

Deformation mechanism at impact test of Al-11% Si alloy processed by equal-channel angular pressing with rotary die
MA Ai-bin(������)1, Y. NISHIDA2, JIANG Jing-hua(������)1, N. SAITO2, I. SHIGEMATSU2, A. WATAZU2
1. Department of Materials Science and Engineering, Hohai University, Nanjing 210098, China;
2. National Institute of Advanced Industrial Science and Technology, Shimoshidami, Moriyama-ku,Nagoya 463-8560, Japan
Received 29 May 2006; accepted 15 September 2006
___________________________________________________________
Abstract:
Al-11%Si (mass fraction) alloy was transformed into a ductile material by equal-channel angular pressing (ECAP) with a rotary die. Two mechanisms at impact test, slip deformation by dislocation motion and grain boundary sliding, were discussed. The ultrafine grains with modified grain boundaries and the high content of fine particles (��1 ?m) were necessary for attaining high absorbed energy. The results contradict the condition of slip deformation by dislocation motion and coincide with that of grain boundary sliding. Many fine zigzag lines like a mosaic were observed on the side surface of the tested specimens. These observed lines may show grain boundaries appeared by the sliding of grains.
Key words:
aluminum alloys; impact test; equal-channel angular pressing(ECAP); microstructures; deformation mechanism; grain boundary sliding;
___________________________________________________________
1 Introduction
Al-Si eutectic alloys are important for industry, especially for automobile industries. However, the low fracture toughness of these alloys limits broader industrial application. The microstructures of these alloys consist of eutectic silicon crystals and aluminum crystals. The silicon crystals have three-dimensionally complex shapes and are very brittle. The low fracture toughness originates in the microstructures of these alloys. To improve the microstructure, some technique, for example, addition of an element like sodium, stibium, strontium, are used in industry. The improvement of toughness, however, is limited and it is believed that the brittle property of those alloys is inherent. To improve the microstructures of alloys, there are several routes such as rapid solidification, heat treatment, plastic deformation. Among them, plastic deformation is an energy efficient process. One of plastic deformation processes is the equal-channel angular pressing(ECAP) that has been proposed recently and has become very popular, because we can give unlimited strain to bulk materials without any dimensional changes[1-5]. To improve the efficiency of the ECAP, we have developed a new ECAP process that uses a rotary die, namely rotary-die equal-channel angular pressing (RD-ECAP)[6-7], by which the billet does not need to be removed from the die and re-inserted into the die for the next pass. We reported that we could attain the high toughness of an Al-11% Si alloy by this RD-ECAP[8]. The mechanism of the high toughness, however, has not yet been made very clear. The purpose of the present work is to discuss the deformation mechanism at Charpy impact test of the Al-11%Si alloy processed by RD-ECAP.
2 Experimental
The Al-11%Si (mass fraction) alloy contains 11.3%Si-1.13%Mg-1.00%Cu-1.10%Ni and 0.277%Fe as impurities (designated as Al-11%Si alloy). The details of the RD-ECAP have been described elsewhere[6]. The RD-ECAP die and the holder were held in an electric furnace and the processes were carried out inside the furnace. The billet size of samples for RD-ECAP was 19.5 mm in diameter and 40 mm in length. The billets were pressed by RD-ECAP for 16 and 32 passes at 623 K and 673 K. Impact toughness test specimens were made from RD-ECAP processed billets by machining along the longitudinal direction. The size of the test specimens was 3 mm?4 mm in cross-section and 34 mm in length, with a U-notch of 1.5 mm in width and 1.5 mm in depth. Six test specimens were made from one billet. A computer-aided instrumented Charpy impact test system was used for measuring the impact toughness of the samples at room temperature. Un-pressed samples of the alloy were also tested for comparison. Optical microscopy was used to observe the microstructures. A JEOL 2010 transmission electron microscope(TEM) and a JEOL JSM�C5200 scanning electron microscope (SEM) were employed for observation of grain boundaries and the polished side surface of impact test specimen near to the fractured surface.
3 Results and discussion
The microstructures of un-pressed and RD-ECAP processed samples observed by optical microscopy are shown in Fig.1. The microstructure of the un-pressed sample, as shown in Fig.1(a), mainly consists of dendritic aluminum primary crystals (white crystal) and eutectic structure (platelet silicon and aluminum). Samples of Figs.1 (b) and (c) were prepared by 16 passes and 32 passes at 623 K, respectively. By pressing, silicon crystals are broken into fine particles and disperse in the aluminum matrix homogeneously. However, many large silicon particles of 1�C5 ?m remain. Fig.2 shows the TEM microstructure of aluminum part in the Al-11% Si alloy processed by RD-ECAP for 32 passes at 623 K. The grain or grain fragment size is estimated to be about 300 nm by the microstructure.
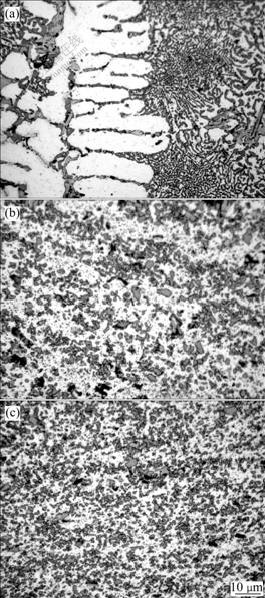
Fig.1 Microstructures of Al-11%Si alloy observed by optical microscopy: (a) Un-pressed; (b) 16 times pressed at 623 K; (c) 32 times pressed at 623 K
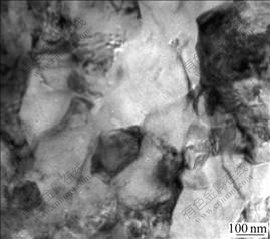
Fig.2 TEM micrograph of aluminum alloy matrix in Al-11%Si alloy processed by RD-ECAP for 32 times at 623 K
The absorbed energies by Charpy impact testing of the Al-11%Si alloy have been reported in our previous paper[8]. The absorbed energies increase with the increase in number of passes and finally reach 10 J/cm2 after 32 passes at 623 K, which is 10 times higher than the value, 0.9 J/cm2, of the un-pressed alloy. Appearances of test specimens are shown in Fig.3. These test specimens of Figs.3(a) and (b) are un-pressed and pressed for 32 passes at 623 K, respectively. The test specimens of the un-pressed sample fracture in a brittle manner. The test specimens without notch, however, deform plastically and do not fracture as shown in Fig.3(b). The un-pressed samples of this alloy are very brittle. However, the absorbed energies of the specimens processed by RD-ECAP are very high. Most of energies are absorbed for plastic deformation of specimens during impact testing as shown in Fig.3. Therefore, it is of importance to reveal the mechanism of the plastic deformation. The microstructure of this alloy consists of primary aluminum crystals, eutectic silicon and aluminum crystals, other intermetallic compounds, CuAl2, Mg2Si, etc, and needle�Clike iron compounds (FeAl3) as impurity. However, aluminum crystals and silicon eutectic crystals should play important roles in the plastic deformation. By RD-ECAP, the shape of silicon crystals simply changes from the networks of platelet eutectic silicon crystals into simple particles. The test specimens of Charpy impact testing are plastically deformed greatly, though the volume fraction of silicon crystals remains unchanged even after RD-ECAP processing and is equal to the volume fraction of the un-pressed sample of this alloy. It is observed by the optical microscopy that when un-pressed samples fracture, fracture cracks advance along eutectic silicon crystal networks[9]. Since silicon crystals are brittle, many silicon crystals are broken during RD-ECAP processing and usually several voids are formed inside or around silicon crystals[9-10]. It is expected that if several voids are present in or around silicon particles, these voids will provide paths for fracture cracks and the specimens will fracture easily. The experimental results, however, are opposite. The absorbed energy of Charpy impact testing increases with increasing number of RD-ECAP passes.
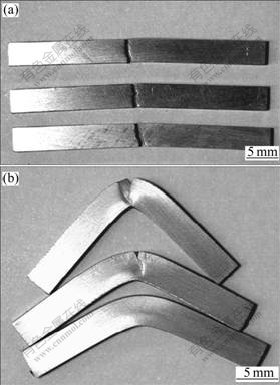
Fig.3 Appearance of test specimens: (a) Un-pressed;(b) Pressed for 32 times at 623 K (These test specimens without a notch deform plastically and do not fracture completely)
We can regard this RD-ECAP processed alloy as an 11% silicon particle dispersed aluminum composite. If an aluminum alloy contains about 10% (volume fraction) ceramic particles, the absorbed energy by Charpy impact testing of the alloy generally decreases to about 1/5 that of matrix alloy[11]. The low fracture toughness and ductility of those composites are attributed to the limited dislocation motion. Coarse Si crystals (1-5 ?m in diameter) are dispersed in RD-ECAP processed samples, as shown in Figs.1(b) and (c). From these microstructures, it is apparent that dislocation movement is extremely restricted and dislocation pile-up will be created around particles. Therefore, large strain could not be obtained by intragranular dislocation motion.
In our previous paper[8], we discussed the improvement of the impact toughness of the Al-11%Si alloy and obtained experimentally the following three important results.
1) The improved impact toughness is related to: (a) the breakage of the large aluminum dendrites and interdendritic networks of eutectic silicon in the first several passes, (b) the modified grain or grain fragment boundaries, (c) ultrafine grains or grain fragments, (d) the content of fine silicon particles (smaller than 1 ?m) and (e) homogenized microstructure resulting from multipass RD-ECAP.
2) The average size of the grains or grain fragments is about 300 nm after RD-ECAP. With an increased number of RD-ECAP passes, beyond about four, the grain or grain fragment size does not clearly decrease.
3) Modified grain boundaries. The results for EBSD (electron backscatter diffraction) show that the fractions of high angle grain boundaries with �ȣ�15? are 65% and 73% for the samples processed by RD-ECAP at 623 K for 8 and 16 passes, respectively.
The contribution of the breakage of large aluminum dendrites and interdendritic networks of eutectic silicon to the improvement of impact toughness has almost completed in the first several passes (about four passes). Therefore, the increase of the impact toughness beyond four passes is based on other mechanisms. The absorbed energy of the sample processed for 32 passes is three times higher than the value of the sample processed for four passes. The results of 2) mentioned above shows that the average size of the grains or grain fragments is not the important reason for the increase of the impact toughness beyond four passes.
The average strain rate at Charpy impact testing is known as about 103 s-1. According to the conventional classification of deformation mechanism[12], the deformation at Charpy impact testing should be the slip deformation by dislocation motion. To make clear the mechanisms, we performed other experiments and have reported in our previous paper[8]. A sample was processed with 16 passes at 623 K by RD-ECAP and then heat-treated at 793 K for 2 h followed by water quenching (solution treatment). By this experiment, aluminum grain growth occurs and the average grain size increases from 300 nm to about 8 ?m. In addition, fine silicon particles (smaller than 1 ?m) disappear and only rough silicon particles (about 5 ?m in diameter) remain. The absorbed energy of this sample falls from 7.2 J/cm2 to 4 J/cm2 by the solution treatment, though the sample with larger grain and no fine silicon particles should be good for dislocation movement. Because grain boundaries and fine silicon particles should be barriers to dislocation motion. Since the impact testing of this solution treated sample was carried out at room temperature immediately after the heat treatment, the precipitation of fine particles before impact testing can be negligible.
As mentioned in the previous result[8], the high angle grain boundaries after RD-ECAP processing should contribute to the plasticity of Charpy impact test specimens, though the high angle grain boundary is a barrier to dislocation motion. Conclusively, ultrafine grains with high angle grain boundaries and the large content of fine silicon particles (smaller than 1 ?m) are necessary for attaining large plastic deformation of impact test specimens. This conclusion contradicts the condition of the slip deformation by dislocation motion. These experimental results remind us of another mechanism, namely, the grain boundary sliding(GBS) and coincide with the condition of GBS. If GBS is dominant in the plastic deformation of present impact test specimens, the ductility can be explained reasonably. GBS, however, has been observed only in superplastic deformation[12] and creep at low strain rates and at high temperatures (above 0.4TM), where TM is the melting point. As for researches on GBS of ultrafine-grained materials, computer simulation of GBS at the atomic level is prominent using molecular-dynamics[13-14] or the Monte Carlo[15], due to the difficulty of experimental technique.
We made an attempt to observe GBS at room temperature in the impact test specimens of the Al-11%Si alloy processed by RD-ECAP. We used impact test specimens having polished side surfaces. The side surface images of the tested specimen observed by scanning electron microscopy are shown in Fig.4, which was RD-ECAP processed 32 passes at 673 K. The side surface images of an un-pressed specimen are also shown in Fig.5 for a comparison. Fig.4(a) shows the appearance of the test specimen. Figs.4(b) and (c) are images of a near and a distant locations from the fracture surface as marked in Fig.4(a).
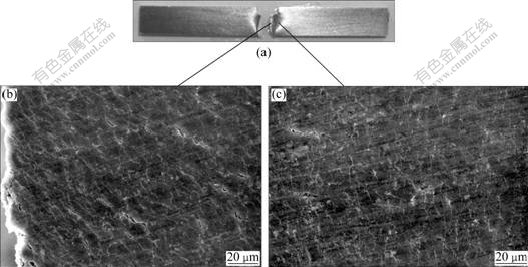
Fig.4 SEM images of side surface of samples after room temperature impact test, showing grain boundaries appearing on side surface of impact test specimen processed by RD-ECAP for 32 times at 673 K: (a) Appearance of impact test specimen; (b) Place near fracture surface; (c) Distant place from fracture surface
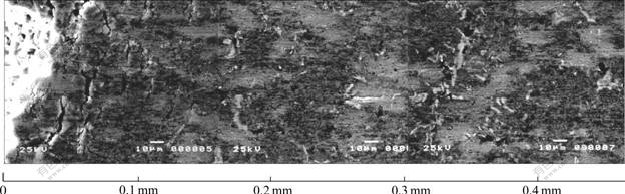
Fig.5 SEM images showing some big cracks on side surface only appeared near fracture surface of impact test specimen of un-pressed sample
As shown in Fig.5, there are many big cracks in the specimen near the fracture surface of the un-pressed sample. The images show that the sample is very brittle. On the contrary, many fine lines are observed in both Figs.4(b) and (c). There are few spaces, like cracks in Fig.5, between these fine lines. Aluminum crystal has four slip planes and 12 slip systems. If these lines are slip lines by dislocation movement, usually several parallel lines should appear and they will be more straight lines. In addition, each line is composed of several finer lines, namely, lamellae slip band. Most of the observed lines, however, are very fine single zigzag lines and not straight lines. These lines are closed ones like a mosaic. Therefore, these lines may be grain boundaries. In addition, these fine lines are not cracks, because the fracture surface of this sample shows a typical ductile characteristic with many small dimples as shown in Fig.6. This result may show that as each grain has different migration distance in the perpendicular direction to the side surface, the slipped grain boundaries appear clearly and we can observe the fine grain boundaries. In the location near to the fracture surface, as shown in Fig.4(b), most of fine zigzag lines observed clearly are parallel to the strain direction. Several small spaces between these lines are also observed in the same image. As most of the spaces are parallel to the strain direction, these spaces may be formed during impact deformation when accommodation for stress relief at grain boundaries does not work well. Many fine lines parallel to the strain direction are also observed in Fig.4(c). There are, however, few small spaces between lines. This result may show that accommodation works well in this region, because strain is not so large in this region as in the region of Fig.4(b).
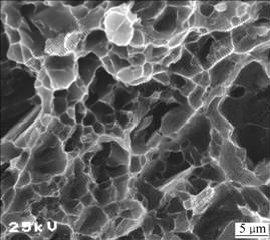
Fig.6 Typical ductile fracture surface of Al-11%Si alloy processed by RD-ECAP at 673 K for 32 times
In this RD-ECAP processed sample, coarse Si crystals coexist with fine aluminum grains. Since the grain boundary diffusion of Si during impact deformation will be negligible, aluminum atoms and grains should play an important role in the grain boundary accommodation. The average aluminum grain size (matrix) of the RD-ECAP processed sample is about 300 nm, as shown in Fig.2. This aluminum grain size is much smaller than grains observed in Fig.4. This may imply that several grains move cooperatively making a group and the relative sliding distances between them are very small, which was predicted by simulation in nanocrystalline structure[12]. Therefore, clearly observed fine lines appear to be the grain boundaries slipped for long distances.
One of typical low toughness materials is metal matrix composite. The low toughness limits its industrial application. The absorbed energies of the un-pressed sample used for this work are as low as those of composite materials. The value, however, increases greatly with the increase in number of RD-ECAP passes.
4 Conclusions
The slip deformation by dislocation motion and the grain boundary sliding were discussed as the deformation mechanism of Charpy impact test specimen of an Al-11%Si alloy pressed for 32 passes by RD-ECAP and it was tried to observe the deformation phenomena. The ultrafine grain with high angle grain boundaries and the high content of fine silicon particles (smaller than 1 ?m) are necessary for attaining high absorbed energy at Charpy impact testing. These experimental results contradict the condition of the slip deformation by dislocation motion and coincide with that of grain boundary sliding. Many fine zigzag lines like a mosaic are observed on the side surface of the Charpy impact tested specimens of the alloy pressed for 32 passes by RD-ECAP. These observed lines may show grain boundaries appeared by the sliding of grains.
References
[1] SEGAL V M. Materials processing by simple shear [J]. Mater Sci Eng A, 1995, 197: 157-164.
[2] LANGDON T G, FURUKAWA M, NEMOTO M, HORITA Z. Using equal-channel angular pressing for refining grain size [J]. JOM, 2000, 52: 30-33.
[3] STOICA G M, LIAW P K. Progress in equal-channel angular processing [J]. JOM, 2001, 53: 36-40.
[4] LIU Z, LIANG G, WANG WANG E, WANG Z. Effect of equal-channel angular pressing on structure of Al alloy 2024 [J]. Trans Nonferrous Met Soc China, 1997, 7(2): 160-162.
[5] WANG L Z, WANG J T, GUO C, CHEN J D. Observation of macroscopic shear band in aluminum-based alloy during equal-channel angular pressing [J]. Trans Nonferrous Met Soc China, 2004, 14(5): 957-960.
[6] NISHIDA Y, ARIMA H, KIM J C, ANDO T. Rotary-die equal-channel angular pressing of an Al-7mass%Mg alloy [J]. Scripta Mater, 2001, 45: 261-266.
[7] MA A B, NISHIDA Y, SUZUKI K, SHIGEMATUS I, SAITO N. Characteristics of plastic deformation by rotary-die equal-channel angular pressing [J]. Scripta Mater, 2005, 52: 433-437.
[8] MA A B, SUZUKI K, NISHIDA Y, SAITO N, SHIGEMATSU I, TAKAGI M, IWATA H, WATAZU A, IMURA T. Impact toughness of an ultrafine-grained Al-11mass%Si alloy processed by rotary-die equal-channel angular pressing [J]. Acta Mater, 2005, 53: 211-220.
[9] MA A B, SAITO N, TAKAGI M, NISHIDA Y, SUZUKI K, SHIGEMATSU I, IWATA H, WATAZU A. Effect of severe plastic deformation on tensile properties of a cast Al-11mass%Si alloy [J]. Mater Sci Eng A, 2005, 395: 70-76.
[10] MA A B, SUZUKI K, SAITO N, NISHIDA Y, TAKAGI M, SHIGEMATSU I, IWATA H. Impact toughness of an ingot hypereutectic Al-23mass%Si alloy improved by rotary-die equal-channel angular pressing [J]. Mater Sci Eng A, 2005, 399: 181-189.
[11] KOBAYASHI T, NIINOMI M. Fracture toughness and fatigue characteristics of aluminium casting alloy [J]. J Japan Inst Light Metals, 1991, 41: 398-405.
[12] NIEH T G, WADSWORTH J, SHERBY O D. Superplasticity in Metals and Ceramics [M]. Cambridge: Cambridge University Press, 1997: 183.
[13] VAN SWYGENHOVEN H, SPACZER M, FARKAS D, CARO A. Role of grain size and the presence of low and high angle grain boundaries in the deformation mechanism of nanophase Ni: A molecular dynamics computer simulation [J]. Nanostructured Materials, 1999, 12(1): 323-326.
[14] VAN SWYGENHOVEN H. Plastic deformation in metals with nanosized grains: Atomistic simulations and experiments [J]. Mater Sci Forum, 2004, 447/448: 3-10.
[15] BALLO P, SLUGEN V. Grain boundary sliding and migration in coppor: the effect of vacancies [J]. Computational Materials Science, 2005, 33(4): 491-498.
_______________________
Corresponding author: MA Ai-bin; Tel/Fax: +86-25-83787239; E-mail: aibin-ma@hhu.edu.cn; aibin_ma@yahoo.com
