
X5214���Ͻ��Ͳļ�ѹ���̵���ֵģ��
�ָ��ã��� �ѣ�֣С�࣬�� �ϣ��ƹⷨ��������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
ժ Ҫ��ͨ����������Ԫ����������������ϣ���MSC.SuperForge����Ԫ��ҵ������ʵ���˼�ѹ�Ȧ�=98.28��X5214���Ͳļ�ѹ���̵���ֵģ�⣻�Ա���3�ֲ�ͬ��������״���Ͳļ���ģ�ڴ�z������پ����ԣ���ø��Ͳļ�ѹ���̵IJ��������ٶȳ���Ӧ�������¶ȳ��ֲ�ͼ�����Խ������������̽��з�����ģ������������������X5214���Ͳģ����öԳƵ���ģ�ɻ�ýϼѵ����پ����ԡ�
�ؼ��ʣ�
��ѹ�������Ͳ�����������״����ֵģ����
��ͼ����ţ�TG376.2 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)04-0748-07
Numerical simulation of extrusion process of X5214 aluminum alloy profile
LIN Gao-yong, ZHOU Jia, ZHENG Xiao-yan, FENG Di, HUANG Guang-fa, PENG Da-shu
(The Key Laboratory of Nonferrous Metal Materials Science and Engineering of Ministry of Education,
School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The finite element method (FEM) and the finite volume method (FVM) were used for numerical simulation of the extrusion process. The forming of a complex thin-walled aluminum profile X5214 with extrusion ratio of 98.28 was simulated in the new simulation system on the platform of MSC. SuperForge successfully. The uniformity of the velocity in z direction at the die orifice in three different deflector shapes was compared. The distributions of velocity field, effective stress field and temperature field during the extrusion process were discussed and the metal flowing process was analyzed. The results of numerical simulation show that, for X5214 aluminum profile, the most uniform flow velocity field can be obtained by adopting the symmetrical deflector.
Key words: large extrusion ratio; aluminum profile; deflector shape; numerical simulation
���Ͻ��Ͳ������һϵ���������Զ��ں��ա����졢��������������������������е�������ҵ�õ�Խ��Խ�㷺��Ӧ�á�Ȼ������ͳ���Ͳļ�ѹ���շ�����ģ�������Ҫ������������Ⱥ���ƾ��飬��������ģ����ģ��������������������ѹ���ι����еIJ�Ʒȱ�ݣ���Ȼ��������������ٷ�չ���Ͳļӹ�ҵ��Ҫ���������ʵ��ġ�����ģ�⡱�dz���Ҫ[1-2] �����ż��������������Ԫ����Ѹ�ٷ�չ���Լ�ѹ���ι��̽���ȫ�桢ϵͳ�Ĺ���ģ���ѳ�Ϊ��ʵ[3-6]��
Ϊ�˽������Ԫ���������о���������Ա����������������ػ������⣬���ǽ�Ӧ����������ѧ��������������[7-10]���뵽�˽������Գ�����ֵģ���С����꿪������ҵ����������MSC.SuperForge������ģ���������������⣬ȡ����һ���ijɹ�[11]���¹�ѧ��[12]��ƽģ�ͷ������ģ���Ͳļ�ѹ�����н�������������ʱ�Ķ����ٶȽ������о����ܷɵ�[13-16] ������������������Ͳļ�ѹ���ν�����ģ�⣬�������������Ԫ����Ͻ��м��㣬��ʵ�����Ͳļ�ѹ��ֵģ�⼷ѹ����ߵ�50��Ȼ�������ڴ�ѹ��(ƽģ��ѹ�ˣ�60)����(�ں�t��2 mm)�ĸ����Ͳļ�ѹ��ֵģ���ڹ�����δ���������ڴˣ����������Թ���ij����ǰ���Ͳ������У���ģǰ��ģ�����϶ࡢ��ѹ�������ѵ�һ��X5214��բ�������Ͳ�Ϊ�о������������ֵģ���о���������ѹ�ȸ��ӱ������Ͳļ�ѹʱ��ͬ��������״�Խ�������ģ�ھ����Ե�Ӱ���Լ���ѹ�����н����������ɡ�Ӧ��Ӧ�䳡���¶ȳ��ͼ�ѹ�����ٶȵ�������Ա�ΪCAD/CAE/CAO/CAM����ϵͳ�ڱ��ڴ�ѹ�����Ͳļ�ѹ����ģ����������Ӧ�õ춨������������Ͳ�������һ����ģ�ɹ��ʣ���ʡ��Դ����Դ�����̲�Ʒ�������ڣ������ҵ��������
1 ʵ������
��ֵģ��ѡ�õ�X5214�ͲĽ���ͼ��ͼ1��ʾ�����Ͳ�Ϊ�ǶԳ��乳ʵ�Ľṹ�������е���ģ��ƽģ��ѹ���Σ�ģ�ߵĹ������ֲ���ͼ2��ʾ��
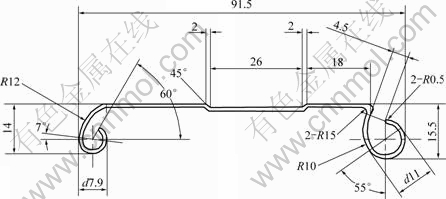
���mm
ͼ1 X5214�ͲĽ���ͼ
Fig.1 Sectional view of X5214 profile

���mm
ͼ2 X5214�Ͳļ�ѹģ�߹���������
Fig.2 Bearing length of extrusion die for X5214 profile
���Ͳļ�ѹ��ֵģ����1̨�����ܼ�����Ͻ�����ֵģ����㣬���ڻ��X5214�Ͳ���ά��ѹ���̵IJ��������ٶȡ�Ӧ����Ӧ����¶ȷֲ�ͼ��ģ��ij�ʼ��������1���Ͳļ�ѹ�Ȧ�=98.28������ѡ��6063���Ͻ���Ͽ⡣
��1 X5214���Ͳļ�ѹ������ֵģ���ʼ����
Table 1 Initial conditions of numerical simulation of extrusion processing of X5214 profile

��MSC.SuperForge����ƽ̨�ϣ���������Ԫ��(FEM)�����������(FVM)���ϵķֲ����㷽�����ǶԳ��乳����ѹ�¸߶�h��3.9 mmʱ��������Ԫ����h��3.9 mmʱ����������������˷ֽ��ߵ�ȷ�����Ͳĵ�Ԥ��������йأ����ݳ������飬�Ը÷������ģ��ѹ���ƽ�3.9 mmʱ������Ԥ���λ�����ɡ��ڴ�֮ǰ���������С������FEM�ɶ��������ϡ����Զ����֣��ڴ�֮����δ�����������أ�����FVM�ɱ����������»��֣��Ӷ�������������ٶȡ�����2�ַ�����ϣ���������ȵط�����2�ַ������ŵ㡣
2 ʵ���������
2.1 ���������ֲ�����
ͼ3��ʾ�Dz���3�ֲ�ͬ��������״��ѹʱģ�ڴ������z��(��ѹ����)���ٷֲ�����ͼ3�ɼ������������뼷ѹ����ԽԶ����ֵԽС���Ͳ���״�����ٱȸ��Ӵ����ٿ졣�������ϼ�����z�����ٲ������뼷ѹ���ĵľ����йأ�Ҳ���Ͳ���״�йأ������ܵ�Ħ����Ӱ���Ե�ʣ��뼷ѹ���Ľ�����������ģ�߽Ӵ����С���뼷ѹ����Զ����Ħ�������ܵ���Ħ����Ҳ�ͽ�С���Ͳ���״���ܳ�С��������ģ�ߵĽӴ����С�������ܵ���Ħ����Ҳ��ԽС������ģ�ڴ�Ħ���������ϵ��������谭���ã����뼷ѹ���Ľ����������ٿ����뼷ѹ����Զ�����٣��Ͳ���״���Ӵ����ٽ������ط�����
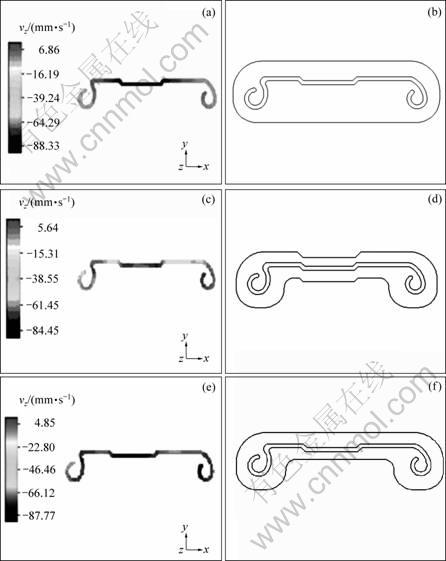
(a) ����(b)ͼ�еļ�����; (b) ������; (c) ����(d)ͼ�еķ��ε����ף�(d) ���ε����ף�
(e) ����(f)ͼ�еĶԳƵ����ף�(f) �ԳƵ�����
ͼ3 ���ò�ͬ��������״ģ�ں����z�����ٷֲ�ͼ
Fig.3 Velocity distribution in z direction at die orifice with different shape deflectors
�Ա�ͼ3(a)��3(c)��3(e)�����Է��֣����ü����ͷ��ε�����ʱ����ѹ���ڵ�z�����پ����Զ�������öԳƵ����ĺá����ϼ����ڴ������ٲ����뼷ѹ���ľ�����Ͳ���״�йأ�������ģ�ֲ�������������йء�ͨ�����ڵ�������״�ʹ�С���Կ������ϼ����ڴ������پ����ԡ�����ͼ3(b)�еĵ�������״����Ȼ��ģ�״����Ͻ϶࣬��δ���к������䣬�����乳�����ϲ���������ͼ3(d)��ʾ�ķ��ε����ף���������Ϻ���������ṹ���Գƣ�Ҳ��Ӱ�켷���ٶȣ��Աȶ��ԣ�ͼ3(e)��ʾ�Ķ�Ӧ�ĵ����ף������Ͳ������乳���������㹻�Ľ�������������ڼ����ڴ����ٽϾ��ȡ�
ͼ4��ʾΪѡ��ͼ3(e)��ʾ�ĵ�������״ʱ����ģ������õ���X5214�Ͳļ�ѹʱ�������������z�����ٷֲ�����ͼ4��֪������Խ����ģ�ڴ�����Խ���ӣ��ر���ģ����״ͻ�䴦������ӡ�������Ϊ�ڵ�����������������죬��ˣ��������ӣ�����״ͻ��IJ�λ���������ٵķ����������ϵ��������Ӹ��ӡ��������Ͻ����ٶȲ�һ�£����������ϼ䡢������ģ�䷢�����ҵ�Ħ�����ø��Ӿ�����������ĸ����ԣ���Ҳ��ģ��ģ�ڴ�����ĥ���ԭ��֮һ������ģ�ߺͲ�Ʒ���ʱӦ�ر��ע�Ͳ���״ͻ�䴦�������������Ƕȿ���Ӧ������ѡ��ϴ�Բ�ǰ뾶���Լ�С��״ͻ���ݶȡ�
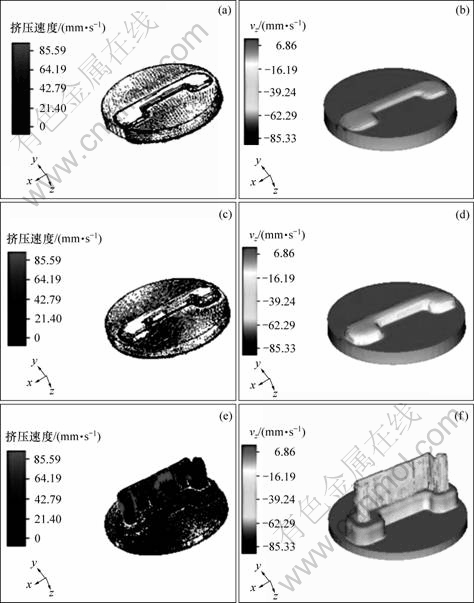
(a) ��ѹ�г�Ϊ2.175 mmʱ����������ͼ; (b) ��ѹ�г�Ϊ2.175 mmʱ��z��������ͼ;
(c) ��ѹ�г�Ϊ3.044 mmʱ����������ͼ; (d) ��ѹ�г�Ϊ3.044 mmʱ��z��������ͼ;
(e) ��ѹ�г�Ϊ7.804 mmʱ����������ͼ; (f) ��ѹ�г�Ϊ7.804 mmʱ��z��������ͼ
ͼ4 ���������ֲ�ͼ
Fig.4 Figures of material flow and velocity in z direction
��ͼ4�ɿ�������������䵼����ʱ���������������ϵ��������Կ�����������ͼ4(b)��z������Ϊ14~18 mm/s��ͼ4(d)��z������Ϊ25~30 mm/s��˵����ѹԤ���νν���ǰ��z����������ѹ���������Ӷ��ӿ죬��һ�����ٵĹ��̡���������ģ��ģ�����������ƣ��ڳ�ģ�ڽ�Ҳ��һ�����ٹ��̣�ֱ����ǻ�������������ǻ�ڽ��������γ�ƽ���ѹ�����ȶ�״̬�������ȶ�״̬���ٶ�Ϊ86~94 mm/s����ͼ4(f)��ʾ��
2.2 ��ЧӦ��Ӧ�����
ͼ5��ʾΪX5214�Ͳļ�ѹ���ι����еĵ�ЧӦ�����ֲ�����ͼ5��֪���ڵ��������Σ���������ڴ��ĵ�ЧӦ��������ż�ѹ�г̵����Ӷ�����ѹ����3.0 mm����34~39 MPa�����ӵ�ѹ����7.8 mm����45~50 MPa�������˽�28.2%�������Ͳļ����Σ��Ͳ�ģ�״��ĵ�ЧӦ���������ĵط���ö࣬�����м䲿λ�������ЧӦ����50 MPa����ͼ5(c)��5(d)��ʾ���ɼ���ģ�ߵ�ĥ��ʧЧ�����ģ�ڸ���������ʵ�������пɿ��Ƕ�ģ��ģ�ڽ��оֲ�Ӳ���ȴ��������ģ��ģ�ڴ����ϵ���ĥ������

��ѹ�г�/mm: (a) 3.044; (b) 4.336; (c) 6.936; (d) 7.804
ͼ5 ��ͬ��ѹ�г��µĵ�ЧӦ���ֲ�ͼ
Fig.5 Distributions of effective stress in different strokes
2.3 �¶ȳ�����
ͼ6��ʾΪX5214�Ͳļ�ѹ���ι����е��¶ȳ��ֲ�ͼ���ڼ�ѹ���ι����У��������¶ȱ仯��Ҫ��3�����Ӱ�죺һ����ģ�������ϵ��¶Ȳ�ͬ������֮��Ӵ�ʱ�������ȴ�����Ӱ�죻���������ڼ�ѹ��������ģ��Ħ���������ȵ�Ӱ�죻�������ϼ�ѹʱ�������Ա��ι����в�����������Ӱ�졣��3���������Ӱ�죬ʹ�ü�ѹ�������¶ȵı仯ʮ�ָ��ӡ��ڼ�ѹ��ʼ�Σ����ڼ�ѹ���β����������������ֲ���ģ�ߺͻ������ȴ�����ʧ�����������ϵ��¶������½����½������ɶ����������Ե���ݶȵݼ�����Ե���½�����Լ15?���������½����ȵ���5?����ͼ6(a)��ʾ�����ż�ѹ�Ľ��У��ڶ������IJ�λ���ڱ��κ�Ħ���������������ã����ϵ��¶��������ԣ�����¶���500?���ϣ��ڶ��������Ե���β����������������ֲ���ģ�ߺͻ������ȴ�����ʧ�����������dz��½����ƣ����½����ٶ�Խ��ԽС��������ѹ��Ƭ�˶�����Ե��ЧӦ��С�����������Σ��ȴ���ɢ������ռ�������ã������¶��½���20?���½��ٶ�Ҫ�Ⱦ����Ե�½��ٶȿ죬��ͼ6(b)��6(c)��ʾ������ѹ�����ȶ���ѹ�κ��¶ȳ������ȶ��ֲ���û��̫��ı䣬��ͼ6(c)��6(d)��ʾ����������ѹ�����У���������¶ȷ�����ģ��ģ�ڸ������ЧӦ��Ӧ��ֲ����ƣ���Ҳ˵����ѹ�����ж����¶ȵ�������Ҫ�������Ա��β������ȡ�
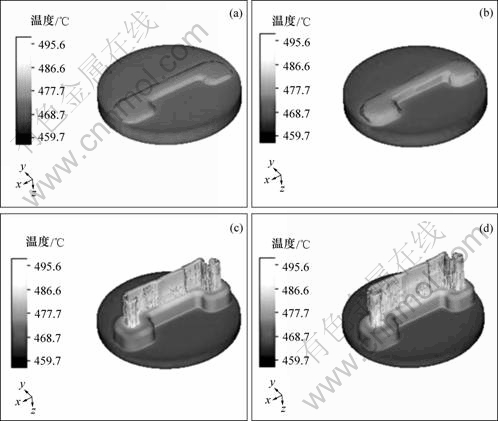
��ѹ�г�/mm: (a) 3.044; (b) 4.336; (c) 6.936; (d) 7.804
ͼ6 ��ͬ��ѹ�г��µ��¶ȳ��ֲ�ͼ
Fig.6 Distributions of temperature field in different strokes
3 �� ��
a. ������Ԫ����������������ϣ�ʵ���˼�ѹ��Ϊ98.28ʱ��X5214�Ͳļ�ѹ���̵���ά��ֵģ�⡣
b. �����X5214�Ͳļ�ѹ���̵Ľ��������ٶȳ���3�ֲ�ͬ��������״ģ�ں����z�����ٳ�����ЧӦ��������ЧӦ�䳡���¶ȳ��ֲ�ͼ����ֵģ������ģ����ƺͼ�ѹ���յ��ƶ����Ż���ָ�����塣
c. ���ڵ�������״�ʹ�С���Կ������ϼ����ڴ������پ����ԡ����ϼ����ڴ������ٲ����뼷ѹ���ľ�����Ͳ���״�йأ�������ģǻ�ֲ�������������йء�����X5214�Ͳģ����öԳƵ����ɻ�ýϼѵ����پ����ԡ�
�ο����ף�
[1] �� ��, ����ڼ, ������. ���Ͳļ�ѹģCAD/CAE/CAM�о���չ[J]. ��Ͻ�ӹ�����, 1999, 27(10): 1-4.
YAN Hong, BAO Zhong-xu, LIU He-sheng. Study progress on aluminium profile extrusion die CAD/CAE/CAMM[J]. Light Alloy Fabrication Technology, 1999, 27(10): 1-4.
[2] �ơ���, ����ڼ, ������. �Ͳļ�ѹ���μ������о�[J]. ��ѹ��е, 1999, 34(6): 50-52.
YAN Hong, BAO Zhong-xu, JIANG Xiong-xin. Study one profile extrusion forming technology[J]. Metalforming Machinery, 1999, 34(6): 50-52.
[3] ��ӱ��, ������, ������. CONFORM ������ѹ���ι��̵ĸ�ճ��������Ԫģ��[J]. �й���ɫ����ѧ��, 1993, 3(4): 42-47.
PENG Yin-hong, PENG Da-shu, ZUO Tie-yong. The rigid-viscoplasticity finite element simulation at the processing of CONFORM continuing extrusion deformation[J]. The Chinese Journal of Nonferrous Metals, 1993, 3(4): 42-47.
[4] ��ӱ��, ��ѩ��, ������. CONFORM ������ѹ����ȱ��ι��̵ĸ�ճ��������Ԫ����[J]. �й���ɫ����ѧ��, 1994, 4(3): 60-64.
PENG Yin-hong, YUAN Xue-yu, ZUO Tie-yong. The rigid-viscoplasticity finite element simulation at the processing of CONFORM continuing extrusion deformation with heat coupling[J]. The Chinese Journal of Nonferrous Metals, 1994, 4(3): 60-64.
[5] ��ӱ��, �� ��, ��ѩ��. ���������������̵ļ�������漼��[J]. �й���ɫ����ѧ��, 1995, 5(2): 8-11.
PENG Yin-hong, ZHOU Fei, YUAN Xue-yu. The computer emulation technology of the metal plastic flowing process[J]. The Chinese Journal of Nonferrous Metals, 1995, 5(2): 8-11.
[6] �ָ���, �� ��, ������, ��. ���Ͳ�ģ�ߵ����ṹ�Ż�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(2): 225-231.
LIN Gao-yong, ZHOU Jia, ZHANG Yong-ning, et al. Optimization of deflector hole for aluminium profile extrusion die[J]. J Cent South Univ: Science and Technology, 2007, 38(2): 225-231.
[7] Versteeg H K, Malalasekera W. An introduction to computational fluid dynamics��the Finite Volume Method[M]. London: Longman Group Ltd, 1995: 5-137.
[8] Bailey C, Cross M. A finite volume procedure to solve elastic solid mechanics problems in three dimensions on an unstructured mesh[J]. Int J Num Meth Eng, 1995, 38(2): 1757-1776.
[9] ���ε, �� ��. ����������ķ�����Ľ�[J]. ��������ѧѧ��, 1994, 12(4): 451-465.
LI Fen-wei, E Qin. The analyzing and improvement of finite volume method[J]. Acta Aerodynamical Sinica, 1994, 12(4): 451-465.
[10] �ź���, �״���. ��ά�������TVD�����������Ķ༫��ɢ�о�[J]. ��ը����, 2000, 20(1): 19-24.
ZHANG Hai-bo, BAI Chun-hua. The research of three-dimensional FVM TVD method and multipolar diffusion of shock wave[J]. Explosion and Shock Waves, 2000, 20(1): 19-24.
[11] Vries E D, Ding P. Simulation of 3D forging and extrusion problems using a finite volume method[C]//Proceeding of 17th MSC JAPAN Users Conference. Tokyo, 1999: 155-161.
[12] �¹�ѧ, ��ҫ��, �� ��. ���ӽ������Ͳij��ι��̵�ģ��[C]//MSC.Software�й����������̳. ����, 2000: 979-982.
CHEN Guo-xue, CAO Yao-bin, GEN Jian. The simulation of complicate section aluminum profile forming processing[C]//The forum of MSC.Software Solution Programme in China. Beijing, 2000: 979-982.
[13] �� ��. ���Ͳļ�ѹ����Ԫ/�������������ֵģ�⼼���о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ���Գ��ι���ϵ, 2002.
ZHOU Fei. The research of aluminum profile extrusion combined the FEM/FVM numerical simulations[D]. Shanghai: Department of Plasticity Technology, Shanghai Jiaotong University, 2002.
[14] �� ��, �� ��, ��ӱ��, ��. ���������ģ�����Ͳļ�ѹ���ι���[J]. �й���ɫ����ѧ��, 2003, 13(11): 65-70
ZHOU Fei, SU Dan, PENG Ying-hong, et al. Simulation of aluminum material extrusion process with finite volume method [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(11): 65-70
[15] �� ��, �¹�ѧ, �� ɭ. �������Ͳļ�ѹ���̼��������ϵͳ[J]. ���Թ���ѧ��, 2005, 12(2): 73-77.
JIANG Tao, CHEN Guo-xue, WU Sen. The development of computer simulation system for hollow aluminum profile extrusion dies[J]. Journal of Plasticity Engineering, 2005, 12(2): 73-77.
[16] �� ��, �����, ������, ��. ���������Ͳļ�ѹ���ε�һ����Чģ�ⷽ��[J]. �Ϻ���ͨ��ѧѧ��, 2004, 38(7): 1134-1137
LUO Chao, LI Da-yong, YIN Ji-long, et al. An effective simulation method for aluminum profile extrusion process[J]. Journal of Shanghai Jiaotong University, 2004, 38(7): 1134-1137.
�ո����ڣ�2007-08-05�������ڣ�2008-01-10
������Ŀ������ʡʡԺʡУ�Ƽ������ƻ���Ŀ(2003UABAB05A050)
ͨ�����ߣ��ָ���(1966-)���У����϶����ˣ���ʿ�����ڣ����²��ϼӹ��Ŀ������ѧ���绰��0731-8830266��E-mail: gylin6609@yahoo.com.cn
