
Trans. Nonferrous Met. Soc. China 30(2020) 1290-1299
Effect of cold deformation and heat treatment on microstructure and mechanical properties of TC21 Ti alloy
Ramadan N. ELSHAER1, Khaled M. IBRAHIM2
1. Mechanical Engineering Department, Tabbin Institute for Metallurgical Studies (TIMS), 11918, Cairo, Egypt;
2. Casting Technology Department, Central Metallurgical R&D Institute (CMRDI), 11918, Cairo, Egypt
Received 22 July 2019; accepted 17 March 2020
Abstract:
In the present research work on TC21 titanium alloy (6.5Al-3Mo-1.9Nb-2.2Sn-2.2Zr-1.5Cr), the effects of cold deformation, solution treatment with different cooling rates and then aging on microstructure, hardness and wear property were investigated. A cold deformation at room temperature with 15% reduction in height was applied on annealed samples. The samples were solution-treated at 920 ��C for 15 min followed by different cooling rates of water quenching (WQ), air cooling (AC) and furnace cooling (FC) to room temperature. Finally, the samples were aged at 590 ��C for 4 h. Secondary ��-platelets precipitated in residual ��-phase in the case of solution-treated samples with AC condition and aged ones. The maximum hardness of HV 470 was obtained for WQ + aging condition due to the presence of high amount of residual ��-matrix (69%), while the minimum hardness of HV 328 was reported for FC condition. Aging process after solution treatment can considerably enhance the wear property and this enhancement can reach up to about 122% by applying aging after WQ compared with the annealed samples.
Key words:
TC21 titanium alloy; deformation; heat treatment; cooling rate; microstructure; mechanical properties; wear;
1 Introduction
Due to a unique combination of properties such as high specific strength, good plasticity, high corrosion resistance, excellent fatigue and creep, titanium alloys, especially ��+�� titanium alloys, are excellent materials for aircraft structures, engines and critical parts for aviation equipment [1-3]. Material selection criterion for aircraft structures has changed from static strength design to damage-tolerant design in order to satisfy performance criteria of high-quality structure materials. Therefore, damage-tolerant titanium alloys which possess good strength, high fracture toughness and low crack propagation rate have been developed [4].
TC21 alloy is considered as a new kind of ��+�� titanium alloys, where it has high hardness, strength, toughness and belongs to the damage-tolerant alloy. TC21 alloy with a composition of Ti-6Al-3Mo- 2Sn-2Zr-2Nb-1.5Cr-0.1Si has been successfully developed and applied to fabricating key components in the aerospace industry such as landing gear connecting box and airfoil joint [5]. TC21 alloy has higher specific strength and fracture toughness than the most widely used Ti-6Al-4V alloy [6].
Excellent combination of mechanical and chemical properties of two phases (��/��) titanium alloys can be improved by controlling micro- structure and workability that depend on thermo-mechanical and thermal treatments. Moreover, titanium alloys with the equiaxed microstructure attract the interest of researchers due to their high strength and excellent fatigue properties. However, low hardness and poor tribological behavior limit their use [4]. Fortunately, the tribological properties of titanium alloys can be improved by applying post deformation heat treatment technique [4].
Microstructure parameters including volume fraction, grain size, geometric morphology and distribution of two phases significantly affect the performance of titanium alloys [7,8]. To get the required microstructure, newly, many researchers have processed TC21 titanium alloy by hot deformation and heat treatment [8-10]. Heat treatment is one of the most effective ways to modify the microstructure. The typical micro- structure of equiaxed, lamellar and duplex structure in titanium alloys can be obtained by applying different heat treatment techniques [3,4]. ��-phase mainly appears in three geometric morphologies named equiaxed, lamellar and acicular ��-phase [11]. Recent experiments [9,12,13] have proved that TC21 titanium alloy showed high toughness, strength and damage-tolerance. Because of wide application chance in modern industries, it has received much interest from many materials scientists.
In the last decades, great interest has introduced to study the phase transformation [14], hot deformation behavior [15] and mechanical properties of TC21 alloy [16,17]. However, no detailed descriptions were observed about the effect of cold deformation and heat treatments on microstructure and mechanical properties of TC21 alloy. In the present research work on TC21 alloy, the effects of cold plastic deformation with 15% reduction in height, heat treatments with different cooling rates and aging process on microstructure, hardness and wear properties were investigated in detail.
2 Experimental
The material used in the present work was a forged and annealed TC21 titanium alloy bar with 7 mm in diameter and 140 mm in length. The measured �� transus temperature, T�� (at which ��+�¡���) was (955��5) ��C by dilatometric method using a LINSEIS DIL L76 dilatometer. The chemical composition of the studied alloy was Ti-6.5Al-3Mo-1.9Nb-2.2Sn-2.2Zr-1.5Cr-0.09Si (in wt.%). TC21 titanium alloy was received from Baoji Hanz Material Technology Co., Ltd., China. For cold compression test, the samples were prepared with dimensions of 7 mm in diameter and 11.5 mm in length. The samples were cold- deformed at room temperature until 15% reduction in height using a universal testing machine at a strain rate of 0.01 s-1. Then, the samples were finally solution-treated at 920 ��C for 15 min followed by different cooling rates of water quenching (WQ), air cooling (AC) and furnace cooling (FC) to room temperature. Consequently, the samples were aged at 590 ��C for 4 h and then air-cooled. The volume fraction of phases was measured using quantitative metallographic method using a PC based on the image analyzer.
Vickers hardness measurements were performed according to ASTM E92-16 standard, with a load of 20 kg for the dwell time of 15 s. The mean value of five readings was reported. Wear testing was carried out using pin-on-ring tribometer testing machine in accordance to the ASTM G99-17 standard, under dry condition at room temperature. Three samples representative of each condition were subjected to wear testing and the average was reported. The wear samples with a cylindrical shape of 7.9 mm in diameter and 10 mm in length were fixed against a rotating hardened stainless steel ring (outer diameter of 73 mm and surface hardness of HRC 63). Before each test, the ring surface ground with different emery papers up to 1000 grit size. Different linear sliding speeds of 1, 1.25, 1.5, 1.75 and 2 m/s were used with an applied constant load of 50 N for 5 min. The sample masses were measured before and after the wear testing by electronic scale with 0.1 mg accuracy. The test results were evaluated according to the loss in mass. Worn surfaces of some tested samples were examined using FESEM.
3 Results and discussion
3.1 Microstructure
The microstructures of annealed and post- deformed samples are shown in Fig. 1. The annealed samples showed a structure composed of ��+�� phases (Fig. 1(a)). The volume fraction of ��-phase was approximately 65% and the rest was ��-phase. Both �� and �� phases were analyzed using EDS (Fig. 2). ��-stabilizing elements such as Al were found in a high content (7.7%) in the ��-phase and some ��-stabilizing elements (Mo, Nb and Cr) existed in a low content, (Fig. 2(a)). On the other hand, high amount of ��-stablizing elements (such as 4.16% Mo, 2.51% Nb and 2.57% Cr, in volume fraction) were found in ��-phase (Fig. 2(b)). Neutral elements such as Zr and Sn existed approximately with the same content in both �� and �� phases. By applying 15% deformation, the structure revealed an elongated and thin ��-phase embedded in �� phase. In addition, some ��-phase connected together to form a chain of ��-phase due to compression action (as shown by arrows in Fig. 1(b)).
The microstructural feature of TC21 titanium alloy after solution treatment at 920 ��C followed by three different cooling rates of WQ, AC and FC is shown in Fig. 3. The microstructures of all samples are composed of �� and �� phases, in addition to secondary ��-platelets in the case of AC condition. FC samples showed an increase in grain size of primary equiaxed ��-phase compared with WQ and AC ones. The volume fraction of primary equiaxed ��-phase for FC samples was estimated to be about 68%. It decreased to 56% and 51% for WQ and AC, respectively. There was no obvious difference between WQ and AC samples, except for the tiny secondary ��-platelets that precipitated in residual ��-phase for the later one. So, the microstructure of AC samples consisted of primary equiaxed ��-phase, secondary ��-platelets and residual ��-phase.
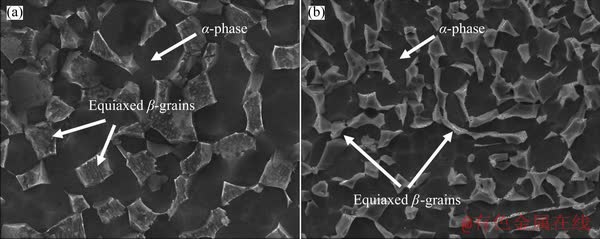
Fig. 1 Microstructures of annealed (a) and 15% cold-deformed (b) TC21 titanium alloys
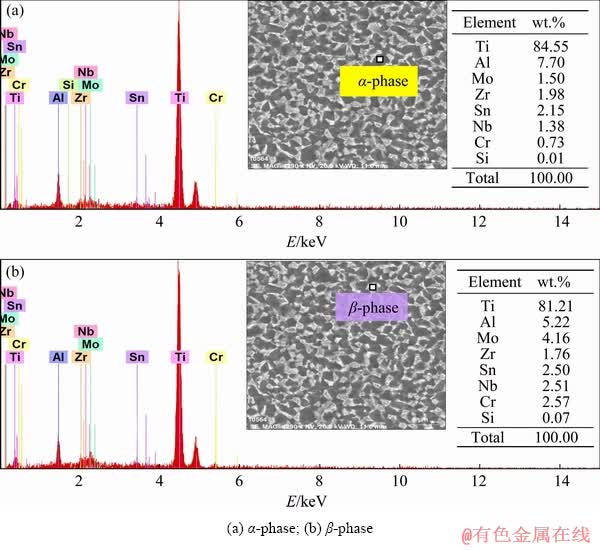
Fig. 2 EDS analysis of annealed sample

Fig. 3 FESEM images of TC21 alloy after solution treatment at 920 ��C followed by three different cooling rates
Secondary ��-platelets together with residual ��-phase called ��residual ��-matrix strengthened by secondary ��-platelets�� or residual ��-matrix as a short [9]. These precipitated secondary ��-platelets at the residual ��-phase for AC samples were clear at a high magnification in Fig. 3(d). These secondary ��-platelets did not form in the structure of WQ samples because high cooling rate generated a high super-saturation due to diffusion of ��-stabilizing elements in residual ��-phase. Subsequently, these elements obstacled the precipitation of secondary ��-platelets inside residual ��-phase. Hence, there was no chance for precipitaton of secondary ��-platelets inside residual ��-phase. Also, secondary ��-platelets did not precipitate in the case of very slow cooling of FC condition (Fig. 3(e)) because there was not sufficient driving force for nucleation of secondary ��-platelets during the slow cooling process. Of course, this very slow cooling of FC condition did not generate a sufficient super- saturation and hence there was no precipitation of secondary ��-platelets as well [8].
Therefore, it could be concluded that secondary ��-platelets precipitated in the residual ��-phase at medium cooling rate of AC and did not precipitate in the case of very slow cooling rate (FC) and high cooling rate (WQ). So, a proper super-saturation was considered as a decisive factor for precipitation of secondary ��-platelets in the residual ��-phase after solution treatment process of TC21 titanium alloy. This observation partially agreed with the reported work published by WANG and LI [18] with variation in the chemical composition.
As shown in Fig. 4, the microstructure of the aged samples was found to be dependent strongly on solution treatment condition. The morphologies of �� and �� phases relatively did not change after aging process compared with the solution-treated one. However, there was a change in grain size as well as volume fraction of primary ��-phase, residual ��-phase and precipitates of secondary ��-phase in all conditions of cooling rates due to aging. Microstructure of WQ + aging gave 31% average volume fraction of primary equiaxed ��-phase (Fig. 4(a)). And AC + aging and FC + aging obtained 48% and 64% in Figs. 4(b) and (c), respectively. It was noticed that aging process in the case of FC had no obvious influence on volume fraction of primary ��-phase where it decreased from 68% to 64%. The same influence was noticed for AC samples where volume fraction of primary ��-phase decreased from 51% to 48%. However, for WQ condition, there was a noticeable decrease in ��-phase in which it decreased from 56% to 31%. Due to high cooling rate of WQ condition, ��-stabilizing elements in the residual ��-phase could not reach a stable condition. Hence, by applying the aging process at low temperature (575 ��C) for a long time (4 h) these elements reached the stable condition which led to a reduction obviously in the volume fraction of the primary ��-phase. And therefore, there was an increase in the volume fraction of the residual ��-phase [19]. On the other hand, fine secondary platelets precipitated in all conditions of the aged samples (Fig. 4(d)). The secondary ��-platelets precipitated in the residual ��-phase either in the case of solution-treated samples with AC condition or in all aged conditions. Figure 4(d) is an example showing the secondary ��-platelets existing in all cooling conditions of WQ, AC and FC. These results partially agreed with the research carried out by SHI et al [1]; however, there was variation in the heat treatment cycles.
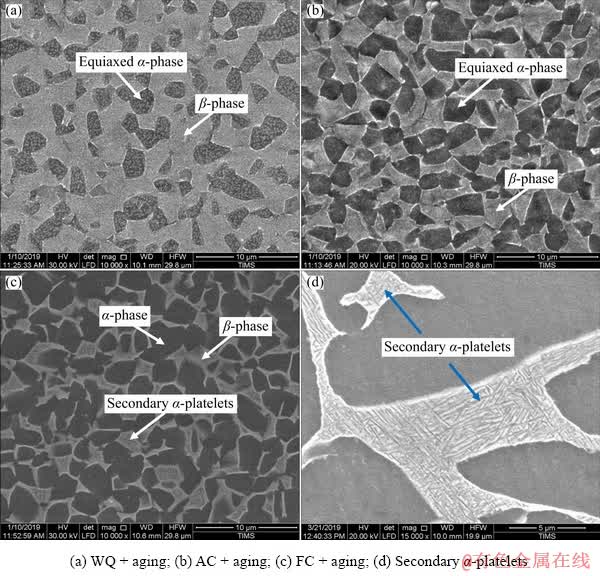
Fig. 4 FESEM images of aged samples
3.2 Hardness
Figure 5 shows hardness variation of the samples cold-deformed and solution-treated with different cooling rates. Due to 15% cold deformation, the hardness increased from HV 353 to HV 385. This means that there is an increase of about 9% in hardness as a result of strain hardening and strengthening mechanisms due to applying 15% cold deformation [20]. EBIED et al [20] observed that hardness of Ti alloys was significantly affected by cold deformation.
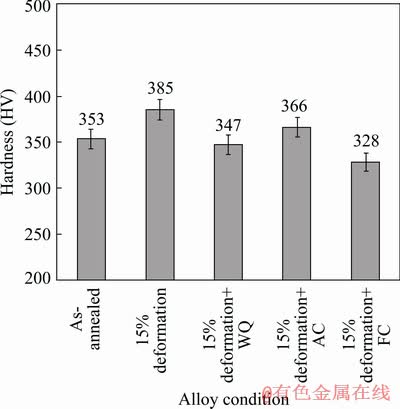
Fig. 5 Effect of cold deformation and solution treatment with different cooling rates on hardness of annealed TC21 alloy
After solution treatment, the hardness values of the samples decreased compared with those of the cold deformed sample. FC samples showed the lowest hardness value of HV 328. This could be due to existence of high amount of primary ��-phase (68%). While, WQ samples obtained a high hardness of HV 347 compared with FC samples due to the presence of a low amount of primary ��-phase (56%) compared with the later one. Moreover, AC samples revealed the highest hardness of HV 366 compared with the other cooling rates due to precipitation of secondary ��-phase in residual ��-phase. These results partially agreed with the results of NIEH et al [21] with variation in the chemical composition and heat treatment cycles.

Fig. 6 Effect of aging process on hardness of annealed TC21 alloy
Figure 6 shows the hardness variation of the aged samples. Of course, hardness is affected by aging process due to precipitation of secondary ��-platelets in the residual ��-phase. FC + aging and AC + aging samples showed hardness values of HV 394 and HV 425, respectively. WQ + aging sample obtained the highest hardness value of HV 470 due to the presence of high amount of residual ��-matrix (69%) as well as existence of low amount of primary ��-phase compared with the others. This means that there are an increase in hardness values of about 33% compared with the annealed sample and an increase in hardness values of about 22% compared with the deformed one. It was also observed that the three different cooling rates after solution treatment have relatively small effect on hardness. However, the variation in the hardness due to aging process was pronounced. For example, there is an increase in hardness of about 35% in the case of WQ + aging compared with solution-treated samples with WQ due to existence of high amount of the residual ��-phase on the account of primary ��-phase. Also, the hardness increased by about 20% and 16% in the case of FC + aging and AC + aging compared with solution-treated samples with FC and AC, respectively. The variation in the hardness of WQ sample was more obvious than that of FC and AC ones. This is because WQ sample contained high volume fraction of secondary ��-platelets and residual ��-phase. In contrast, the presence of a relatively small amount of residual ��-phase and high amount of primary ��-phase in FC and AC conditions caused a slight increase in hardness after aging process. Based on hardness results, it can be expected that WQ+aging sample showed better tribological behavior than the others.
General speaking, cold deformation and aging process caused an increase in hardness, which was consistent with the microstructure features. In summary, hardness of WQ condition was much enhanced by applying aging process compared with AC and FC conditions. This finding partially agreed with the study done by NIEH et al [21]; however, there was variation in the chemical composition and heat treatment cycles.
3.3 Wear property
The correlation between wear rate and sliding speed from 1 to 2 m/s with a step of 0.25 m/s for different samples is presented in Figs. 7 and 8. Figure 7 shows the wear rate of solution-treated samples after 15% cold deformation and Fig. 8 reveals the wear rate of solution-treated plus aged samples after 15% cold deformation. In both figures, the wear rate increased with increasing sliding speed up to 1.75 m/s and then decreased again at 2 m/s. Since the wear rate was directly proportional to the real area of contact, the aged samples showed lower wear rate than the solution-treated ones. This is attributed to the precipitated secondary ��-platelets inside the ��-rubs. For the group of solution-treated samples in Fig. 7, the minimum wear rate was obtained for the deformed samples without treatment. This was due to its high hardness value of HV 385 compared with the others. This means that the wear rate of the studied samples could be controlled by their hardness, i.e. by microstructural constituents (��p, ��s and ��). In addition, the fine structure of ��-phase obtained directly after 15% deformation played an important role in increasing hardness of the deformed samples and then improving the wear property. On the other hand, FC samples gave the highest wear rate due to their low hardness value of HV 328. Of course, the formed secondary ��-platelets in the case of AC condition enhanced the wear behavior and made it in the second rank compared with the others (Fig. 7). According to the Archard theory, there was a good correlation between hardness and wear property of the investigated TC21 alloy.
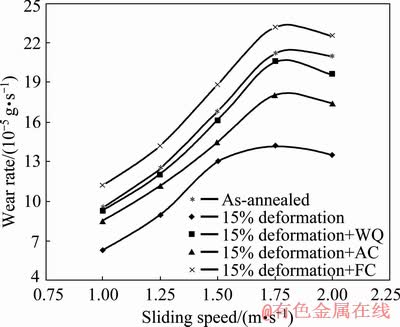
Fig. 7 Wear rate of cold-deformed and solution-treated TC21 alloy as function of sliding speed
Regarding to solution-treated plus aged samples in Fig. 8, the scenario of wear behavior of the investigated samples was totally different because all samples contained secondary ��-phase in their structures. The minimum wear rate was reported for water-quenched and aged samples due to the high hardness (HV 470) and the amount of residual ��-phase. This may be expected for the aged samples, irrespective of microstructure, where they exhibited higher hardness as compared with the samples without aging. At 1.75 m/s, the enhancement of about 122% in wear property was estimated by applying aging after water quenching (9.5��10-5 g/s) compared with that of the annealed samples (21.17��10-5 g/s). While, the maximum wear rate was obtained for the annealed samples due to their low hardness (HV 353). Regarding to AC samples, there was an enhancement of about 53% by applying the aging process. This was due to the precipitation of secondary ��-platelets and also increasing the amount of residual ��-phase by aging. Therefore, it could be concluded that aging process after solution treatment could considerably enhance the wear property of TC21 alloy and this enhancement could reach up to about 122% in the case of WC condition compared with the annealed samples. These results partially agreed with the results of ELSHAER et al [9]; however, there was no cold deformation processing that has been done before heat treatment. Also, there were some variations in solution and aging treatment temperatures.

Fig. 8 Wear rate of cold-deformed and aged TC21 alloy as function of sliding speed
FESEM micrographs shown in Fig. 9 illustrate typical worn surface morphologies of some selected wear samples tested at low and high sliding speeds of 1 and 1.75 m/s, respectively. Some evidences of plastic deformation over the worn surfaces can be seen in most tested samples. The morphological analysis of the wear tracks confirms the above results. Continuous sliding marks with plastically deformed scratches or grooves were seen over the wear tracks specially at low sliding speed of 1 m/s. Extending of plastic deformation or ploughing was found to be higher in the case of high sliding speed of 1.75 m/s.
For solution-treated plus aged group samples, WQ + aging worn surface revealed a flat and smooth worn surface with some shallow scratches at low sliding speed of 1 m/s as shown by the arrows in Fig. 9(c). At high sliding speed of 1.75 m/s the worn surface showed delamination wear mechanism with groove over the worn surface as shown by the arrows in Fig. 9(d). However, annealed samples showed deep scratches over the worn surface at low sliding speed of 1 m/s as shown by the arrow in Fig. 9(a). At 1.75 m/s, the annealed samples revealed delamination wear mechanism with deeper scratches over the worn surface as shown by the arrows in Fig. 9(b). These worn surface features were confirmed with wear results presented in Fig. 7. For solution-treated sample group, the worn surface of FC samples at low sliding speed of 1 m/s showed multi-wear mechanisms as shown by the arrows and area in Fig. 9(e). These mechanisms are plastic deformed deep scratches, delamination and micro-cutting. This is due to the softening of the wear surface. At a high sliding speed of 1.75 m/s, the FC worn surface showed a gouging wear mechanism with few lamination wear mechanisms as shown by the arrows in Fig. 9(f). For the deformed samples, worn surface showed only deep scratches at 1 m/s as shown by the arrows in Fig. 9(g). And at 1.75 m/s, scarfing wear mechanism can be found with some deterioration on the worn surface as shown by the area in Fig. 9(h). It is obvious here that the presented wear results in Figs. 7 and 8 are totally confirmed with the worn surface features.
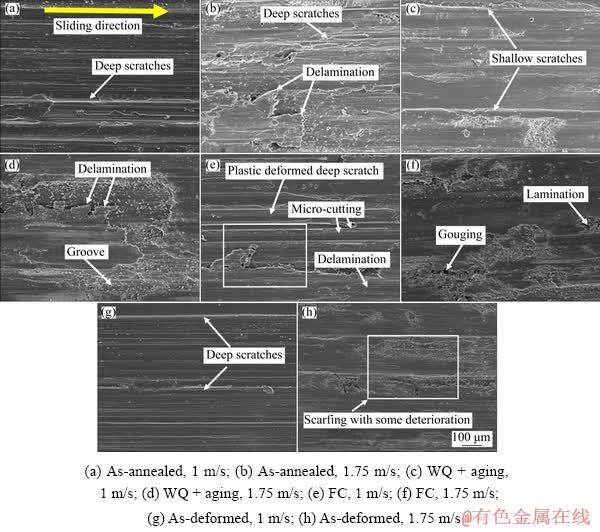
Fig. 9 FESEM images for worn surfaces of some selected samples for both groups of annealed and aged samples (a-d) and solution-treated and deformed samples (e-h)
4 Conclusions
(1) Applying 15% cold deformation on TC21 alloy revealed an elongated and thin ��-phase embedded in ��-phase.
(2) Secondary ��-platelets precipitated in residual ��-phase at medium cooling rate of AC and did not precipitate in the case of very slow (FC) and high cooling rate (WQ). Secondary ��-platelets also precipitated in all aged samples.
(3) After solution treatment with different cooling rates, the hardness of samples decreased compared with the cold-deformed sample. However, aging process caused an increase in hardness.
(4) WQ + aging samples had the highest hardness (HV 470) and FC samples showed the lowest one (HV 328).
(5) The minimum wear rate was reported for WQ + aging samples due to the high hardness and the maximum wear rate was obtained for FC samples. There was an enhancement of about 122% in wear property by applying aging after water quenching (WQ + aging) compared with the annealed samples.
References
[1] SHI Z F, GUO H Z, ZHANG J W, YIN J N. Microstructure�Cfracture toughness relations and toughening mechanism of TC21 titanium alloy with lamellar microstructure [J]. Transactions of Nonferrous Metals Society of China, 2018, 28: 2440-2448.
[2] SHAO H, SHAN D, ZHAO Y, GE P, ZENG W. Accordance between fracture toughness and strength difference in TC21 titanium alloy with equiaxed microstructure [J]. Materials Science and Engineering A, 2016, 664: 10-16.
[3] IBRAHIM K M, EL-HAKEEM A M, ELSHAER R N. Microstructure and mechanical properties of cast and heat treated Ti-6.55Al-3.41Mo-1.77Zr alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 3517-3524.
[4] LIN Y C, TANG Y, ZHANG X Y, CHEN C, YANG H, ZHOU K C. Effects of solution temperature and cooling rate on the microstructure and micro-hardness of a hot compressed Ti-6Al-4V alloy [J]. Vacuum, 2019, 159: 191-199.
[5] GEO J, LI M, LIU G, LIU S. Deformation behavior and processing maps during isothermal compression of TC21 alloy [J]. Rare Metals, 2017, 36(2): 86-94.
[6] ZHANG Q, CHEN J, TAN H, LIN X, HUANG W D. Influence of solution treatment on microstructure evaluation of TC21 titanium alloy with near equiaxed �� grains fabricated by laser additive manufacture [J]. Journal of Alloys and Compounds, 2016, 666: 380-386.
[7] BANERJEE D, WILLIAMS J C. Perspectives on titanium science and technology [J]. Acta Materialia, 2013, 61: 844-879.
[8] HUO Z M, ZHAO Y Q, ZENG W D, MAO X N, LEI W G, ZHANG P S. Effect of heat treatment on the microstructure development of TC21 alloy [J]. Rare Metal Materials and Engineering, 2017, 46(8): 2087-2091.
[9] ELSHAER R N, IBRAHIM K M, BARAKAT A F, ABBAS R R. Effect of heat treatment processes on microstructure and mechanical behavior of TC21 titanium alloy [J]. Open Journal of Metals, 2017, 7: 39-57.
[10] TAN C, SUN Q, XIAO L, ZHAO Y, SUN J. Characterization of deformation in primary �� phase and crack initiation and propagation of TC21 alloy using in-situ SEM experiments [J]. Materials Science and Engineering A, 2018, 725: 33-42.
[11] LI D, WANG K, YAN Z, CAO Y, MISRA R, XIN R, LIU Q. Evolution of microstructure and tensile properties during the three-stage heat treatment of TA19 titanium alloy [J]. Materials Science and Engineering A, 2018, 716: 157-164.
[12] TAN C, SUN Q, XIAO L, ZHAO Y, SUN J. Slip transmission behavior across ��/�� interface and strength prediction with a modified rule of mixtures in TC21 titanium alloy [J]. Journal of Alloys and Compounds, 2017, 724: 112-120.
[13] WEN X, WAN M, HUANG C, LEI M. Strength and fracture toughness of TC21 alloy with multi-level lamellar microstructure [J]. Materials Science and Engineering A, 2019, 740-741: 121-129.
[14] WANG Y, KOU H, CHANG H, ZHU Z, SU X, LI J, ZHOU L. Phase transformation in TC21 alloy during continuous heating [J]. Journal of Alloys and Compounds, 2009, 472: 252-256.
[15] WANG K, WU M, YAN Z, LI D, XIN R, LIU Q. Dynamic restoration and deformation heterogeneity during hot deformation of a duplex-structure TC21 titanium alloy [J]. Materials Science and Engineering A, 2018, 712: 440-452.
[16] WEN X, WAN M, HUANG C, TAN Y, LEI M, LIANG Y, CAI X. Effect of microstructural on tensile properties, impact toughness and fracture toughness of TC21 alloy [J]. Materials and Design, 2019, 180: 1-14.
[17] NIE B, CHEN D, ZHAO Z, ZHANG J, MENG Y. Notch effect on the fatigue behavior of a TC21 titanium alloy in very high cycle regime [J]. Applied Sciences, 2018, 8: 1-13.
[18] WANG K, LI M Q. Effects of heat treatment and hot deformation on the secondary �� phase evolution of TC8 titanium alloy [J]. Materials Science and Engineering A, 2014, 613: 209-216.
[19] LI H, LI M, LUO J, WANG K. Microstructure and mechanical properties of heat-treated Ti-5Al-2Sn-2Zr- 4Mo-4Cr [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 2893-2900.
[20] EBIED S M, GEPREEL M A, HAMADA A. Microstructural evolution of two binary ��-titanium alloys during cold deformation [C]//Proceedings of the 7th International Conference on Key Engineering Materials (ICKEM 2017). Penang, Malaysia, 2017.
[21] NIEH J, WU C, CHEN Y, WEI C, LEE S. Effect of cooling rate during solution heat treatment on the microstructure and mechanical properties of SP-700 titanium alloys [J]. Journal of Marine Science and Technology, 2016: 24(2): 99-106.
����κ��ȴ�����TC21�ѺϽ�����֯����ѧ���ܵ�Ӱ��
Ramadan N. ELSHAER1, Khaled M. IBRAHIM2
1. Mechanical Engineering Department, Tabbin Institute for Metallurgical Studies (TIMS), 11918, Cairo, Egypt;
2. Casting Technology Department, Central Metallurgical R&D Institute (CMRDI), 11918, Cairo, Egypt
ժ Ҫ���о�����Ρ���ͬ��ȴ���ʵĹ��ܴ����Լ�ʱЧ������TC21�ѺϽ�(6.5Al-3Mo-1.9Nb-2.2Sn-2.2Zr- 1.5Cr)����֯��Ӳ�Ⱥ�ĥ�����ܵ�Ӱ�졣���˻����������15%(�߶Ƚ���)����������δ�����Ȼ����Ʒ��920 ��C�½���15 min���ܴ������ٷֱ���в�ͬ��ȴ���ʵ�ˮ��(WQ)������(AC)��¯��(FC)�����£������Ʒ��590 ��C��ʱЧ4 h��������֣����ھ����ܴ����������ʱЧ���������Ʒ�������������ж��Φ�Ƭ״����������WQ��ʱЧ������Ʒ��Ӳ����ߣ�ΪHV 470���������ڴ��ڴ�������� ��(69%)����FC��Ʒ��Ӳ����ͣ�ΪHV 328�����ܴ�������ʱЧ���������������������ĥ���ܣ���ˮ���ʱЧ��������������ĥ���ܿɴﵽ�˻�������122%��
�ؼ��ʣ�TC21�ѺϽ𣻱��Σ��ȴ�������ȴ���ʣ�����֯����ѧ���ܣ�ĥ��
(Edited by Wei-ping CHEN)
Corresponding author: Ramadan N. ELSHAER; E-mail: ramadan_elshaer@yahoo.com
DOI: 10.1016/S1003-6326(20)65296-7
Abstract: In the present research work on TC21 titanium alloy (6.5Al-3Mo-1.9Nb-2.2Sn-2.2Zr-1.5Cr), the effects of cold deformation, solution treatment with different cooling rates and then aging on microstructure, hardness and wear property were investigated. A cold deformation at room temperature with 15% reduction in height was applied on annealed samples. The samples were solution-treated at 920 ��C for 15 min followed by different cooling rates of water quenching (WQ), air cooling (AC) and furnace cooling (FC) to room temperature. Finally, the samples were aged at 590 ��C for 4 h. Secondary ��-platelets precipitated in residual ��-phase in the case of solution-treated samples with AC condition and aged ones. The maximum hardness of HV 470 was obtained for WQ + aging condition due to the presence of high amount of residual ��-matrix (69%), while the minimum hardness of HV 328 was reported for FC condition. Aging process after solution treatment can considerably enhance the wear property and this enhancement can reach up to about 122% by applying aging after WQ compared with the annealed samples.
