
���±��: 1004-0609(2006)02-0213-06
�����۸�-��������Ϸ���ȡTiNi-TiN�ݶȲ���
����ǿ, �Ŵ��
(����������ѧ ��е����ѧԺ, ���� 510641)
ժ Ҫ��
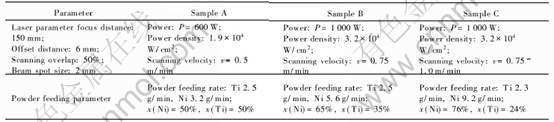
�������۸��뼤����浪������������ȡTiNi-TiN�ݶȲ��ϡ� �����Ƚ�������ͬ���ͷ�����ϵͳ, �ֱ�Ti�� Ni��ĩ��һ���������뼤���ۻ���, �ڷ�ĩ�ۻ������з���Ti�� Ni����ºϳɷ�Ӧ, ԭλ�ϳ�һ����ȵ�TiNi�����仯�����۸���, Ȼ��ԭλ�ϳɵ��۸����ڸ��������н��м��������, �����γ�һ����ɫ��TiN�� ���ù�ѧ������ɨ��羵�۲����۸�����֯, ���������۸��㼰������ĺ�� �� �Բ�ͬ���ղ�����õ��۸�����X���������ǽ������������, ���Ե����������۸����������Ӳ�ȷֲ�����, �ó��˽Ϻõ���ȡTiNi-TiN�ݶȲ��ϵĹ��ղ���Ϊ: �����600 W, ɨ���ٶ�0.5m/min, ���ͷ���2.5g/min; ���ͷ���3.2g/min��
�ؼ���: TiN-TiNi�ݶȲ���; �����۸�; ԭλ�ϳ�; �����
��ͼ�����: TG113 ���ױ�ʶ��: A
Synthesis of TiNi-TiN gradient coating by hybrid method of
laser cladding and laser nitriding
YANG Yong-qiang, ZHANG Cui-hong
(Institute of Mechanical Engineering,
South China University of Technology, Guangzhou 510641, China)
Abstract: Laser cladding, together with laser nitriding was used to in-situ synthesize TiNi-TiN gradient coating on the pure nickel substrate. During the cladding process, Ti and Ni powders react with each other and in-situ synthesized a cladding layer composed of Ti, Ni intermetallic compounds. Then, laser nitrding was carried out in nitrogen-rich atmosphere. A golden yellow TiN layer forms on the cladding surface. Microscopy and scaning electron microscopy were used to investigate the microstructure of the cladding layer. The thickness of TiN layer and the clad layer were measured respectively. X-ray diffractometry was used for phase identification. Also the microhardness profile of the cladding layer was tested with Vicker hardness tester. The optimum process parameters were obtained: laser power 600W; scanning velocity 0.5m/min; Ti powder feeding rate 2.5g/min; Ni powder feeding rate 3.2g/min.
Key words: TiN-TiNi gradient material; laser cladding; in-situ synthesis; laser nitriding layer
��Ħ���ȵ������Ͻ�����������״���䡢 �����Ժ���������, Ŀǰ�Ѿ��㷺��Ӧ���ں��캽��ҵ�ĸ����㲿���Լ���е��ҵ�ĸ������������� ����, �����Ͻ�����, �������õ����������Լ��ϵ͵������ɱ���, ʹ���Ϊһ�����������ҽѧ����[1-3]�� ������Աһֱ��̽���µ��Ʊ������Ͻ�ķ���, ���������Ӳ�����ӱ�����ĥ�ԡ� ��ʴ�Ե�ͬʱ���������Ͻ���������������[4-6]�� �����۸���һ����ӱ�ı��洦������, �ڼ����۸�������, ������Ϊ��Դ�ۻ�������ĩ���շ���ѧ��Ӧ, ԭλ�γ�һ���۸��㡣 ���ڼ��ȼ���ȴ�ٶȶ��dz���, ���Կ˷�ƽ������ѧ�ᾧ��������ȱ�ݴӶ����Ʋ�������[7-10]�� ���ü����۸�����ԭλ�ϳ������Ͻ�Ŀǰ��δ������������ ������浪������Ҳ��һ�ֽ��������ֵIJ��ϱ�����Լ���, ��������߲��ϱ������ĥ����ʴ�ԡ� ��һЩ�����Ͻ�������ҽ�����������γ�һ��TiN������Ч�ķ�ֹ�������ӵ���ɢ[11]�� ���������⽫������浪�������뼤���۸������ิ��, �����ü����۸�ԭλ�ϳ�TiNi�����仯�����۸���, �����м���������Ի��TiNi-TiN�ݶȲ���, �ﵽ���Ʋ��ϱ������ܵ�Ŀ��, ͬʱҲΪ�ϳ������Ͻ��ṩһ���µĹ��շ�����
1 ʵ��
1.1 �����۸�����
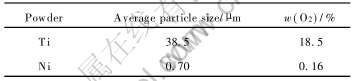
�۸���������ʹ�õļ�������3kW HAAS Nd: YAG����������, ���Ⲩ��Ϊ1.064��m�� ����ͬ���ͷ�װ��ϵͳ�����ͼ1��ʾ�� ����1��˫Ͳ�ͷ����� 2����ĩ��������һ������ͬ��������ɡ� ʵ���û���Ϊ5mm��Ĵ�Ni��, ʵ��ǰ��ȥ�ͼ���ദ��, ����������ع���̨��, ������3�������ƶ�, ��ʵ��Ҫ����ڡ� ʵ������ʹ�õ�������ĩ����ָ�����ڱ�1��

ͼ1 ����ͬ������ϵͳ
Fig.1 Powder feeding system with six-hole coaxial nozzle
��1 Ti��Ni��ĩ�Ĺ��
Table 1 Specification of titanium and nickel powder
�����۸�ʱ, Ti�� Ni��ĩ��˫Ͳ�ͷ����ֱ�һ�������ͳ�, �پ�����������·�ֳ���·, �������д���ͬ��������л��, ��Ϸ�ĩ��״������뼤��������, �ڼ��������»�Ϸ�ĩ�ۻ��γ��۳�, �ڴ��ڼ�Ti�� Ni��ĩ����ȼ�պϳɷ�Ӧԭλ�������������仯��� Ϊ��߷�ĩ��������, ��������ĸ߶�, ʹ�����״��ĩ����ǡ���뼤������ù���غ�, ��ߴ�СΪ2mm, ��ͼ2�е�ʾ��ͼ��ʾ�� ͨ�������ͷ������������ͬ�ᱣ������, ���ͷ�ϵͳ�����ȶ��� ������ ��һ�����ͷ���ȷ�Ľ���ĩ�ͽ��۳ء� �۸���֮��Ĵ����Ϊ50%�� ��2����Ϊʵ����õĹ��ղ����� ʵ����ѡȡ�˼��鹤�ղ���, �Ա��ڶԲ�ͬ�����������۸������֯�ṹ�����ܽ��бȽ�, ��ý�Ϊ������۸�����֯���Ϻõ��۸����ա� ���� A�� B�� C��Ni��Ħ�������ֱ�Ϊ50%�� 65%��76%��
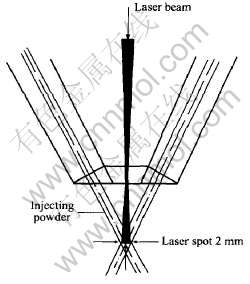
ͼ2 �������ĩ����ʾ��ͼ
Fig.2 Schematic diagram of interaction between laser and powders
1.2 ���������
���������ʱ, ��Ȼʹ��ͬ���ļ�����������ͬ�������ͷ�ϵͳ, ʵ������е�����ͬ�����촵�뼤��������, ���ɸ������ա� ��������ʱ���õļ����Ϊ1.5kW, ���ù��ֱ��2mm, ����ɨ���ٶ�Ϊ0.5m/s�� Ϊ��֤���������������ȳ̶�, ÿ������ɨ����Ĵ����Ϊ80%��
1.3 ��������
�������и���������뼤�����÷���ƽ�еķ����и�ӹ��ɽ����Լ�, ���ʵ���ʴ֮��ͨ����
��2 ��ع��ղ���
Table 2 Ralevant process parameters
ѧ�����۲�������۸��������֯���۸���ĺ�ȡ� ʹ��Philips X Pert MPD��X���������Ƕ��۸������X��������(XRD)����ȷ��������������, ����ͭ�С� K������, ɨ���ٶ�Ϊ2(��)/min, ɨ�跶ΧΪ10��~90�㡣 ͨ����������dֵ��JCPDS��Ƭ ��Եķ���������������� ����ά��Ӳ�Ȼ����������۸����Ӳ��, �غ�0.98N, ����ʱ��15s�� ����LEO1530VP�ͳ�����ɨ��羵��һ���۲���������֯�ṹ����������TiN�����ò�����, �����丽����INCA300������ɫɢ���Ƿ�����������ɷ֡�
2 ��������
2.1 �۸��������֯
ͼ3��ʾΪ����������۸��������֯�� ���Կ���, �۸��������Ľ�Ͻ�Ϊ����, Ϊұ���ϡ� �ڼ����۸�����ʱ, �۸�����Ҫͨ�������뼤��ɨ������۸�����ϱ�����ɢ��, ���ڼ��������ܶȼ���, �۸���ͻ�����γɽϴ���¶��ݶ�, ���̹����о�������֦������̬�������ĸ���������ӷ�ʽ������ ����������A����֦����������Ϊ���ԡ� ����������A�۸���ĺ��ԼΪ0.65~0.95mm�� ����B�� C�۸�����ԼΪ1.0~1.2mm��
����Ti-Ni�Ͻ��Ԫ��ͼ(ͼ5)[12]��֪,Ti�� Ni����3�ֽ����仯����, �ֱ�ΪTi2Ni�� TiN��TiNi3�� ͼ4��ʾΪ����A�� B�� C�۸����X���������ס�
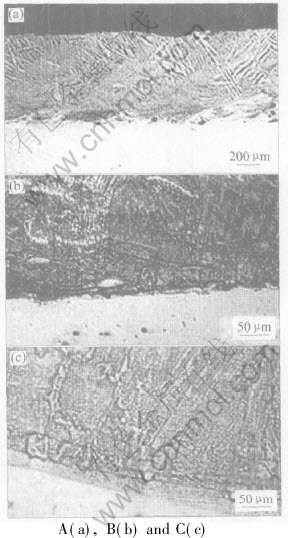
ͼ3 ��ͬ�����۸��������֯
Fig.3 Microsructures of cladding layers of sample
X��������������, �۸�������Ti�� Ni�����仯�����, ��Ni��, û�д�Ti�塣 ��������۸�������Ti��ĩ�Ѿ���ȫ��Ni�۷�Ӧ, ����֯�����۸�����֯��������, ������ұ��ȱ�ݡ� ���ڻ�ۺ��۸��������ں̵ܶ�ʱ������ɵ�, ���������۸����л��л�۲��ȵ�����, ����Ti�� Ni�ɷֵIJ�����
X���߷����������(ͼ4(a)), ����A���۸�������Ҫ����B2��(������̬��TiNi������������), ������ΪB19����(������̬��TiNi������������)�� TiNi3��ʹ�Ni�ࡣ ���۸������������Ti����Ni�۷����˳�ֵķ�Ӧԭλ�ϳ�TiNi����������, ������ȴ�ٶȿ�, ��TiNi����B2���״̬����������, ��������Ͻ���ͼ(ͼ5)��������֯��֪(ͼ3(a)), ��ɫ�ִ���״��֯Ӧ
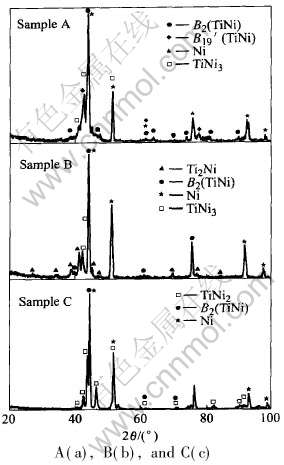
ͼ4 ��ͬ�����۸����X����������
Fig.4 XRD patterns of cladding layers of samples
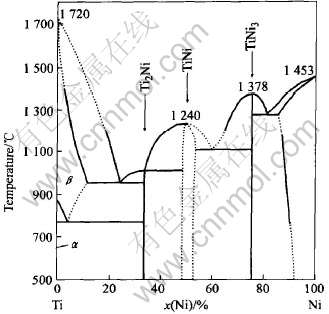
ͼ5 Ti-Ni��Ԫ�Ͻ���ͼ
Fig.5 Phase diagram of Ti-Ni alloy
Ϊԭ����TiNi������������(B2��), ��ɫ��״��֮��Һ�ɫ����ΪTiNi3�� ��Ni��������������B19�䡣 TiNi3����γ�������ijЩ�ֲ�������Ni�����ɵġ�
����B���۸�������TiNi������������(B2��)�ʹ�Ni��Ϊ��Ҫ��, ��X������������ʾ(ͼ4(b))�� ��������Ti2Ni��TiNi3�ࡣ �����۸�����, Ni��Ħ������Ϊ65%, ��������Ͻ��Ԫ��ͼ(ͼ5)��������֯(ͼ3(b)), ����B����ṹӦΪ: �Һ�ɫ��֦״�IJ���ΪTiNi(B2)+TiNi3�Ĺ�����, �ڼ�����Ŵ�Ni�ࡣ �ڻ�۲��ȵĸ�Ti���ϳ���Ti2Ni��, ����ΧӦΪ��Ni�ࡣ ͬʱ����ɨ�輤��ʽϸ�, �۸����̵��¶���Ӧ���һЩ, ������Niԭ����ɢѸ��, Ҳ���γ�Niԭ�ӵ�ƫ��, ʹ���۸�����Ni�ຬ���ϸߡ�
����X��������������, ����C�۸����е���Ҫ��ΪTiNi����������(��B2�����̬)����Ni�ࡣ ����C��Ni��Ħ�������ߴ�76%, ����ʺ�ɨ���ٶȾ��������, �����۸���������������Ͻ��Ԫ��ͼ(ͼ5)������֯(ͼ3(c)), ��֯����TiNi(B2)+TiNi3�Ĺ�����, ԭλ�ϳɵ�TiNi�����仯����(��B2��), �����������仯�������Χ����֦�����Ǿ����ۻ��ᾧ�Ĵ�Ni�ࡣ
��ͼ3�ɼ�, �۸�������һЩԲ�����Ĵ��ڡ� �������ڿ�����ȴ�����������ݳ�����[13]�� ͨ���⼸���۸����ս�����Կ���, �ڼ����۸�������, �ڼ����������յ���, �����ͷ����仯�ϴ�, ��Ti�� Ni��ĩ֮�䷢���˳�ֵĻ�ѧ��Ӧ, ����ԭλ�ϳ��˲�ͬ��Ti�� Niϵ�����仯��� ����Ti�� Ni��ķ�Ӧ���Ƿ��ȷ�Ӧ, ��Ӧ�ų���������������ά�ַ�Ӧ������������, ���Բ�����Ҫ̫��ļ����������롣 ��ʵ����, ���ߵļ���ʻᵼ�����Ƶij��֡� ����ɨ���ٶ��뼤����ʵ�����DZ�֤�۸��������Ĺؼ��� X������������������, �ڲ�ͬ�ɷֵ��۸����ж��д�Ni��Ĵ���, ��Ni��Ĵ���ʹ���۸��������Ni������Ȼ, ͬʱ�����г�������������������������Ĵ���, �۸��������֮���γ����õ�ұ���ϡ�
2.2 �����������ò
����A�������۸����۸������Ҫ��Ϊ��Ħ���ȵ�TiNi�����仯����, ���иóɷֵ������Ͻ����ܱȽ�����, ���������ڸ������������ü�����е�������, �������ı����γ���һ����ɫ��TiN, ���ԼΪ0.4~0.65��m, ������TiNi-TiN�ݶȲ���, ��ͼ6��ʾ�� ͼ�б��������ΪTiN�㡣 Ϊ��һ��ȷ�������, �����˵�������, �����ͼ7��ʾ��
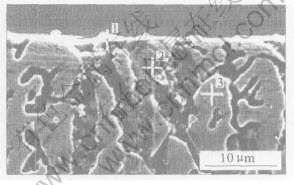
ͼ6 ����A��TiN-TiNi�ݶȲ��SEM��ò
Fig.6 SEM morphology of TiNi-TiN gradient layer of sample A
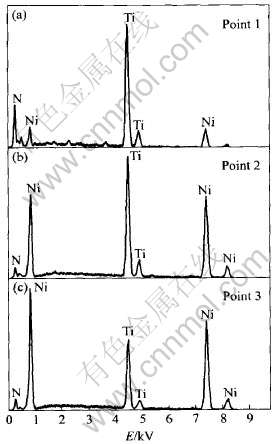
ͼ7 ����A��ͼ6��ʾ�ĵ�1�� 2�� 3��������
Fig.7 Energy spectrum patterns of points 1, 2 and 3 shown in Fig.6 of sample A
��1��N�� Ti�� NiԪ�����, ������λ�ú�Ԫ�غ���, ��Ҫ��ΪTiN, ����ΪTiNi, TiNi3��Ni�� TiN���γ�������Ti��N�Ľ����ԶԶ����Ni��N�Ľ����, Ti��Nԭ�Ӹ�����Ϸ�����Ӧ[14, 15]�� ��2�͵�3���������������, �۸���������ΪTiNi�� Ni��TiNi3, ��X��������������� ���ڵ�2�͵�3�������Ͻ�, �ڵ���������, Nԭ��������ɢ, �����ڵ�2�͵�3���������ж�������NԪ�ط塣
2.3 ����A�۸������Ӳ�ȷֲ�
�γ��ݶȲ��ϵ�����Ӳ�ȷֲ���ͼ8��ʾ�� �۸���ƽ��Ӳ��ΪHV550�� ����������[8], ������B2���Ӳ��ΪHV200~350, ������B19���Ӳ�Ƚ�ΪHV180~200, ˵���۸����Ӳ�ȵõ��˺ܴ�����, ����Ӳ�ȷֲ������˵��Ϊ����, �������۸�����Ӳ�ȷֲ���HV490~610��Χ�ڡ� �۸���ĸ�Ӳ��Ӧ�鹦����������ԭ��: һ�����۸����б����˴����İ�����B2��, ������B2��Ӳ�Ƚϸߡ� ����Ti�Ļ�ѧ���ʽ�Ϊ����, ���۸��л�����ʧ, �Ӷ�ʹ��Ni�ĺ������۸�����ƫ��, �����˰�����B2��������B19��ת����¶�, ��������Ҫ���Ǹ�����B2; ��һ����������ȴ�ٶȿ�, �н϶� Niԭ�ӹ������˰�����B2���γɹ����Ͱ�����, �Ӷ�ʹ�۸�����֯Ӳ����ߡ� һ����˵, ���ϵ�Ӳ�ȸ�, ����ĥ����Ӧ�ؾ�Ҫ��һЩ, ���Ը��۸������ĥ�Ի��кܴ���ơ� �����γɵ�TiN��������˱������ʴ��, ͬʱҲ����߱������ĥ�ԡ� ���ʵ�黹�ڽ����С�
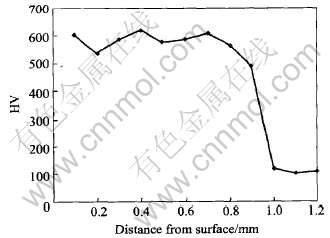
ͼ8 ����A�۸�����Ӳ�ȵķֲ�
Fig.8 Microhardness profile of cladding layer of sample A
3 ����
1) ͨ����������, ���Ի�ý���Ħ���ȵ�TiNi(B2)�����仯������۸���, ��ѹ��ղ���Ϊ: P=600W; v=0.5m/min; �ͷ���: Ti 2.5g/min, Ni 3.2g/min; ����Ħ������Ϊ50%��
2) �۸���Ӳ�Ƚϸ�, ���������ĥ�ԡ� �ڼ����۸�������, ͨ�������ͷ���, ���Ի�ò�ͬ�ɷֵ�Ti�� Niϵ�����仯���ﲢ��ͨ�������ͷ����������ϳɵĻ�����ĺ�����������п���, Ϊ�����۸��������ṩָ����
3) ������������۸���ı�������һ����ɫ��TiN, �ֲ�����, ���۸������ι������TiNi-TiN�ݶȲ���, ����������߱�����ʴ�Ի�����߱�����ʴ�ԡ�
REFERENCES
[1]Mori J C, Serra P, Martinez E, et al. Surface treatment of titanium by Nd: YAGlaser irradiation in the presence of nitrogen[J]. Appl Phys A, 1999, 69(S): S699-S702.
[2]Carpene E, Shinn M, Schaaf P. Synthesis of highly oriented TiNx coatings by free-electron laser processing of titanium in nitrogen gas[J]. Appl Phys A, 2004, 10: 1007/s3399-004-3113-0.
[3]������, ��־��, ����. TiNi��״����Ͻ������塢 ��Ĥ�Ͷ������Ʊ�[J]. �ȼӹ�����, 2001(3): 41-46.
SUN Shi-qing, GUO Zhi-meng, YIN Sheng. Fabrication processes of dense-article, thin-film and porosint of TiNi shape memory alloy[J]. Technique of Heat Treatment, 2001(3): 41-46.
[4]Bendahan M, Seguin J L, Lollman D, at el. New type of schottky barriers using NiTi shape memory alloy films[J]. Thin Solid Films, 1997, 294(1-2): 61-66.
[5]Jardine A P, Field Y, Herman H, at el. Processing and properties of arc-sprayed shape memory effect NiTi[J]. Scripta Metallurgica et Materialsia, 1990, 24(12): 2391-2396.
[6]Richman R H, Rao A S, Kung D. Cavitation erosion of NiTi explosively welded to steel[J]. Wear, 1995, 181-183: 80-85.
[7]Chol J, Choudhuri S K, Mazumder J. Role of preheating and specific energy input on the evolution of microstructure and wear properties of laser clad Fe-Cr-C-W alloys[J]. Journal of Materials Science, 2000, 35: 3213-3219.
[8]���, ���»�. ��״����Ͻ���Ӧ��[M]. �Ϸ�: �й���ѧ������ѧ������, 1993.
YANG Jie, WU Yue-hua. Shape Memory Alloy and Its Application[M]. Hefei: Press of University of Science and Technology of China, 1993.
[9]����, ����, ������, ��. ͬ���ͷۼ����۸��ķ�ĩ�ֲ��ܶ�[J]. �й���ɫ����ѧ��, 1991, 7(2): 136-139.
HU Xiang, CHEN Zhen-hua, ZHU Bei-di, et al. Average density in laser cladding processing with a powder injector[J]. The Chinese Journal of Nonferrous Metals, 1991, 7(2): 136-139.
[10]������, �ش���, �����, ��. Ӧ��ϡ���������۸������Ʊ��ܻ��Ͻ��ݶ�Ϳ��[J]. �й���ɫ����ѧ��, 2002, 12(4): 653-657.
SHANG Li-juan, HE Chun-lin, CAI Qing-kui, et al. Formation of gradient coating of Cobased alloy with rare earth by laser cladding[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 653-657..
[11]Gyorgy E, Pino A P D, Serra P, et al. Depth profiling characterization of the surface layer obtained by pulsed Nd: YAG laser irradiation of titanium in nitrogen[J]. Surface and Coatings Technology, 2003, 173: 265-270.
[12]Kaieda Y. Fabrication of composition-controlled TiNi shape memory wire using combustion synthesis process and the influence of Ni content on phase transformation behavior[J]. Science and Technology of Advanced Materials, 2003, 4: 239-246.
[13]Yang Y Q, Man H C. Microstructure evolution of laser clad layers of W-C-Co alloy powders[J]. Surface and Coatings Technology, 2000, 132: 130-136.
[14]Wu S K, Lin H C, Lee C Y. Gas nitriding of an equiatomic TiNi shape-memory alloy(part ��): Nitriding parameters and microstructure characterization[J]. Surface and Coatings Technology, 1999, 113: 17-24.
[15]Wu S K, Lin H C, Lee C Y. Gas nitriding of an equiatomic TiNi shape memory alloy ��: Hardness, wear and shape memory ability[J]. Surface and Coatings Technology, 1999, 113: 13-16.
(�༭�°���)
������Ŀ: �㶫ʡ��Ȼ��ѧ����������Ŀ(031448); ��������ѧ�ع���Ա������������������Ŀ
�ո�����: 2005-07-06; ������: 2005-09-25
�����: ����ǿ(1961-), ��, ����, ��ʿ
ͨѶ����: ����ǿ, ����; �绰: 13430256374; E-mail: meyqyang@scut.edu.cn
