£��������������Ʊ���AZ31B�Ͻ𱡰���ԼΪ6 mm��
AZ31B�Ͻ�ɷּ���1��
��1 AZ31B�Ͻ�ijɷ�
Table 1 Component of AZ31B alloys w/%

��ģ��������AZ31B�Ͻ���Ʒ�ijߴ�(ֱ��������)Ϊ10 mm��15 mm����ģ�����������������2��
�� 2 ��ģ��ղ���
Table 2 Technical parameters of thermal simulation

Ϊ�˸��õ��о���ͬ�ӹ�����������AZ31B�Ͻ���֯�ı仯���ɣ��ֱ���ý����ɨ��羵����ͱ��߱���֯���й۲졣����۲���NEOPHEOT21���������Ͻ��У���ʴ��Ϊ1 mL����+9 mL����ˮ����ɢ�������ò���Լ�����������Sirion200������ɨ��羵�Ͻ��У�������ѹΪ25 kV��
2 ��������
2.1 AZ31B�Ͻ���ģ��ʵ����
�ڰ��̬AZ31B�Ͻ�����ѹ������ʱ��Ӧ��������һ���dz���Ҫ�Ĺ��ղ�������Ա��κ�Ͻ���֯Ӱ��Ч��������ͼ1��ʾΪAZ31B�Ͻ�4 min������640 �汣��20 s����ȴ��610 �濪ʼ���Σ��ڲ�ͬ��Ӧ�������±���50%���õ��Ľ�����֯��Ƭ����ͼ1���Կ���������Ӧ�����ʵ���ߣ�֦��������ף�����������һ���̶ȵļ�С��

(a) ![]() =0.005 s-1; (b)
=0.005 s-1; (b) ![]() =0.1 s-1
=0.1 s-1
ͼ1 ��ͬӦ�������±���50% ��AZ31B�Ͻ���ģ�������֯
Fig.1 Metallographical microstructures of thermal simulation AZ31B alloy deformed 50% at different strain rates
ͼ2��ʾΪAZ31B�Ͻ�4 min������640 �汣��20 s����ȴ��610 �濪ʼ���Σ��ڲ�ͬ��Ӧ�������±���20%���õ��Ľ�����֯��Ƭ����ͼ2�ɼ�����ʹ��СӦ������������Ӧ�����ʵ���ߣ�Ҳͬ�����ھ������ȼ�С�����ƣ����������Ƚϱ�����Ϊ50%ѹ�������֯�Դ���������ģ������У�Ӧ�����ʵı仯��Ҫ��ģ������������ȴ������Ӧ�����ʴ����ͷ�ƶ��ÿ죬���̿����ͷ��Ӵ����ܣ�ɢ������õ����ƣ���ȴ������ߡ���ʹ�����������̹�������Һ��L���ɹ����-Mgʱ������Al ����δ���̵�Һ�������Ը߶ȸ�����֦����֯ϸС��

(a) ![]() =0.005 s-1; (b)
=0.005 s-1; (b) ![]() =0.1 s-1
=0.1 s-1
ͼ2 ��ͬӦ�������±���20% ��AZ31B�Ͻ���ģ�������֯
Fig.2 Metallographical microstructures of thermal simulation AZ31B alloy deformed 20% at different strain rates
ͼ3��ʾΪAZ31B�Ͻ��ھ�4 min������630 �汣��20 s����![]() =0.1 s-1�����ʱ��Φ�=50%����ͷ��ͨˮ��ȴ������»�õĽ�����֯��Ƭ��������ģ�����ͷδ����ͨˮ��ȴ������֯�ѳ�Ϊ���͵���̬��֯���ɼ���������ȴǿ�ȣ������ڻ����֯ϸС���ɷ־��ȵĺϽ�
=0.1 s-1�����ʱ��Φ�=50%����ͷ��ͨˮ��ȴ������»�õĽ�����֯��Ƭ��������ģ�����ͷδ����ͨˮ��ȴ������֯�ѳ�Ϊ���͵���̬��֯���ɼ���������ȴǿ�ȣ������ڻ����֯ϸС���ɷ־��ȵĺϽ�

ͼ3 AZ31B�Ͻ���![]() =0.1 s-1�����ʱ���50%������Ƭ
=0.1 s-1�����ʱ���50%������Ƭ
Fig.3 Metallographical microstructure of thermal simulation AZ31B alloy deformed 50% at strain rate of 0.1 s-1
2.2 AZ31B�Ͻ����������Ľ�����֯
ͼ4��ʾΪ�ڹ�ҵ�����������°���ͬ�߽繤������������AZ31Bþ�Ͻ�������Ľ�����֯��ò����ͼ4(a)~(c)�ɼ�����Ӧ������һ��������£����ų�ʼ�����¶ȵĽ��ͣ�����̬��ĵ���֦��������С����ͼ4(d)~(f)�ɼ����ڳ�ʼ�����¶�һ��ʱ������Ӧ�����ʵ���������̬�Ͻ��ĵ���֦������Ҳ��С����Щ�������ģ��Ľ��һ�¡����⣬������������ʱ�����Dz�����ת�ģ���ˣ�����Ӧ�����ʵ���ߣ���֦�������������״���е�������ǿ��

(a) 700 �棬0.3 s-1��(b) 670 �棬0.3 s-1��(c) 640 �棬0.3 s-1��(d) 670 �棬0.05 s-1��(e) 670 �棬0.3 s-1��(f) 670 �棬1 s-1
ͼ4 ��ͬ�����¶Ⱥ�Ӧ�������»������̬AZ31Bþ�Ͻ�Ľ�����֯
Fig.4 Metallographical microstructures of roll casting AZ31B at different roll casting temperatures and strain rates
˫������ʱ����϶�Ŀ��ƶ���������������к���Ҫ��Ӱ�죬�����Ʋ����������������������Ļ��߲߱����ѡ�ʩ�Ӻ��������������Ը�����������ı����������������ѧ���ܡ���������Ҳ����̫��ʵ�����������ڿ���˫����������������������̣��������������һ�������̿��м������ᱻ������������������������������������Ӷ��γ������ƣ���һ���棬����������������������߲������ĵ�״̬���ϴ�����̫��ͬ�������������ѣ������ͼ5��ʾ��

ͼ 5 ����̬AZ31Bþ�Ͻ��������
Fig.5 Metallographical microstructure of heat cracking for roll casting AZ31B alloy
Ϊ��Ū������������AZ31B�Ͻ�ɷ�ƫ���Լ�������Ͻ�ĸ߱���֯������SEM�Բ�ͬӦ�������µ���֯�����о���ͼ6��ʾΪӦ�����ʽ�Сʱ�������Ʒ�ı�ɢ�������ò�����������������ͼ6���Կ�������Ϊ���͵�֦������֯��֦���ķ����Բ�����������ɨ��ƽ���ɷ����ۻ�ѧ�ɷֻ���һ�¡�
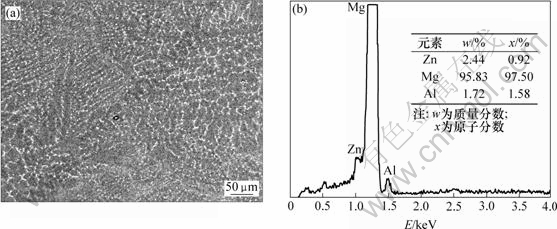
(a) ��ɢ�������ò��(b) EDS���
ͼ6 Ӧ������Ϊ0.05 s-1ʱ����̬��Ʒ��ɨ��羵��Ƭ�����������
Fig.6 SEM image and EDS analysis of roll casting AZ31B alloy at strain rate of 0.05 s-1
������Ӧ�����ʵ����ӣ�����֯�����仯��ͼ7��ʾΪӦ������Ϊ1 s-1ʱ����õ���Ʒ��SEM��ɢ�������ò�ɼ����������֯��Ȼ��֦��״��֯������Ӧ�����ʽ���ʱ����֯��ȣ�Ӧ�����ʽϿ�ʱ��֦����֯����ϸ������֦��������������ǿ������Ͻ�Ľ�����֯�����ơ�������и߱��Ŵ��������̬��Ʒ���紦ƫ���а�ɫ������(��ͼ7(b))���������������������������Al��Zn�������ϸ�(ͼ8)���������ױ��������������Ϊ��-Al12Mg17��MgZn��Ļ��������������У�Ӧ�����ʵı仯��ҪӰ�����������е���ȴǿ�ȣ�Ӧ�����ʴ����̿���������֮��Ӵ�����, ɢ������õ����ƣ���ȴ������ߣ���������������ڽ϶�ʱ���ھͻ���ɡ��ڴ˹����У������̵����弴ʹ��Ϊ����Al��Zn�ĸ����й���ת�����ƣ������ֹ���ת��Ҳֻ��С���ַ�������ʹ�Ͻ���֯�Ԧ�-Mg�Ĺ���������Ϊ�������紦�ֲ��������Ħ�-Mg+��-Al12Mg17����(��������MgZn���ϸС������֯)[13-15]��
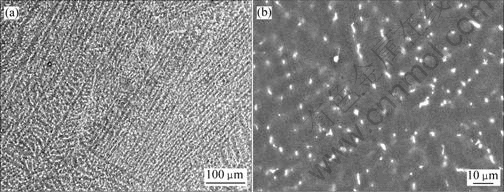
(a) �ͱ���(b) �߱���
ͼ7 Ӧ������Ϊ1 s-1ʱ����̬��Ʒ��ɨ��羵��Ƭ
Fig.7 SEM images of roll casting AZ31B alloy at strain rate of 1 s-1

(a) ������SEM��Ƭ��(b) EDS���
ͼ8 ����AZ31�Ͻ紦�������������
Fig.8 EDS analysis of segregated phase on grain boundary for roll casting AZ31B alloy
3 �� ��
a. ����Gleeble1500��ģ�����AZ31B�Ͻ����ѹ��������ģ�⣬�ڲ�ͬ��Ӧ�����£��������Ⱦ���Ӧ�����ʵ����Ӷ���С��֦���������ס�������������������ͬʱ��������Ϊ50%�ĺϽ���������20%��������С����ͷ��ͨˮ������ȴǿ�Ƚ��ͣ��Ͻ�ʵ�����̬��֯��
b. ������������������AZ31B�Ͻ���Ӧ������һ��������£����ų�ʼ�����¶ȵĽ��ͣ������������֦��������С�����ڳ�ʼ�����¶�һ��ʱ������Ӧ�����ʵ�����������ĵ���֦������Ҳ��С��������Ӧ�����ʵ���ߣ���֦�������������״���е�������ǿ��
c. ��AZ31B�Ͻ����������У�ʩ�Ӻ��������������������������ı�������������ѧ���ܣ�������������̫�������������������������� ȱ�ݡ�
d. ����SEM������̬AZ31B�Ͻ���б�ɢ�������ò�۲죬���紦���ڰ�ɫ�����ࣻ������������������ֳ�Mg֮�⣬��Al��Zn����Ҳ�ϸߡ�
�ο����ף�
[1] ������. þ��þ�Ͻ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 2-5, 289-295, 302-308.
LI Wen-xian. Magnesium and magnesium alloys[M]. Changsha: Central South University Press, 2005: 2-5, 289-295, 302-308.
[2] Mordike B L. Magnesium and magnesium alloys[J]. Journal of Japanese Institute of Light Metals, 2001, 51(1): 2-13.
[3] Yun M, Lokyer S, Hunt J D. Twin roll casting of aluminium alloys[J]. Materials Science and Engineering, 2000, A280: 116-123.
[4] Fan F, Zhou S, Liang X, et al. Thin strip casting of high speed steels[J]. Journal of Materials Processing Technology, 1997, 63(1/3): 792-796.
[5] ������, �����, ��. ˫����������AZ31þ�Ͻ𱡴������о�[J]. ��Ͻ�ӹ�����, 2003, 31(5): 19-21.
CHEN Xu-hong, DING Pei-dao, YANG Chun-mei. Experimental study on twin-roll strip casting process for AZ31 Magnesium alloy[J]. Light Alloy Fabrication, 2003, 31(5): 19-21.
[6] �����, �� ��, ��, ��. �������������ķ�չ��״��˼��[J]. �й���ɫ����ѧ��, 2004, 14(S1): 192-196.
DING Pei-dao, JIANG Bin, YANG Chun-mei, et al. Development and thought of thin-strip continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): 192-196.
[7] Mordike B L, Ebert T. Magnesium properties- applications-potential[J]. Materials Science and Engineering A, 2001, 302: 37-45.
[8] Brown R. Australian magnesium projects-update[J]. Light Metal Age, 2000, 9/10: 54-57.
[9] Kojima Y. Platform science and technology for advanced magnesium alloys[J]. Materials Science Forum, 2000, 350/351: 3-18
[10] Koike J, Ohyama R, Kobayashi T, et a1. Grain boundary sliding in AZ31 magnesium alloys at room temperature to 523 K[J]. Materials Transactions, 2003, 44(4): 445-451.
[11] Park S S, Oh Y S, Kang D H, et al. Microstructural evolution in twin-roll strip cast Mg-Zn-Mn-Al alloy[J]. Materials Science and Engineering: A, 2007, 449-451: 352-355.
[12] Liang D, Cowley C B. The twin-roll strip casting of magnesium [J]. JOM, 2004, 56(5): 26-28.
[13] Chen F K, Huang T B, Chang C K. Deep drawing of square cups with magnesium alloy AZ31 sheets[J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1553-1559.
[14] Doege E, Droder K. Sheet metal forming of magnesium wrought alloys-formability and process technology[J]. Journal of Materials Processing Technology, 2001, 115: 14-19.
[15] Yoshihara S, Yamamoto H, Manabe K. Formability enhancement in magnesium alloy deep drawing by local heating and cooling technique[J]. Journal of Materials Processing Technology, 2003, 143/144: 612-615.
�ո����ڣ�2007-03-16�������ڣ�2007-05-10
������Ŀ�����ҡ�ʮ�塱�ش�Ƽ�������Ŀ(2004BA311A11-1)
����飺¦����(1970-)��Ů�����������ˣ���ʿ�о�����������ʦ������ͭ��þ����ɫ�����������ơ���Ʒ�����ͼ����з�����
ͨ�����ߣ�¦���ң�Ů����ʿ�о������绰��0379-64939304��E-mail: louhuafen@163.com
