
Trans. Nonferrous Met. Soc. China 25(2015) 1419-1426
Preparation of semi-solid A380 aluminum alloy slurry by serpentine channel
Zhi-yong LIU, Wei-min MAO, Wei-pan WANG, Zhi-kai ZHENG
School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China
Received 13 July 2014; accepted 20 October 2014
Abstract:
The semi-solid slurry of A380 aluminum alloy was prepared by the serpentine channel. The effects of pouring temperature, curve number and curve diameter of the serpentine channel on the microstructure of the semi-solid A380 aluminum alloy slurry were investigated. The results show that the satisfactory semi-solid A380 aluminum alloy slurry could be obtained when the pouring temperature ranged from 630 to 650 ��C. Under the same conditions, increasing the curve number or reducing the curve diameter of the serpentine channel would decrease the average diameter and increase the shape factor of the primary ��(Al) grains. The ��self-stirring�� of the alloy melt in the serpentine channel was beneficial to the ripening of the dendrites and the spheroidizing of the primary ��(Al) grains.
Key words:
A380 aluminum alloy; semi-solid slurry; serpentine channel; primary ��(Al);
1 Introduction
The preparation of the semi-solid metal (SSM) slurry is the key technology for semi-solid metal forming [1-3], and how to prepare the SSM slurry with spherical grains becomes an important subject for researchers all over the world. To obtain this type of grains, strong convection or shearing is often applied during the solidification of the alloy melt to inhibit the growth of the dendrites, such as mechanical stirring [4,5], electromagnetic stirring [6,7] and gas induced semi- solid [8]. However, these methods usually have complicated operating process and high production cost. Recently, several novel preparation methods of SSM slurry have been developed. These preparation methods include the new rheocasting (NRC) [9,10], vertical pipe [11], vertical bending pouring channel [12], inverted cone pouring channel [13,14] and vibrating wavelike sloping plate processes [15,16]. The methods above do not require additional equipment, and their operation processes are simple and efficient, so they have broad application prospect. And these methods without exception adopt the low superheat alloy melt to obtain the desired semisolid slurry in the condition of neither mechanical stirring nor electromagnetic stirring. The basic ideas of these preparation methods are ��controlling nucleation and inhibiting dendrites growth�� and ��prompting the initial solidification nucleation��.
Based on the above basic ideas of controlling nucleation and inhibiting dendrites growth, the serpentine channel pouring (SCP) process is invented. Compared with the methods mentioned above, the SCP process has two advantages. On one hand, the serpentine channels have strong heat absorption capacity, therefore, the inner wall of the serpentine channel possesses the sharp chilling effect, which acts as heterogeneous nucleation substrate at the same time. A large number of crystal nuclei can be generated at the initial solidification because of the chilling effect and the heterogeneous nucleation caused by the serpentine channel. The increasing of the primary ��(Al) nuclei can effectively inhibit the growth of the dendrites. On the other hand, although this method has not additional mechanical stirring and electromagnetic stirring, when the alloy melt flows through the closed and curved serpentine channel, the direction of the alloy melt changes several times in the field of gravity, so the alloy melt has the function of the self-stirring. Under the function of the self-stirring, the temperature gradient and the concentration gradient of the alloy melt decrease in the serpentine channel, so more primary ��(Al) nuclei can be left. Meanwhile, with the ��self-stirring�� of the alloy melt, the primary ��(Al) grains gradually evolve into spherical grains.
2 Experimental
2.1 Materials and equipment
The commercial A380 aluminum alloy was adopted, whose chemical compositions (mass fraction, %) are Si 7.83, Cu 3.2, Fe ��0.21, Zn ��0.01, Mg ��0.02, Mn ��0.46, Pb ��0.01, Sn ��0.01 and Al balanced. The liquidus and the solidus temperatures of this alloy melt are 525 ��C and 596 ��C, respectively, which are tested by differential scanning calorimetric (DSC) method.
The A380 aluminum alloy was put in the graphite clay crucible and melted by crucible resistance furnace. The semi-solid slurry was obtained after the liquid aluminum alloy flowed through the serpentine channel which was composed of two symmetrical graphite blocks. Semi-solid slurry was collected by stainless steel collective crucible under the serpentine channel. The schematic of the SCP equipment and the slurry preparation process is shown in Fig. 1. The temperatures of the liquid aluminum alloy, semi-solid slurry and the inner wall of the serpentine channel were measured by the Ni-Cr/Ni-Si thermocouple. The temperature accuracy was ��1 ��C.
2.2 Methods
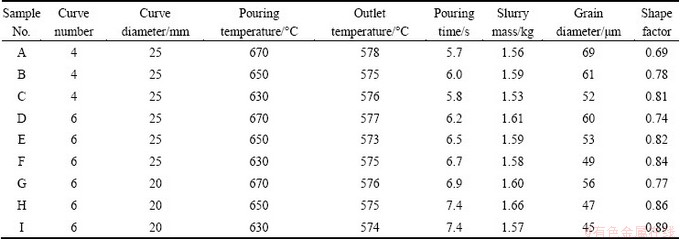
Firstly, the A380 aluminum alloy was melted at the temperature ranging from 700 ��C to 720 ��C, and then it was cooled to the chosen pouring temperature. Finally, it was cast into collective crucible through the serpentine channel. After the slurry was completely collected, slurry and collective crucible were quenched in cold water rapidly to obtain the high temperature solidification microstructure. The preparation of semi-solid slurry was quantitative, and each dose of slurry mass was about 1.6 kg. Both of the serpentine channel and the collective crucible were at room temperature before pouring. The processing parameters and the characteristic size of semi-solid slurry are listed in Table 1. The outlet temperatures of the slurry are close, which possibly contribute to the serpentine channels having strong heat absorption capacity and the different thickness of solidified shells in the serpentine channel.
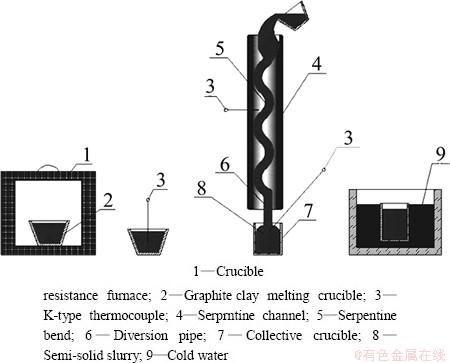
Fig. 1 Schematic diagram of preparing semi-solid A380 aluminum alloy slurry by serpentine channel
The samples were cut from the center of the quenched slurry respectively, and then the transverse of each sample was etched by 0.5% HF aqueous solution after grinding roughly, grinding finely and polishing. The samples were observed by Neuphoto21 optical microscope. The professional image analysis software (Image-Pro Plus) was adopted to analyze the average diameter and the shape factor of the primary ��(Al) grains which were calculated by the following equations [17].
 (1)
(1)
 (2)
(2)
where D, Fs, A, N and P are the average diameter, shape factor, area, number and perimeter of the primary ��(Al) grains respectively. Fs is a value close to 1, corresponding to better globularity of the primary ��(Al) grains.
Table1 Processing parameters and characteristic size of semi-solid slurry
3 Results
3.1 Microstructure of semi-solid A380 aluminum alloy slurry
After the A380 aluminum alloy melt flows through the serpentine channel, the outlet temperatures of the slurry vary under the liquidus temperature, which illustrates that the A380 aluminum alloy melt has become the semi-solid slurry. The microstructures of the quenched slurry are prepared under different processing parameters, as shown in Fig. 2. The white particles are primary ��(Al) grains and the dark regions are the quenched microstructure resulting from the remaining liquid aluminum alloy. The characteristic size of the semi-solid slurry is shown in Table 1. Figures 2(a), (b) and (c) show the microstructures of the semi-solid slurry prepared by the serpentine channel with 4 curves whose curve diameter is 25 mm, and the pouring temperatures are 670, 650 and 630 ��C, respectively. The average diameters and the shape factors of the primary ��(Al) grains are 69, 61, 52 ��m and 0.69, 0.78, 0.81, respectively. Figures 2(d), (e) and (f) show the microstructures of the semi-solid slurry prepared by the serpentine channel with 6 curves whose curve diameter is 25 mm, and the pouring temperatures are 670, 650 and 630 ��C respectively. The average diameters and the shape factors of the primary ��(Al) grains are 60, 53, 49 ��m and 0.74, 0.82, 0.84, respectively. Figures 2(g), (h) and (i) show the microstructures of the semi-solid slurry prepared by the serpentine channel with 6 curves whose curve diameter is 20 mm, and the pouring temperatures are 670, 650 and 630 ��C, respectively. The average diameters and the shape factors of the primary ��(Al) grains are 56, 47, 45 ��m and 0.77, 0.86, 0.89, respectively. So it can be concluded that the pouring temperature, the curve number and the curve diameter of the serpentine channel have an important effect on the preparation of semi-solid A380 aluminum alloy slurry. Figure 3 shows the higher magnified microstructures of semi-solid A380 aluminum alloy slurry prepared by three kinds of serpentine channels and the pouring temperatures are 630 ��C.
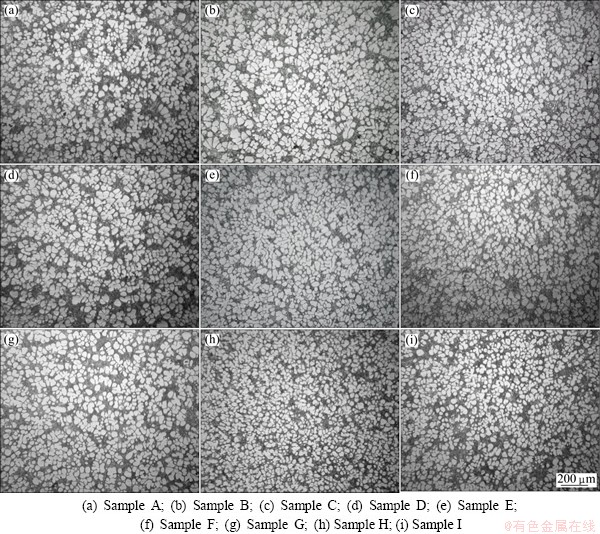
Fig. 2 Microstructures of semi-solid A380 aluminum alloy slurry prepared by three kinds of serpentine channels under different pouring temperatures
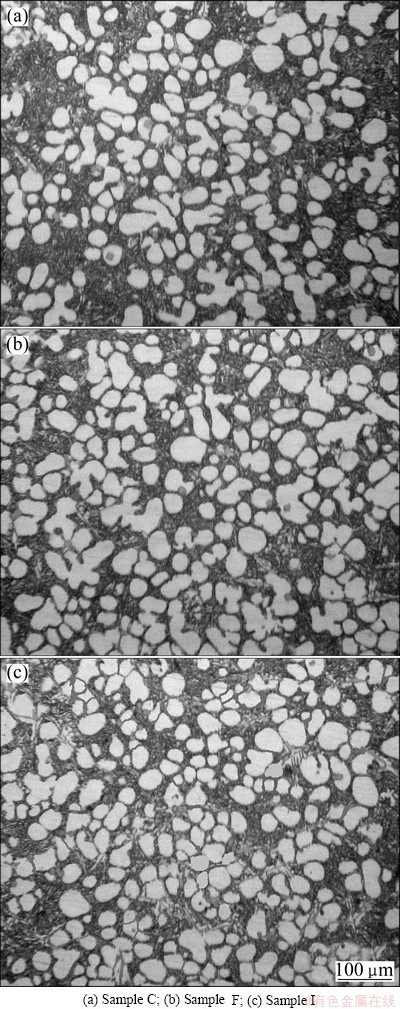
Fig. 3 Microstructures of semi-solid A380 aluminum alloy slurry prepared by three kinds of serpentine channels under same pouring temperature of 630 ��C
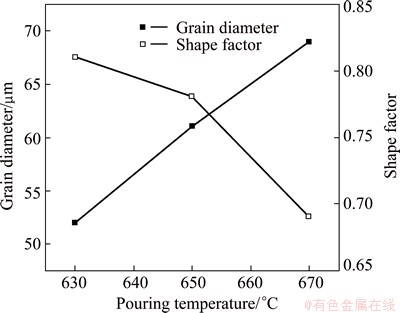
Fig. 4 Curves of pouring temperature vs grain diameter and shape factor of semi-solid slurry
3.2 Effect of pouring temperature on semi-solid A380 aluminum alloy slurry
In order to research the effect of pouring temperature on the preparation of the semi-solid slurry, the serpentine channel with 4 curves whose curve diameter is 25 mm was used and three kinds of different pouring temperatures were adopted, as listed in Table 1. Figure 2(a) shows that when the pouring temperature is 670 ��C, almost half of the primary ��(Al) grains are near-spherical or spherical, and the other half of the primary ��(Al) grains are fine rosettes or dendrites. Figure 2(b) shows that with the pouring temperature decreasing to 650 ��C, the primary ��(Al) grains are mainly near-spherical and spherical, with a certain number of fine rosettes or dendrites. Figure 2(c) shows that when the liquid A380 aluminum alloy is poured at 630 ��C, almost all of the primary ��(Al) grains are near-spherical or spherical, as well as a small number of rosettes. As shown in Fig. 4, under the same condition, the average diameter of the primary ��(Al) grains decreases and the shape factor increases with the pouring temperature decreasing. CARDOSO et al [18] pointed out that the final microstructure is very sensitive to the superheat of the alloy melt. Although the different pouring temperatures have the close outlet temperature, the chilling effect of the serpentine channel and the nucleation ratio of the alloy melt vary with different pouring temperatures. Obviously, when the pouring temperature is high, on one hand, the inner wall of the serpentine channel will be heated, resulting in the chilling effect being weaken and the nucleation ratio will decrease; on the other hand, the primary ��(Al) grains will be remelted under the circumstances of the strong degree of superheat in the serpentine channel. If the pouring temperature is lower, the temperature of the alloy melt in the serpentine channel will rapidly drop below the liquidus temperature and the temperature of the inner wall is lower. So the alloy melt has more time and bigger super-cooling to nucleate. However, when the pouring temperature is too low, the thickness of solidified shell in the serpentine channel increases markedly, and the chilling effect of the serpentine channel will be weakened. The solidified shells forming in the serpentine channel are shown in Fig. 5. Considering the quality of slurry and the thickness of solidification shell, the satisfactory semi-solid A380 aluminum alloy slurry can be obtained when the pouring temperature ranges from 630 ��C to 650 ��C.

Fig. 5 Solidified shells in 4 curves serpentine channel under different pouring temperatures
3.3 Effect of curve number on semi-solid A380 aluminum alloy slurry
Figures 2(c) and (f) show the microstructures of the semi-solid slurry prepared by the serpentine channels with 4 curves and 6 curves whose curve diameters are 25 mm at pouring temperature of 630 ��C, respectively. It can be seen from Fig. 2(c) that the primary ��(Al) grains are mainly near-spherical or spherical, in addition to a small number of fine rosettes or dendrites. However, Fig. 2(f) shows that almost all of the primary ��(Al) grains are near-spherical or spherical, and the primary ��(Al) grains become more spherical and finer with the curve number of the serpentine channel increasing. The average diameter and the shape factor of the primary ��(Al) grains prepared by two kinds of the serpentine channels with 4 curves and 6 curves respectively are shown in Figs. 6(a) and (b), which indicate that at the given pouring temperature and curve diameter of the serpentine channel, the average diameter of the primary ��(Al) grains decreases and the shape factor of the primary ��(Al) grains increases with the curve number increasing. The microstructures of the slurry are different, though the outlet temperatures of the slurry are close. It is clear that when the number of the curves increases, the area of the serpentine channel which contacts with the alloy melt enlarges, which is beneficial for heterogeneous nucleation and heat diffusion of alloy melt. More crystal nuclei can be generated as the area of the heterogeneous nucleation substrate enlarges, the superheat and latent heat of the alloy melt can be absorbed easily by the serpentine channel, and the crystal nuclei will be left. Meanwhile, the self-stirring of the alloy melt and the self-rotating of the primary ��(Al) grains strengthen. So more primary ��(Al) nuclei will be generated and left, which can effectively inhibit the growth of the dendrites. Moreover, the intensity of the ��self-stirring�� will be strengthened with the curve number increasing, which has a favorable effect on the fusing of the dendrites and the refining of the primary ��(Al) grains.
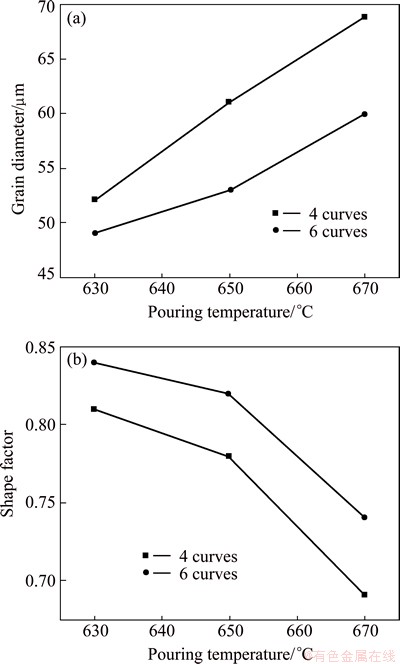
Fig. 6 Curves of pouring temperature vs grain diameter (a) and shape factor (b) of semi-solid slurry with different serpentine channel curves
3.4 Effect of curve diameter on semi-solid A380 aluminum alloy slurry
Two kinds of the serpentine channels with 6 curves whose curve diameters are 20 mm and 25 mm respectively were used to study the effect of the curve diameter on the semi-solid slurry. Figure 2(f) shows that almost all the primary ��(Al) grains are near-spherical or spherical. The similar microstructure can be seen in Fig. 2(i), but the particle size of the primary ��(Al) grains is smaller and the morphology of the primary ��(Al) grains is more spherical. As illustrated in Figs. 7(a) and (b), the average diameter of the primary ��(Al) grains decreases and the shape factor increases with the curve diameter reducing. When the semi-solid slurry mass is given, the pouring time increases with the curve diameter reducing, and the volume ratio of the alloy melt which directly contacts the inner wall will increase. Therefore, the superheat and the latent heat of the alloy melt diffuse more easily. Furthermore, the ��self-stirring�� of the alloy melt will be enhanced with the curvature of the serpentine channel increasing.
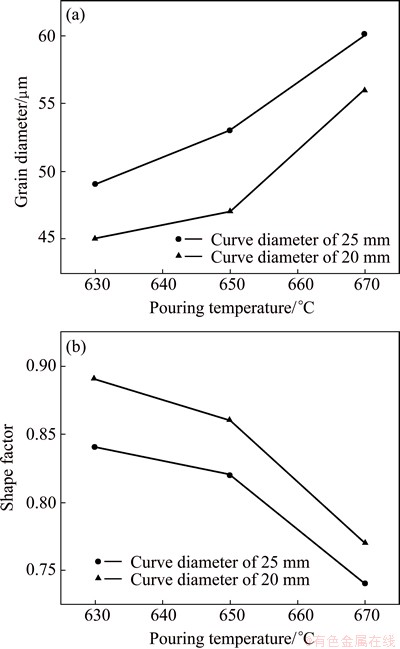
Fig. 7 Curves of pouring temperature vs grain diameter (a) and shape factor (b) of semi-solid slurry with different curve diameters
4 Discussion
The microstructure formation of the semi-solid slurry prepared by the serpentine channel has been investigated by many researchers [19-21]. According to the results, spherical primary ��(Al) grains of the semi-solid slurry may not only form directly from the alloy melt, but also may evolve from the fractured dendrites and broken dendritic arms.
Because of the chilling effect of the inner wall of the serpentine channel, when the alloy melt is cast into the serpentine channel, the temperature of the alloy melt rapidly drops, and the alloy melt becomes super-cooling alloy melt, which decreases the critical energy of nucleation and the critical nucleus radius and increases the nucleation ratio. Therefore, a large number of the primary ��(Al) nuclei will be generated. Meanwhile, the inner wall of the serpentine channel which acts as the concave nucleation substrate has a favorable effect on the heterogeneous nucleation, so many primary ��(Al) nuclei form in a heterogeneous nucleation pattern. What��s more, the turbulence caused by ��self-stirring�� of the alloy melt is beneficial to the structure fluctuation and the energy fluctuation, which promotes the nucleation. The primary ��(Al) nuclei grow up in the form of the spherical grains at first, when the liquid-solid interface is broken down, the spherical grains grow up to dendritic ones. And the primary ��(Al) nuclei which stick on the inner wall will grow up to the fine dendrites, which grow against the direction of the heat diffusion.
During solidification of the alloy melt, there are two kinds of convections, one of which is the natural convection caused by the differences of the density, the temperature and the concentration, and the other is the force convection caused by ��self-stirring�� of the alloy melt. The convections, the stress concentration and the solute enrichment make the dendrites and dendritic arms melt off from their roots or their stalks and the primary ��(Al) grains break off from the inner wall of the serpentine channel. The fractured dendrites, broken dendritic arms and the primary ��(Al) grains broken from the inner wall will be brought into the alloy melt, becoming the drifting primary ��(Al) grains. The natural convection and the force convection make the drifting and the free primary ��(Al) grains drift away or remelt, whose remelting will decrease the temperature of the alloy melt, which will promote the forming of the new primary ��(Al) grains, and the state of remelting and forming will go on repeatedly. When the alloy melt flows through the serpentine channel, its temperature continuously drops and its viscosity increases with the temperature. At the same time, the friction between the alloy melt and inner wall varies with the viscosity, resulting in different displacements in different point of the alloy melt, which will lead to the shearing forces. What��s more, the shearing forces are different in different points of the alloy melt, so the primary ��(Al) grains in the alloy melt will self-rotate.
The morphology and particle size of the primary ��(Al) grains are decided by the temperature gradient and the concentration gradient of the liquid-solid front and the direction of heat diffusion of the alloy melt. With the combined effect of the natural convection and the force convection, the latent heat and the solute concentration at the liquid-solid front are removed and the thickness of the boundary layer around the primary ��(Al) nuclei is decreased. Meanwhile, the force convection accelerates the heat transferring and mass transferring, making the fields of the temperature and the concentration relatively uniform. As mentioned above, the primary ��(Al) grains self-rotate in the alloy melt, which makes themselves continuously change their liquid-solid fronts, have the same growth velocity in all directions and put themselves into relatively uniform fields of the temperature and the concentration. So the micro segregation of the primary ��(Al) grains tips is weakened and the growth and coarsening of dendrites are inhibited, the primary ��(Al) grains grow in the form of the spherical ones. Furthermore, the temperature field and the concentration field are overlapped in the serpentine channel, which promotes the spherizing and refining of the primary ��(Al) grains.
When the alloy melt is cast into collective crucible through the serpentine channel, because of the gravity field, the semi-solid slurry in the collective crucible will be impinged, stirred and mixed by the subsequent alloy melt [3,22]. Both of the concentration field and the temperature field become more uniform, which promotes the necking and refining of the dendrites, realizing the primary ��(Al) grains multiplication and increasing the number of the crystal nuclei of the new primary ��(Al) grains. At the same time, the primary ��(Al) grains will be spherized, ripened and dispersed in the collective crucible and evolve into the spherical primary ��(Al) grains.
In order to illustrate the microstructure formation mechanism of the semi-solid slurry, the microstructure of the solidified shell is analyzed. Figure 8 shows the microstructures of the solidified shell in the places marked ��B��, ��C�� and ��D��. Figure 8(b) shows that the primary ��(Al) grains at the top of the solidified shell are mainly fine dendrites, equiaxed grains and non-dendritic grains. The dendrites are generated in the places close to the inner wall of the serpentine channel. The primary ��(Al) grains away from the inner wall are near-spherical or fine equiaxed ones. Figure 8(c) shows that the primary ��(Al) grains have got initial ripening. The natural convection and the force convection promote the change from dendrite morphology into rosettes or spherical grains. Some primary ��(Al) grains display in the form of strip or rod and may evolve from the dendritic trunks. As indicated in Fig. 8(d), the fractal dendrites and the broken dendritic arms have been further ripened, and the dendritic trunks have been remelted and refined, and the primary ��(Al) grains have got the further ripening and spheroidization at the end of the serpentine channel.
5 Conclusions
1) The satisfactory semi-solid A380 aluminum alloy slurry can be obtained by the serpentine channel pouring process, and the average diameter of the primary ��(Al) grains decreases while the shape factor increases with the pouring temperature decreasing. The appropriate pouring temperature should range from 630 ��C to 650 ��C to avoid the solidified shell.
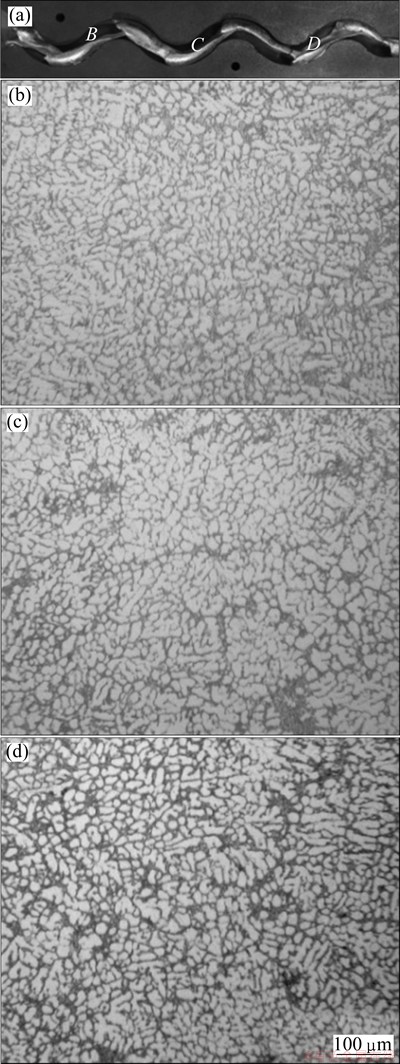
Fig. 8 Microstructures of solidified shell in places marked ��B��, ��C�� and ��D��
2) Under the same conditions, increasing the curve number or reducing the curve diameter of the serpentine channel can decrease the average diameter of the primary ��(Al) grains and increase the shape factor of the primary ��(Al) grains.
3) The ��self-stirring�� of the alloy melt in the serpentine channel promotes the ripening of the dendrites, the spheroidizing of the primary ��(Al) grains.
4) The microstructure formation of the semi-solid slurry not only forms directly from the alloy melt, but also evolves from the fractured dendrites and broken dendritic arms.
References
[1] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metallurgical Transactions B, 1991, 22(3): 269-293.
[2] KIRKWOOD D K. Semisolid metal processing��1994 [J]. International Materials Reviews, 1994, 49(5): 173-189.
[3] MAO Wei-min, ZHONG Xue-you. Semisolid metal forming technology [M]. Beijing: China Machine Press, 2004. (in Chinese)
[4] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 49-85.
[5] ALVANI S M J, AASHURI H, KOKABI A, BEYGI R. Semisolid joining of aluminum A356 alloy by partial remelting and mechanical stirring [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1792-1798.
[6] LIU Zheng, MAO Wei-min, LIU Xiao-mei. Characterization on morphology evolution of primary phase in semisolid A356 under slightly electromagnetic stirring [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): 805-810.
[7] LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Semi-solid processing technology and application [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-769. (in Chinese)
[8] WANNASIN J, MARTINEZ R A, FLEMINGS M C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification [J]. Scripta Materialia, 2006, 55(2): 115-118.
[9] EASTON M A, KAUFMANN H, FRAGNER W. The effect of chemical grain refinement and low superheat pouring on the structure of NRC castings of aluminum alloy Al�C7Si�C0.4Mg [J]. Materials Science and Engineering A, 2006, 420(1-2): 135-143.
[10] CANYOOK R, PETSUT S, WISUTMETHANGOON S, FLEMINGS M C, WANNASIN J. Evolution of microstructure in semi-solid slurry of rheocast aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1649-1655.
[11] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Influence of process parameter on microstructure of semi-solid A356 alloy slug cast through vertical pipe [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(1): 99-103.
[12] YANG Xiao-rong, XU Xiang-dong, LIU Peng. Effect of vertical bending pouring channel on microstructure of semi-solid state A356 alloy feedstock [J]. Shanxi Metallurgy, 2013(1): 13-15. (in Chinese)
[13] YANG Bin, MAO Wei-min, SONG Xiao-jun. Microstructure evolution of semi-solid 7075 Al alloy slurry during temperature homogenization treatment [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(12): 3592-3597.
[14] YANG Bin, MAO Wei-min, ZENG Jian-nan. Preparation of semi-solid 7075 aluminum alloy slurry poured through an inverted cone channel [J]. Special Casting & Nonferrous Alloys, 2011, 31(12): 1083-1086. (in Chinese)
[15] GUAN R G, CAO F R, CHEN L Q, LI J P. Dynamical solidification behaviors and microstructural evolution during vibrating wavelike sloping plate process[J]. Journal of Materials Processing Technology, 2009, 209(5): 2592-2601.
[16] GUAN Ren-guo, ZHAO Zhan-yong, LEE Chong-soo, ZHANG Qiu-sheng, LIU Chun-ming. Effect of wavelike sloping plate rheocasting on microstructure of hypereutectic Al-18pct Si-5pct Fe alloys [J]. Metallurgical and Materials Transactions B, 2012, 43(2): 337-343.
[17] JIANG Ju-fu, LIN Xin, WANG Ying, QU Jian-jun, LUO Shou-jing. Microstructural evolution of AZ61 magnesium alloy predeformed by ECAE during semi-solid isothermal treatment [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(3): 555-563.
[18] CARDOSO E, ATKINSON H V, JONES H. Microstructural evolution of A356 during NRC processing [C]//Proceedings of the 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 296-307.
[19] CHEN Zheng-zhou, MAO Wei-min, WU Zhong-chuang. Mechanical properties and microstructure of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(7): 1473-1479.
[20] YANG Xiao-rong, Mao Wei-min, Gao Chong. Semi-solid A356 alloy feedstock poured through a serpentine channel [J]. International Journal of Minerals, Metallurgy and Materials, 2009, 16(5): 603-607.
[21] ZHU Wen-zhi, MAO Wei-min, TU Qin. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(4): 954-960.
[22] MAO Wei-min, GAO Chong, ZHU Da-ping. Preparation of semi-solid aluminum alloy slurry by a serpentine pouring channel process [J]. Special Casting & Nonferrous Alloys, 2009, 29(10): 915-917. (in Chinese).
��������ͨ���Ʊ����̬A380���Ͻ���
��־�£�ë������ΰ����֣־��
�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083
ժ Ҫ����������ͨ����ע���Ʊ����̬A380���Ͻ��ϡ��о���ע�¶ȡ����������ͨ���ھ����̬A380���Ͻ�������֯��Ӱ�졣�����������ע�¶���630~650 ��Cʱ�ɻ�����ʵİ��̬A380���Ͻ��ϡ�����ͬ�����£���������������Сͨ���ھ��ɼ�С������(Al)������ƽ��ֱ����ͬʱ�������״���ӡ�����ͨ���ںϽ�����ġ��Խ��衱������֦�����컯�ͳ�����(Al)��������
�ؼ��ʣ�A380���Ͻ𣻰��̬���ϣ�����ͨ����������(Al)
(Edited by Yun-bin HE)
Foundation item: Project (2011CB606300) supported by the National Basic Research Program of China; Project (5077400) supported by the National Natural Science Foundation of China
Corresponding author: Wei-min MAO; Tel: +86-13911069562; E-mail: weiminmao@263.net
DOI: 10.1016/S1003-6326(15)63741-4
Abstract: The semi-solid slurry of A380 aluminum alloy was prepared by the serpentine channel. The effects of pouring temperature, curve number and curve diameter of the serpentine channel on the microstructure of the semi-solid A380 aluminum alloy slurry were investigated. The results show that the satisfactory semi-solid A380 aluminum alloy slurry could be obtained when the pouring temperature ranged from 630 to 650 ��C. Under the same conditions, increasing the curve number or reducing the curve diameter of the serpentine channel would decrease the average diameter and increase the shape factor of the primary ��(Al) grains. The ��self-stirring�� of the alloy melt in the serpentine channel was beneficial to the ripening of the dendrites and the spheroidizing of the primary ��(Al) grains.
