
���±�ţ�1004-0609(2011)02-0311-07
��ѹ�Ա������Ͻ�ܲij�Һѹ����̵�Ӱ��
�� ��, ��С��, ������, Է����
(��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150001)
ժ Ҫ��
����ʵ�����ֵģ���о�5A02���Ͻ𱡱ڹܲij�Һѹ����ι�������ѹ��ȱ�ݵ�Ӱ����ɣ�������ѹ�������ڲ����塢������估�ں�ֲ���Ӱ�죬��ñں�仯���ɣ�ͨ����ֵģ�������Ӧ��״̬����ʾȱ���γɻ��ơ���������������ѹ�ܽ�������ѹӦ���ľ���ֵ����Сʧ���������ƣ�����ѹ����һ���ٽ�ֵʱ��������ȫ����������ֱ��Ϊ63 mm���ں�Ϊ1 mm��5A02-O���Ͻ�ܲģ�����ѹ�ٽ�ֵΪ2.8 MPa����Һ��Ч�ؼ�С�������̶ȣ�����ѹ�����������̶���С�������ں���������λ���������㣬������ѹ����������ͻ�����Ӧ��������������, �������ں�ȼ���������Ҳ����
�ؼ��ʣ�
��ѹ�����ڹ������Ͻ�����Һѹ����������
��ͼ����ţ�TG394���� ���ױ�־�룺A
Influence of internal pressure on hydro-bending of
thin-walled aluminum alloy tube
SONG Peng, WANG Xiao-song, XU Yong-chao, YUAN Shi-jian
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The influence of internal pressure on faults was investigated for a 5A02 aluminum alloy thin-walled tube in hydro-bending process by experiment and finite element method. The effects of internal pressure on wrinkling on the inner arc, cross-section distortion and wall thickness distribution were analyzed, and the thickness variation regularity was achieved. The mechanism of defect was revealed through stress state given by numerical simulation. The results show that the absolute value of axial compressive stress can be reduced by improving the internal pressure, and the wrinkling tendency declines. The wrinkles can be completely eliminated while the internal pressure reaches a critical value, and the critical value is 2.8 MPa for a 5A02-O aluminum alloy tube with an outer diameter of 63 mm and a wall thickness of 1 mm. The cross-section distortion decreases with the internal pressure increasing. The biggest thickness thinning of the specimen appears at the bottom of the outer arc. The axial stress and hoop stress enhance as the internal pressure rises, and the tendency of thickness thinning on the outer arc increases.
Key words: internal pressure; thin-walled tube; aluminum alloy; hydro-bending; wrinkling
�������Ͻ������ܼ������������պͺ�������������Ź㷺��Ӧ�ã����������������ܼ�������ṹ�������պ����ϵͳ��·��[1-2]������ں�ڹܼ�������(����ȴ���50)�ܼ����������и����������ڲ�ܱڵ����弰�������ں�����������ѵ�ȱ��[3-4]�������ȣ����Ͻ���쳤�ʵ͡����Բ�����������ģ����Ϊ�ֵ�1/3�������������ء���ˣ��������Ͻ�ܼ��������θ������ѡ�
Ϊ������������ȱ�ݣ��ڹ�����������Ϊ֧���dz��õķ����������������ɰ�ӡ��������۵�Ͻ�ȣ�����Щ����ﲻ��װ���ʱ������֧����ѹ���ɿأ���������ɹ����ڲ����ˣ����������ϲ�[5-6]��Ϊ�˽����Щ���⣬LOVRIC[2]�����Һ����������ͨ���ڹ����ڲ�ʩ��һ��ѹ����Һ�������Ϊ֧�ţ���������ͽ���������ƣ������ڶ�ά���������ߺͱ��ڹܼ����������Ρ�
֧����ѹ�dz�Һ�����ؼ����ղ���֮һ���Ե�̼�ֹܲĵ�������Һѹ���о���������Һѹ����ѹ����ȣ��ڲ������������Լ�С����������ѹ������������С��������������[7-8]���Բ����-̼��˫�㸴����ͷ�ij�Һѹ���о������������ѹ�����泤�᳤�ȱ仯�����᳤����߽ϴ��ڲ�ܵĽ������õ���Ч���ƣ��������ѹ���ߣ�����������������[9]��
����Ⱥ���������뾶�ǹܲ���������������ȷ�����տ����Լ��豸ѡ���������Ҫ������������������뾶���ں���һ������ȹܲĵ����������� ��[10]������ѧ�߶Բ�ͬ�����ʱ5A02-O���Ͻ�ܲ�CNC��������������뾶�����о����������Ϊ47ʱ����������뾶�ﵽ1.5[11]���������Ϊ50ʱ����������뾶�ﵽ2[12]����һϵ�гߴ����Ͻ�ܲ�CNC����ʵ�����ݵõ��ľ��鹫ʽ����������Ϊ63ʱ�ļ�����������뾶Ϊ3.26�������о���������������Խ������������뾶��֮�����⣬����Ƚϴ�ʱ�����Ͻ�ܲ�CNC�����������豸���ƣ����Ҽ��׳���������ѡ��ڲ�ʧ�����壬���滮�ۡ��к۵�ȱ��Ҳ���Կ��ƣ����ƹܲĵ��������μ��ޡ�
���֮�£��й����Ͻ�ܲij�Һѹ����о��������١���ѧ��ͨ����5A02-O���Ͻ�ܲĵ�������Һѹ��ʵ���о��ó����������Ϊ63ʱ��������������뾶Ϊ5[13]��ͨ���Ծ����Ϊ63��AlMg3.0Mn���Ͻ�ܲij�Һѹ������ڲ�����ķ������õ��ܲ��ڲ�ͬ��������뾶ʱ����ѹ�ٽ�ֵ������������뾶�ļ�С����ѹ�ٽ�ֵ�������У�����С��������뾶15.79ʱ����ѹ�ٽ�ֵΪ2 MPa[14-15]���������뾶��Сʱ���о���δ��������
�������߲���ʵ�����ֵģ�ⷽ�����Ծ����Ϊ63�ı������Ͻ�ܲij�Һѹ����ν����о����Լ�����������뾶Ϊ1.14��������ѹ�������ڲ����塢������估�ں�ֲ���Ӱ�죬��ʾ��ѹ��ȱ�ݵ�Ӱ����ɡ�
1 �ܲij�Һѹ��ԭ��
ͼ1��ʾΪ�ܲij�Һѹ�����ԭ�������ȴӹܶ˳���Һ�壬�ܷ���γ�һ����ѹ����Ȼ����ģ���н���������������ģ��ѹ�Ĺ��̿��ƹ����ڵ�ѹ��������Һѹ��֧�����ñ�������ͽ�����䣬�ں�ģ�������ѹ�������Σ�ʹ������ģ���Ρ�
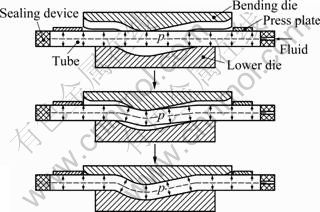
ͼ1 ��Һѹ��ԭ��ʾ��ͼ
Fig.1 Principle of hydro-bending
��������ѹp�������£�ͨ���ܶ��ܷ�װ�ò���һ��������Ӧ���������ڲ�һ����ѹӦ������Ч�ؼ�С�����ڲ����������ơ�����һ�������뾶����ѹ����һ���ٽ�ֵ��������ֵʱ��������ȫ�������ơ�
2 �Լ������
�Լ���״�ͳߴ���ͼ2��ʾ���Լ�����Ϊ�����������״�����Ҳ��Գơ������⾶Ϊ63 mm���ں�Ϊ1 mm�������Ϊ63���м�����������뾶Ϊ2.86�������Ƕ�Ϊ39�㣻��������������뾶��Ϊ1.14�������Ƕȷֱ�Ϊ27���12�㡣���������м���֮���Ϊֱ�Σ�ֱ�γ��ȷֱ�Ϊ25 mm��172 mm��
���ò�Բ���������������̶�R������Ϊ
R=![]() (1)
(1)
ʽ�У�dmaxΪ���泤�᳤�ȣ�dminΪ������᳤�ȣ�d0Ϊ������ʼֱ����
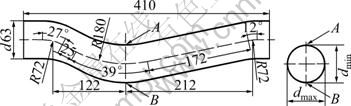
ͼ2 �Լ���״ʾ��ͼ
Fig.2 Schematic diagram of specimen shape (mm)
ʵ���У�ѡȡ�Լ��м����������γߴ�ͱں��ͱں���Ϊ�ڲ��A������B��
ʵ�����ò���Ϊ5A02-O���Ͻ�ܲģ��ٶ�������ѭָ��Ӳ�����ɣ�
![]() (2)
(2)
ʽ�У�![]() Ϊ����Ӧ����
Ϊ����Ӧ����![]() Ϊ��ЧӦ�䣻
Ϊ��ЧӦ�䣻![]() ΪӲ��ָ����KΪǿ��ϵ����
ΪӲ��ָ����KΪǿ��ϵ����
���عܲ�������ȡ��������������Ӣ��INSTRON 5569R�������ܲ�����������е����������飬���n=0.24��K=343 MPa������ǿ��![]() =80 MPa�������쳤��Ϊ14.6%��
=80 MPa�������쳤��Ϊ14.6%��
3 ��ʼ��ѹ��������ѹ����
���ڹ��������ܷ⣬�ڳ�Һѹ���ʼ�Σ������������������൱�ڳ�����ѹ���õķ�ձ���Ͳ����Tresca������ù�����ʼ����ʱ����ѹpsΪ
![]() (3)
(3)
ʽ�У�tΪ�����ں�rΪ�����뾶��
����ʽ(3)���õ����Լ���ʼ��ѹΪ2.54 MPa��
�����Һѹ����ڵ����������������ѹ�����µĻ��ǣ���������Ӧ��״̬��ͼ3��ʾ���ɽǶȦ������IJ��ֿ���������ֱ����ƽ�������Ϳ����һ��ƽ�ⷽ�̣������Ƶ�������Ӧ��![]() �ͻ���Ӧ��
�ͻ���Ӧ��![]() �ֱ�Ϊ
�ֱ�Ϊ
![]() (4)
(4)
![]() (5)
(5)
ʽ�У�pΪ��ѹ��RbΪ�����뾶��![]() Ϊ��������һ�㵽�Գ���ľ��롣
Ϊ��������һ�㵽�Գ���ľ��롣
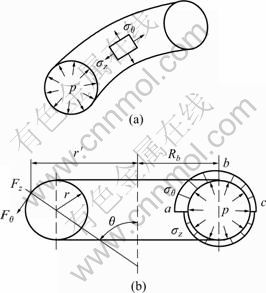
ͼ3 ���ǵ�Ӧ���ֲ�
Fig.3 Stress distribution of toroidal shell: (a) Stress state in bending zone; (b) Stress distribution
��ʽ(4)��(5)�õ��Ļ���Ӧ���ֲ����Կ���������ѹһ��ʱ������Ӧ��![]() Ϊһ����������Ӧ��
Ϊһ����������Ӧ��![]() �����c��ﵽ��Сֵ
�����c��ﵽ��Сֵ![]() ��
��
��Tresca������õ�c���������ѹpcΪ
![]() (6)
(6)
c���������ѹΪ�������ǵ�������ѹ�����Լ��ļ��γߴ磬����ʽ(6)�õ����Լ�������ѹΪ2.74 MPa��
4 ʵ��
Ϊ���о���ѹ��������Ӱ�죬����������ѹ���ۼ��㣬ʵ��ѡȡ��ѹ�ֱ�Ϊ2.2��2.4��2.6��2.8��3.0��3.2 MPa�����ι�������ѹ���ֺ㶨��
ͼ4��ʾΪʵ��õ��IJ�ͬ��ѹ�������ڲ�������������ͼ4���Կ������Լ������Ʋ���λ�������ڲ�Բ������͵㣬����λ�������ڲ�Բ��������ֱ��һ�ࡣ���������Ҳ������м���֮���ֱ�νϳ����Ҳ����������������Ӧ�����Ѵ��ݵ��м����ڲ࣬��������ѹӦ����Ӱ��С������ѹС��2.8 MPaʱ���м����ڲ�Բ��������ֱ��һ�����壻������ѹ���ڻ����2.8 MPaʱ���м����ڲ�Բ����������壬���Ի�úϸ��Լ�����ֵ�Դ�������ֵ��������������ֵδ���Dz���Ӳ��������ѹ���ڻ����3.2 MPaʱ���������������Լ��������Ա��Σ����ֱ���������Լ��ڷ�ģ�洦ѹ���ɱߣ���ͼ5��ʾ��
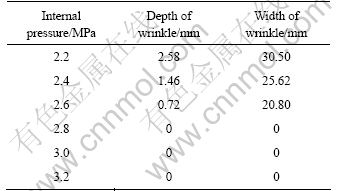
ͼ6��ʾΪ�����ڲ����Ƴߴ����ʾ��ͼ�������������h��ָ����������֮��Ĵ�ֱ���룬����ʵ��õ��IJ�ͬ��ѹ�µ����Ƴߴ硣�ɱ�1���Կ���������d��ָ�������Լ������ˮƽ���롣��1����Ϊ����ѹ���������Ƶ���ȺͿ��Ⱦ���С������ѹ���ڻ����2.8 MPaʱ��������ȫ������
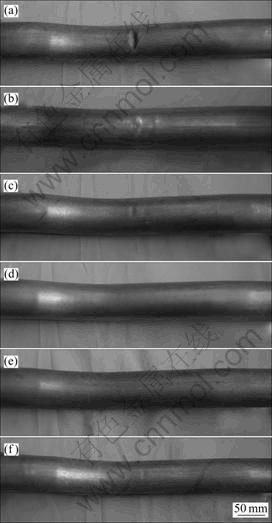
ͼ4 ��ͬ��ѹ�������ڲ��������
Fig.4 Wrinkling on inner arc at different internal pressures: (a) 2.2 MPa; (b) 2.4 MPa; (c) 2.6 MPa; (d) 2.8 MPa; (e) 3.0 MPa; (f) 3.2 MPa

ͼ5 ��ѹΪ3.2 MPaʱ��ģ�洦�ɱ�
Fig.5 Burr along die parting face at internal pressure of 3.2 MPa
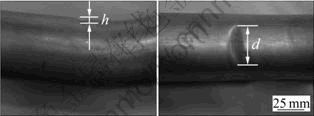
ͼ6 ���Ƴߴ����ʾ��ͼ
Fig.6 Schematic diagram of dimensions of wrinkles
��1 ��ͬ��ѹ�����Ƴߴ��ʵ����
Table 1 Results of wrinkles dimensions at different internal pressures
ͼ7��ʾΪʵ��õ����м���治Բ������ѹ�Ĺ�ϵ����ͼ7���Կ���������ѹ�����������̶���С������ѹ�ﵽ2.8 MPaʱ����Բ�Ƚ�Ϊ1.37%��������Ϊ����ΪԲ�Σ�˵����Һ����Ч�ؼ�С�������̶ȡ�
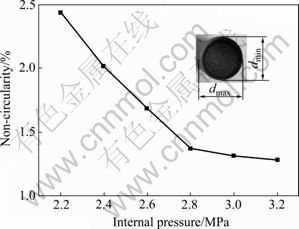
ͼ7 ��Բ������ѹ�Ĺ�ϵ
Fig.7 Relationship between non-circularity and internal pressure
�ں����ѡȡ��ѹ���ڻ����2.8 MPaʱ��3���ϸ��Լ���ͼ8��ʾΪʵ��õ�����ѹΪ2.8 MPaʱ�ĺϸ��Լ������ڲ������������ıں�ֲ���ͼ9��ʾ����ͼ8��9���Կ�����3������ڲ�ں�����ӣ������ں���������ں���������λ���м���������B����С�ں�Ϊ0.893 mm��������Ϊ10.7%��

ͼ8 ��ѹΪ2.8 MPaʱ�ĺϸ��Լ�
Fig.8 Final sample at internal pressure of 2.8 MPa
ͼ9 ��ѹΪ2.8 MPaʱ������ں�ֲ�
Fig.9 Wall thickness distribution along axis at internal pressure of 2.8 MPa
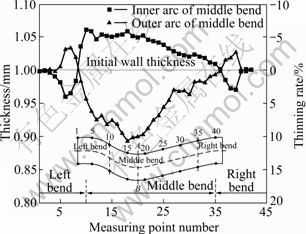
ͼ10��ʾΪʵ��õ�����ѹΪ2.8 MPaʱ�м����Ļ���ں�ֲ�����ͼ10���Կ������ں����ڲ��A������B�����½����ƣ������Բ�����(0��~90��)�ں��������������(A��)Ϊ5.8%�������Բ�����(90��~180��)�ں��������������(B��)Ϊ10.7%��
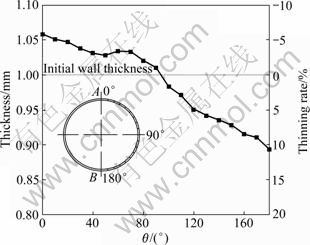
ͼ10 ��ѹΪ2.8 MPaʱ�м����Ļ���ں�ֲ�
Fig.10 Wall thickness distribution of middle cross-section at internal pressure of 2.8 MPa
��ѹ���м������͵�A��B���ں��Ӱ����ͼ11��ʾ����ͼ11���Կ���������ѹ�������ڲ�A����������Ƽ�С����������5.8%��С��3.5%�����B��ļ�����������������10.7%����14.3%���ϸ���ѹ�£����B��ں����Լ������������ѵĿ���������
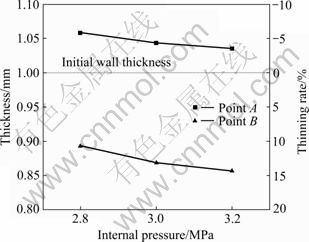
ͼ11 ���͵�ں�����ѹ�Ĺ�ϵ
Fig.11 Relationship between wall thickness at typical points and internal pressure
5 Ӧ��״̬��ȱ���γɻ���
Ϊ�������ȱ���γɻ��ƣ��Գ�Һѹ����ι��̽�������ֵģ�⡣��������Ϊeta/DYNAFORM 5.6�������ΪLS-DYNA 971����ֵģ��ģ����ͼ12��ʾ��ѡ��Barlat����ģ�ͣ�������ѧ���ܲ�����������������ѡȡ����������ΪBT�ǵ�Ԫ��ģ�ߺ�ѹ�廮��Ϊ���Ե�Ԫ��Ħ��ѡ��Coulomb��ʽ��Ħ������ѡȡ0.05����ѹͨ���ع����ڱڵľ���ѹ���߽���������ʩ�ӣ���ѹѡȡ��ʵ����ͬ��
���ι���������ѹ����ĺ���Ӧ����С����Ϊ��
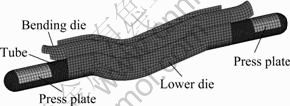
ͼ12 ��ֵģ��ģ��
Fig.12 Numerical simulation model
����Ӧ��״̬�ӽ���ƽ��Ӧ��״̬������ѹΪ2.2 MPaʱ�м����ڲ���ȴ��Ľڵ�������ǰ��Ӧ����ֵ����ѹΪ2.8 MPaʱͬһ�ڵ���ͬһʱ�̵�Ӧ����ֵ���жԱȡ�ͼ13��ʾΪ��ͬ��ѹ����Ƚڵ��Ӧ��״̬����ͼ13���Կ������õ�����ڻ���������������ѹ��״̬������ֵ�Ϸ����˱仯������ѹΪ2.2 MPaʱ������ѹӦ��Ϊ-148.5 MPa��������ѹΪ2.8 MPaʱ������ѹӦ��Ϊ-102.7 MPa������ѹӦ���ľ���ֵ���Խ��͡���ˣ������ѹ�ܽ�������ѹӦ������ֵ����Сʧ���������ƣ���Ч���������ڲ�����IJ�����
ͼ13 ��ͬ��ѹ����Ƚڵ��Ӧ��״̬
Fig.13 Stress state at bottom of wrinkles at different internal pressures: (a) 2.2 MPa; (b) 2.8 MPa
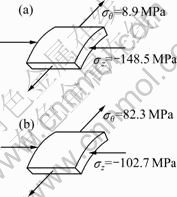
ͼ14��ʾΪ��ѹΪ2.8 MPa��3.2 MPa�����ѹ����Ϊ85%ʱ�����Ӧ��״̬����ͼ14���Կ��������㴦������ͻ���˫����Ӧ��״̬����������Ӧ�����ڻ���Ӧ��������ѹ���������������ϵ���Ӧ�������������ƣ�����������Ӧ��������������ػ������������������
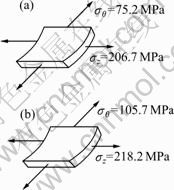
ͼ14 ��ͬ��ѹ�������Ӧ��״̬
Fig.14 Stress state at bottom of outer arc at different internal pressures: (a) 2.8 MPa; (b) 3.2 MPa
6 ����
1) ��ѹ�Գ�Һѹ���������Ӱ�������������ѹ�ܽ�������ѹӦ������ֵ����Сʧ���������ƣ������ڲ����Ƶ���ȺͿ��Ⱦ���С������ѹ����һ���ٽ�ֵʱ��������ȫ������
2) ����ֱ��Ϊ63 mm���ں�Ϊ1 mm��5A02-O���Ͻ�ܲģ�����������뾶Ϊ1.14ʱ����ѹ�ٽ�ֵΪ2.8 MPa��
3) ��Һ����Ч�ؼ�С�������̶ȣ�����ѹ�����������̶���С������ѹΪ2.8 MPaʱ����Բ�Ƚ�Ϊ1.37%��
4) ������ں���������λ���������㣬����ѹ����������ͻ�����Ӧ�������������ƣ��������ں��������������ѹΪ2.8 MPaʱ����С�ں�Ϊ0.893 mm��������Ϊ10.7%��
REFERENCES
[1] SCHUSTER C, LORETZ C, KLASS F, SEIFERT M. Potentials and limits with hydroforming of aluminium alloys[C]// Proceedings of the 4th International Conference on Hydroforming. Fellbach: MAT INFO, 2005: 113-135.
[2] LOVRIC M. Press-bending of thin-walled tubes/Increasing the productivity of internal high pressure forming processes[C]// Proceedings of the 4th International Conference on Hydroforming. Fellbach: MAT INFO, 2005: 365-386.
[3] PEEK R. Wrinkle of tubes in bending from finite strain three-dimensional continuum theory[J]. International Journal of Solids and Structures, 2002, 39: 709-723.
[4] ղ ÷, �� ��, ��־ǿ. �ܲ��������εĹ������о���״����չ����[J]. ��е��ѧ�뼼��, 2004, 23(12): 1509-1514.
ZHAN Mei, YANG He, JIANG Zhi-qiang. State of the art of research on tube bending process[J]. Mechanical Science and Technology, 2004, 23(12): 1509-1514.
[5] VOLLERTSEN F, SPRENGER A, KRRAUS J, ARNET H. Extrusion, channel, and profile bending: A review[J]. Journal of Materials Processing Technology, 1997, 87: 1-27.
[6] �Գ�ϲ. ���۵�Ͻ��ڸ��ӱ�����������е�Ӧ���о�[J]. �������켼��, 2006(2): 15-18.
ZHAO Chang-xi. Application of low melting point alloys to manufacturing of complex thin-walled parts[J]. Aerospace Manufacturing Technology, 2006(2): 15-18.
[7] ������. ���ڹܵij�Һѹ������о�[D]. ������: ��������ҵ��ѧ, 2007.
LIU Ze-yu. Press-bending of the thin-walled tube with internal pressure[D]. Harbin: Harbin Institute of Technology, 2007.
[8] ������, ������, Է����. ��ѹ�Ա��ڹܳ�Һѹ��ʱ��Ӱ��[J]. ���Թ���ѧ��, 2009, 16(4): 35-38.
LIU Ze-yu, TENG Bu-gang, YUAN Shi-jian. Effect of internal pressure on thin-walled tubes bending with internal pressure[J]. Journal of Plasticity Engineering, 2009, 16(4): 35-38.
[9] �����. �����-̼��˫�㸴����ͷ��Һ�����о�[D]. ������: ��������ҵ��ѧ, 2009.
DAI Yu-xin. Research on hydroforming of double-layer cladding elbow composed of stainless steel and low-carbon steel[D]. Harbin: Harbin Institute of Technology, 2009.
[10] SHR Shiuan-guang. Bending of tubes for hydroforming: A state-of-the-art review and analysis[D]. Columbus: The Ohio State University, 1998.
[11] ������, �� ��, ղ ÷, �� ��, �� ��, ���. ���Ͻ��ھ����ڹ���������ʵ���о�[J]. ���Թ���ѧ��, 2007, 14(6): 78-82.
SHEN Shi-jun, YANG He, ZHAN Mei, LI Cheng, LI Heng, LI Hai-feng. Experimental study on large diameter and thin-walled aluminum tube NC bending process[J]. Journal of Plasticity Engineering, 2007, 14(6): 78-82.
[12] ������. ���Ͻ𱡱ڹ�С�����뾶�����������ε�ʵ���о�[D]. ����: ������ҵ��ѧ, 2007.
KOU Yong-le. Experimental research on NC bending with small bending radius of aluminum alloy thin-walled tube[D]. Xi��an: Northwestern Polytechnical University, 2007.
[13] ����ǿ. ���ڹܳ�Һѹ�����ֵģ���ʵ���о�[D]. ������: ��������ҵ��ѧ, 2009.
LI Qiu-qiang. Numerical simulation and experimental research of thin-walled tube press-bending with internal pressure[D]. Harbin: Harbin Institute of Technology, 2009.
[14] LIEWALD M, WAGNER S. State-of-the-art of hydroforming tubes and sheets in Europe[C]//Tube Hydroforming Technology: Proceedings of TUBEHYDRO 2007. Harbin: Harbin Institute of Technology Press, 2007: 19-26.
[15] LIEWALD M. Main research and current developments in hydroforming at the institute for metal forming technology (IFU)[C]//Proceedings of the 5th International Conference on Hydroforming of Sheets, Tubes and Profiles. Fellbach: MAT INFO, 2008: 111-130.
������Ŀ��������Ȼ��ѧ����������Ŀ(50875060)
�ո����ڣ�2010-03-09�������ڣ�2010-06-01
ͨ�����ߣ���С�ɣ������ڣ���ʿ���绰��0451-86415754��E-mail: hitxswang@hit.edu.cn
