
DOI��10.19476/j.ysxb.1004.0609.2017.10.12
����ǥ������Ʋ�Ľ�����������
������1���� ��1, 2������1����ȫ��1��������1
(1. ����ˮ��ˮ���ѧ ��еѧԺ��֣��450045��
2. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
��BAg50CuZnǥ��Ϊ���壬���������ζ�Һ��ϵ�������������������ɢ�����Ʊ��˶�����ǥ�ϡ�����ɨ��羵���������ǡ�X������������ǵ��ֶη�������ǥ������Ʋ�ı�������ò����ѧԪ����ɡ��������࣬���������ͽ��滯ѧԪ�ؽ�����ɨ�����ɨ��������������������Ʋ�ᾧ�����������Ե�(101)��(112)�ᾧȡ����������ʽΪ������������+���������������ģʽ������ǥ��������Ʋ��Ͻ��ܣ�������ɢ��������֮�䷢���˻���ɢ���ã��γ���ɢ������������ɢ���������Ʋ��е�SnԪ����ǥ���е�Cu��AgԪ���γ���Cu3Sn���Ag3Sn�ࡣSnԪ��������ǥ������Ʋ��зֲ����ȡ���ƫ�����������ǥ����ɢ��������Ҫ����Ag�ࡢCu�ࡢCuZn�ࡢAg3Sn�ࡢCu3Sn�࣬����Ag�ࡢCu�ࡢCuZn�����Ի���ǥ�ϡ�����ǥ������Ʋ�Ľ�Ͻ����ǻ���������ʽ��
�ؼ��ʣ�
����ǥ��������Ʋ�������-��������������
���±�ţ�1004-0609(2017)-10-2053-09���� ��ͼ����ţ�TG174.44��TG454���� ���ױ�־�룺A
����ǥ����ΪĿǰӦ����㷺��һ��Ӳǥ�ϣ��ۻ��¶����С���ʪ�Լѡ�����������죬�������õ�����ǿ�ȡ����Ժ͵����ԣ��ں��պ��졢���õ��������ӵ���ҵ�DZز����١�������Ҫ�ĺ��Ӳ���[1-3]������ǥ�ϼ۸�ߣ�Ϊ�˽���ǥ����������������ǥ�����ܣ�ͨ������Sn��In��Ga�ȵ��۵�Ԫ�أ���In��Ga����Ԫ�ؼ۸��ڼ��ܽ���ǥ�ϳɱ������ܸ���ǥ�����ܷ��棬SnԪ������ѡ��Ŀǰ���AgCuZnǥ����SnԪ�صķ�����Ҫ�������Ͻ�����ĩ���ѹ�Ʒ���ԭλ�ϳɷ���������ɢ��Ϸ��������Ͻ���������AgCuZnSnǥ����Sn�������ڼ���(5.5%)������ǥ�����Գ��Ρ���ĩ���ѹ�Ʒ����Ʊ���Ag22Cu17Zn5Snϵ����ǥ��[4]���ս�����г�����������ܶȼ�С���������ײ���ȱ�ݣ���������AgCuZnSnǥ�ϵ��ѹ�Ƶĸ�����ѹ�ͷ���[5]����Sn�����ϵ͡�ԭλ�ϳɷ��Ʊ���AgCuZnSnǥ��Sn����Ҳ�ϵ�(3.0%)����ǥ��������Cu6Sn5������[6]��������ɢ��Ϸ����Ʊ���AgCuZnSn������ǥ�ϣ�ǥ����Sn�����ɴ�6.0%��ͻ���˹���GB/T 10046��2008��Sn�����ļ��ޣ��ܹ���������ǥ����ʪ�ԡ�����Ag����������һ���Ŀ�����[3]����չ������ǥ���л���������Ʋ�����������о��������Ƹ���ǥ�ϵĹؼ���ѧ����֮һ��
�������Ʋ������������ӡ������Ժá����Լѣ����о���ϸС������ȸߡ�ǥ���Ժõ����ԣ����㷺���ڵ���Ԫ����������ͭ�ߡ�ʳƷ�ӹ�װ��������[7-8]��Ŀǰ��������ڵ�����ı����϶࣬��Ҫ�����м������ζ����������ζ�������������������Զ�����[9]������ͭ��Ϊ���壬�о����Ӽ�������Ũ�ȡ������ȹ��ղ��������Ʋ����ܵ�Ӱ�����[10-12]���б�����Ϊ���ŵ����ܶ�������Ч�������Ӻͣ���Һ���������������Ʋ㾧������ϸ������϶�����ͣ�����Һ��ɢ�����½�[9, 13]�����ǣ�������ɢ��Ϸ��Ʊ��ĵ������ǥ���У�����ǥ��������Ʋ�Ľ��������в�������ҹ����ⱨ��Ŀǰ�������漰���д��о���
��ǰ���о������ϣ�����������BAg50CuZnǥ��Ϊ�������������������������ǥ��������Ʋ�Ľ������������о���ϣ������ع��������Ӧ���ṩ����֧�ź��������ݡ�
1 ʵ��
ʵ����ϣ�����ΪBAg50CuZnǥ��(�ߴ�60 mm��30 mm��0.25 mm)����ɷ�(��������)Ϊ49.52% Ag��34.16% Cu��16.32% Zn������Ϊ���ȳ���99.99%�����塣������ǥ�ϳɷ�(��������)��1) 2.4% Sn(���庬��)��48.31% Ag��33.50% Cu��15.80% Zn��2.39% Sn��2) 4.8% Sn(���庬��)��47.26% Ag��32.24% Cu��15.70% Zn��4.80% Sn��3) 5.6% Sn(���庬��)��46.98% Ag��31.83% Cu��15.61% Zn��5.58% Sn��4) 6.0% Sn(���庬��)��46.85% Ag��31.60% Cu��15.53% Zn��6.02% Sn��
��������ռ��������������� 180~200 g/L��ϡ���� 100~120 g/L�����Ҷ���(6000) 3~5 g/L����������Ӿ�����ϩ��-10 45~60 mL/L������2.5~3 g/L����ȩ60~90 mL/L�������� 0.5~1 g/L���䱽���� 0.5~1.2 g/L�������ܶ�4 A/dm2���¶�(38��0.5) �棬�����22 mm������������240 W��������Ƶ��24 kHz��ʩ��ʱ��5 ~15 min�������ٶ�400 r/min��pH=0.7~0.8������Ʋ���Ϊ5~15 ��m��
�������ս��������¶��ݶȷ��Դ�����Ʋ����ǥ�Ͻ�������ɢ���������岽�����£�1) ��ǥ����240~250 ����п�������2) ��������Ϻ���180~220 ��������0.5 MPa���������Ĺ�ʽ¯�ж�����ɢ8~30 h��3) ��¯��ȴ��
���Է�����������ɢ������Ϻ��Ƚ���ȡ������������Ƕ����ĥ���⡢��ʴ(�������3%~4% FeCl3��Һ)������JSM-7500F�ͳ�����ɨ��羵�����Դ���Oxford INCA-Penta FET-X3�������ǹ۲��������Ʋ�ı�������ò����ѧԪ����ɣ�����D8 FOCUS��X���������Ƿ�������ǥ������Ʋ�Ľ������ࡣ
2 ���������
2.1 ����������
�����������յ������BAg50CuZn����ǥ�ϱ�������Ʋ��SEM��ǥ����Ʋ�Ľ�����ò��XRD�ף���ͼ1��ʾ����ͼ1�ɿ���������Ʋ����ƽ������֯���ȣ������ס����ӵ�ȱǷ��ǥ��������Ʋ��Ͻ��ܡ�˵��ǥ�ϱ�������������������ɢ��������Чϸ��ǥ��������Ʋ���澧������С����Ʋ������ǥ�ϵ���Ӧ�����������Ʋ������ǥ�ϵĽ������ʹ��ǥ�����Ʋ������ܡ���ȱǷ���֡�����Ʋ�ᾧ�����������Ե�(101)��(112)�ᾧȡ��ʱ��������Ч��Ϊ68.72%��������Ϊ����һ�������£���Һ�¶����߳�������������Խǿ���������ϵ����Ч�ʣ�ʹ�ö�Һ��ɢ�ĸ����ȣ����������Ļ�е�Ŷ��Ϳջ�ЧӦ���ٶ�Һ�Ķ�����ʹ�õ��ʱ��������Ľ�������Ѹ�ٵõ����䣬����Ũ�����ͬʱϸ���Ʋ㾧������С�Ʋ������ǥ�ϵ���Ӧ�������ǥ�ϱ�������Ʋ��ƽ���ȡ�
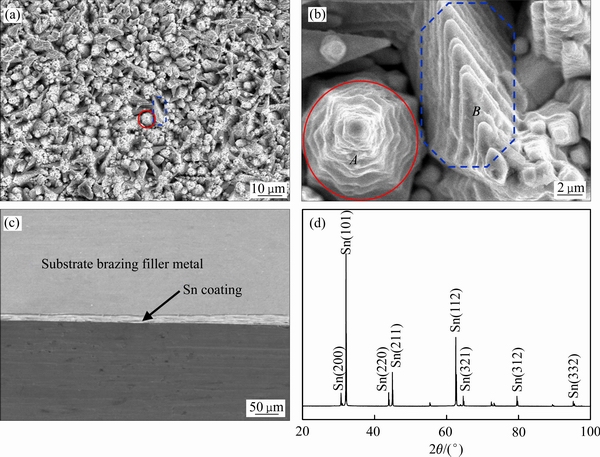
ͼ1 ����Ʋ�ı�����ò��������ò��XRD��
Fig. 1 Surface morphologies((a), (b)), interface morphology(c) and XRD pattern(d) of tin electroplated coating
�����ĵ�����ᾧ������̬�в�״����״����״������״����״�ȡ�һ����Ϊ������õĵ��������߶ȴ��ڿ��ȣ�����Ϊ������������ģʽ����֮����������������С�ڸ߶ȣ���������̬Ϊ��״������Ϊ������������ģʽ[9, 14]����������������ǥ�ϱ���Ʋ�ƽ�������ܣ���ͼ1(b)��֪��A����(ʵ�߲���)������������������״�����ڡ�����������ģʽ��B����(���߲���)����������������״�����ڡ�����������ģʽ���ʻ���ǥ�ϱ�������Ʋ㾧��������ʽΪ������������+���������������ģʽ��������ҳϵ�[9]�ǹ����Ʋ㾧���ɡ�����������ģʽ��ת��Ϊ������������ģʽ���Բ�ͬ��ԭ�����ڣ����������ľ����Լ������Ͽ�ľ�����������������γ����ԵĻ������ȡ�ı��˶Ʋ��о����������ʽ�����ɲ�ͬ������ò�Ʋ㡣
2.2 EDS����
��ͬ��ɢ�¶������£�SEM�۲������ǥ������Ʋ�Ľ�����֯��EDS�����������ͼ2��3��ʾ��������ɢ��������ǥ��������Ʋ�֮�䷢���˻���ɢ���ã��γ���ɢ����������������������Ʋ���BAg50CuZn����ǥ�Ͻ�����ҪΪAgSn��CuSn�������ࡣ��180~220 ������ɢ����24 h������Ʋ��еIJ���Snԭ�Ӿ�����ɢ�������ǥ���У��ڿ�������ǥ��һ�����ɢ��������������Ӧ�γ�CuSn��AgSn�����仯���
Ϊ��һ����֤����ǥ������Ʋ�����������ɣ�������Ʋ�����ǥ�ϵĽ����������EDS��������ͼ3�ͱ�1��ʾ������Cu-Zn��Ag-Sn��Sn-Zn��Ԫ�Ͻ���ͼ������ɢ�¶ȵ���230 ��ʱ��Cu-Sn���淢����Ӧ����Sn����Ϊ60.3%ʱ����CuSn�������࣬��CuSn���������������ƽ���[15]��Ag-Sn������ڦ�-Sn�������AgSn�����Sn-Zn���治�γ��м���Ĺ������ͣ��¶�Ϊ198.5 �漰Zn��������Ϊ91.2%ʱ�γɹ����塣��������ǥ������Ʋ����������Ҫ����AgSn�����CuSn���������ͼ3�ͱ�1��֪������Sn���������ߣ�������ǥ���е�Cu������Ag�����������ͣ�����ǥ������Ʋ��������SnԪ����Cu��AgԪ�ؾ�����ɢ�����γ�Cu3Sn��Ag3Sn�������ࡣ��������ǥ������Ʋ������ɢ��Ӧ���۲������ԣ����½������γ�ijЩ���ӵ�����̬�ṹ�ࡣͬʱ������������C��Oԭ�ӣ�����������ǥ������Ʋ���汻��Ⱦ���¡�
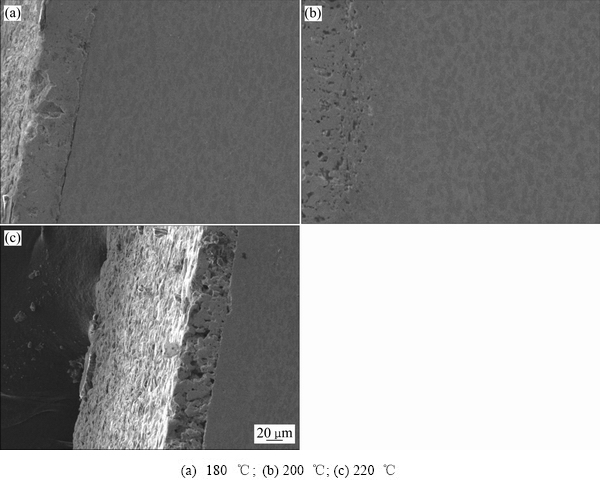
ͼ2 ��ɢ�¶ȶ�����ǥ������Ʋ������֯��Ӱ��
Fig. 2 Effect of diffusion temperature on interface micro-structure of tin coatings and silver brazing filler metals
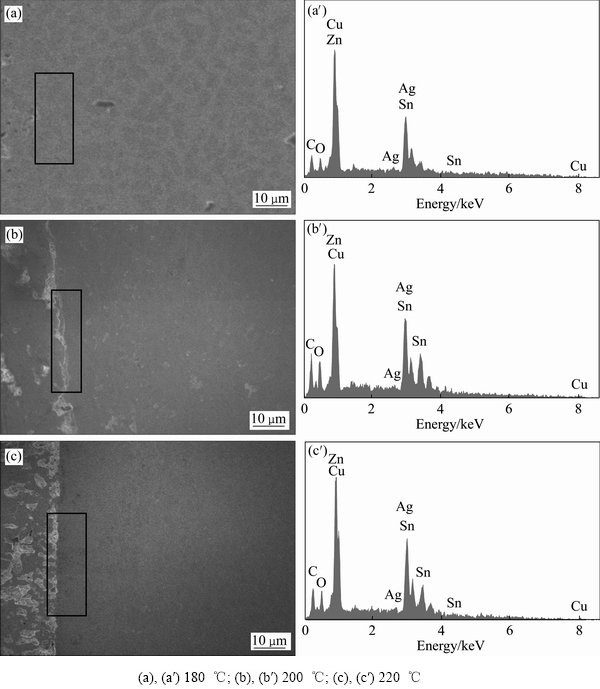
ͼ3 ����ǥ������Ʋ������EDS����
Fig. 3 EDS analysis of silver brazing filler metals with electroplating tin
��1 ͼ3��EDS�������
Table 1 Results of EDS analysis in Fig.3
2.3 ����SnԪ����ɨ�����
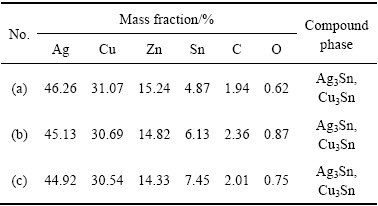
ͼ3��Ӧ����ɢ�¶ȶԵ������ǥ����SnԪ����ɨ��ֲ�ͼ��Ӱ�죬��ͼ4��ʾ������ɢʱ��Ϊ24 h�����£�������ɢ�¶����ߣ��������ǥ����Sn�������ߣ���ɢ������ӣ��Ҹ���ɢ������SnԪ���ڵ������ǥ���зֲ����ȣ���ƫ�������ڹ�̬ǥ��������Ʋ���Ӵ�ʱ��Snԭ����������ǥ������������ǥ���е�ԭ��������Ʋ���Ǩ�ơ����ֻ���������ڲ�ͬ�Ľ�����ϵ��������Ǩ���ٶ��Dz�ͬ�ġ��ڻ���ǥ��Ԫ�ء�Sn�����ӽ��ٽ�ֵʱ��������AiBjͬ��㻯�����AmBn����㻯����[16]�������ٶȱ�Ǩ���ٶȿ�ʱ������һ������AiBj���������Ǩ���ٶȱ����ٶȿ�ʱ��Һ��һ������AmBn���������ͼ4��֪��180 ��ʱ��Sn��Ҫ�ֲ������Ʋ��У�����������Snԭ�������ǥ����Ǩ�ơ����¶�Ϊ200 ��ʱ�����Ʋ��зֲ���Sn�������ͣ��������ǥ������Ʋ����������Ǩ�ƣ������ǥ����Ǩ�Ƶ�Snԭ�ӱ������ӡ����¶ȼ���������220 ��ʱ�����Ʋ��зֲ���Sn��������Ƚ��ͣ�����ǥ������Ʋ����������Ǩ�Ƶ�Snԭ�ӱ�����������ӣ�����������Sn�����ﵽ�ٽ�ֵʱ����Ծ����������ֱ������Ǩ��������ǥ���С�
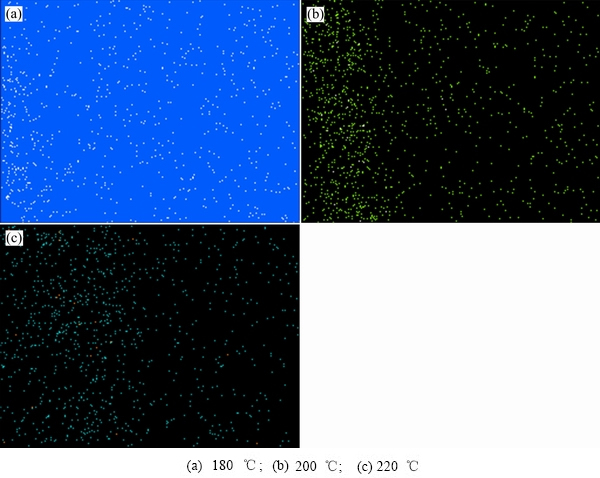
ͼ4 ��ͬ��ɢ�¶���SnԪ�ص���ɨ��ֲ�ͼ
Fig. 4 Plan scanning analysis of Sn element in brazing filler metals under different temperatures
2.4 ������ɨ�����
����ǥ������Ʋ�Ľ���Ԫ����ɨ��ֲ���ͼ5��ʾ�����ֻ���ǥ�ϺͶƲ���SnԪ�ء�CuԪ�ء�AgԪ�طֲ����������仯����ͼ5��֪��Ԫ��Sn��Ag��Cu��ZnԪ����ɨ��ֲ����ص���˵������Ʋ������ǥ�Ϸ�������ɢ���ã���ǰ��������Ǻϡ���ɨ���������������Ԫ��Sn��Cu��Ag�ķ��ߺ�ǿ����˵��Sn��Cu��Ag������ǥ������Ʋ�������Ҫ��ɳɷ֣�����������Ԫ��C��O��N������������Ԫ��S��Ca��˵������EDS�������������S��Ca������Ԫ�ء���������ɷ�Ϊͻ���͡��������ͺ���ɢ��3��[17]��
��ͼ 5��֪������Ʋ������ǥ�ϴ������Եķֽ磬����Ʋ���Sn����Զ����Ag��Cu��Zn��C��N��O��������Ʋ���Sn�����ܸߣ��һ��������ȶ����ڻ���ǥ���У�Sn�����������Ʋ��е�Sn������Zn��������û�������仯��Ԫ��Ag��Cu�ĺ������Ը��ڶƲ��е�Ag��Cu�������ɽ����ػ���ǥ�����ڣ�Sn�����������½������ƣ���Ag��Cu��Zn�������������������ơ�����ǥ���е�Ag��Cu��Zn�ɻ�����Ʋ�Ǩ�ƣ����Ʋ���Sn�ɶƲ���������ǥ�������ڽ�Ͻ��洦�γ�AgSn��CuSn�������ʱ����Ϊ�������ͣ����������ǥ������Ʋ��Ͻ���Ϊ����������ʽ����Ag-Sn��Cu-Sn��ѧ���ṩ���������ͼ 5(e)��(f)��ʾ��Cԭ�Ӻ�Oԭ�Ӿ��ȵطֲ�������Ʋ�ͻ���ǥ���У����ߺ������ڽ�������ɽ�Ϊƽ�����Ʋ���Cԭ�Ӻ����Ը��ڻ���ǥ���еĺ�������N�ڶƲ��еĺ������ڻ���ǥ�ϵģ���ͼ 5(g)��ʾ��ͬ�����ߺ���������Ϊ���Һ�в��ӵIJμӷ�Ӧ�Ļ�ѧԪ�ء�C��N��Oԭ�ӵĴ��ڿ����ǽ��汻��Ⱦ���¡�����ǥ�ϱ���Ƹ�һ������������ɢ��������ǥ����Ag��CuԪ�غ�SnԪ������ϣ�ͨ����ɢ��Ӧ�γ�AgSn��CuSn�������ࡣ��ZnԪ���ڶƲ��зֲ����٣��ڻ���ǥ���зֲ��϶��Ҿ��ȣ�˵������ǥ���е�ZnԪ��������Ʋ�Ļ���ɢ���ý�����
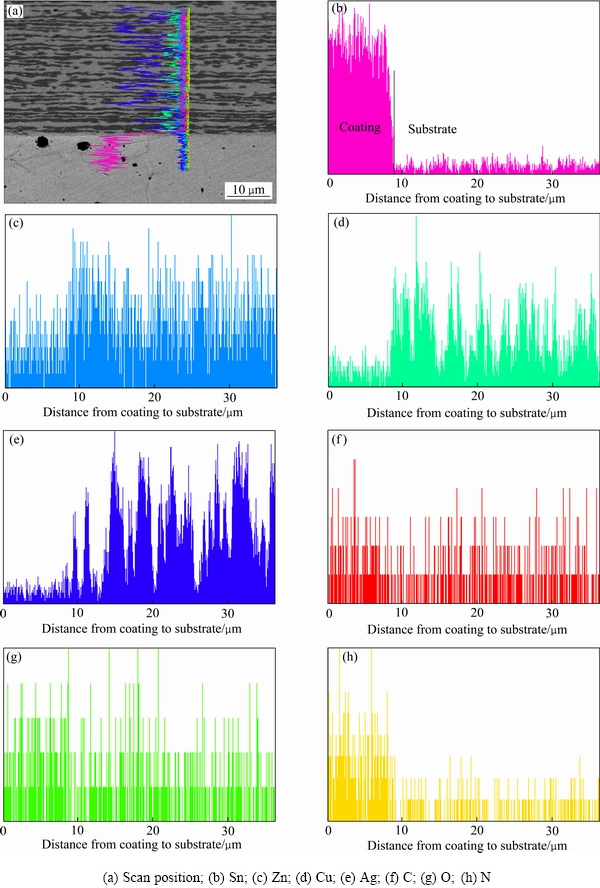
ͼ5 ����ǥ������Ʋ����Ԫ����ɨ�����
Fig. 5 Line scanning analysis of silver brazing alloys with tin coating
2.5 XRD����
ǰ�����ɢ��������EDS�����������������ǥ������Ʋ���ɢ��������Ҫ��Sn��Ag��CuԪ�أ�����Sn����������8%������XRD��������Ⱥ�dz��������ǥ������Ʋ���ɢ��������Ⱥܱ�����ɢ�����������������XRD������ܵ�BAg50CuZn����ǥ�ϵ�Ӱ�죬���BAg50CuZn����ǥ���еĺϽ��ཫ��Ϊ��Ҫ���ࡣΪ���ڷ�����ѡ������ɢ24 h��ͬ�¶ȵ�ǥ�ϣ����������ĥ��¶����ɢ��������Ȼ�����XRD�����������ͼ6��ʾ��������ǥ����ɢ��������Ҫ�γ���Ag�ࡢCu�ࡢCuZn�ࡢAg3Sn�ࡢCu3Sn�ࡣ��AgCuZn��AgCuSn��Ԫ�Ͻ���ͼ��֪��Ag�ࡢCu�ࡢCuZn������BAg50CuZn����ǥ��[18]���Ա�ͼ6(a)~(c)�����������38.97�㴦����һ����壬��ӦAg�࣬��ͼ6(a)�и����ر����ԣ����������ǿ����ߣ������¶�����Ag��Sn������ɢ��Ӧ�γ�AgSn�࣬ʹ��Ag����������ǿ�����͡��Ա�ͼ6(b)��(c)�ɷ��֣��������Ϊ65.28���73.16�㴦��������������壬�ֱ��ӦAg3Sn���Cu3Sn�ࡣ������ɢ�¶����ߣ��������������������ǿ��ֵԽ��˵����ɢ��Ӧ�γɵ�Ag3Sn���Cu3Sn����������ӡ���Sn��������15%ʱ��400 ����������ɢ��������ǥ������Ʋ���ɢ��������Ҫ�γ�Ag3Sn��Cu3Sn�������࣬XRD���������ǰ��EDS�����������һ�¡�����XRD�����������������ɢʱ��һ�������£�����ǥ������Ʋ���ɢ������������Ҫ��Ag3Sn��Cu3Sn����ɡ��������Ϊ65���73���Ag3Sn���Cu3Sn��������������ǿ��ֵ��������ɢ�¶����߶������ߣ�����ɢ������Ag3Sn�ࡢCu3Sn��ı������ӡ���˵������ɢ�����ӿ�Snԭ�ӵ����˶���ʹ��Snԭ�ӿ�������Ǩ�ƽ�����ɢ�����������ﵽ�ٽ�ֵʱ����Ծ����ɢ����������BAg50CuZn����ǥ���У�Ȼ�������ǥ����Ԫ���γɻ������ࡣAg3Sn���Cu3Sn�����ò��ͼ7��ʾ������Ag3Sn��Ϊ��״�������࣬Cu3Sn��Ϊ��״�������ࡣԭ�����ڣ��ȴ���4~5 h��������ǥ������Ʋ���ɢ��������Ag3Sn��������ɢ�ֲ��ڳ�����Sn���У����нϸߵ������ܡ���8 h����ɢ���������ȳ�����Sn�ྦྷ���������ƣ�����ǥ��������Ag3Sn�����������Sn�࣬������Ag3Sn����ھ�����Ӵ����ϲ�������Ag3Sn���ɢ�ھ��總������������ɢ12 h������Ag3Sn��ﵽ�ٽ�ߴ磬���ٽ�����Χ�����С�Ŀ����࣬ʹ�������ͷţ������Ϊ��״Ag3Sn�������ࡣͬʱ��������ǥ������Ʋ����������������γ������ǥ����ͭԭ�ӵ���ɢ�����Ʋ���Snԭ�ӵ�Ǩ���γ�ѹӦ���������ۻ���ѹӦ��ʹ�����Ʋ������ٽᾧ���γ����룬�����������Ƶ�Ʋ����������㣬��������ѹӦ���õ��ͷţ�Sn��������Ӧ����ѹӦ���������γɿ�״Cu3Sn�࣬ͬʱ����������Ag3Sn�ࡣ
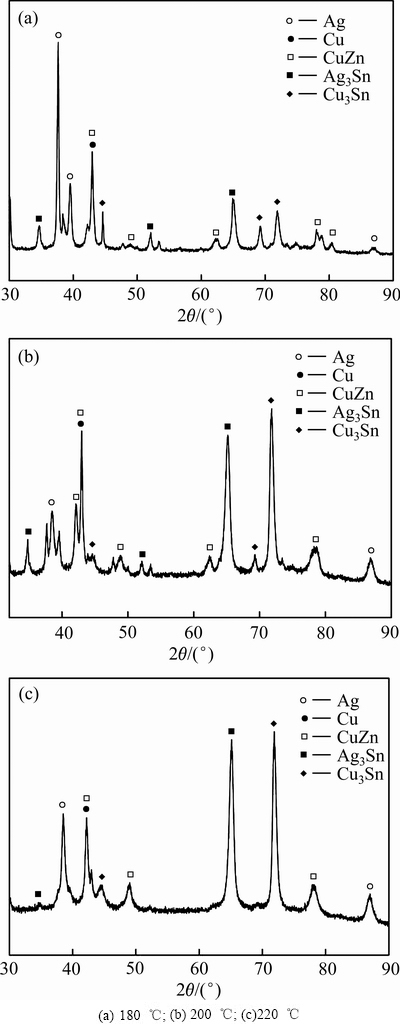
ͼ6 ��ɢ��������XRD��
Fig. 6 XRD patterns of diffusion interface zone
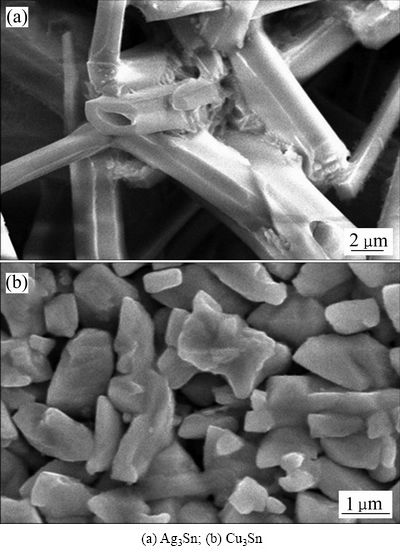
ͼ7 ��ɢ��������������ò
Fig. 7 Phase morphologies of diffusion interface zone
3 ����
1) ����Ʋ����ƽ������֯���ȡ���ȱǷ���֣���ᾧ�����������Ե�(101)��(112)�ᾧȡ����������ʽΪ������������+���������������ģʽ������ǥ������Ʋ���SnԪ�طֲ����ȡ���ƫ������
2) ����ǥ��������Ʋ��Ͻ��ܣ����߾�����ɢ������������ɢ���ã��γ�����ɢ��������
3) ����ǥ������Ʋ���ɢ��������Ҫ����Ag�ࡢCu�ࡢCuZn�ࡢAg3Sn�ࡢCu3Sn�࣬����Ag�ࡢCu�ࡢCuZn�����Ի���ǥ�ϣ�Ag3Sn���Cu3Sn�����ԶƲ���SnԪ�������ǥ���е�Ag��CuԪ�ؾ�����ɢ�������γɡ�
4) ����ǥ������Ʋ��Ͻ���Ϊ����������ʽ����Ag-Sn��Cu-Sn��ѧ���ṩ�������
REFERENCES
[1] LONG W M, ZHANG G X, ZHANG Q K. In situ synthesis of high strength Ag brazing filler metals during induction brazing process[J]. Scripta Materialia, 2016, 110: 41-43.
[2] SUI Fang-fei, LONG Wei-min, LIU Sheng-xin, ZHANG Guan-xing, BAO Li, LI Hao, CHEN Yong. Effect of calcium on the microstructure and mechanical properties of brazed joint using Ag-Cu-Zn brazing filler metal[J]. Materials & Design, 2013, 46: 605-608.
[3] ������, ��ΰ��, �� ��, ���Ƿ�. ���Ʋ��BAg50CuZnǥ�����ܵ�Ӱ��[J]. ����ѧ��, 2014, 35(9): 61-64.
WANG Xing-xing, LONG Wei-min, MA Jia, LV Deng-feng. Effect of electroplated tin coating on properties of BAg50CuZn brazing filler metal[J]. Transactions of the China Welding Institution, 2014, 35(9): 61-64.
[4] ��־��. ������������ǥ�ϵĵ͵�ѹ���ѹ�Ƽ��սṤ���о�[D]. �人: �人������ѧ, 2012: 4-10, 48.
XU Zhi-kun.Technological study on low-voltage electromagnetic compaction and liquid phase sintering of cadmium-free silver-based intermediate temperature filler metals[D]. Wuhan: Wuhan University of Technology, 2012: 4-10, 48.
[5] �� ��, ������, �� ��, �� ��, �� ��. ���ѹ�ƶ�Ԫ������Ϸ�ĩ��ѹ�ͷ���[J]. �й���ɫ����ѧ��, 2015, 25(7): 1937-1942.
GAO Ge, HU Jian-hua, CHENG Cheng, WU Xuan, ZHANG Da. Forming equation about multivariate mixed metal powder by electromagnetic compaction[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1937-1942.
[6] ��ΰ��, �Ź���, �����, �� ����Ѧ ��. ǥ������ԭλ�ϳɸ�ǿ����ǥ��[J]. ����ѧ��, 2015, 36(11): 1-4.
LONG Wei-min, ZHANG Guan-xing, ZHANG Qing-ke, HE Peng, XUE Peng. In-situ synthesis of high strength Ag brazing filler metals during brazing process[J]. Transactions of the China Welding Institution, 2015, 36(11): 1-4.
[7] CARANA M. Tin plating[J]. Plating and Surface Finishing, 1998, 85(11): 66-67.
[8] ������, �Ź���, ��ΰ��, ��Ԫѫ, ��⹍�, ���Ƿ�. Ag45CuZnǥ�ϱ���ˢ�����������о�[J]. ϡ�н��������빤��, 2013, 42(11): 2394-2399.
WANG Xing-xing, ZHANG Guan-xing, LONG Wei-min, SHEN Yuan-xun, PEI Yin-yin, L�� Deng-feng. Experimental research of tin brush electro-plated on Ag45CuZn brazing filler metal[J]. Rare Metal Material and Engineering, 2013, 42(11): 2394-2399.
[9] �� ��, ���ҳ�, ������, �� ÷. �����ܶȶԼ������ε�����ǹ�����Ӱ��[J]. ���Ϲ���, 2012, 40(4): 76-81.
ZHANG Zhu, GUO Zhong-cheng, LONG Jin-ming, CAO Mei. Effect of current density on electrodeposited matt tin in methane sulfonate electrolyte[J]. Journal of Material Engineering, 2012, 40(4): 76-81.
[10] ASHWORTH M A, WILCOX G D, HIGGINSON R L, HEATH R J, LIU C, MORTIMER R J. The effect of electroplating parameters and substrate material on tin whisker formation[J]. Microelectronics Reliability, 2015, 55(1): 180-191.
[11] MARTYAK N M, SEEFELDT R. Additive-effects during plating in acid tin methane sulfonate electrolytes[J]. Electrochimica Acta, 2004, 49: 4303-4311.
[12] NAKAMURA Y, KANEKO N, NEZU H. Surface morphology and crystal orientation of electrodeposited tin from acid stannous sulphate solutions containing various additives[J]. Journal of Applied Electrochemistry, 1994, 24(6): 569-574.
[13] ����ƽ, �����, �� ��, ֣ ��, �� ��. ������������������Ʋ��϶�ʵ�Ӱ��[J]. ���ϱ���, 2012, 45(11): 31-34.
ZOU Mei-ping, LI Bing-hu, LIU Biao, ZHENG Zhen, LI Ning. Effect of electroplating conditions on the porosity of electro-plated tin coating Journal of Materials Protection, 2012, 45(11): 31-34.
[14] �� ��, �� ��. ����TEA��EDTA��2Na˫�����ϵ�����Զ�ͭ���ռ��Ʋ�����[J]. �й���ɫ����ѧ��, 2011, 21(8): 1980-1987.
ZHANG Zhen, LI Jun. Acid copper electrodepositing process and coating properties based on system of TEA and EDTA��2Na[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(8): 1980-1987.
[15] �� ��, ������. ����Ԫ������ͭ���ߵĸ�ʴ����[J]. ������ѧѧ��, 2002, 18(3): 223-227.
GAO Su, ZHANG Qi-yun. Corrosion mechanism of tin coated leads of electronic component[J]. Acta Physico-Chimica Sinica, 2002, 18(3): 223-227.
[16] �Ͱ�ʢ, �� ��, ������. ��Һ���������Ͻ����仯����ķ�ƽ������[J]. ������ѧѧ��, 2001, 17(5): 453-456.
LAO Bang-shen, GAO Su, ZHANG Qi-yu. Nonequilibrium growth of intermetallics at the interface of liquid-solid metal[J]. Acta Physico-Chimica Sinica, 2001, 17(5): 453-456.
[17] DU Nan, WANG Shuai-xing, ZHAO Qing, SHAO Zhi-song. Effects of boric acid on microstructure and corrosion resistance of boric/sulfuric acid anodic film on 7050 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(7): 1655-1660.
[18] �� ��, Ѧ�ɰ�, �� ˪. ��Ԫ�ضԺ���ǥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(11): 2340-2352.
WANG He, XUE Song-bai, LIU Xiang. Effect of Ag on properties of Ag-contained filler metals[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(11): 2340-2352.
Analysis of interface characteristic for tin electroplating coating on silver brazing filler metals
WANG Xing-xing1, PENG Jin1, 2, CUI Da-tian1, DU Quan-bin1, WANG Jian-sheng1
(1. School of Mechanical Engineering, North China University of Water Resources and Electric Power, Zhengzhou 450045, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The sulfate electrolyte was applied to electroplating tin on the surface of BAg50CuZn brazing filler metals, and silver brazing filler metals with electroplating tin was prepared by the thermal diffusion treatment method. The surface-interface morphologies, chemical element compositions and interfacial phases were investigated by scanning electron microscopy (SEM), energy dispersive spectrometry (EDS) and X-ray diffractometry (XRD), respectively. And the chemical elements of the surface and interface were analyzed by line scan and plane scan. The results show that tin electroplated coating and substrate brazing alloys combine firmly, the crystallization orientation of tin electroplated coating is (101) and (112). Tin crystallization displays upward and lateral mixed growth modes. The diffusion interface zone forms because of the mutual diffusion between tin electroplated coating and substrate brazing alloys. The Sn element of tin coatings and Ag, Cu elements of substrate brazing alloys form Ag3Sn phase and Cu3Sn phase at the diffusion interface zone. The distribution of Sn element in tin electroplated coating and substrate brazing alloys is uniform and non-segregation phenomenon. The microstructure of diffusion interfacial zone is composed of Ag phase, Cu phase, CuZn phase, Ag3Sn phase and Cu3Sn phase, in which the Ag phase, Cu phase and CuZn phase are derived from the substrate brazing alloys. The bonding form of compound type appears at the interface of tin electroplated coating and silver brazing alloys.
Key words: silver brazing alloys; tin electroplated coating; surface-interface; energy spectrum analysis
Foundation item: Project(5170515) supported by the National Natural Science Foundation of China; Project (162300410191) supported by the Natural Science Foundation of Henan Province, China; Project(17A430021) supported by the Key Research Project for Higher Education of Henan Province, China; Project(201704001) supported by the Doctoral Fund of North China University of Water Resources and Electric Power, China
Received date: 2016-09-02; Accepted date: 2017-04-26
Corresponding author: WANG Xing-xing; Tel: +86-371-69127295; E-mail: paperwxx@126.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51705151)������ʡ��Ȼ��ѧ����������Ŀ(162300410191)������ʡ�ߵ�ѧУ�ص������Ŀ(17A430021)������ˮ��ˮ���ѧ��ʿ����������Ŀ(201704001)
�ո����ڣ�2016-09-02�������ڣ�2017-04-26
ͨ�����ߣ������ǣ���ʦ����ʿ���绰��0371-69127295��13937136968��E-mail: paperwxx@126.com
ժ Ҫ����BAg50CuZnǥ��Ϊ���壬���������ζ�Һ��ϵ�������������������ɢ�����Ʊ��˶�����ǥ�ϡ�����ɨ��羵���������ǡ�X������������ǵ��ֶη�������ǥ������Ʋ�ı�������ò����ѧԪ����ɡ��������࣬���������ͽ��滯ѧԪ�ؽ�����ɨ�����ɨ��������������������Ʋ�ᾧ�����������Ե�(101)��(112)�ᾧȡ����������ʽΪ������������+���������������ģʽ������ǥ��������Ʋ��Ͻ��ܣ�������ɢ��������֮�䷢���˻���ɢ���ã��γ���ɢ������������ɢ���������Ʋ��е�SnԪ����ǥ���е�Cu��AgԪ���γ���Cu3Sn���Ag3Sn�ࡣSnԪ��������ǥ������Ʋ��зֲ����ȡ���ƫ�����������ǥ����ɢ��������Ҫ����Ag�ࡢCu�ࡢCuZn�ࡢAg3Sn�ࡢCu3Sn�࣬����Ag�ࡢCu�ࡢCuZn�����Ի���ǥ�ϡ�����ǥ������Ʋ�Ľ�Ͻ����ǻ���������ʽ��
[3] ������, ��ΰ��, �� ��, ���Ƿ�. ���Ʋ��BAg50CuZnǥ�����ܵ�Ӱ��[J]. ����ѧ��, 2014, 35(9): 61-64.
[4] ��־��. ������������ǥ�ϵĵ͵�ѹ���ѹ�Ƽ��սṤ���о�[D]. �人: �人������ѧ, 2012: 4-10, 48.
[6] ��ΰ��, �Ź���, �����, �� ����Ѧ ��. ǥ������ԭλ�ϳɸ�ǿ����ǥ��[J]. ����ѧ��, 2015, 36(11): 1-4.
[7] CARANA M. Tin plating[J]. Plating and Surface Finishing, 1998, 85(11): 66-67.
[9] �� ��, ���ҳ�, ������, �� ÷. �����ܶȶԼ������ε�����ǹ�����Ӱ��[J]. ���Ϲ���, 2012, 40(4): 76-81.
[15] �� ��, ������. ����Ԫ������ͭ���ߵĸ�ʴ����[J]. ������ѧѧ��, 2002, 18(3): 223-227.
[16] �Ͱ�ʢ, �� ��, ������. ��Һ���������Ͻ����仯����ķ�ƽ������[J]. ������ѧѧ��, 2001, 17(5): 453-456.
[18] �� ��, Ѧ�ɰ�, �� ˪. ��Ԫ�ضԺ���ǥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(11): 2340-2352.
