

J. Cent. South Univ. (2021) 28: 454-480
DOI: https://doi.org/10.1007/s11771-021-4615-z

TBM tunneling in extremely hard and abrasive rocks:Problems, solutions and assisting methods
ZHENG Yan-long(֣����)1, HE Lei(����)1, 2
1. School of Civil Engineering, Southeast University, Nanjing 211189, China;
2. Nanjing Institute of Underground Space Technology Co., Ltd., Nanjing 211189, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract:
Extremely hard and abrasive rocks pose great challenges to the past and ongoing TBM projects by increasing cutter wear and reducing penetration rates. A considerable amount of research has been conducted to improve the performance of TBMs in those challenging grounds by either improving the capacity of TBMs or developing assisting rock breakage methods. This paper first highlights the challenges of hard and abrasive rocks on TBM tunneling through case studies. It then presents the development of hard rock TBMs and reviews the technologies that can be used individually or as assistance to mechanical excavators to break hard rocks. Emphases are placed on technologies of high pressure waterjet, laser and microwave. The state of the art of field and laboratory research, problems and research directions of those technologies are discussed. The assisting methods are technically feasible; however, the main challenges of using those methods in the field are that the energy consumption can be over 10 times high and that the existing equipments have robustness problems. More research should be conducted to study the overall energy consumption using TBMs and the assisting methods. Pulsed waterjet, laser and microwave technologies should also be developed to make the assistance economically viable.
Key words:
hard and abrasive rocks; tunnel boring machine; waterjet; laser; microwave��
Cite this article as:
ZHENG Yan-long, HE Lei. TBM tunneling in extremely hard and abrasive rocks: Problems, solutions and assisting methods [J]. Journal of Central South University, 2021, 28(2): 454-480.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-021-4615-z1 Introduction
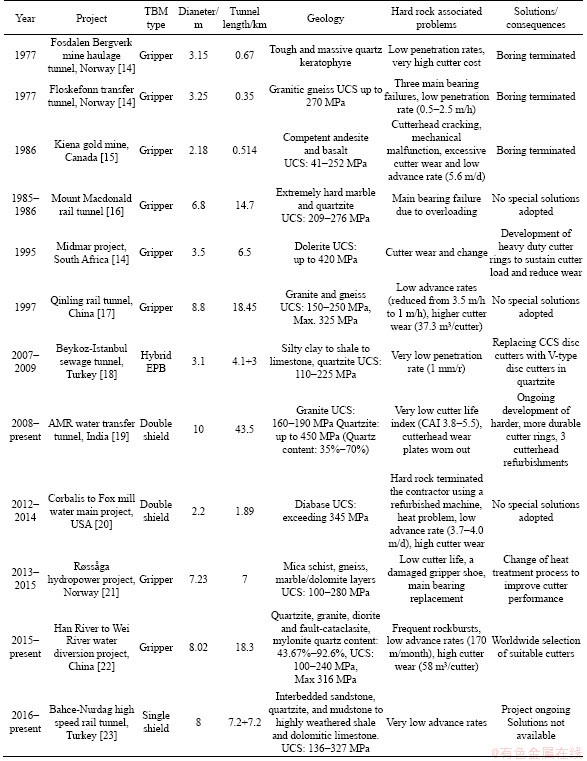
Since the modern hard rock tunnel boring machines (TBMs) were developed in the 1950s, they have undergone tremendous technological innovations and have become one of the dominant tunneling techniques, especially for long tunnels at great depths. At present, different TBM types with various excavation and support features, e.g., gripper, single shield, double shield, hybrid and crossover TBMs, are available to cope with different rock mass conditions [1-3]. TBMs have been extensively deployed in civil engineering for the construction of traffic tunnels for road, rail and subway, and utility tunnels for gas, power, water supply and sewage as well as hydraulic tunnels for water diversion [4, 5]. On the other hand, the mining industry is also regaining interests in using TBMs for mine drift and decline construction [6-8]. In compatible grounds, TBM tunneling offers many unparalleled advantages over the conventional drill and blast methods in terms of higher advance rates, higher safety level, better excavation profile, and less support requirement [3, 9-11]. By continuously incorporating beneficial advantages from different TBM types and developing new cutting-edge technologies, TBMs are more and more universal for demanding rock masses and will be ever increasingly used in both the civil and mining industry. However, the performance of TBMs could be greatly compromised if unfavorable ground conditions are encountered [12, 13]. Of the challenging grounds, extremely hard and abrasive rocks have historically been problematic and now emerge as one of the greatest challenges that must be properly addressed. Table 1 provides a non- exhaustive list of the TBM projects with exceedingly hard and abrasive rock problems. It is clear that when those demanding rocks are encountered, the consequences can be severe, ranging from excessive cutter wear, low advance rates to early immature TBM terminations.
Table 1 TBM projects with exceedingly hard and abrasive rock problems
Appreciating the problems with hard and abrasive rocks on TBM tunneling, this paper aims to provide a general overview of the technological development of TBMs in dealing with those rocks and to review the assisting methods for hard rock breakage. Emphases are laid on waterjet, laser and microwave. The mechanisms of those methods, their applications in assisted TBMs in rock breakage and the research directions are summarized. The paper then compares those methods from the viewpoint of the specific energy.
2 Problems in competent hard rock
ISRM [24] defined rocks with a uniaxial compressive strength (UCS) of over 250 MPa as extremely high strength rocks. For massive rocks with a UCS of about 200 MPa, they may also have boreability problems. Massive rock mass could be defined as the rock mass that is free from discontinuities or with a joint spacing of 1 m and over [25]. In this paper, extremely hard rocks are defined as rocks with a UCS of over 200 MPa. The abrasiveness of rocks comes from both strength and the equivalent quartz contents [26] and can be characterized by the abrasiveness indexes such as the Cerchar abrasivity index (CAI) and cutter life index (CLI). Hard and abrasive rocks make mechanical excavations very onerous. Although TBM manufacturers claim that their machines are capable of excavating rocks with a UCS of up to 300 MPa, a lot of problems may still happen in those grounds.
2.1 Rockbursting
Rockbursting is one of the most common problems encountered when TBM tunneling in massive and hard rocks, particularly where there is a high in-situ stress [27-29]. It refers to the damage to an excavation that occurs in a sudden or violent manner and is associated with a seismic event [30]. An excellent explanation of the rockburst mechanisms in tunnels and shafts is presented by ORTLEPP and STACEY [31]. Of the six mechanisms, strainbursting is the most common damage observed in machine tunneling, because there is a high chance of a local stress build-up due to the absence of joints and fractures and the less disturbance from excavation. It is most likely to occur from half a diameter to three diameters behind the face, but may also occur from the face itself [31]. Strainbursting may cause significant problems to TBMs, leading to high/abnormal cutter wear, possible cutter wipeout and cutterhead jamming, conveyor and mucking chute damage, gripping and support difficulties, and consequently a low utilization factor and penetration rate [32]. A review of rockbursting during TBM tunneling in hard rock and coal mines is presented by ZHENG et al [7]. For railway and hydropower engineering where the overburden is large, rockbursting is a more severe and prominent problem.
2.2 Low penetration rates
In massive and hard rock mass, the penetration rate decreases exponentially as the rock strength increases. Figure 1 shows the performance of TBMs with 17-inch disc cutters in rocks of different strengths limited by the designed thrust, torque and revolution speed [33]. It indicates that to achieve a reasonable penetration rate, a critical load must be exceeded. As the rock strength increases, the critical load may not be easily exceeded, resulting in a very poor rock breaking performance. According to DU [34], in the Han River to Wei River water diversion project in China where massive and hard granite, quartzite and diorite were encountered, the penetration rate of an 8.02 m diameter TBM was 2.4 m/h in rock mass with a UCS of 120 MPa. However, the penetration rate dropped to 1.3 m/h at 160 MPa and 0.6 m/h at 200 MPa. In the Qinling rail tunnel project, the penetration rate decreased from 3.5 m/h to 1 m/h (the minimum 0.36 m/h) when extremely hard rocks were encountered [17, 35]. In the Beykoz-Istanbul sewerage tunnel in Turkey, the penetration rate was 1 mm/rev in quartzite [36], far below the normally acceptable value of 2-2.5 mm/rev [12]. Low boreability issues were also reported in the AMR water diversion project in India and Bahce-Nurdag high speed rail tunnel in Turkey, etc. More projects with boreability problems and the consequences and counter- measures can be found in Table 1.
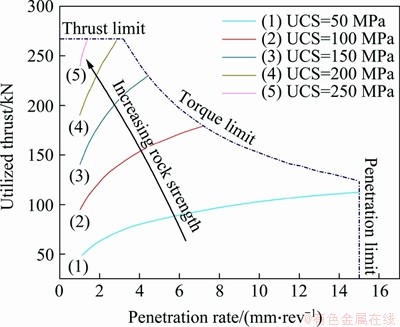
Figure 1 TBM performance as a function of rock strength with 17-inch disc cutters [33]
2.3 Excessive cutter wear and low TBM utilization
Cutter wear is highly correlated to the elastic modulus (or UCS) and equivalent quartz content of the rock [26, 36]. Figure 2 presents a rough correlation among TBM cutter life, UCS, and CAI for some common hard rock types [3]. As also shown in Table 1, the most abrasive rock types are igneous and metamorphic rocks with a high mechanical strength and equivalent quartz content, for instance, granite and quartzite. In those rocks, the cutter wear and cost can be unacceptably high. HOME and ASKILSRUD [6] presented that in soft to medium-hard sedimentary rocks such as limestone and other nonabrasive rock types, cutter costs are typically as low as 1 US$/m3 or less. However, in hard and massive quartzite, they can reach 20 US$/m3. As shown in Table 1, the cutter life in the Qinling rail tunnel project and the Han River to Wei River project was 37.3 m3/cutter and 58 m3/cutter, respectively. These fall into the region of extremely high cutter wear. In the Han River to Wei River water diversion project, 1626 cutters were replaced in a distance of 1891 m, interpreting that one cutter can only bore 1.16 m in the grounds [24]. As a result, significant cost overruns and schedule delays occurred.
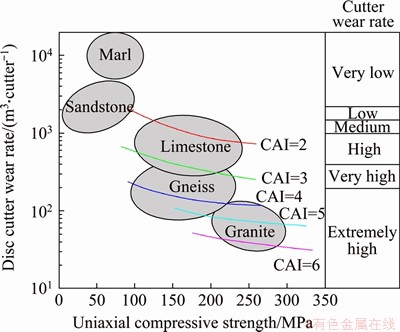
Figure 2 Correlation of TBM cutter life, UCS, and CAI for some common hard rocks (Reproduced from Ref. [3])
2.4 Cutter wipe-out
In the cases where there are large wedges stemming from strainburst or large chips, one disc cutter may be blocked and stop rotating. The cutters can also be damaged by dynamic load from rockbursts. Considering that the loads on cutters are close to or even over their maximum allowable value, blocking/damaging one cutter will lead to the over-loading of adjacent cutters. This could likely result in a cascading wipe out of a group of adjacent disc cutters [34]. In the worst scenario, the cutterhead structure may also be damaged.
3 Development of modern TBMs in dealing with hard and abrasive rocks
3.1 High performance cutting tools
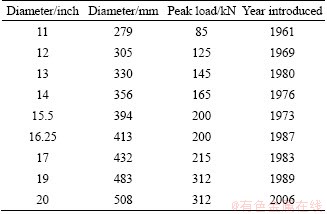
To dig in ever harder and massive rocks and/or to cope with ever-larger tunnel diameters, the capacity of disc cutters has been constantly improved since they were invented [37]. Table 2 shows the development history of the Robbins Company disc cutters. It can be found that the diameter of disc cutters has increased from 11 inch (280 mm) in 1961 to 20 inch (508 mm) in 2006, with the loading capacity increased from 85 kN to 312 kN [38]. With an increased ring diameter, a higher thrust, torque and revolution can be applied to effectively break hard rocks. Moreover, a larger diameter also means a larger wear volume. For instance, the wear volume of the 20-inch cutters is 1.6 times that of the 19-inch cutters, meaning a significant improvement of the cutter life. According to SMADING [39], field tests show that machines with 20-inch disc cutters have on average a 24% better monthly advance rate than those with 19-inch cutters. Larger cutters also result in better resistance to dynamic forces from rock blocks. Cutters today can either incorporate hard, fine grained carbides into the matrix of the disc material or apply a hardened coating of alloy powder on the steel substrate of the disc to help to avoid rapid cutter destruction such as ring chipping and spalling [40]. The cutter wear is also significantly improved thanks to the use of more wear-resistant materials and special heat treatment techniques [41]. It has been reported that special heat treatment techniques allow cutters in the Han River to Wei River water diversion project to last longer and make it possible to adopt a reduced flank angle [42]. In Norway��s Rossaga headrace tunnel where the rock strength is from 200 to 280 MPa, a performance improvement of at least 25% was observed when using extra heavy duty cutter rings which adopted enhanced heat treatment [43]. BILGIN et al [18] found that replacing the CCS cutters with V-type disc cutters improved the penetration and increased the cutter life. The bearing, seal, and lubricants are also continually improved to prolong the disc cutter life. Moreover, by implementing real-time cutter wear monitoring, the conditions of cutters can be determined, which helps to schedule the cutter wear maintenance and replacement [44].
Table 2 Development history of Robbins Company disc cutters [38]
3.2 Optimized cutterhead design
Modern hard rock TBM cutterheads are more crack and wear resistant by the use of flex-acceptable materials and welding techniques. Based on a detailed geotechnical baseline report, the cutterhead design can be optimized by conducting full-scale laboratory linear cutting tests. ROSTAMI and OZDEMIR [45] proposed a method to calculate the thrust forces based on linear cutting tests; however, the rock strength tested ranged from 70 to 200 MPa. BILGIN et al [5, 46] reported the linear cutting tests on rocks with strengths of over 200 MPa (the maximum 327 MPa) to provide design data and to select the proper TBMs. TBM performance parameters, such as thrust and torque values in the field were then compared with the predicted values based on the laboratory tests. It is concluded that the field and predicted parameters were very close. With the improvement of the reliability of key TBM components such as main bearings, the utilization rate has been significantly increased [47]. Utilization rates of over 50% are now possible in hard rocks.
3.3 Assisting rock breakage methods
In the 1970s and early 1980s, a considerable amount of research on novel and assisting rock breaking methods was conducted worldwide. Those works have been reviewed in Refs. [48-53]. In the context of assisted TBM tunneling, the concept is shown in Figures 3 and 4. As shown in Figure 3, the concept involves cutting parallel kerfs on the excavation face by assisting methods, then cutting the rock between two adjacent kerfs by mechanical tools (normally disc cutters). If the kerfs are shallow, the mechanical tool plays a dominant role in rock breakage. By contrast, if they are deep, the kerfing techniques are the primary means in rock breakage. Concepts of cutting along treated/precut trajectories have also been proposed and tested.
Depending on the rock breakage mechanisms, those methods can be grouped into three classifications: mechanical breakage, electromagnetic waves breakage and electrical breakage (Table 3).
1) Mechanical breakage methods
Mechanical breakage is now the dominant rock breaking mechanism for TBM tunneling. The mechanism of mechanical breakage is that it provides a stress which exceeds the mechanical strength of rocks, either tensile, shear or compressive. The stress can be either static or dynamic (impulsive). Given the drastic difference in the tensile and compressive strengths, it is preferred that the rocks fail in the tensile mode. A majority of the assisted methods aims to provide free surfaces to make use of this difference. The state-of-the-art reviews of current and emerging technologies for mechanical rock breakage can be found in RAMEZANZADEH et al [56] and DEHKHODA et al [57]. The rock breakage principles and merits of mechanical excavators can be found in Ref. [58].
2) Electromagnetic (EM) waves breakage
This classification is in fact thermal treatment of rocks using any form of heat to induce weakening, spalling, melting and vaporizing of rocks. In principle, the mechanism of thermal breakage using all the sources is the same. The heat sources take up different bands in the EM spectrum, with corresponding frequencies and wavelengths. The heating of rocks, taken as dielectrics, is governed by the interactions between EM waves and rocks, which can be characterized by the dielectric properties of rock forming materials and the electric field intensity. The concentration of energy (power energy) and the depth of penetration determine the heating outcome, being it spalling, melting or vaporization. More theories on dielectric heating could be found in von HIPPEL [59] and CHABAY and SHERWOOD [60] and will be discussed in later sections.
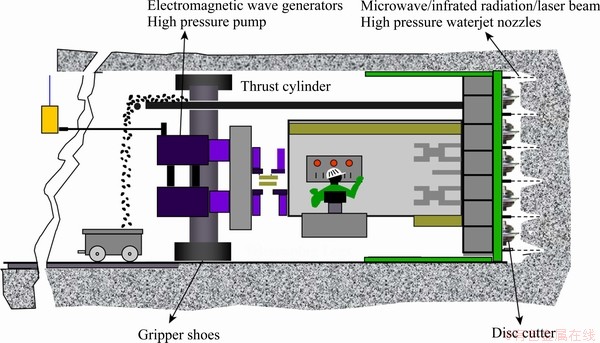
Figure 3 Assisted TBM tunnelling concept (modified from MAURER [54])
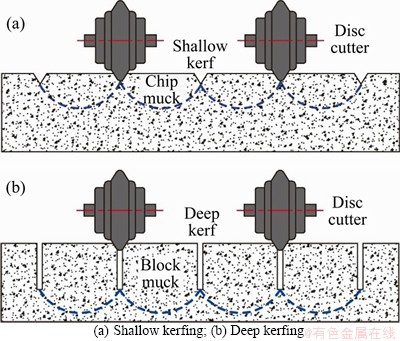
Figure 4 Kerfing strategies when using assisting methods (modified after CARSTENS et al [55]):
Table 3 Classification of rock breaking methods

3) Electric breakage methods
This is sometimes grouped in the mechanical breakage classification. However, there is a fundamental difference in which the stresses are generated using high voltage electric currents.
In the plasma blasting process, the energy is released in the form of an electric discharge into a small amount of liquid located in a hole drilled in the rock. The electrical discharge rapidly vaporizes, and disintegrates the liquid, thus creating a high pressure plasma confined in the rock. As with chemical explosives, the expanding hot gas generates a shock wave that, in conjunction with cracks propagating from the blast zone, fractures the rock [61]. This method involves pre-drilling of holes and use of blasting probes with survivability problems and is not expected to advance rapidly to be used in tunneling.
The principle of breaking rocks by high frequency current involves the formation of a narrow heated channel in a sufficiently short time to create thermal shocks. Initially the power drawn from the source creates a conducting channel through the rock. Near the completion of this channel, rock will start drawing power from the direct current source. The surge of energy from this source shatters the rock into fragments [62]. This method is more suitable for secondary rock breakage.
The paper does not intend to review all the techniques listed. Only waterjet, laser and microwave assisted TBM tunneling will be discussed considering the feasibility and the amount of work conducted in those fields.
4 Waterjet
4.1 Basic principles and classifications
The waterjet cutting technology has been used to cut rock materials since the 1960s. An excellent review of its development history and applications in direct and assisted rock cutting can be found in Ref. [63]. The cutting mechanism lies in the high velocity jet, which can be regarded as droplets or water cylinders, provides an impact on the target and erodes away materials under attack [64-66]. Figure 5 shows the water hammer effect of the liquid impact on the solid target. In the first stage, the liquid behaves in a compressible manner generating the so-called ��water-hammer�� pressures. These high pressures are responsible for most of the damage resulting from liquid impact and are maintained while the edge of the contact area between the impacting liquid and the solid moves supersonically with respect to the shock speed [65].
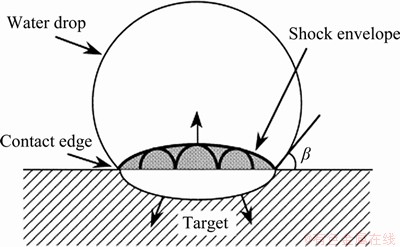
Figure 5 Water hammer effect of waterjet on solid target [65]
The water hammer pressure generated by the impact can be expressed as:
P=��CV
where P is the pressure; �� is the density of the liquid; C is the compressional wave velocity of the liquid and V is the impact velocity.
In general, a waterjet cutting system consists of a high-pressure pump, a jet nozzle and possibly an abrasive delivery system. The jetting results depend not only on the jet parameters (jet pressure, traverse velocity, jet volume, and the standoff distance), but also on the strength parameters of the target. Although high pressure waterjet (pressure up to 900 MPa is available [67]) is capable of cutting through rocks of any strength and hardness, mechanical breakage must be performed to remove the adjacent ribs between waterjet cut kerfs in the context of rock excavation [68]. Another benefit of mechanical assistance is that it can substantially reduce the specific energy of the rock breakage process.
Based on which means plays a dominant role in breaking rocks, the method can be classified as mechanically assisted waterjet cutting (MAWC) and waterjet assisted mechanical cutting (WAMC) [63, 69].
Figure 6 illustrates the two methods when applied to TBM tunneling. As shown in Figure 6(a), MAWC involves cutting parallel/concentric kerfs using high pressure waterjet and then rolling down a mechanical tool (normally a disc cutter) along a middle kerf or between two adjacent kerfs to break the intervening ribs [71]. By this method, new surfaces are created to change the rock failure mode from compression to shear and tension. The energy output from waterjetting is 4-10 times that from mechanical excavators [70]. By contrast, WAMC (Figure 6(b)) involves the use of relatively low water pressure with nozzles directed at the rock-cutter interface to either flush away the crushed rocks, and reduce the cutting forces or to penetrate into the mechanically induced cracks to assist their propagation [51, 73, 74]. In WAMC, the energy ratio from waterjet and mechanical tools is about 1:1 [73].
In the 1970s and 1980s, a great number of laboratory and field research activities were conducted in countries such as the United States, Germany, Soviet Union and South Africa in an attempt to improve the excavation efficiency of hard rocks in mining and civil engineering. Those researches were carried out along the course of the development of TBMs and roadheaders [7]. A large number of researches have demonstrated that waterjet could help in significantly increasing the advance rates, reducing cutting forces and extending the cutter life [72, 74, 76-80]. Other possible benefits include improved working environment (less dust and heat generation) and lighter and smaller machines [63, 71, 81, 82].
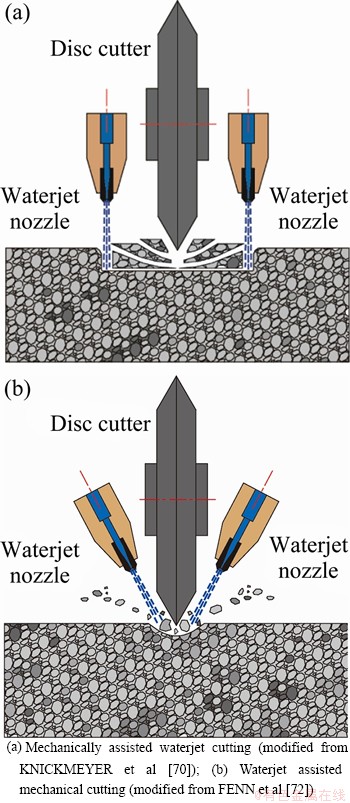
Figure 6 Applications of waterjet in TBM tunneling:
4.2 Laboratory research
Some of the first tests on waterjet assisted cutting were performed at the Bendix Research Labs, sponsored by the US Bureau of Mines [83, 84]. They used waterjet pressure between 250 and 560 MPa to cut kerfs in eight hard rock types and rolled down a middle kerf. Though waterjet was shown to be effective in kerfing, there were no obvious energy savings compared to unassisted cutting. FENN et al [72] conducted waterjet assisted and unassisted disc cutter excavation on a norite with a UCS of 254 MPa. Two 1.2 mm diameter waterjet nozzles (5 to 40 MPa), one on each side of a disc cutter, were directed at the edge of the cutter with a standoff distance of 35 mm (Figure 6(b)). The cutting speed was 0.6 m/s. Figure 7 shows some of their work results. It can be found that with the assistance of waterjet, the rolling and thrust forces of the disc cutter could be reduced by 40%. Their investigation of jet pressure effect indicated that no additional benefits of any significance could be gained by using pressure greater than 40 MPa and that the major benefits occurred in the 0-5 MPa range. No lab tests on waterjet assisted disc cutting were conducted in the following three decades. The reasons will be explained in the next sections.
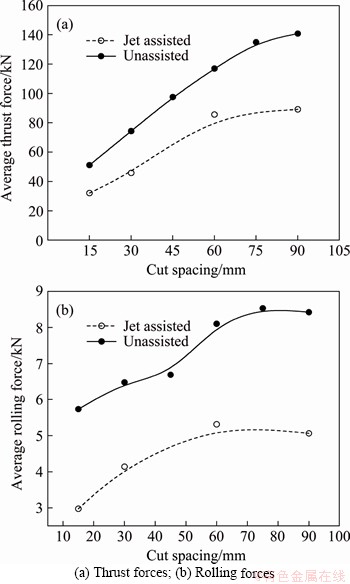
Figure 7 Cutting forces of a disc cutter with and without 40 MPa waterjet assistance:(Reproduced from FENN et al [72])
CICCU et al [82] used a 150 MPa nozzle directed parallel to the edge of the disc cutter to cut a rhyolite (UCS 44 MPa). The standoff distance was 30 mm and the cutting speed was 1-2 m/s. They found that penetration rate and excavated volume with waterjet assistance were 2 and 3.8 times that without waterjet. However, the width of groove on the nozzle side decreased owing to the weakening action of a jet, causing deeper penetration. They argued that for medium strength rocks positioning the nozzles ahead of the disc cutter might achieve better results. The energy consumption can be increased by a factor of 10, which implies that waterjet assistance can only be used where the advance rate is a higher priority.
DEHKHODA [85] developed a water pulsing system (microsecond pulses) to break large sized boulders. It is found that the system is able to break 1 m3 sized boulders in less than 1 min. She believed that the high velocity (500 m/s) pulsed (0.5 ms) waterjet not only directly induces rock damage and rock breakage but also induces stress waves within the target. This technology shows benefits in energy consumption and water usage. More exploratory research should be conducted to apply this technology on mechanical excavators.
4.3 Full scale field tests
Full scale field tests on modified TBMs with waterjet assistance were conducted in the 1970s and 1980s. WANG et al [76] reported the field tests in a US granite quarry using a 2.1 m diameter Robbins TBM equipped with waterjet. The TBM had 16 disc cutters, 31 high-pressure nozzles with an orifice diameter of 0.3 mm and a standoff distance of 37.5 mm. The waterjet pressure was 345 MPa and thrust ranged from 22.4 MPa to 27.6 MPa. The granite rock strength ranged from 159 to 262 MPa. Their results indicated that advance rates could be increased by 40%-48% when the jets were directed between the cutters. By contrast, placing the nozzles under the cutters actually reduced the advance rates. They estimated that there could be a cost saving of 14% to 24% for 3 m and 6 m diameter TBMs, respectively, when waterjet is used.
The trial projects of mechanically assisted waterjet cutting in a German quarry were presented in Ref. [77, 79]. They used a 2.65 m diameter Wirth TBM (Figure 8(a)) equipped with 100 nozzles (total power 1000 kW) and 14 disc cutters (total power 320 kW). The nozzle orifice diameter was 0.25 mm, working at a pressure of 400 MPa. Nozzle and cutter spacing (as in Figure 6(a)) was set at 50 mm and the traverse velocity was 0.125 m/s. They found that the cutting forces in sandstone could be reduced to 50% to achieve the same advance rates and that a constant thrust should be desired, and then the tests indicated that penetration rate for the machine could be doubled. At a waterjet pressure of 360 MPa and a flow rate of 120 L/min, the thrust force to have a penetration rate of 3.5 cm/min could be reduced by 55% (Figure 8(b)). However, the benefits of thrust force reduction diminished as thrust increased. By adding chain polymer to water, cutting depth could be increased by up to 70%. Later on, one 6 m diameter Demag TBM was also used in a German coal mine [86]. The TBM was equipped with jet nozzles working at a pressure of 400 MPa. The nozzles were installed within the center of the cutterhead and in the caliber section where peak loads and extreme wear were observed. Similar performance improvement (50%) was observed with waterjet assistance.
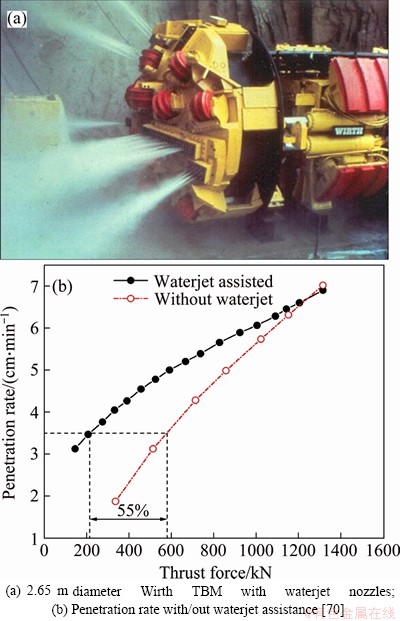
Figure 8 Waterjet assisted TBM tunneling:
More recently, China Railway Engineering Equipment Group (CREG) successfully equipped a TBM (Figure 9) with waterjet technology [87]. The laboratory demonstration tests showed that the waterjet with a pressure of 240 MPa is capable of cutting kerfs 11 mm deep in granite with a UCS of 150-170 MPa after a duration of 3 min. It is estimated (not from the test results) that with the waterjet assistance, the thrust and cutter wear could be reduced by 30%-40%. The 3.8 m diameter TBM will be employed in a water diversion project in Fujian Province, China. The geology consists of high strength granite, diorite and conglomerate. The performance of the TBM in the field remains to be tested. Since it is the first field application of waterjet in over 36 years, it would bring tremendous benefits to industry once the project is successfully executed.
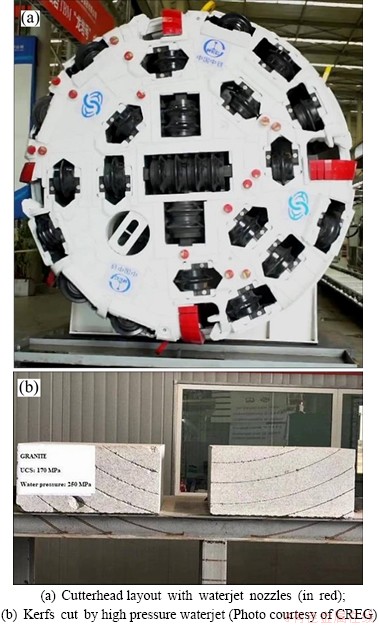
Figure 9 CREG waterjet assisted TBM:
4.4 Research directions
In the literature, although most researchers admit that early field trials were overall unsuccessful, there are mixed and divided opinions on the fate of this technology. HUSTRULID [88] believed that waterjetting is too energy-intensive and the system has a long-term reliability problem. This was echoed by OZDEMIR et al [89] who blamed on the poor reliability of the high pressure pumping equipment, high power cost and personnel safety concern that precluded the immediate acceptance and utilization of waterjet by TBM manufacturers. They concluded that the jet pressures would have to reduce substantially to minimize power requirements, improve equipment reliability and enhance personnel safety. HOOD [74] attributed the unsatisfactory performance of waterjet cutting to 1) the poor understanding of the mechanism by which the waterjets assist the breaking process, 2) hardware not specially designed for the cutting purpose leading to incompatibility and waste of energy. ROBBINS [11] agreed that applying high pressure with a large number of nozzles in the field had been proven highly unreliable and trouble-prone.
Since the last research boom on waterjet assisted TBM boring in the 1970s and 1980s, very little research has been conducted in the past three decades. This can be explained by the fact that the performance of modern TBMs has been substantially improved and the impact of previous unsuccessful trials. To the knowledge of the author, considering the demonstrated feasibility of waterjet assisted cutting, it is still a possible assistance means to help to bore through hard and abrasive rocks if the following issues are properly addressed.
1) Development of suitable equipment
As discussed in the last section, the reliability of the high pressure jet delivering system to the advance face should be improved. High pressure pumps and nozzles are now quite mature. However, the greatest challenge comes from the rotary sealing of the shaft. Moreover, the energy consumption of the combined methods should be evaluated. The technologies such as pulsed jetting should also be further developed.
2) Selection of right water pressure and nozzle location
At the moment, the role of water pressure in TBM rock breakage is still not well understood. In the literature, researchers used different waterjet pressures on rocks of different strengths. Although it is agreed that for waterjet cutting to be effective a threshold pressure must be exceeded [90], there is still a great controversy in the water pressure selection (high pressure or low pressure) and the pointing direction of waterjet nozzles in assisted TBM tunneling. A comparative study of MAWC and WAMC should be conducted to better understand the rock breakage process in hard rocks. Also for large diameter TBMs, the impact of the rotational speed on the assistance of cutting of rocks at the periphery should be examined, as the interaction time will be much shorter.
3) Use of abrasives
Use of abrasive materials has been demonstrated to be very beneficial in conventional waterjet cutting by reducing the water pressure and enhancing the cutting performance. However, its impact on the TBM cutter wear must be studied before it can be used for field applications. The economic analysis is to be performed considering the high cost of the unrecoverable abrasives.
4) Excess water
The use of large quantity of water remains to be a problem, particularly when there is already a large amount of water ingress into the tunnel. Research should be conducted to reduce the quantity of water. Possible solutions are the use of abrasive and pulsating waterjet systems. A further advantage of pulsed waterjets is that less power is required in the jet assist when compared to a continuous jet [91].
5 Laser
5.1 Laser types
Laser, the acronym for ��light amplification by simulated emission of radiation��, is a device that generates or amplifies coherent radiation at the frequencies in the infrared, visible, or ultraviolet regions of the EM spectrum [92]. It is in essence an intense beam of photons from excited atoms or molecules. Figure 10 illustrates the basic components of a laser system. It in general consists of an energy source (usually a flashlamp), a laser medium and a laser resonator. Depending on the laser medium, lasers can be divided into gas, solid-state, chemical reaction, dye, free electron, excimer lasers, etc [93].
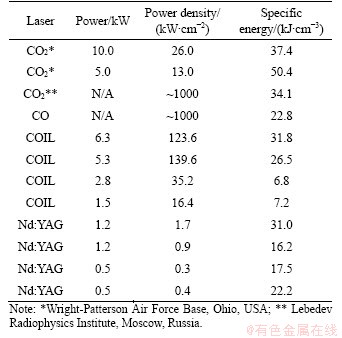
Since the first laser system was invented in 1960, tremendous research on laser (assisted) tunneling and drilling has been performed [55,94-96]. The mechanism of laser heating, kerfing or drilling is the same as conventional heating [97]. The different heating outcomes lie in the facts that the EM waves are moderately or highly focused thus the energy intensity could be significantly increased and that the wavelength of a laser is in the order of micrometers, interpreting as a small penetration depth into the materials when compared to microwave (wavelength from 1 mm to 1 m). Table 4 lists seven laser systems that have been used on rock kerfing and drilling research. Of those laser systems. CO2, MIRCAL, COIL and the Nd:YAG are the four most widely used.
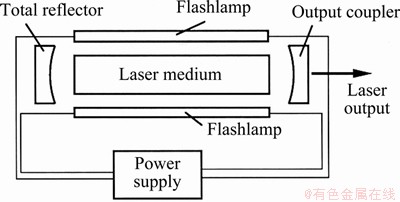
Figure 10 Schematic of a typical laser showing the basic components
5.2 Laser-rock interactions
In the laser-rock interaction, both laser parameters and rock parameters play a critical role [98]. Laser parameters include power level, wavelength, beam diameter, mode of delivery (CW or repetitive pulses), and radiation time (traverse speed). Rock parameters include thermal conductivity, specific heat, porosity, dielectric properties and mechanical strength, etc. Figure 11 illustrates the interaction between laser and a rock. The focused laser beam with a Gaussian type distribution of laser intensity would melt and vaporize the rock and form a notch or kerf in the center of the beam, where the laser intensity is the highest. To the sides of the central peak, laser intensity diminishes rapidly and an increasing degree of melting occurs. Due to the very low thermal conductivity of rocks, there are great thermal gradients and stresses in the vicinity of liquid-solid boundary, very likely to generate microcracks in the rock solid [95]. Four mechanisms exist in the rock weakening process: weakening by generation of cracks, spalling, melting and vaporization. In general, rock melting and vaporization are to be avoided or minimized as the phase change absorbs a large amount of heat and decreases the laser absorptivity [55, 99]. This can be done by either reducing the focusing of lasers or using multiple small beams radiated sequentially or in groups [100].
5.3 Continuous wave (CW) lasers
The effect of laser treatment on the reduction in the mechanical strength of rocks was first explored by WILLIAMSON et al [94] and MOAVENZADEH et al [101]. They used a laser to heat rectangular rock specimens, notched or unnotched, at different power levels and durations and then did three-point bending tests to get the modulus of rupture. WILLIAMSON et al [94]��s results indicate that the modulus of rupture of the Barre granite (2.5 cm��2.5 cm��15 cm) could be reduced by up to 90%. They also found that the threshold energy input must be exceeded for an improvement in the cutting efficiency. RAD and MCGARRY [102] used a 750 W CO2-N2-He laser to treat the same rock and then excavated the lased rock with a drag bit. They found that laser radiation could facilitate the excavation and decrease the specific energy. CARSTENS et al [103] used a 5 kW CO2 gas laser to treat 7 rock types and one concrete using two different focusing mirrors. They found that the laser is capable of effectively cutting kerfs on and penetrating into all the rocks and concrete except granite where a viscous glassy melt forms. Also as the traverse speed increases, the kerf depth decreases. The gas jet could greatly assist in kerfing and penetrating. LAURIELLO et al [104] used the same laser setup to irradiate the Barre granite and found the unfocused laser effective in fracturing the granite. It is noteworthy that the laser systems abovementioned were of low power levels and unfocused. This could to some extent reduce the energy unnecessarily wasted in melting and vaporizing rocks.
Table 4 Lasers used for rock cutting and drilling (after GRAVES et al [96])
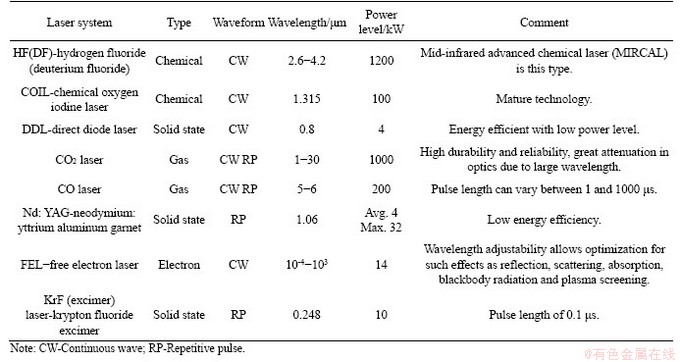
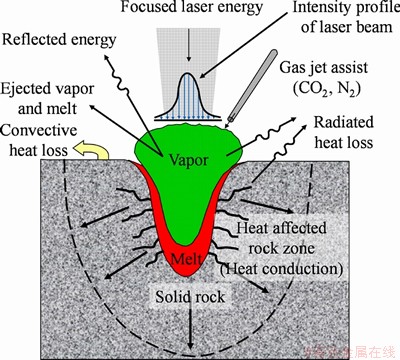
Figure 11 Interaction between laser, gas and rock [48]
To examine the feasibility of laser gage kerfing on TBMs in hard rocks, JUREWICZ [95] used a multi-kW CO2 laser to cut three rock types: granite, diabase and quartzite. Five traverse velocities (ranging from 25 cm/s to 125 cm/s) and four laser powers (from 5 kW to over 15 kW) were used. Special considerations were given to factors such as assisting gas pressure, degree of focusing of laser and distortion of the focusing mirror of the laser. Figure 12 shows the cross-sections of the laser cut kerfs in the three rocks. The kerf depth in granite and diabase were shallower than the theoretical values indicating a large proportion of energy lost in vaporizing.
JUREWICZ [95] then further simulated the laser gage kerfing situation (Figure 13) and mechanically loaded sample with 1 cm deep laser kerfs, at a distance of 3 cm. He found that the concept of tunnel gage kerfing to be both technically and economically feasible in the three rock types.
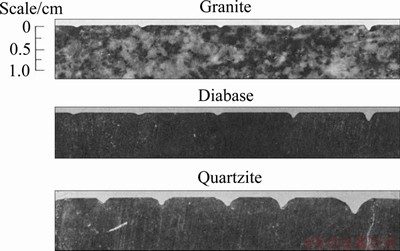
Figure 12 Cross section of laser cut rocks (Laser power equals 16.5 kW; kerfing speed (cm/mm) from left to right: 125, 100, 75, 50, 25 [95])
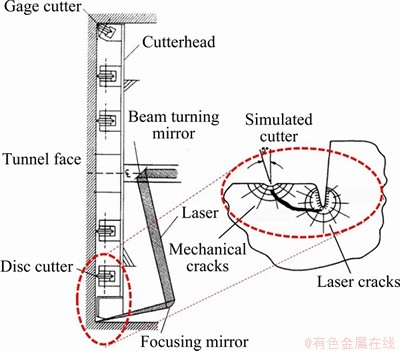
Figure 13 Laser gage kerfing concept applied to tunneling (modified from JUREWICZ [95])
Since the late 1990s and early 2000s, there has been a new round of research on laser drilling in petroleum engineering [96, 98, 105, 106]. The research demonstrated the feasibility of laser/rock destruction using three U.S. military lasers (MIRCAL, COIL, and CO2) and two Russian lasers (CO and CO2). Tests were conducted on 11 different rock types under varying conditions of sample size and shape, saturation, stress, purge gas, lasing time, pulsing, etc [96]. The specific energy of the Berea sandstone using different laser types are shown in Table 5. However, very little research if not no has been conducted on the linear laser cutting of rocks in the past four decades. Tests have been performed to use lower-powered CW and pulsed CO2 lasers to cut thin plates of granite, marble and limestone [107-110]. They found that maximum cutting speed obtained increases with the laser output power and decreases with the rock plate thickness and that the laser performance was dramatically compromised beyond a certain depth. To the knowledge of the authors, no attempts were made to linearly cut thick rock blocks using lasers since the 1970s.
Table 5 Comparison of specific energy of Berea sandstone using four laser types [96]
5.4 Pulsed lasers
CW lasers are too energy intensive to be economical for field excavation. Researchers have investigated how high power, pulsed laser beams interacted with rocks [99, 111-113]. MONTROSS et al [111] reported the use of Q-switched pulsed lasers in weakening basalt by shock waves. The shock waves were induced by laser pulses from a Q-switched near-infrared laser of wavelength 1064 nm and a pulse length of 20 ns. The energies used were 10, 50, and 100 J, all delivered at the rock��s surface at an energy density of 300 J/cm2 and a power density of 10 GW/cm2. The laser system used consisted of two 50 J systems where the beams are overlapped to generate the 100 J energies (Figure 14). They measured the Vikers microhardness and the depth of damage and found that the pulsed laser was able to reduce the hardness by 50% and that the weakening effect could be enhanced by shock wave interactions. The specific energy of laser cutting that they calculated was 294 J/cm3, which is significantly less than the values when using CW lasers (See Table 4). The specific energy of pulsed laser cutting is about 10 times that of the mechanical cutting. When combining the two methods, the energy consumption is very likely to be reasonably acceptable. This could have possibly pointed out the future research directions of using lasers for hard rock breakage.
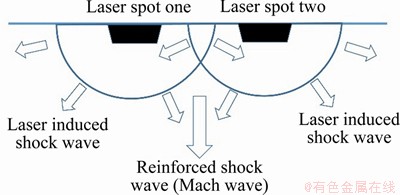
Figure 14 Schematic of production of reinforced shock wave from double laser spots [111]
5.5 TBM applications
The earliest comprehensive research on thermally assisted TBM tunneling dates back to 1970 when the United Aircraft Corporation started a project entitled ��Heat-assisted tunnel boring machines�� in an effort to make TBMs more capable of economic operations in relatively hard rock types [55]. They used a CO2-N2-He CW laser with an output power of 1 kW to treat the Barre granite. The traverse velocity varied from 0.25-12.7 cm/s. The interval between the laser swath and disc cutter varied from 0 to 1 inch. They conducted the linear cutting tests on the laser treated rock block (single radiation and multiple radiation) using different thrust. Radiant heaters have insufficient power density to effectively heat the rock, and high-temperature jets create serious environmental problems. However, the test program indicated that a more effective way to assist mechanical cutters would be to use concentrated thermal energy to melt shallow slots in the rock between cutter paths. Their research concluded that heated assisted TBM tunneling at that time was technically feasible but economically unattractive.
CARSTENS et al [55] also designed the prototype of a laser assisted TBM through a detailed technical investigation (Figure 15). On the cutterhead, there are spike areas for the installation of laser irradiators, which will be able to cut kerfs between disc cutters. More recently, Foro Energy Inc. in the US filed a patent on laser assisted tunneling machines [114]. One of their key innovations is that they developed a solution where the fiber optic cable, laser source and combined system could overcome the stimulated Brillouin scattering. The fiber could transmit high power lasers over long distance. Their proposal of laser use in gage kerfing in tunneling is similar to that proposed by JUREWICZ [95]. However, this concept of laser assisted TBMs has not materialized. The reasons include the high capital costs of the laser systems and the fact that laser might not work properly in the harsh tunneling environment with moisture, dust and high temperature.
5.6 Research directions
The lasers used in the early attempts had low power, and were difficult to focus, incapable of transmitting power over large distances, non-portable and largely unsafe. However, with the advent of new developing technology in the field of lasers, most of the abovementioned problems are put to rest [115]. For lasers to be successfully applied, the following problems need to be addressed.
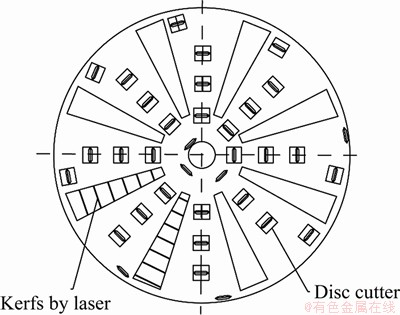
Figure 15 A conceptual design of a laser assisted TBM [55]
1) Interaction mechanism among rock, laser and purge gas
The interaction mechanism of laser, rock and purge gas is to be further investigated. Tests should be performed on thick rock blocks rather than thin plates to find the optimal laser parameters including the power intensity, cutting depth, moving speed, and flow rate of the purge gas. Of those parameters, the cutting depth is the most fundamental one as it determines whether or not lasers are suitable for tunneling applications. The robustness of laser fibers in the harsh environment is also to be investigated.
2) High energy consumption and low energy efficiency
Unlike waterjet, which can be directed at the rock-cutter interface, the only technical possibility of using lasers is to cut kerfs to augment mechanical rock cutting [51]. Laser kerfing involving melting and vaporizing of rocks is extremely energy intensive. CW lasing could be prohibitively expensive to use. Also in the process of laser generation, the energy conversion efficiency is as low as 50%. Efforts should be made to reduce the energy consumption to an acceptable level. One possible way is to reduce the volumes of rocks being melted or vaporized and to induce more spalling failures. Another solution might be to use pulsed laser systems, which is able to generate power levels of gigawatts for a couple of nanoseconds using a limited amount of energy.
3) Heat problem
Temperature as high as 3000 ��C can be generated when using lasers. The heat problem could be alleviated to a certain degree by using gas jetting to cool the lava and by enhancing the ventilation in the excavation chamber. However, the impact of high temperature debris on the cutters, cutterheads and conveyor belts still needs to be systematically assessed.
6 Microwave
6.1 Microwave heating mechanisms
Microwave is the collective name of the EM waves with a frequency ranging from 300 MHz to 300 GHz and a corresponding wavelength from 1 m to 1 mm. In the literature, microwave has been used to treat hard rocks. Normally, an industrial microwave heating system consists of a high volt power supply, a microwave generator, a circulator to protect the generator, a tuner to match the impedances of the generator and the load, an applicator to hold the sample, water load(s), and other measurement and protection devices. Unlike lasers and electron beams, microwave has a larger wavelength and penetration depth thus can heat bulk, rather than surface, materials.
Essentially, EM waves heat materials via dielectric heating which originates from either the ability of the electric field to polarize charges in the material and the inability of this polarization to follow extremely rapid reversals of the electric field or through direct conduction effects [116]. The polarization mechanisms can be divided into ionic, dipolar, atomic and electronic polarization at different scales, of which the atomic and electronic polarizations play the dominant role in heating dry and polycrystalline rocks [59]. The heat generation is governed by the equation below:

where P is the power density (W/m3); f is the microwave frequency (Hz); ��0 is the permittivity of vacuum (8.85��10-12 F/m); ��" is the loss factor of the dielectric; E is the electric field strength of microwave (V/m).
The heating rate of a material under microwave radiation is calculated as:

where CP is the specific heat capacity (J/(kg��K)); �� is the density (kg��m-3).
For a mineral matrix, the specific heat and density are of the same magnitude. However, the loss factors can be of great difference. Therefore, the minerals will be heated at different rates when subjected to microwave radiation. The weakening of rocks by microwave primarily depends on the thermal, dielectric and mechanical properties of minerals, grain size, and mineral dissemination, and microwave power intensity. The thermal cracking of rocks at the macro scale is dominated by the global thermal stresses while the micro scale fracturing is induced by the local thermal mismatches from selectively heating. The larger the mineral grain size, the higher the dielectric loss factor, the less complex the mineralogy and the higher the rock strength, the better the weakening effect [117-119].
6.2 Dielectric properties of minerals and rocks
The dielectric properties of minerals and rocks must be characterized to understand their interactions with microwave. They are often temperature and frequency dependent. Table 6 summarizes the dielectric properties of the most common rock-forming minerals. It shows that the silicates and carbonates have low loss factors, while metal oxides and most of the sulfides are more microwave sensitive. It should be noted that there is a great discrepancy in the magnitudes of loss factors of some minerals as different measurement techniques were used.
6.3 TBM applications
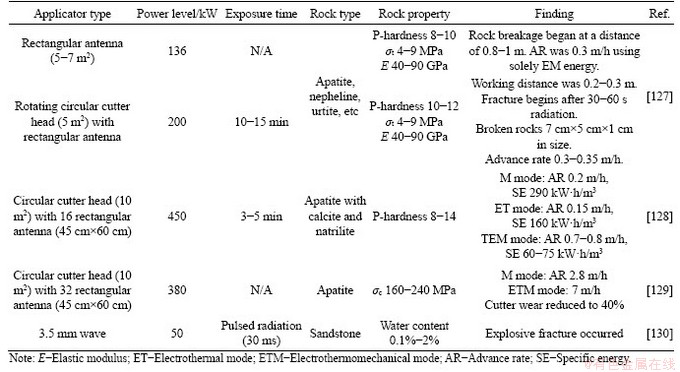
Dozens of field experiments on using high frequency EM waves individually (electro-thermal breaking) or as assistance to mechanical tools (electro-thermo-mechanical) to break hard rock and frozen soil were conducted in the Soviet Union in the 1970s. A brief review of pioneering works can be found in HOEKSTRA [124]. The idea stemmed from the need in excavating frozen soil in a faster and less energy intensive way [125, 126]. GUSHCHIN et al [127] designed two eletrothermal (ET) drifting machines, one of a rectangular shape, the other of a circular shape (Figure 16), and used them to build tunnels and shafts in an apatite mine. As shown in Figure 17, they found that as the compressive strength of rocks increases, the advance rates using the ET machine increases and the energy consumption decreases. When the rock strength exceeds 150 MPa, the power consumption of an ET machine is comparable to that of a mechanical machine. To make the most use of the two methods, GUSHCHIN et al [128] developed an electro- thermo-mechanical (ETM) machine (Figure 18(a)) and obtained the advance rates in three different modes, namely mechanical, ET and ETM. The results showed that in the combined mode (ETM mode), the advance rates increased from 0.2 m/h in the mechanical mode and 0.15m/h in the ET mode to 0.7-0.8 m/h in the ETM mode, at a reduced energy consumption. PROTASOV et al [129] developed another ETM machine with an EM power of 380 kW (Figure 18(b)). They found that in the ETM mode, the advance rates could be increased by 2.5 folds, and cutter wear reduced to 40%. Please note that point attack picks and roller cutters rather than disc cutters were used on the two machines. More technical details can be found in Table 7.
Table 6 Dielectric properties of minerals at 2.45 GHz and room temperature
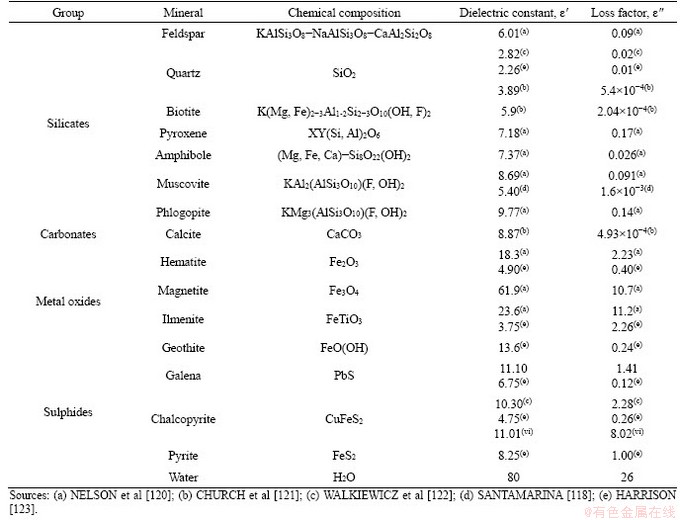
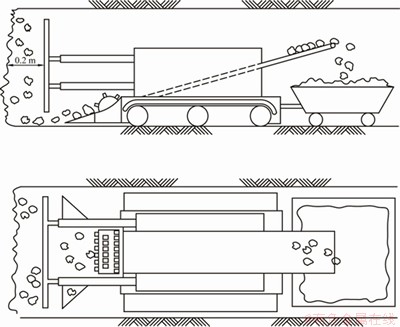
Figure 16 Eletrothermal machine used in a USSR hard rock mine [124]
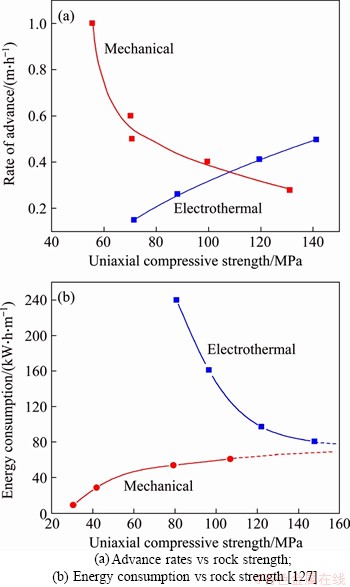
Figure 17 Performance comparison between an electrothermal excavator and a mechanical excavator:
6.4 Laboratory studies
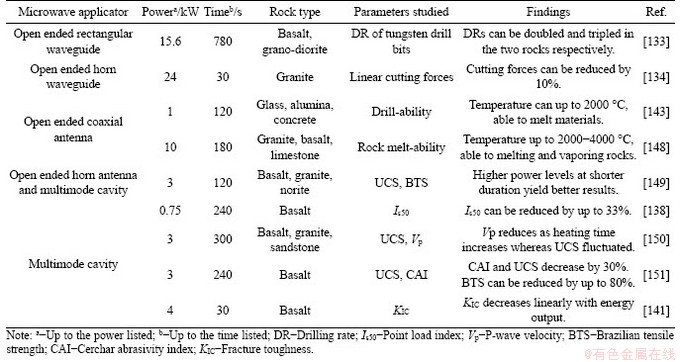
Research is also undertaken using open-ended microwave to break rock blocks. KOIWA et al [131] used a 30 kW microwave system to treat granite (80 cm cubes) at 27 kW for 12 min and at 19 kW for 30 min and found spalling craters and that cracks as deep as 20 cm can be observed. TAKAHASHI et al [132] used a 200 kW microwave and an open-ended antenna to treat 1 m3 sized granite and andesite cubes at a power of 34-60 kW for up to 34 min and measured the UCS and ultrasonic wave velocities of the cored specimens at different locations. They found that the cracks are in the radial pattern and that both UCS and wave velocity reduced significantly after microwave treatment. LINDROTH et al [133] studied the change of the drilling rates of basalt and granodiorite after microwave treatment using a 15.6 kW magnetron and open-ended antenna and found the drillings rates can be doubled and tripled. HARTLIEB and GRAFE [134] and HARTLIEB et al [135] used a 24 kW microwave to treat a granite in a chessboard-like pattern for 30 s at each spot. They found that the cutting forces of a conical pick after treatment can be reduced by 10%. LU et al [136] utilized an E-plane converging waveguide to increase the microwave intensity at the aperture and treated 30 cm basalt cubes for 1-3 min at 3-15 kW. They observed cracks generating from the center and propagating towards the edges. More recently, the author developed open-ended waveguide antennas with and without dielectric inserted that could effectively focus microwave energy to increase the power intensity in the direction of propagation. The field tests on 50 cm cubes demonstrated that the devices could effectively fracture the cubes at 4-6 kW for 2-4 min and that the fracturing could greatly assist the subsequent mechanical breakage (Figure 19).
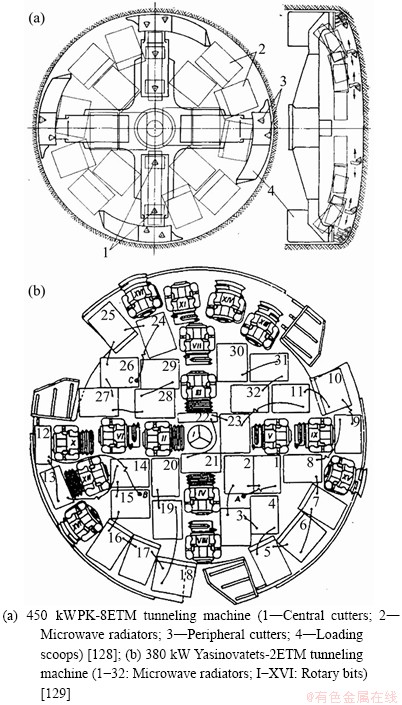
Figure 18 Two designs of TBMs assisted with microwave generators in Soviet Union:
Table 7 Field experiments using electrothermal and electrothermomechanical rock destruction
In the literature, most researchers used multi-mode industrial or domestic microwave ovens to treat rocks. ZnamenAckovA et al [137] used a 3 kW domestic microwave oven to heat andesite. Satish [138] used a 750 W multi-mode microwave to treat basalt and found that the point load strength reduced as exposure time increases. Sikong and Bunsin [139] used a 1 kW microwave to treat a granite for up to 30 min and found that the compressive strength can be reduced by up to 40%. Peinsitt et al [140] studied the heating rates, UCS and ultrasonic wave velocity of dried and saturated granite and basalt treated by a 3 kW multi-mode microwave. Nejati [141] used a 6 kW industrial microwave oven to heat basalt specimens and found that the fracture toughness decreased linearly with respect to microwave power energy. Nekoovaght [142] used one commercial oven (up to 3 kW) and one industrial microwave oven (up to 15 kW) to treat basalt and norite cylinders and measured changes in UCS, BTS and Cerchar abrasivity index. In terms of microwave direct drilling, Jerby et al [143, 144], Oglesby and Woskov et al [145, 146] have attempted to use coaxial cables as a drilling tool in granite and basalt and found the technique to be technically feasible. Table 8 summarizes the laboratory tests on microwave treatment of rocks.
6.5 Research directions
1) Laboratory studies vs field applications
The results from the field tests in Soviet Union and Japan are encouraging. However, the tests were conducted in an apatite mine and the geological conditions were not described in a detailed manner. There have been no field tests of microwave assisted tunneling in non-ore rock masses. Most of the lab studies used multi-mode cavity in which the samples are placed right in the center. The results from this type of setups could not be extended to the field where only one face could be radiated. It is essential to conduct more tests that involve surface microwave radiation followed by linear cutting tests on different rock types.
2) Rock weakening mechanisms
The response of rocks to microwave radiation varies significantly. They are weakened in different manners: melting, cracking and spalling. For rocks composed of well-disseminated fine grains with close dielectric properties, they are most likely to be melted, as there will be little stress build-up for spalling to happen. For dielectrically heterogeneous rocks like granite, they would most likely spall under microwave radiation. It is desired that rocks fail in the spalling mode as it is the most energy efficient. It is imperative to study the extent to which commonly found hard rocks can be weakened under high power microwave treatment. The finding will help to determine the applicability of microwave in assisting rock breakage and to select the right equipment if it is applicable. Works also include the measurement of the dielectric properties of the low loss minerals at the microwave frequency and at elevated temperatures to better understand the physical and mechanical behaviors of rocks under microwave radiation.
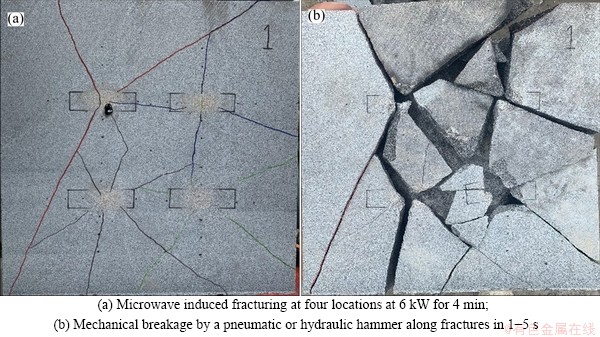
Figure 19 Microwave assisted breakage of a 50 cm cube monzonite:
Table 8 Review of microwave treatment of hard rocks in laboratory (modified after Zheng et al [147])
3) Short exposure
It must be noted that the TBM cutterheads rotate at a speed of 4-10 resolutions per minute. For a 6 m diameter TBM, the linear cutting velocity on the periphery can be up to 2.5 m/s (limited by the maximum allowable velocity), which means that rocks on the periphery will be under pulsed and cyclic microwave radiation. Depending on the size of the microwave radiators, the exposure time per minute is about 0.2 s. Microwave must be of much higher powers and may need to pre-heat rocks to increase the exposure time.
4) Energy consumption
The specific energy from the previous research is still high when compared to mechanical excavation. It is known that heating rocks at high power levels for shorter durations exaggerates a thermal shock and has a lower energy requirement. More tests using microwave pulses at higher power levels should be conducted. Moreover, it is not economical viable to use microwave for full-face rock weakening. It makes more sense to focus microwave energy to bands in between cutters or along cutter trajectories.
7 Technical and economical comparison
As TBM performance has stagnated in extremely hard and abrasive rocks, the interests in developing assisting rock breaking methods have been revitalized. However, there have been dissenting and contradictory views towards their use in assisting hard rock breakage as people��s conclusions were made on works conducted three decades ago when those technologies were in their infancy of development. Below the authors try to compare those methods from both technical and economic points of view.
7.1 Technical comparison
Waterjet, laser and microwave are all technically feasible for kerfing purposes. Microwave can also be used to spall some rock types. The advantage of laser and high pressure waterjet over microwave is that they can keep the energy intensity over the short distance of transmission. Microwave, which has a longer wavelength, is more sensitive to the standoff distance. For microwave to be used, there must be an automatic tuning mechanism to match the EM impedance. Attention should be paid to the reflection of microwave energy. The disadvantage of waterjet and laser is that they are much more energy intensive in kerfing. More technical challenges have been discussed in the previous sections. The authors believe that there are no technical barriers in using those technologies on TBMs. The main considerations would be the economy aspect.
7.2 Economic comparison
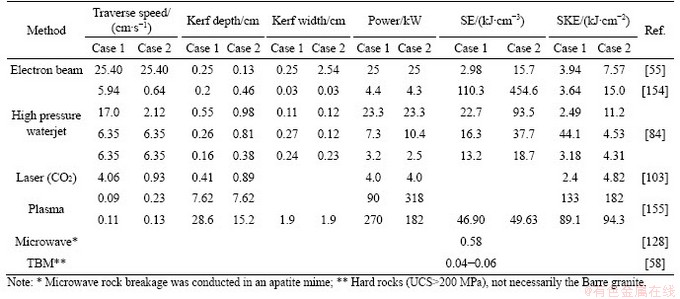
This paper does not aim to compare the initial capital costs of the equipment used in those methods. Readers interested in equipment costs can refer to Pierce et al [51]. In this paper, only energy consumption will be compared from the viewpoint of specific energy. Depending on the purpose of kerfing, two types of specific energy are defined [54]. The specific energy (SE) is defined as the energy consumption divided by the volume of rock excavated. In the definition, the assisting methods are regarded as excavation tools. Normally, there can be several orders of magnitude different in it. The specific kerfing energy (SKE) is defined as the energy consumption divided by the kerf area. In this definition, the kerf width is not taken into account. The methods are taken as assistance to generate new surfaces for easy mechanical rock breakage. The definitions are shown below:



The specific energy of different rock breakage methods was compared by Cook and Joughin [152] and Bieniawski et al [153]. Figure 20 shows the correlation between the specific energy of various excavation methods and the size of rock fragments. Tests were conducted on quartzitic rock masses with a UCS of over 200 MPa. It is clear that laser and waterjet are the most energy intensive methods in rock breakage. They are 2-100 times higher than that of the TBM disc cutters.
Test data of those methods on hard rock kerfing are also collected from the literature by the authors and are shown in Table 9. It is not hard to observe the same conclusion. Plasma fracturing is the most energy intensive rock breaking methods, then the electron beam and waterjet. However, the specific energy is greatly influenced by the operating parameters. As shown by the results from Mellor [154] and Carstens et al [55], the SE can vary by a factor of 4, even the same kerfing system was used.
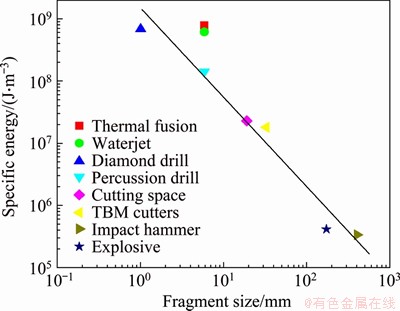
Figure 20 Specific energy of different excavation methods [153]
Table 9 Comparison of SE in the Barre granite using different methods (modified after GRAVES et al [96])
It is obvious that except microwave none of the novel methods could be used alone to break hard rocks. They must be used accompanied by mechanical excavators to amortize the high energy consumption. Unfortunately, there are very few data available in the literature to compare the SE of combined assisting methods and mechanical excavators. More linear cutting tests on rock blocks kerfed by novel/mechanical methods need to be conducted for a more comprehensive comparison.
8 Conclusions
This paper elucidates the major difficulties of TBM tunneling in extremely hard and abrasive rocks, and presents a review of the development of TBM technologies and the possible methods to assist TBMs in cutting hard rocks. The following conclusions can be drawn.
1) The most common challenges of TBM tunneling in extremely hard and abrasive rocks are rockbursts, low advance rates, excessive and abnormal cutter wear and a possible cutter wipe-out.
2) Dozens of assisting methods for TBM tunneling were explored in the 1970s and 1980s. However, those methods have not come into commercial use due to the improved performance of modern TBMs and their inherent problems such as high energy consumption and low robustness.
3) Although modern TBMs have undergone tremendous technological innovations in terms of loading capacities and versatilities, they still have problems in digging through extremely hard and abrasive rocks. Assisting technologies must be developed to make it possible to dig through such rocks efficiently. The assistance of other methods can also profoundly reduce the construction time of long tunnels in hard to extremely hard rock masses.
4) High pressure waterjet was successfully used in the field to assist TBM rock breakage. However, the energy consumption is deemed to be very high (10 times), which prevents it from commercialization, and waterjet systems are not robust enough in the harsh tunneling environment. Future research should develop waterjet shaft with reliable rotary sealing, elucidate the optimal water pressure and nozzle location, and develop the pulsed waterjet technology.
5) Laser can possibly be used to cut kerfs between adjacent TBM cutters. The high energy consumption prevents it from being a tool to weaken the whole excavation face. Future research should focus on the overall energy consumption of the rock breakage using laser and TBM cutters, which may fall into acceptable ranges. Research should also be conducted on developing pulsed laser technologies to increase the energy efficiency. The interaction mechanism between rock, laser and cooling gas should also be further explored.
6) Microwave radiation was demonstrated in the Soviet Union to be energy efficient and cost effective. Therefore, more research should be conducted to study the weakening of rocks using open-ended microwave antennas. The applicability of microwave to different rock types should also be studied with considerations of the operating scenarios of excavators.
Acknowledgement
This work was financially supported by the Fundamental Research Funds for the Chinese Central Universities (Grant Nos. 3205009419 and 3205002001C3) and the Innovative and Entrepreneurial Doctor of Jiangsu Province, China. The authors also would like to express their gratitude to the handling editors and the three anonymous reviewers for their critical comments.
Contributors
ZHENG Yan-long provided the concept and edited the draft of manuscript. HE Lei edited the draft of manuscript. All authors replied to review comments and revised the final version.
Conflict of interest
The authors declare no conflict of interests.
References
[1] BAPPLER K. New developments in TBM tunnelling for changing grounds [J]. Tunnelling and Underground Space Technology, 2016, 57: 18-26. DOI: 10.1016/j.tust.2016.01. 014.
[2] HOME L. Hard rock TBM tunneling in challenging ground: Developments and lessons learned from the field [J]. Tunnelling and Underground Space Technology, 2016, 57: 27-32. DOI: 10.1016/j.tust.2016.01.008.
[3] MAIDL B, SCHMID L, RITZ W, HERRENKNECHT M. Hardrock tunnel boring machines [M]. New York: Wiley, 2008.
[4] LIU Quan-sheng, HUANG Xing, GONG Qiu-ming, DU Li-jie, PAN Yu-cong, LIU Jian-ping. Application and development of hard rock TBM and its prospect in China [J]. Tunnelling and Underground Space Technology, 2016, 57: 33-46. DOI: 10.1016/j.tust.2016.01.034.
[5] BILGIN N, COPUR H, BALCI C. Mechanical excavation in mining and civil industries [M]. Florida, USA: Taylor & Francis, 2013.
[6] HOME L, ASKILSRUD O G. Tunnel boring machines in mining [M]// DARLING P. SME Mining Engineering Handbook. Third Edition. USA: SME, 2011.
[7] ZHENG Y L, ZHANG Q B, ZHAO J. Challenges and opportunities of using tunnel boring machines in mining [J]. Tunnelling and Underground Space Technology, 2016, 57: 287-299. DOI: 10.1016/j.tust.2016.01.023.
[8] BROX D. Technical considerations for the application of TBMs for mining projects [J]. Transactions of the Society for Mining, Metallurgy, and Exploration, 2013, 334: 498-505.
[9] CIGLA M, YAGIZ S, OZDEMIR L. Application of tunnel boring machines in underground mine development [C]// International Mining Congress. Ankara, Turkey, 2001: 155-164.
[10] GERTSCH R E. Mechanical mining: Challenges and directions [J]. Mining Engineering, 1994, 46: 1250-1253.
[11] ROBBINS R J. Machine tunneling in the twenty-first century [J]. Tunneling and Underground Space Technology, 1987, 2(2): 147-154. DOI: 10.1016/0886-7798(87)90009-5.
[12] BARLA G, PELIZZA S. TBM tunneling in difficult ground conditions [C]// GeoEng2000��An International Conference on Geotechnical & Geological Engineering. Melbourne, Australia: Technomic Publishing Co., 2000: 1-20.
[13] GONG Qiu-ming, YIN Li-jun, MA Hong-su, ZHAO Jian. TBM tunnelling under adverse geological conditions: An overview [J]. Tunnelling and Underground Space Technology, 2016, 57: 4-17. DOI: 10.1016/j.tust.2016.04. 002.
[14] HANSEN A M. The history of TBM tunneling in Norway [R]. Trondheim: Norwegian Soil and Rock Engineering Association Publication, 1998: 11-19.
[15] VANIN D. The application of a tunnel-boring machine for exploration drifting at Kiena Gold Mines Limited, Val d'Or, Quebec [J]. CIM Bulletin, 1987, 80: 41-47.
[16] IFRIM D, ZOLDY D. Tunnel boring machines, history and trends in Canada [C]// Vanouver TAC 2014: Tunneling in a Resource Driven World. Vancouver, Canada, 2014.
[17] LIU P, LIANG W H. Design considerations for construction of the Qinling Tunnel using TBM [J]. Tunnelling and Underground Space Technology, 2000, 15(2): 139-146. DOI: 10.1016/S0886-7798(00)00041-9.
[18] BILGIN N, COPUR H, BALCI C. Effect of high strength rocks on TBM performance [C]// TBM Excavation in Difficult Ground Conditions. Wilhelm Ernst & Sohn, 2016: 211-223.
[19] ROBBINS. Alimineti Madhava Reddy (AMR) [OL/OB]. The Robbins Company, 2017. http://www.therobbinscompany. com/projects/alimineti-madhava-reddy-amr.
[20] ROBBINS. Caving hard rock with a small diameter double shield [OL/OB]. The Robbins Company, 2014. http://www. therobbinscompany.com/wp-content/uploads/2014/09/Robbins_Newsletter_Summer_2014.pdf.
[21] LOG S, BROX D, ANDERSON T, JOHANNSEN E. The return of TBMs to Norway at Rossaga HEPP �C TBM operation through extremely hard rock, unstable rock mass and other challenges [C]// World Tunnel Congress. Bergen, Norway, 2017: 1-7.
[22] XUE Y D, DIAO Z X, ZHAO F. Analysis of TBM performance and disc cutter consumption in Yinhanjiwei water conveyance tunnel project [C]// World Tunnel Congress 2016. San Francisco, USA, 2016: 1-13.
[23] ROBBINS. Bahce-Nurdag high speed rail tunnels [OL/OB]. The Robbins Company, 2017. http://www. therobbinscompany. com/projects/bahce-nurdag.
[24] ISRM. Rock characterization, testing and monitoring: ISRM suggested methods [M]. Oxfoxd: Pergamon Press, 1981.
[25] WICKHAM G E, TIEDEMANN H R, SKINNER E H. Support determination based on geologic predictions [C]// North America Rapid Excavation and Tunneling Conference. Chicago, Illinois, USA: American Institute of Mining, Metallurgical, and Petroleum Engineers, 1972: 43-64.
[26] WEST G. Rock abrasiveness testing for tunneling [J]. International Journal of Rock Mechanics and Mining Sciences & Geomechanics Abstracts, 1989, 26(2): 151-160. DOI: 10.1016/0148-9062(89)90003-X.
[27] GONG Feng-qiang, SI Xue-feng, LI Xi-bing, WANG Shan-yong. Experimental investigation of strain rockburst in circular Caverns under deep three-dimensional high-stress conditions [J]. Rock Mechanics and Rock Engineering, 2019, 52(5): 1459-1474. DOI: 10.1007/s00603-018-1660-5.
[28] GONG Feng-qiang, LUO Yong, LI Xi-bing, SI Xue-feng, TAO Ming. Experimental simulation investigation on rockburst induced by spalling failure in deep circular tunnels [J]. Tunnelling and Underground Space Technology, 2018, 81: 413-427. DOI: 10.1016/j.tust.2018.07.035.
[29] LI Xi-bing, GONG Feng-qiang, TAO Ming, DONG Long-jun, DU Kun, MA Chu, ZHOU Zi-long, YIN Tu-bing. Failure mechanism and coupled static-dynamic loading theory in deep hard rock mining: A review [J]. Journal of Rock Mechanics and Geotechnical Engineering, 2017, 9(4): 767-782. DOI: 10.1016/j.jrmge.2017.04.004.
[30] KAISER P K, MACCREATH D R, TANNANT D D. Canadian rockburst support handbook: Prepared for sponsors of the Canadian rockburst research program 1990��1995 [R]. Geomechanics Research Centre, 1996.
[31] ORTLEPP W D, STACEY T R. Rockburst mechanisms in tunnels and shafts [J]. Tunnelling and Underground Space Technology, 1994, 9(1): 59-65. DOI: 10.1016/0886-7798(94) 90010-8.
[32] GONG Q M, YIN L J, WU S Y, ZHAO J, TING Y. Rock burst and slabbing failure and its influence on TBM excavation at headrace tunnels in Jinping II hydropower station [J]. Engineering Geology, 2012, 124: 98-108. DOI: 10.1016/j.enggeo.2011.10.007.
[33] FRENZEL C, KASLING H, THURO K. Factors influencing disc cutter wear [J]. Geomechanik Und Tunnelbau, 2008, 1(1): 55-60. DOI: 10.1002/geot.200800006.
[34] DU Li-jie. Progresses, challenges and countermeasures for TBM construction technology in China [J]. Tunnel Construction, 2017, 37(9): 1063-1075. DOI: 10.3973/j.issn. 1672-741X.2017.09.002. (in Chinese)
[35] LI D, YAN Q. TBM construction in Qinling Tunnel on Xikang Railway Line [J]. Tunnel and Underground World, 1999(1): 31-35. DOI: 10.13807 /j.cnki.mtt.1999. 01.007. (in Chinese)
[36] PLINNINGER R, KASLING H, THURO K, SPAUN G. Testing conditions and geomechanical properties influencing the CERCHAR abrasiveness index (CAI) value [J]. International Journal of Rock Mechanics and Mining Sciences, 2003, 40(2): 259-263. DOI: 10.1016/S1365- 1609(02)00140-5.
[37] DEERING K, DOLLINGER G L, KRAUTER D, ROBY J A. Development and performance of large diameter cutters for use on high performance TBM��s [C]// Rapid Excavations and Tunneling Conference. Seattle, USA: Society for Mining, Metallurgy and Exploration, 1991: 807-814.
[38] ROBY J, SANDELL T, KOCAB J, LINDBERGH L. The current state of disc cutter design and development direction [C]// ROACH M F, KRITZER M R, OFIARA D, TOWNSEND B F. North American Tunneling 2008. San Francisco, USA: SME, 2008: 36-45.
[39] SMADING S. Large-diameter 20-inch disc cutters: A comparison of tool life and performance on hard rock TBMs [C]// RETC 2017. San Diego, USA, 2017: 254-260.
[40] OZDEMIR L. The cutting edge [J]. World Tunneling, 2002: 86-88.
[41] SMADING S. TBM disc cutters in the field: Extreme tunnel conditions inform the latest cutting tool advancements[C]// The Thired International Conference on Tunnel Boring Machines in Difficult Grounds. Wuhan, China, 2017.
[42] THOMAS T. The tough got tougher [J]. Tunneling Journal, 2017/2018: 14-15.
[43] SMADING S. 3 ways to bore more efficiently in extremely hard rock: Maximize your TBM advance through minimized downtime, 2019. [OL/OB]. https://www.therobbinscompany. com/3-ways-to-bore-hard-rock.
[44] MOSAVAT K. A smart disc cutter monitoring system using cutter instrumentation technology [C]// RETC 2017. San Diego, USA, 2017: 109-118.
[45] ROSTAMI J, OZDEMIR L. A new model for performance prediction of hard rock TBM [C]// BOWERMAN L D. Rapid Excavation and Tunneling Conference 1993. Boston, MA: SME, 1993: 793-809.
[46] BILGIN N, COPUR H, BALCI C, TUMAC D. TBM performance prediction using laboratory cutting tests in very hard and abrasive rock formations [C]// The Third International Conference on Tunnel Boring Machines in Difficult Grounds. Wuhan, China, 2017.
[47] NELSON P P. TBM performance analysis with reference to rock properties [M]// Excavation, Support and Monitoring. Amsterdam: Elsevier, 1993: 261-291.
[48] MAURER W C. Novel drilling techniques [M]. Britain: Pergamon Press, 1968.
[49] MURRAY C, COURTLEY S, HOWLETT P F. Developments in rock-breaking techniques [J]. Tunnelling and Underground Space Technology, 1994, 9(2): 225-231 DOI: 10.1016/0886-7798(94)90034-5.
[50] NRC. Microwave processing of materials [M]. Washington, DC: The National Academies Press, 1994.
[51] PIERCE K G, LIVESAY B J, FINGER J T. Advanced drilling systems study [R]. Sandia National Laboratories, 1996: 163.
[52] RES J, WLADZIELCZYK K, GHOSE A K. Environment-friendly techniques of rock breaking [R]. Taylor & Francis, 2003.
[53] VOGT D. A review of rock cutting for underground mining: past, present, and future [J]. Journal of the Southern African Institute of Mining and Metallurgy, 2016, 116(11): 1011-1026. DOI: 10.17159/2411-9717/2016/v116n11a3.
[54] MAURER W C. Advanced drilling techniques [M]. Tulsa, Oklahoma, USA: Petroleum Pub. Co.,1980.
[55] CARSTENS J P, DAVISON W R, BROWN C A, MCGARRY F J, SMITH A R. Heat-assisted tunnel boring machines [R]. United Aircraft Corporation Research Laboratories, 1970: 335.
[56] RAMEZANZADEH A, HOOD M. A state-of-the-art review of mechanical rock excavation technologies [J]. Journal of Mining and Environment, 2010, 1: 29-39. DOI: 10.22044/ jme.2010.4.
[57] DEHKHODA S, FAIRHURST C. Rapid excavation and tunneling techniques [J]. Hydraulic Fracturing Journal, 2017, 4: 101-108.
[58] ROSTAMI J. Mechanical rock breaking [M]// DARLING P. SME Mining Engineering Handbook. USA: SME, 2011: 417-434.
[59] von HIPPEL A. Dielectrics and waves [M]. New York: John Wiley & Sons, Inc, 1954.
[60] CHABAY R W, SHERWOOD B A. Matter and interactions [J]. Matter and Interactions, 2011, 544: 594-596.
[61] HAMELIN M, KITZINGER F, PRONKO S, SCHOFIELD G. Hard rock fragmentation with pulsed power [C]// Ninth IEEE International Pulsed Power Conference. Albuquerque, NM, USA, 1993: 11-14.
[62] SEGSWORTH R S, KUHN K. Electrical rock breaking [J]. IEEE Transactions on Industry Applications, 1977, IA-13(1): 53-57. DOI: 10.1109/TIA.1977.4503362.
[63] SUMMERS D A. Waterjetting Technology [M]. CRC Press, 1995.
[64] BOWDEN F P, FIELD J E. The brittle fracture of solids by liquid impact, by solid impact, and by shock [J]. Proceedings of the Royal Society of London Series A: Mathematical and Physical Sciences, 1964, 282(1390): 331-352. DOI: 10.1098/rspa.1964.0236.
[65] FIELD J E. ELSI conference: invited lecture: Liquid impact: theory, experiment, applications [J]. Wear, 1999, 233-235: 1-12. DOI: 10.1016/S0043-1648(99)00189-1.
[66] LESSER M. Analytic solution of liquid-drop impact problems [J]. Proceedings of the Royal Society of London Series A: Mathematical and Physical Sciences, 1981, 377(1770): 289-308. DOI: 10.1098/rspa.1981.0125.
[67] MOHAMED M A K. Waterjet cutting up to 900 MPa [M]. Hannover: The University of Hannover, 2004.
[68] SUMMERS D A, HENRY R L. Water jet cutting of sedimentary rock [J]. Journal of Petroleum Technology, 1972, 24(7): 797-802. DOI: 10.2118/3533-PA.
[69] HOOD M. The use of water jets for rock excavation [C]// HUDSON J A. Comprehensive Rock Engineering: Principles, Practice and Projects, 1993: 229-260.
[70] KNICKMEYER W, BAUMANN L. High-pressure water jet-assisted tunneling techniques [C]// Second US Water Jet Conference. Rolla, Missouri, USA, 1983: 346-356.
[71] HOOD M, KNIGHT G C, THIMONS E D. A review of jet assisted rock cutting [J]. Journal of Engineering for Industry, 1992, 114: 196-206. DOI: 10.1115/1.2899772.
[72] FENN O, PROTHEROE B, JOUGHIN N C. Enhancement of roller cutting by means of water jets [C]// MANN C D, KELLEY M N. Rapid Excavation and Tunneling Conference. New York, USA: AIME, 198: 341-356.
[73] DUBUNGNON O. An experimental study of water jet assisted drag bit cutting of rocks [C]// First US Water Jet Conference. Golden, Colorado, USA, 1981.
[74] HOOD M. Waterjet-assisted rock cutting systems-the present state of the art [J]. International Journal of Mining Engineering, 1985, 3(2): 91-111. DOI: 10.1007/ BF00881623.
[75] CICCU R, GROSSO B. Improvement of the excavation performance of PCD drag tools by water jet assistance [J]. Rock Mechanics and Rock Engineering, 2010, 43(4): 465-474. DOI: 10.1007/s00603-009-0068-7.
[76] WANG F D, MILLER R. High pressure water jet assisted tunneling [C]// Rapid Excavation and Tunneling Conference. Las Vegas, USA, 1976: 649-676.
[77] HENNEKE J, BAUMANN L. Jet assisted tunnel boring in coal measure strata [C]// 4th International Symposium on Jet Cutting Technology. Cantebury, UK, 1978: J1��12.
[78] OZDEMIR L, EVANS R J. Development of waterjet assisted drag bit cutting head for coal measure rock [C]// SUTCLIFFE H, WILSON J W. Rapid Excavation and Tunneling Conference. Chicago, Illinois, 1983: 701-718.
[79] KOUZMICH I A, MERZLYAKOV V G. Schemes of coal massif breakage by disc cutter and high-velocity water jet [C]// Second US Water Jet Conference. Rolla, Missouri, USA, 1983: 381-400.
[80] TECEN O, FOWELL R J. Hybrid rock cutting: Fundamental investigations and practical applications [C]// SUMMERS D A, HASTON F F. 2nd US Waterjet Conference. Rolla, Missouri, USA, 1983: 347-457.
[81] ROPCHAN D, WANG F D, WOLGAMOTT J. Application of water jet assisted drag bit and pick cutter for the cutting of coal measure rocks [R]. Office of Scientific and Technical Information (OSTI), 1980.
[82] CICCU R, GROSSO B. Improvement of disc cutter performance by water jet assistance [J]. Rock Mechanics and Rock Engineering, 2014, 47(2): 733-744. DOI: 10.1007/ s00603-013-0433-4.
[83] CHADWICK R F, KURKO M C. Continuous high-velocity jet excavation - Phase I [R]. Bendix Research Lab, 1972: 97.
[84] CHADWICK R F. Continuous high-velocity jet excavation - Phase II [R]. Bendix Research Lab, 1973: 33.
[85] DEHKHODA S. Experimental and numerical study of rock breakage by pulsed water jets [D]. Brisbane: University of Queensland, 2011.
[86] BAUMANN L, HENNEKE J. Attempt of technical- economical optimization of high pressure jet assistance for tunneling machines [C]// Fifth International Symposium on Jet Cutting Technology. Hanover, Germany, 1980: 119-140.
[87] TBMSTAFF. Water jet hard rock TBM launch ceremony held at CREG [OL/OB]. Tunnel Business Magazine, 2019. https://tunnelingonline.com/water-jet-hard-rock-tbm-launch-ceremony-creg/layout-of-high-pressure-water-nozzle.
[88] HUSTRULID W. A technical and economic evaluation of water jet assisted tunnel boring [R]. Salt Lake City, Utah, USA: University of Utah, 1976: 152.
[89] OZDEMIR L, DOLLINGER G L. Recent developments in mechanical and water jet assisted tunnel boring technology for civil and mining engineering applications [C]// ISRM Symposium: Design and Performance of Underground Excavations. Cambridge, UK, 1984: 295-303. DOI: 10.1680/dapoue.35652.0035.
[90] REHBINDER G. A theory about cutting rock with a water jet [J]. Rock Mechanics, 1980, 12: 247-257. DOI: 10.1007/ bf01251028.
[91] WILSON J W, SUMMERS D A, GERTSCH R E. The development of waterjets for rock excavation [C]// 4th International Symposium on Mine Mechanisation and Automation. Brisbane, Australia, 199: 1-10.
[92] SIEGMAN A E. Lasers [M]. Philadelphia, USA: University Science Books, 1986.
[93] WEBER M J. Handbook of laser wavelengths [M]. CRC Press, 1998.
[94] WILLIAMSON R B, F. M, MCGARRY F J. Some relationships between power level, exposure time, sample size and weakening in laser-assisted rock fracture [M]. MIT Department of Civil Engineering, 1968.
[95] JUREWICZ B R. Rock excavation with laser assistance [J]. International Journal of Rock Mechanics and Mining Sciences & Geomechanics Abstracts, 1976, 13(7): 207-219. DOI: 10.1016/0148-9062(76)91695-8.
[96] GRAVES R M, ARAYA A, GAHAN B C, PARKER R A. Comparison of specific energy between drilling with high power sasers and other drilling methods [C]// SPE Annual Techinical Conference. San Antonio, Texas, US: Society of Petroleum Engineers, 2002: 1-7. DOI: 10.2118/77627-MS.
[97] MCGARRY F J, MOAVENZADEH F. Laser heating effects on rock samples [C]// The 12th US Symposium on Rock Mechanics (USRMS). Rolla, Missouri, USA: American Rock Mechanics Association, 1970.
[98] GRAVES R M, BAILO E T. Analysis of thermally altered rock properties using high-power laser technology [C]// Canadian International Petroleum Conference. Calgary, Alberta, Canada: Petroleum Society of Canada, 2005: 1-8. DOI: 10.2118/2005-245.
[99] XU Z, REED C B, KONERCKI G, PARKER R A, GAHAN B C, BATARSEH S, GRAVES R M, FIGUEROA H, SKINNER N. Specific energy for pulsed laser rock drilling [J]. Journal of Laser Applications, 2003, 15(1): 25-30. DOI: 10.2351/1.1536641.
[100] PARKER R, XU Z, REED C, GRAVES R, GAHAN B, BATARSEH S. Drilling large diameter holes in rocks using multiple laser beams [C]// ICALEO. 2003: 504. DOI: 10.2351/1.5060059.
[101] MOAVENZADEH F, MCGARRY F J, WILLIAMSON R B. Use of laser and surface active agents for excavation in hard rocks [C]// Fall Meeting of the Society of Petroleum Engineers of AIME. Houston, Texas: Society of Petroleum Engineers, 1968: 1-16. DOI: 10.2118/2240-MS.
[102] RAD P F, MCGARRY F J. Thermally assisted cutting of granite [C]// The 12th US Symposium on Rock Mechanics (USRMS). Rolla, Missouri, USA: American Rock Mechanics Association, 1970: 721-757.
[103] CARSTENS J P, BROWN C O. Rock cutting by laser [C]// Fall Meeting of the Society of Petroleum Engineers of AIME. New Orleans, Louisiana, USA: Society of Petroleum Engineers, 1971: 1-10. DOI: 10.2118/3529-MS.
[104] LAURIELLO P J, CHEN Y. Thermal fracturing of hard rock [J]. Journal of Applied Mechanics, 1973, 40(4): 909-914. DOI: 10.1115/1.3423186.
[105] O��BRIEN D G, GRAVES R M, O��BRIEN E A. Laser-rock-fluid interaction: Application of free-electron laser (FEL) in petroleum well drilling and completions [C]// Optoelectronics '99-Integrated Optoelectronic Devices. San Jose, CA, United States: SPIE, 1999: 168-176.
[106] GRAVES R M, BAILO E T. Porosity and permeability changes in lased rocks calculated using fractal fragmentation theory [C]// Canadian International Petroleum Conference. Calgary, Alberta, Canada: Petroleum Society of Canada, 2004: 1-8. DOI: 10.2118/2004-112.
[107] GURVICH L, YATSIV S, SHACHRAI A. Rock processing with CO2 laser radiation [C]// Proc SPIE. 1972: 297-305.
[108] KUMAR M, BISWAS A K, SRINIVAS K, NATH A K. Marble cutting with cw CO2 laser [C]// Photonics West '95. Proc SPIE 2374, Novel Applications of Lasers and Pulsed Power. San Jose, CA, USA, 1995, 2374: 34-39. DOI: 10.1117/12.205021.
[109] MIRANDA R M, QUINTINO L. CO2 Laser cutting of calcareous stones [J]. Materials and Manufacturing Processes, 2004, 19(6): 1133-1142. DOI: 10.1081/AMP-200035267.
[110] RIVEIRO A, MEJIAS A, SOTO R, QUINTERO F, DEL VAL J, BOUTINGUIZA M, LUSQUINOS F, PARDO J, POU J. CO2 laser cutting of natural granite [J]. Optics & Laser Technology, 2016, 76: 19-28. DOI: 10.1016/j.optlastec. 2015.07.018.
[111] MONTROSS C S, FLOREA V, BOLGER J A. Laser-induced shock wave generation and shock wave enhancement in basalt [J]. International Journal of Rock Mechanics and Mining Sciences, 1999, 36(6): 849-855. DOI: 10.1016/ S0148-9062(99)00054-6.
[112] BOLGER J A, MONTROSS C S, RODE A V. Shock waves in basalt rock generated with high-powered lasers in a confined geometry [J]. Journal of Applied Physics, 1999, 86(10): 5461-5466. DOI: 10.1063/1.371546.
[113] SELLAR J G. Apparatus and process for employing synergistic destructive powers of a water stream and a laser beam: Google Patents, US5356081A [P]. 2014-08-21.
[114] LAND M S, VOLKMAR J F, ZEDIKER M S, KOLACHALAM S, NORTON R J, FAIRCLOTH B O, GRUBB D L, de WITT R A. High power laser tunneling mining and construction equipment and methods of use [M]. US: Foro Energy Inc., Littleton, CO (US), 2014: 74.
[115] POONIWALA S A. Lasers: The next bit [C]// SPE Eastern Regional Meeting. Canton, Ohio, USA: Society of Petroleum Engineers, 2006: 1-10. DOI: 10.2118/104223-MS.
[116] METAXAS A C, MEREDITH R J. Industrial microwave heating [M]. Stevenage, England: IET, 1983.
[117] ZHENG Yan-long, MA Zhong-jun, ZHAO Xiao-bao, HE Lei. Experimental investigation on the thermal, mechanical and cracking behaviours of three igneous rocks under microwave treatment [J]. Rock Mechanics and Rock Engineering, 2020, 53(8): 3657-3671. DOI: 10.1007/s00603-020-02135-x.
[118] SANTAMARINA J C. Rock excavation with microwaves: A literature review [C]// KULHAWY F H. Foundation Engineering Conference. Evanston, Illinois, United States: ASCE, 1989: 459-473.
[119] BATCHELOR A R, JONES D A, PLINT S, KINGMAN S W. Deriving the ideal ore texture for microwave treatment of metalliferous ores [J]. Minerals Engineering, 2015, 84: 116-129. DOI: 10.1016/j.mineng.2015.10.007.
[120] NELSON S, LINDROTH D, BLAKE R. Dielectric properties of selected and purified minerals At1 to 22 GHz [J]. Journal of Microwave Power and Electromagnetic Energy, 1989, 24(4): 213-220. DOI: 10.1080/08327823.1989. 11688096.
[121] CHURCH R H, WEBB W E, SALSMAN J B. Dielectric properties of low-loss minerals [R]. United-States Department of the Interior and The Bureau of Mines, 1988: 28.
[122] WALKIEWICZ J W, KAZONICH G, MCGILL S L. Microwave heating characteristics of selected minerals and compounds [J]. Miner Metall Process, 1988, 5(1): 39-42. DOI: 10.1007/BF03449501.
[123] HARRISON P C. A fundamental study of the heating effect of 2.45 GHz microwave radiation on minerals [D]: University of Birmingham, 1997.
[124] HOEKSTRA P. Rock, frozen soil and ice breakage by high-frequency electromagnetic radiation: A review [R]. Department of Defense, Department of the Army, Corps of Engineers, Cold Regions Research and Engineering Laboratory, 1976: 17.
[125] MISNIK Y M, NEKRASOV L B. Breaking frozen loose rocks by means of a combination of high-frequency and mechanical fields [J]. Soviet Mining, 1969, 5(6): 646-650. DOI: 10.1007/bf02501244.
[126] MISNIK Y M, NEKRASOV L B. Electrothermal breaking of frozen rocks (Principal problems and research results) [J]. Soviet Mining, 1973, 9(5): 487-491. DOI: 10.1007/ BF02501375.
[127] GUSHCHIN V V, RZHEVSKII V V, KUZNETSOV V V, PROTASOV Y I, YURCHENKO N N. Driving of workings by a cutter-loader with electrothermal rock breaking [J]. Soviet Mining, 1973, 9(6): 618-622. DOI: 10.1007/ BF02501780.
[128] GUSHCHIN V V, KUZNETSOV V V, CHERNIKOV V A, MERZON A G, PROTASOV Y I, VARTANOV G A. Driving horizontal workings by means of an entry drifting machine with electrothermomechanical cutting [J]. Soviet Mining, 1979, 15(2): 133-137. DOI: 10.1007/BF02499511.
[129] PROTASOV Y I, KUZNETSOV V V, MERZON A G, CHERNIKOV V A, RETINSKII V S. A study of electrothermomechanical destruction of hard rocks with a rotary heading machine [J]. Soviet Mining, 1984, 20(6): 462-467. DOI: 10.1007/BF02498201.
[130] KRASNOVSKIJ S S, UVAROV A P. Examination of possibility of lowering of power consumption of rocks fracture at affecting of thick streams of microwave energy of millimeter wave [C]// Russian Scientific Conference: Microwave Energy Application in Processes and Scientific Examinations. Saratov, Russia, 1991: 139-140.
[131] KOIWA T, SHIRATORI Y, TAKAHASHI H, MATSUMOTO S. Rock breaking by microwave radiation-effects of local heating and thermal fracture [R]. Nagase, Yokosuka, Japan: Ministry of Transport, 1975: 181-209.
[132] TAKAHASHI H, KOIWA T, MIYAZAKI S, KIHARA S, MATSUMOTO S. Rock excavation by microwave- Capability of high power microwave rock breaker (100 kW, 200 kW) for rock excavation [R]. Port and Airport Research Institute, 1979: 1-17.
[133] LINDROTH D P, BERGLUND W R, MORRELL R J, BLAIR J R. Microwave-assisted drilling in hard rock [J]. Minining Engineering, 1993, 25: 1159-1163.
[134] HARTLIEB P, GRAFE B. Experimental study on microwave assisted hard rock cutting of granite [J]. BHM Berg- und H��ttenmannische Monatshefte, 2017, 162(2): 77-81. DOI: 10.1007/s00501-016-0569-0.
[135] HARTLIEB P, GRAFE B, SHEPEL T, MALOVYK A, AKBARI B. Experimental study on artificially induced crack patterns and their consequences on mechanical excavation processes [J]. International Journal of Rock Mechanics and Mining Sciences, 2017, 100: 160-169. DOI: 10.1016/ j.ijrmms.2017.10.024.
[136] LU Gao-ming, FENG Xia-ting, LI Yuan-hui, ZHANG Xi-wei. The microwave-induced fracturing of hard rock [J]. Rock Mechanics and Rock Engineering, 2019, 52(9): 3017-3032. DOI: 10.1007/s00603-019-01790-z.
[137] ZNAMENACKOVA I, LOVAS M, HAJEK M, JAKABSKY S. Melting of andesite in a microwave oven [J]. Journal of Mining and Metallurgy, 2003, 39(3, 4): 549-557. DOI: 10.2298/JMMB0304549Z.
[138] SATISH H. Exploring microwave assisted rock breakage for possible space mining applications [D]. Montreal, Quebec, Canada: McGill University, 2005.
[139] SIKONG L, BUNSIN T. Mechanical property and cutting rate of microwave treated granite rock [J]. Songklanakarin Journal of Science and Technology, 2009, 31: 447-452.
[140] PEINSITT T, KUCHAR F, HARTLIEB P, MOSER P, KARGL H, RESTNER U, SIFFERLINGER N A. Microwave heating of dry and water saturated basalt, granite and sandstone [J]. International Journal of Mining and Mineral Engineering, 2010, 2(1): 18-29. DOI: 10.1504/ IJMME.2010.03181.
[141] NEJATI H. Analysis of physical properties and thermo- mechanical induced fractures of rocks subjected to microwave radiation [D]. Montreal, Quebec, Canada: McGill, 2014.
[142] NEKOOVAGHT P M. Physical and mechanical properties of rocks exposed to microwave irradiation: Potential application to tunnel boring [D]. Montreal, Quebec, Canada: McGill University, 2015.
[143] JERBY E, DIKHTYAR V, AKTUSHEV O, GROSGLICK U. The microwave drill [J]. Science, 2002, 298: 587-589.
[144] JERBY E, NEROVNY Y, MEIR Y, KORIN O, PELEG R, SHAMIR Y. A silent microwave drill for deep holes in concrete [J]. IEEE Transactions on Microwave Theory and Techniques, 2018, 66(1): 522-529. DOI: 10.1109/TMTT. 2017.2729509.
[145] OGLESBY K, WOSKOV P, EINSTEIN H, LIVESAY B. Deep geothermal drilling using millimeter wave technology (final technical research report) [R]. Office of Scientific and Technical Information (OSTI), 2014.
[146] WOSKOV P. Millimeter-wave directed energy deep boreholes [C]// Drilling for Geology II Conference 2017. Brisbane, Australia: Australian Institute of Geoscientists, 2017.
[147] ZHENG Y L, ZHANG Q B, ZHAO J. Effect of microwave treatment on thermal and ultrasonic properties of gabbro [J]. Applied Thermal Engineering, 2017, 127: 359-369. DOI: 10.1016/j.applthermaleng.2017.08.060.
[148] WOSKOV P P, EINSTEIN H H, OGLESBY K D. Penetrating rock with intense millimeter-waves [C]// 39th International Conference on Infrared, Millimeter, and Terahertz waves (IRMMW-THz). Tucson, Arizona, USA: IEEE, 2014: 1-2. 10.1109/IRMMW-THz.2014.6955993.
[149] HASSANI F, NEKOOVAGHT P M, GHARIB N. The influence of microwave irradiation on rocks for microwave-assisted underground excavation [J]. Journal of Rock Mechanics and Geotechnical Engineering, 2016, 8: 1-15. DOI: 10.1016/j.jrmge.2015.10.004.
[150] PEINSITT T, KUCHAR F, KARGL H, RESTNER U, SIFFERLINGER N, MOSER P. Microwave heating of rocks with different water content [C]// Proceedings of Microwave Technology '08. 2008: 1-9.
[151] NEKOOVAGHT P M. An investigation on the influence of microwave energy on basic mechanical properties of hard rocks [D]. Montreal, Quebec, Canada: Concordia University, 2009.
[152] COOK N G W, JOUGHIN N C. Rock fragmentation by mechanical, chemical and thermal methods [C]// The 6th International Mining Conference. Madrid, Spain, 1979: 223-228.
[153] BIENIAWSKI R Z T, CELADA B, TARDAGUILA I, RODRIGUES A. Specific energy of excavation in detecting tunneling conditions ahead of TBMs [J]. Tunnels & Tunneling International, 2012: 65-68.
[154] MELLOR M. Normalization of specific energy values [J]. International Journal of Rock Mechanics and Mining Sciences & Geomechanics Abstracts, 1972, 9: 661-663. DOI: 10.1016/0148-9062(72)90016-2.
[155] POOLE J W, THORPE M L. Study of high powered plasma for in situ hard rock disintegration [R]. Defense Technical Information Center, 1973.
(Edited by YANG Hua)
���ĵ���
��Ӳ����ĥ����ʯ�е�TBM����ʩ�������⣬��������������ҷ���
ժҪ����Ӳ����ĥ����ʯ������TBM����ĥ�𡢽��;�����ʣ���ʩ������������ս��Ϊ��Ӧ�Ը���ز㣬�豸�����̺��о���Աͨ�����TBM���ܺͿ���������ʯ���鷽���������˴���̽������������ͨ�����������������˼�Ӳ����TBMʩ����������ս����Σ�������Ӳ��TBM�ļ���ͻ�ƺ��ֿ������ڶ���/��������Ӳ�ҵķ�����������ϸ�����˸�ѹˮ��������������������ҵĻ�����ʵ�����о����ֳ�Ӧ���Լ�δ����Ҫ��չ���о�����������ԣ���Щ�������ҷ����ڼ������ǿ��еģ�Ȼ����������ұ���ͨ���ǻ�е���ұ��ܵ�10�����ϣ������Ҫ�о���������-��е�������鼫Ӳ�ҵı��ܣ������迪��������ˮ�������������������ʹ��Ӧ�ø��о����ԡ�
�ؼ��ʣ���Ӳ����ĥ������ʯ�����������(TBM)����ѹˮ���������⣻��
Foundation item: Projects(3205009419, 3205002001C3) supported by Fundamental Research Funds for Central Universities, China
Received date: 2020-07-21; Accepted date: 2020-11-02
Corresponding author: HE Lei, PhD, Professor; E-mail: helei_civil@seu.edu.cn; ORCID: https://orcid.org/0000-0002-9211-5491
Abstract: Extremely hard and abrasive rocks pose great challenges to the past and ongoing TBM projects by increasing cutter wear and reducing penetration rates. A considerable amount of research has been conducted to improve the performance of TBMs in those challenging grounds by either improving the capacity of TBMs or developing assisting rock breakage methods. This paper first highlights the challenges of hard and abrasive rocks on TBM tunneling through case studies. It then presents the development of hard rock TBMs and reviews the technologies that can be used individually or as assistance to mechanical excavators to break hard rocks. Emphases are placed on technologies of high pressure waterjet, laser and microwave. The state of the art of field and laboratory research, problems and research directions of those technologies are discussed. The assisting methods are technically feasible; however, the main challenges of using those methods in the field are that the energy consumption can be over 10 times high and that the existing equipments have robustness problems. More research should be conducted to study the overall energy consumption using TBMs and the assisting methods. Pulsed waterjet, laser and microwave technologies should also be developed to make the assistance economically viable.
[40] OZDEMIR L. The cutting edge [J]. World Tunneling, 2002: 86-88.
[42] THOMAS T. The tough got tougher [J]. Tunneling Journal, 2017/2018: 14-15.
[48] MAURER W C. Novel drilling techniques [M]. Britain: Pergamon Press, 1968.
[50] NRC. Microwave processing of materials [M]. Washington, DC: The National Academies Press, 1994.
[54] MAURER W C. Advanced drilling techniques [M]. Tulsa, Oklahoma, USA: Petroleum Pub. Co.,1980.
[59] von HIPPEL A. Dielectrics and waves [M]. New York: John Wiley & Sons, Inc, 1954.
[63] SUMMERS D A. Waterjetting Technology [M]. CRC Press, 1995.
[67] MOHAMED M A K. Waterjet cutting up to 900 MPa [M]. Hannover: The University of Hannover, 2004.
[92] SIEGMAN A E. Lasers [M]. Philadelphia, USA: University Science Books, 1986.
[93] WEBER M J. Handbook of laser wavelengths [M]. CRC Press, 1998.
[116] METAXAS A C, MEREDITH R J. Industrial microwave heating [M]. Stevenage, England: IET, 1983.
