
���±�ţ�1004-0609(2011)04-0888-06
�����������ѹ�Ƴ��ι��̵�Ӧ����Ӧ��������������
֣��˳1��������1����Զ��1����ѡ��2
(1. ���ϴ�ѧ ��ѧ��ѧ����㼼��ѧԺ����ɳ 410083��
2. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
���ڸ���ѹ�Ƴ��εĹ���ԭ�����Խ���������ι����еĸ�Ӧ���ʡ�ճ��ЧӦ��Ӳ���������������½��ı������Խ��з������������Ե��ɡ����Ե��ɺ�Ӧ����Maxwell��Ԫ�������ɸ��Ϸ�����ճ�����壬����������ѹ�ƹ����н�������ĸ�Ӧ���ʺ�ճ��ЧӦ�������������Ե��ɵ��α�ָ����ΪӦ��ĺ��������α�ָ����ѹ�ƹ����еı仯��������������Ӳ���������������½��ı������������������������ѹ�Ƴ��εı�����ϵ���ֱ������ԡ����κ����κ����������α�ָ����������Ӧ��Ӧ����Ӧ�����ߡ�����������������ı������������������������ѹ�Ƴ��εı������ԡ�
�ؼ��ʣ�
����ѹ�Ƴ�������Ӧ�������ӹ�Ӳ����Ӧ����Ӧ��������
��ͼ����ţ�TF12���� ���ױ�־�룺A
Characteristics analysis of stress��strain curves of metal powers during high velocity compaction process
ZHENG Zhou-shun1, XU Qin-wu1, ZHU Yuan-peng1, QU Xuan-hui2
(1. School of Mathematical Science and Computing Technology, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, University of Science and Technology Beijing,Beijing 100083, China)
Abstract: Based on the mechanism of high velocity compaction, the deformation characteristics of metal powder during the forming process were analyzed, which include high strain rate, viscous effect and first increasing then decreasing characteristics of hardening velocity. The non-linear spring, linear spring and high strain rate Maxwell element were combined to form a composite nonlinear viscoelastic body, which was used to describe the high strain rate and viscous effect of metal powders. The deformation index of the term of nonlinear spring was viewed as a function with respect to strain, and the change of deformation index was used to describe the first increasing then decreasing characteristics of hardening velocity of powder in high velocity compaction. The constitutive relation of metal powder in high velocity compaction was established. The deformation function was approximated to deformation index by linear, quadratic and cubic polynomial and the corresponding stress��strain curves were analyzed respectively. The results indicate that the deformation characteristics of metal powder in high velocity compaction can be described by the constitutive equation.
Key words: high velocity compaction; high strain rate; work hardening; stress��train curve
2001�꣬������������ĩ���ϻ��ϣ����Hoaganas AB��˾��SKOGLUND[1]���һ�ָ���ѹ��(High velocity compaction��HVC)������HVC��������ѹ��ѹ��Ϊ600~1 000 MPa��ѹ���ٶ�Ϊ2~30 m/s�������¶Է�����и��ܴ����������������ģ����ѹ��֮��Ĵ�����Ӧ��������ʽ����[2]��HVC ����ͻ���˷�ĩұ��ľ����ԣ��Ǵ�ͳ��ĩѹ�Ƴ��μ���һ�ּ���ʽ���ӵĽ��[3-4]��Ŀǰ��������Ըü������о���Ҫ����������[5-8]������ַ�[9]���ۺ���[10-11]��ͭ ��[12]�ȵ�ʵ���о����Ը���ѹ�Ƴ��ι����еij������������ٶȡ������ܶȼ����Ժ�Ч��֮������ϵ���о�����[13]��
Ϊ�����̷�ĩѹ�Ƴ��ε�������ڣ�������Ƴɱ��������Ե��Դ������������ģ���ֶ�ȡ ��[13-14]�������������ѹ�ƹ��̵ı��������ǶԸ���ѹ�Ƴ��ι��̽�����ֵģ�����������о��Ĺؼ�������Է�ĩ����ѹ�Ƴ��α����������о���Ҫ������kawakita����ѹ�Ʒ��̣�SETHI��[15]���ڸ�kawakita�������̶Ը���ѹ�Ƴ����봫ͳѹ�Ƴ��ν��бȽϡ������Ե�[16]�Ƶ�ͨ��ѹ�Ʒ��̡���Щѹ�Ʒ��̸��������ܶ���ѹ��ѹ���Ĺ�ϵ����δ������ѹ�ƹ����з�ĩӦ����Ӧ�����ߵ����������������ڽ��������ڸ���ѹ�ƹ����о��и�Ӧ���ʡ�ճ�Ժ�Ӳ���������������½��������������������������ѹ�Ʊ��������ı�����ϵ��������ӦӦ����Ӧ�����ߵ�����������Ϊ�������ѹ�Ƶ���ֵģ�⡢ʵ���ʵ��Ӧ���ṩ�������ݡ�
1 ����ѹ�Ƴ��η���ı�������
HVC�Ļ���ԭ����ͼ1��ʾ����0.02 s�����һ�ζԽ�������ĸ���ѹ�ƣ����������Ӧ�������ڸ�Ӧ���ʡ��ڸ���ѹ�ƹ����У�Ӧ�����Ĵ������������ݸ���������ʹ���������������������Ҫ�Գ���ͱ��η�ʽ�������ܻ��������������ξ���ճ���������ԡ�������ѹ��ʱ�ı��γ̶�ԶԶ���ڽ����ںĻ����ʱ�ı��γ̶ȣ���ʱ��Ȼ�з���ļӹ�Ӳ������Ӳ������������������Ӧ����Ӧ���ϵӦ��ij�ַ����Ե���������[17]���ӹ�Ӳ������������Ӧ����Ӧ���ϵ����ѧ�ϱ���ΪӦ����Ӧ��Ķ���������0[18]�������ŷ��������ܶȵ����ӣ�����ı�������Ҳ����½�����ʱ����ı�����Ϊ�ӽ������Ե����壬����Ӧ����Ӧ���ϵӦ��Ҫ����Ϊ���Ե�����������������ͷ���Ӧ�����ij��������Լ�����������Ħ�����������Ļ��ۣ���������߽�������²����ӣ��������Ⱥ��Χ�������ӣ�ѹ����һ����ʵ�����·�����ּӹ�Ӳ�������½�����Ӳ�������½���Ӧ����Ӧ���ϵ����ѧ�ϱ���ΪӦ����Ӧ��Ķ�����С��0[17]������������������������[19]���֣��ڸ���ѹ�Ƶ�˲�䣬ѹ���¶�Ѹ����������߿ɴ�210 �棻��ж���غɺ��¶ȼ����½���Ȼ�����������¡����黹���֣�һ������Ϊ18.5 g������ѹ������7 m/s��ѹ���ٶ��£������¶ȿɴ�62 �棬�ڿ����Ӵ����¶ȿɴ�1 000 ��[20]����Ҳ˵������ѹ�ƹ��̻����Ӳ�������½������ɴ˿ɼ������������ڸ���ѹ�ƹ����о��и�Ӧ���ʡ�ճ�Ժ�Ӳ���������������½��ı���������
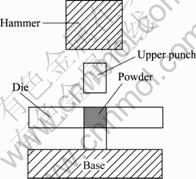
ͼ1 HVC�Ļ���ԭ��
Fig.1 Basic principle of HVC
2 �����������ѹ�Ƴ���Ӧ����Ӧ���ϵ�Ľ���
���ڽ��������ڸ���ѹ�ƹ����л�����ӹ�Ӳ���������������½���������Ӧ����Ӧ���ϵӦ��ij�ַ����Ե�������������ķ����Ե�������ͼ2��ʾ����Ӧ����Ӧ���ϵ����[21]
![]() (1)
(1)
ʽ�У�![]() ���š�E0��m�ֱ��ʾӦ����Ӧ�䡢����ģ����Ӳ��ָ������m��1ʱ�������Ե������Ӳ������m��1ʱ�������Ե��������������
���š�E0��m�ֱ��ʾӦ����Ӧ�䡢����ģ����Ӳ��ָ������m��1ʱ�������Ե������Ӳ������m��1ʱ�������Ե��������������
ʵ����ϵһ������ȷ������Թ���Ȼ����Ϊ���ӷ����Թ��ɣ��ڱ�������(1)�У���m��1ʱ������ ���� 1�����Ӧ��![]() ֵ��С������������ϵһ������ȷ������Թ��ɵ�������������ϵ�����ֱ��ι��ɿ���ͼ3��ʾ����һ�����Ե�����һ�������Ե����岢������ɵķ����Ե���������������Ӧ����Ӧ���ϵ����
ֵ��С������������ϵһ������ȷ������Թ��ɵ�������������ϵ�����ֱ��ι��ɿ���ͼ3��ʾ����һ�����Ե�����һ�������Ե����岢������ɵķ����Ե���������������Ӧ����Ӧ���ϵ����
![]() (2)
(2)
��m��1���� ���� 1ʱ�������Ե���������ú�С�����Ե�������Ҫ���ã���ʱ��������(2)�������Թ��ɡ����ַ����Ե�������Ϊ���ڶ��ʵ�ʲ��ϱȽϽӽ�[20]����m��1����������(2)�ܹ���������ѹ�Ƴ���

ͼ2 �����Ե�����ģ��
Fig.2 Model of nonlinear elastic body
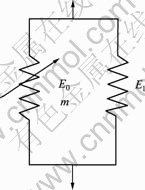
ͼ3 ���Ϸ����Ե�����ģ��
Fig.3 Model of composite nonlinear elastic body
����ӹ�Ӳ�����������ı������������䲻�������������ѹ�Ƴ����и�Ӧ���ʡ�ճ�Ժ�Ӳ�������½��ı������ԡ��ڸ���ѹ�Ƴ����У����ǵ������Ӧ���ʺ�ճ��ЧӦ�����ã���ͼ3�в���һ����Ӧ����Maxwell��Ԫ������������ĸ�Ӧ���ʺ�ճ��ЧӦ���ԣ�����ɵIJ�����Ԫ�ṹ��Ϊ���Ϸ�����ճ������ģ�ͣ���ͼ4��ʾ��
�踴�Ϸ�����ճ������������Ӧ��![]() ���ú�����Ӧ��Ϊ�ţ������Ե���Ԫ����Ӧ��Ϊ
���ú�����Ӧ��Ϊ�ţ������Ե���Ԫ����Ӧ��Ϊ![]() ��Ӧ��Ϊ��0�����Ե���Ԫ����Ӧ��Ϊ
��Ӧ��Ϊ��0�����Ե���Ԫ����Ӧ��Ϊ![]() ��Ӧ��Ϊ��1����Ӧ����MaxwellԪ����Ӧ��Ϊ
��Ӧ��Ϊ��1����Ӧ����MaxwellԪ����Ӧ��Ϊ![]() ��Ӧ��Ϊ��2�����ǣ��Ը��Ϸ�����ճ�����壬��
��Ӧ��Ϊ��2�����ǣ��Ը��Ϸ�����ճ�����壬��
![]() ��
��![]()
![]() ��
��![]()
�Է����Ե���Ԫ������
![]() (3)
(3)
![]() (4)
(4)
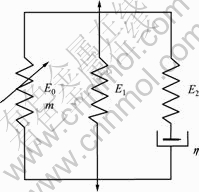
ͼ4 ���Ϸ�����ճ������ģ��
Fig.4 Model of composite nonliear viscoelastic body
�����Ե���Ԫ������
![]() (5)
(5)
![]() (6)
(6)
�Ը�ƵMaxwellԪ������
![]()
![]() (7)
(7)
ʽ�У�![]() ����ϵ����
����ϵ����
��ʽ(3)~(6)����ʽ(7)�У������ɳ�ʱ��![]() ���ɵò�����Ԫ�ṹ�ı�����ϵ��
���ɵò�����Ԫ�ṹ�ı�����ϵ��
![]()
�˱�����ϵ�ɱ�ʾΪ������ʽ��
![]() (8)
(8)
���Ϸ�����ճ������ģ�͵ı�������(8)����������ѹ�Ƴ��ν�������ӹ�Ӳ��ЧӦ����Ӧ���ʺ�ճ��ЧӦ�ı������������ǣ��ñ������̲����������������Ļ��۵��·�����ֵ�Ӳ�������½�������Ϊ����ѹ�Ƴ����з������Ӳ���������������½��ı������ԣ����Ա�������(8)�е�Ӳ��ָ��m������ѹ�ƹ����в���һ��������mӦ���ŷ���Ӧ��ŵĸı���仯�����ڱ�������(8)�е������
![]()
ֻ��ʱ��t�йأ�����Ӧ����أ����ɱ�������(8)�ɵ�
![]() (9)
(9)
�ɼ�����m��1ʱ����������(8)�����ӹ�Ӳ����������������m��1ʱ����������(8) ����Ӳ�������½������ݽ�����ĩ�ڸ���ѹ�Ƴ��ι��̻����Ӳ���������������½��ı���������mӦ���ŷ���Ӧ��ŵĸı�Ӵ���1�仯��С��1��mΪӦ��ŵĺ���m(��)����֮Ϊ�α亯�������ǣ��ɱ�������(8)�ý����������ѹ�Ƴ��εı�������Ϊ
![]() (10)
(10)
ʽ�У�E0��E1��E2�ͦ�Ϊ���ϲ�����������ʵ�ʲ�����ϵȷ����ͨ������£��������ԡ����κ����κ��������ƺ���m(��)��
3 �����������ѹ�Ƴ���Ӧ����Ӧ��������������
ͨ���ɽ�Ӧ����![]() ��Ϊ����������ʽ(10)�ɵñ�������Ϊ
��Ϊ����������ʽ(10)�ɵñ�������Ϊ
![]() (11)
(11)
������ʽ(11)�зֱ�m(��)ȡΪ���ԡ����κ����κ������۷��������������ѹ�Ƴ���Ӧ����Ӧ�����ߡ�
��m(��)Ϊ���Ժ�����������(11)��Ϊ
![]() (12)
(12)
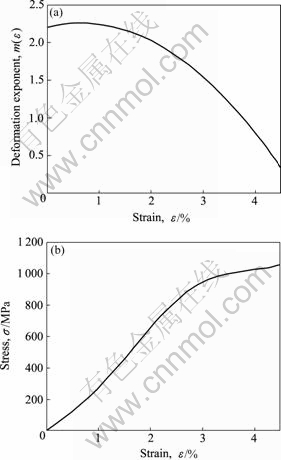
��������(12)�и�����ȡֵ���1���У������������ѹ�Ƴ���Ӧ����Ӧ��������ͼ5��ʾ��
��m(��)Ϊ���κ�����������(11)��Ϊ
![]() (13)
(13)
��1 ��������(12)�и�����ȡֵ
Table 1 Parameters values of constitutive equation (12)

ͼ5 һ�κ���m(��)��Ӧ����Ӧ��Ĺ�ϵ
Fig.5 Relationships between linear function m(��)(a), stress(b) and strain
��������(13)�и�����ȡֵ���2���У������������ѹ�Ƴ���Ӧ����Ӧ��������ͼ6��ʾ��
��2 ��������(13)�и�����ȡֵ
Table 2 Parameters values of constitutive equation (13)
��m(��)Ϊ���κ�����������(11)��Ϊ
![]() (14)
(14)
��������(14)�и�����ȡֵ���3���У������������ѹ�Ƴ���Ӧ����Ӧ��������ͼ7��ʾ�����Կ�������m(��)Ϊ���κ���ʱ����������(14)�Ѿ��dz����ӣ���a��b��c��d 4�����������������α�������
ͼ 6 ���κ���m(��)��Ӧ����Ӧ��Ĺ�ϵ
Fig.6 Relationships between quadratic function m(��)(a), stress(b) and strain
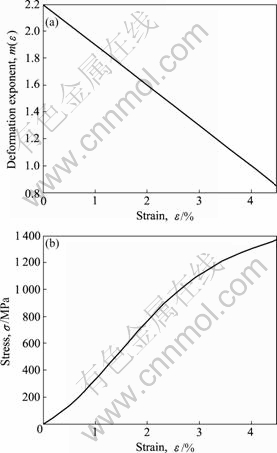
��ͼ5~7���Կ��������α亯��m(��)������Ӧ��ŵ������ɴ���1�仯��С��1�������£����۱�������(10)��m(��)Ϊ���ԡ����κ����κ�����Ӧ����Ӧ�����߾����ִ��°��仯���ϰ��Ĺ��̣���Ӧ����Ӧ��Ķ������ɴ���0�仯��С��0���Ӷ�Ӧ����Ӧ�����ߺܺõ����������ڸ���ѹ�Ƴ��ι�����Ӳ���������������½��ı������������ڱ�������(10)�л�������Ӧ���ʺ����ЧӦ�����ˣ���������(10)�����˽�����ĩ�ڸ���ѹ�Ƴ����и�Ӧ���ʡ�ճ�Ժ�Ӳ���������������½��ı���������
��3 ��������(12)�и�����ȡֵ
Table 3 Parameters values of constitutive equation (14)

ͼ7 ���κ���m(��)��Ӧ����Ӧ��Ĺ�ϵ
Fig.7 Relationships between cubic function m(��)(a), stress(b) and strain
4 ����
1) �ɷ����Ե��ɡ����Ե��ɺ�Ӧ����Maxwell��Ԫ���߲�����ɵĸ��Ϸ�����ճ�����������������HVC�����Ӧ���ʡ�ճ��ЧӦ������
2) �����������з����Ե�������α�ָ��m��ΪӦ��ŵĺ���m(��)����m(��)��Ӧ��ŵ������ɴ���1�仯��С��1���Ժܺõ�����HVC�����з���Ӳ���������������½��ı����������ɴ˹����ܹ���������ĸ�Ӧ���ʡ�ճ��ЧӦ��Ӳ���������������½����������Ľ����������ѹ�Ƴ��εı�����ϵ��
3) ֻҪm(��)��Ӧ��ŵ������ɴ���1�仯��С��1���������ı������̾��ܺܺõ�����HVC�����з����Ӧ���ʡ�ճ��ЧӦ��Ӳ���������������½��ı���������
REFERENCES
[1] SKOGLUND P. High density PM components by high velocity compaction[C]// 2001 International Conference on Power Transmission Components. Ypsilanti: MPIE, 2001: 16-17.
[2] �� ��, ������, �� ��, �� ϼ, �� ��, ����. ��ĩұ�����ѹ�Ƴ��μ���[J]. ��ĩұ��ҵ, 2005, 15(6): 41-45.
CHI Yue, GUO Shi-ju, MENG Fei, YANG Xia, ZHANG Heng, LIAN Yu-dong. High velocity compaction in powder metallurgy[J]. Powder Metallurgy Industry, 2005, 15(6): 41-45.
[3] RICHARD F. HVC punches PM to new mass production limits[J]. Metal Powder Report, 2002, 57(9): 26-30.
[4] ORBANRL. New research directions in powder metallurgy[J]. Romaian Reports in Physics, 2004, 56(3): 505-516.
[5] BARENDVANDEN B, CHRISTER F, TOMAS L. Industrial implementation of high velocity compaction for improved properties[J]. Powder Metallurgy, 2006, 49(2): 107-109.
[6] JONS��N P, HAGGBLAD H A, TROIVEL, FURUB ERG J, ALLROTH S, SKOGLUND P. Green body behavior of high velocity pressed metal powder[J]. Materials Science Forum, 2007, 534/536: 289-292.
[7] ������, ��ѡ��, ������, ������. ���۵ĸ���ѹ�Ƴ���[J]. �����о�ѧ��, 2008, 22(6): 589-592.
WANG Jian-zhong, QU Xuan-hui, YIN Hai-qing, ZHOU Sheng-yu. High velocity compaction of ferrous powder[J]. Chinese Journal of Materials Research, 2008, 22(6): 589-592.
[8] WANG J Z, QU X H, YIN H Q, YI M J, YUAN X J. High velocity compaction of ferrous powder[J]. Powder Technology, 2009, 192(1): 131-136.
[9] ASLUND C. High velocity compaction of stainless steel gas atomized power[C]// HERBERT D, RAIMUND R. Proceedings of Euro PM 2004 Conference. Shrewsbury, UK: EPMA, 2004: 533-564.
[10] BRUSKA A, BENGT S, LEIF K. Development of a high- velocity compaction process for polymer powders[J]. Polymer Testing, 2005, 24(4): 909-919.
[11] JAUFFR?SA O, VIGIERA L G, DOR? F. Microstructural origin of physical and mechanical properties of ultra high molecular weight polyethylene processed by high velocity compaction[J]. Polymer, 2007, 48(21): 6374-6383.
[12] ������, ��ѡ��, ������, ������, ������. ���ͭ�۸���ѹ�Ƴ���[J]. �й���ɫ����ѧ��, 2008, 18(8): 1498-1503.
WANG Jian-zhong, QU Xuan-hui, YIN Hai-qing, ZHOU Sheng-yu, YI Ming-jun. High velocity compaction of electrolytic copper powder[J]. The Chinese Journal of Nonferrous Metals,2008, 18(8): 1498-1503.
[13] ������, ������, ��ѡ��. ��ĩұ�����ѹ�Ƽ������о���չ[J]. ���ϵ���, 2007, 21(7): 79-81.
ZHOU Sheng-yu, YIN Hai-qing, QU Xuan-hui. Research status of high velocity compaction in powder metallugy[J]. Materials Review, 2007, 21(7): 79-81.
[14] HAGGBLAD H A, HOCKAUF M, ERIKSSON M. Simulation of high velocity compaction of powder in a rubber mould with characterization of silicone rubber and titanium powder using a modified split Hopkinson set-up[J]. Powder Technology, 2005, 154: 33-42.
[15] SETHI G, HAUCK E, GERMAN R M. High velocity compaction compared with conventional compaction[J]. Materials Science and Technology, 2006, 22(8): 955-959.
[16] ������, �� ��, �� ��, �� ϼ. ��ĩұ�����ѹ�Ƴ��ε�ѹ�Ʒ���[J]. ��ĩұ����Ͽ�ѧ�빤��, 2006, 11(1): 24-27.
GUO Shi-ju, CHI Yue, MENG Fei, YANG Xia. Compaction equation for high velocity compact shaping of powder metallurgy[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(1): 24-27.
[17] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2004.
HUANG Pei-yun. The principle of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 2004.
[18] ������. Ӧ��������[M]. �ڶ���. ����: ������ҵ������, 2005.
WANG Li-li. Foundation of stress waves[M]. 2nd ed. Beijing: National Defence Industry Press, 2005.
[19] �������������������� �� ��, �������������� �� ��, ������������ �� ��. The temperature changes of metal powder during high velocity compaction[J]. Powder Metallurgy, 1983(1): 5-7.
[20] ���������� �� ��, CA����EH���� A B, �������������� �� ��. The experience of industry application for high velocity compaction of metal powder[J]. Powder Metallurgy, 2000(9): 108-115.
[21] ������, ��չ��, ����. ��ĩұ������������¼���[M]. ��ɳ: ���Ϲ�ҵ��ѧ����, 1995.
HUANG Pei-yun, JIN Zhan-peng, CHEN Zhen-hua. Basic theory and new technology of powder metallurgy[M]. Changsha: Central South University of Technology Press, 1995.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2011CB606306)��������Ȼ��ѧ����������Ŀ(50874123)�����ϴ�ѧ�о����������¹�����Ŀ(2009ssxt114)
�ո����ڣ�2010-04-23�������ڣ�2010-07-29
ͨ�����ߣ�֣��˳�����ڣ���ʿ���绰��0731-88660172��E-mail: zszheng@mail.csu.edu.cn
[2] �� ��, ������, �� ��, �� ϼ, �� ��, ����. ��ĩұ�����ѹ�Ƴ��μ���[J]. ��ĩұ��ҵ, 2005, 15(6): 41-45.
[7] ������, ��ѡ��, ������, ������. ���۵ĸ���ѹ�Ƴ���[J]. �����о�ѧ��, 2008, 22(6): 589-592.
[13] ������, ������, ��ѡ��. ��ĩұ�����ѹ�Ƽ������о���չ[J]. ���ϵ���, 2007, 21(7): 79-81.
[17] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2004.
[18] ������. Ӧ��������[M]. �ڶ���. ����: ������ҵ������, 2005.
[21] ������, ��չ��, ����. ��ĩұ������������¼���[M]. ��ɳ: ���Ϲ�ҵ��ѧ����, 1995.
