
DOI: 10.11817/j.issn.1672-7207.2018.02.003
�����۱�ը���ְ�������ְ�խ��϶�Զ����ӻ�����
ëһ��1, 2��������1������ˮ1����ΰ��1
(1. �й���ѧԺ�Զ����о��� ����ϵͳ��������ƹ����ص�ʵ���ң�������100190��
2. �й���ѧԺ��ѧ��������100049)
ժ Ҫ��
�������Ƶĺ��ӻ������Կ���ϵͳΪ���ģ����ƶ�ƽ̨����е�ۺͺ���װ����ɡ��û����˵��˶�����ϵͳ����λ������λ����ɣ���λ�������˶�������MC464��ʵʱ�����ŷ��������λ������ƽ����������˻��������ɼ�����ͷ���ݣ��Լ��뺸��������ͨ�š������˿ɴ���ʾ�̺�����2�ֹ���ģʽ���о�����������û����˿���ɵ���������ĸ�ߺͱ�ը���ְ�Ķ�����Զ����ӣ�����Ƚ������Ӵ�ѹ�����������ܼ��ģ����ҿ��Ա��ϵ��۵�����������Ч��ߵ���������
�ؼ��ʣ�
���ӻ���������������˶����ƣ����������
��ͼ����ţ�TP242 ���ױ�־�룺A ���±�ţ�1672-7207(2018)02-0275-07
Narrow gap welding robot for explosion welding steel plate and steel cathode at aluminium electrolyser
MAO Yijian1, 2, LIANG Zize1, JING Fengshui1, ZHAO Weiqing1
(1. State Key Laboratory of Management and Control for Complex Systems, Institute of Automation,
Chinese Academy of Sciences, Beijing 100190, China;
2. University of Chinese Academy of Sciences, Beijing 100049, China)
Abstract: Aiming at the special environment of aluminium plant��a welding robot system composed of mobile platform��manipulator arm and welding device was developed with the control system as the core. The motion control system of the robot was composed of lower computer and upper computer: the lower computer adopts motion controller MC464 in real time to control servo motors; and the upper computer adopts tablet computer for human-machine interface, and also the camera data were acquired communicating with welding machine and control box. This robot could work in two modes(teaching and playing). The results show that the robot system is able to accomplish multi-layer and multi-pass automatic welding of steel cathode to the explosion welding steel plate in the aluminum electrolytic cells. Voltage drop in the busbar connection can greatly be reduced, which can not only conserve energy and reduce consumption, but also improve the life of electrolyzer by ensuing uniform electrolytic cell current.
Key words: welding robot; electrolytic aluminum; motion control; multi-layer and multi-pass automatic welding
��Ϊ��ͳ�ع�ҵ�������������ҵ����������ӣ������¶���߿ɴ�50 �棻��Ũ�ȷ۳��к��������������ࡢʯ�ͽ����к����ʣ����۸����������к��д����ķ�������һ����̼�ȣ��Ÿ�Ӧǿ�ȸߴ�12.5 mT�����⣬��������е������Σ���ȶ�ʱ��������в�Ź��˵Ľ����Ͱ�ȫ���������ҵҪ���Ĵ����ĵ��ܣ��ر�������ĸ��������Ʒ���趨�ڸ���[1-2]�����ֳ����У�����⳧�ֳ�������ͼ1��ʾ��1��350 kA�ĵ����ϵ����288�������۴�������(ͼ1(a))��ÿ����������ֱ���30�����ӹ�λ(ͼ1(b))��ͼ1(c)��ͼ1(d)��ʾ�ĺ��ӹ�λ��������[3]���ᵽ�Ĵ�ͳ�ĺ��ӷ�ʽ��ÿ����λ��2�������ӵ㣬�ֱ���Ҫ����30���Ƭ��1�δ����躸��1 036 800��ְ壬�������ַ�ʽ���ӵ�����ĸ�ߵĵ������ܺã����Ǻ��ӵĹ��������ɲ�����Ӿ��[4]�����ѹ��ʽ���ӣ��������Է��㣬�����������������ڳ��ڰ�װʱ������Ӧ��������Ҫ���Ӵ�������¶ȱ仯�������Σ����½Ӵ�����Խ��Խ��Ӣ�Ƶ�[5]�ᵽ�Ķ������ְ���ͷ�ĸĽ����������ְ��뱬ը���ְ��������30~50��ְ��Ϊ1�����죬��������˹����ķ�ʽ������Ч�ʵͣ����������С�ռ�ĺ�����Ҫ�dz����ĺ��ӹ�������ɡ����ڵ�������ĸ�ߺ��ӿɲ����ռ���С�����е��Զ��������豸[6]���ԴﵽҪ��Ŀǰ��ȫ�����˹����ӡ�Ϊ�ˣ�����������Ե��������ĸ�ߺ��ӹ��յ��ص㣬����ܹ�ʵ������ĸ�߽�ͷ�Զ����ӵĻ�����ϵͳ��Ӧ�����µ�ȫ�Զ�խ��϶���Ӽ���[7]�����ö�������ӷ�ʽ[8]��ȫ�������죬�ɴ���Ƚ��ͽӴ����衣���ñ������ɽ������10 mV��ȫϵ��ÿ��ɽڵ� 883��kW��h�����յ��0.55Ԫ/(kW��h)���㣬ȫϵ��ÿ��ɽ�ʡ���485.65��Ԫ�����ŵ��ұ����ҵ�ڽ��ܽ��ķ���ѹ�������������˳ɱ��������ߣ�����Ŀ��Ŀ���Ʒ�ڽ��͵��������������Ч�ʡ��������Ͷ�ǿ�ȡ����ӵ�������[9-10]�ȷ�������������ƣ��й����ķ�չǰ����Ŀǰ�������ҵ������[11]��չ�ܿ죬�����ҹ���ҵ�����˵�Ӧ�û��dz����������Ϊ��ҵ���������ҹ��Ĵ����ƹ��Ӧ�����������á�
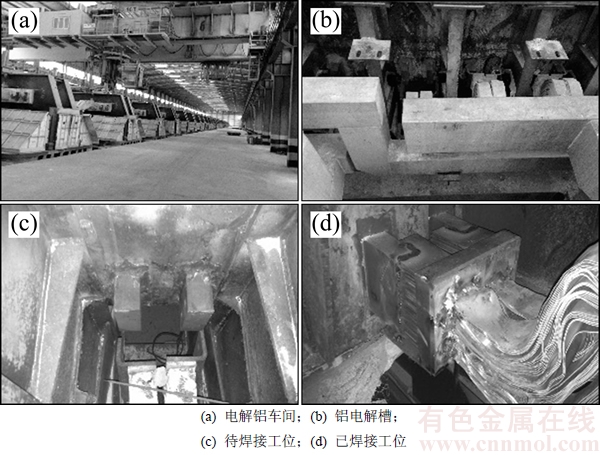
ͼ1 �������ҵ�ֳ�����
Fig. 1 Industrial field environment of electrolytic aluminium
1 ���ӻ�����ϵͳ����
ͼ2��ʾΪ�������˺���ϵͳ��������ͼ2�ɼ�����ϵͳ�Կ���ϵͳΪ���ģ����ƶ�ƽ̨����е�ۺͺ���װ����ɡ��������ذ�������ר�õ��죬�ƶ�С�����ڵ������ƶ������ڲ�ͬ��λ�ĺ��ӡ���е��ĩ��װ��ר��խ��϶��ǹ����ʵ�������ְ��ͱ�ը����Ƭ�ĸ�Ч���ӡ�
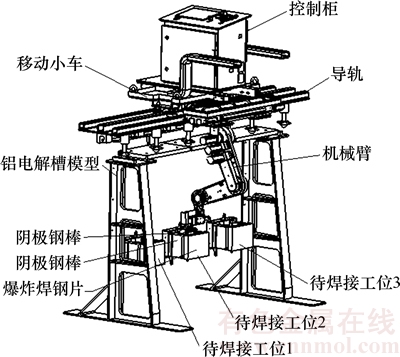
ͼ2 ���ӻ���������ϵͳ����
Fig. 2 Overall system structure of welding robot
1.1 ���
��е����4�����ɶȣ�����1��ƽ�ƹؽں�3����ת�ؽڣ���ͼ3��ʾ���ؽ�1��ƽ�ƹؽڣ��ɵ��1���ù���˿�ܽṹʵ��ֱ���˶����ؽ�2����ת�ؽڣ��ɵ��2ֱ���������ؽ�3�ؽ�4������ת�ؽڣ��ɵ��3�͵��4ͨ��Ƥ�����ݡ�ÿ����е�۹ؽھ��йؽ�����װ�ã������е�۵İ��˺Ͱ�װ��
1.2 ��е��ĩ��ִ�л���
��е��ĩ�˰�װ��ͼ4��ʾ��ִ�л������û�����2�����ɶȣ�1����ˮƽ�������죬���غ��췽���ƶ�����1������ת�ؽڣ���ʹ��ǹ�����������߷�����ת��Ϊ�˱�֤����������ֳ����Ե���������10�㣬���ڿռ�dz���С��ĩ�˲����ô�ͳ�����췽ʽʩ�ӱ������壬���Dz���ͼ4��ʾ����װ�����ܡ�����ת�ؽ��˶�ʱ�����ܲ�����ʵ�ʹ���ʱ����Ϊ15~20 L/min������Ч��֤����������
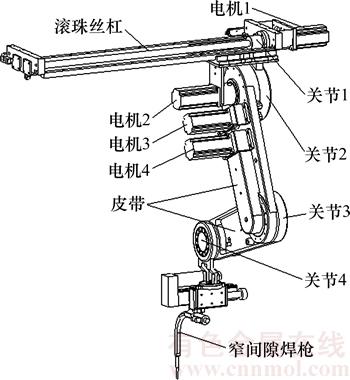
ͼ3 ��е�۽ṹ
Fig. 3 Structure of manipulator arm
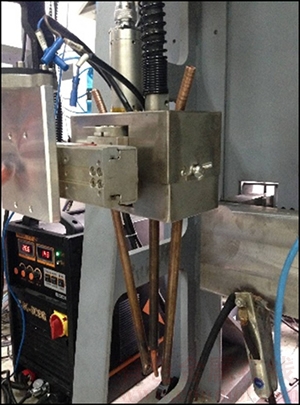
ͼ4 ��е��ĩ��ִ����
Fig. 4 End effector of manipulator arm
1.3 ���Ӽо�
ͼ5��ʾΪ�����Ӽо�ʾ��ͼ���������ְ��ͱ�ը����Ƭ֮���γ�1�������ӵ���խ��϶�������ϼ�϶����ԽխԽ�ã�������һ����ɿ��ƺ��ӱ��Σ���һ����ɽ�ʡ��˿�����ͳɱ��������ں�ǹ�ߴ���������ƣ���ǹ�ߴ�ԽС��Խ������ɢ�ȣ�����Ӱ�캸ǹ��ʹ��������������������խ��϶���ȷ�Χͨ��ѡΪ20~35 mm�������ɲ����ۻ������屣����������Ӽ�����ʵ�������ְ��ͱ�ը����Ƭ�����ӡ�����������Դ����ӹ�λ�����ͼ5��ʾ�ĺ��Ӽоߡ����ȣ�ͨ�������ְ���λ��˨�ʹ����ӹ�λ2�������ְ������ӣ����о߹̶��ڴ����ӹ�λ�ϣ���ͨ����ը����Ƭ��λ��˨ʵ�ֶԱ�ը����Ƭ��װ����λ��ʹ��ƽ���������ְ������ɽ�һ����������������Ŀ��ȣ����㺸��Ҫ�������ɷ�ֹ���ӹ������۳�������࣬�������Ӽо߿ɷ�ֹ���ӹ��������ְ��ͱ�ը����Ƭ�ı��Σ������ж�Ͱ�װ��
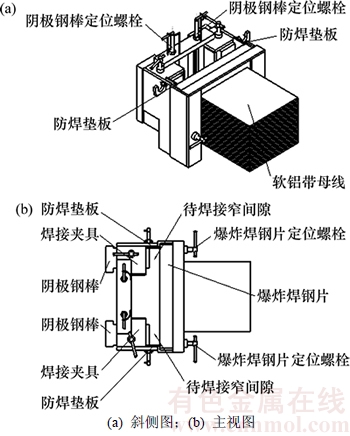
ͼ5 ���Ӽо�
Fig. 5 Welding fixtures
2 ����ϵͳ���
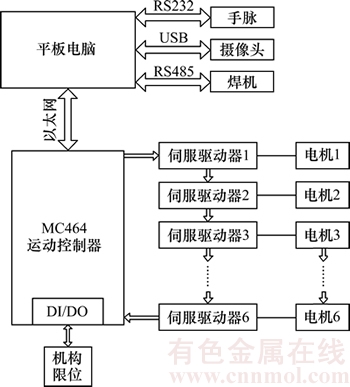
2.1 Ӳ����ƿ��
���ӻ�����Ӳ����ƿ����ͼ6��ʾ��ѡ�ô�ŷ��MC464�˶����������ƻ�е�۵��ŷ����[12]���к��ӡ�������ͨ��DI/DOģ����ƶ�ȡ��λ�����źš�ƽ�����ͨ����̫���Ϳ��������ӣ���Ҫ�����˻����������ӹ�λ���ڵ���0.5 m���������ֳ�����ʾ�̷dz����ѣ���ˣ�������������������װ�������ֳ����ԣ�������RS232�ӿ�ʵ����ƽ����Ե�ͨ�š����⣬��װ����ͷ���㹤��Զ�̲���������Ҳ��ƽ�����ͨ��RS485���ơ�
2.2 ������ƿ��
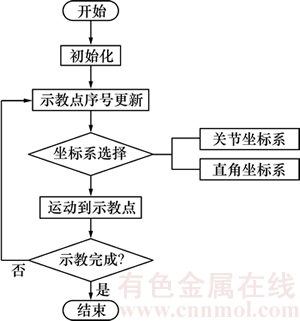
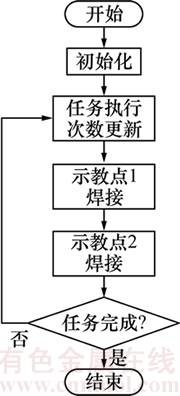
�����˹켣�滮����λ������ʵʱ��Ҫ��ߣ�����λ������ʵ�֡����ݹ���ģʽ������������ɷ�Ϊ2���֣�ʾ��ģʽ������ģʽ��ͼ7��ʾΪʾ��ģʽ��������ͼ��ʾ�̹����к��ӱ�ĩ�˺�ǹ��̬��Ҫ�뺸���һ���ǶȲ��ܱ�֤����������ͼ8��ʾΪ����ģʽ��������ͼ���ڶԻ�е�����ʾ�̺�е�ۿ��ڲ����к��ӵ�״̬�£����ֹ涨������ȷ����ȷ�����������ٽ���ʵ����ҵ��
ͼ6 Ӳ����ƿ��
Fig. 6 Design architecture of hardware
ͼ7 ʾ��ģʽ��������ͼ
Fig. 7 Program flow chart of teaching mode
ͼ8 ����ģʽ��������ͼ
Fig. 8 Program flow chart of playing mode
3 �������˶��滮
3.1 ���˶�ѧ
��ĩ��ִ�����⣬��е����4�����ɶȣ�����1��ƽ�ƹؽں�3��ת���ؽڣ���ṹʾ����ͼ9��ʾ��ѡȡƽ�ƹؽڵ��˶�����Ϊz�ᣬ��ֱֽ�����⣬�������ֵ��Ϊz����ֵ��ȡ��ֱ����Ϊx�ᣬ�����ֶ���ȷ��y�ᡣ���д�� ��ΪL1���б�
��ΪL1���б� ��ΪL2��С��
��ΪL2��С�� ��ΪL3��3��ת���ؽ�λ��xOyƽ���ڣ���ˣ��Ի�е�����˶�ѧ����ʱ������ƽ�ƹؽڣ������͵�ƽ��3R�ṹ[13]��
��ΪL3��3��ת���ؽ�λ��xOyƽ���ڣ���ˣ��Ի�е�����˶�ѧ����ʱ������ƽ�ƹؽڣ������͵�ƽ��3R�ṹ[13]��
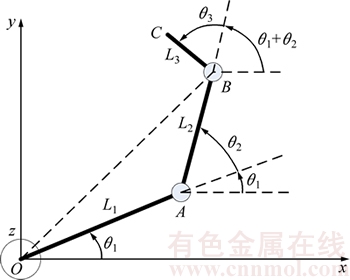
ͼ9 ��е�۵Ľṹʾ��ͼ
Fig. 9 Structural diagram of manipulator arm
��ͼ9��֪����C������Ϊ��
 (1)
(1)
 (2)
(2)
��̬��Ϊ
 (3)
(3)
��֪�ؽڽǦ�1����2����3������ʽ(1)~(3)����Ψһȷ����е��ĩ�˵�λ��x��y���á�
3.2 ���˶�ѧ
��е�����˶�ѧ�����˶�ѧ�����෴��������֪��x��y����ȷ����Ӧ�ĹؽڽǦ�1����2����3��
���ȶԡ�OABӦ�����Ҷ�����
 (4)
(4)
����֪������ʽ(4)���������ɵ�
 (5)
(5)
���з�����Ϊ
 (6)
(6)
��ʽ(5)�ɻ��2���⣬����2�������⡣
��������ʽ(1)��ʽ(2)�ã�
 (7)
(7)
 (8)
(8)
����ʽ(7)��ʽ(8)����Ӧ��2������2��������
 (9)
(9)
��ˣ���е���ڹ����ռ�����˶�ѧ��������2��⡣
3.3 �ɴ�ռ����
��ʵ�����ֱ�߽���·���滮��ʵ��ʾ�̵�֮����˶�����ˣ��б�Ҫ֤�����½��ۣ���ƽ��3R��е��ĩ�˿ɵ����P1�͵�P2�����߶�P1 P2�ϵ�ÿ�㶼�ɴΪ֤���������ۣ����ȸ�����е�۵Ŀɴ﹤���ռ�Ķ���[14]��ijһ��̬�»�е��ĩ��λ�õļ���
 (10)
(10)
ʽ�У�p(��):Q��R3�����˶�ѧӳ���λ������R3������ά�ռ䣻WR���ھ�ΪL1-L2-L3���⾶ΪL1+L2+L3��Բ������������������ʱ�ɵøý��ۣ�
 (11)
(11)
 (12)
(12)
��������ʽ(11)��ʽ(12)����֤�����̲ο����ڹ��[15]�ķ������̡�
��������������е�۵Ŀɴ�ռ�����ͨ��Բ��������е�ۿɵ����P1�͵�P2�������� ��
�� ������Ϊ�ھ���Ϊ�⾶��Բ��
������Ϊ�ھ���Ϊ�⾶��Բ�� ����
����
 (13)
(13)
����Ϊֱ�� ÿ�㶼��Բ���У���
ÿ�㶼��Բ���У���
 (14)
(14)
��ˣ�
 (15)
(15)
���߶��ϵ�ÿ�㶼���ڻ�е�۵Ŀɴ�ռ䡣��ˣ�ͨ��ֱ��������˶��滮[16]��һ�������������㣬�ܹ���֤�����˿ɿ�������������
4 ���ӹ���
4.1 ĩ��ִ�����˶��滮
��ʵ���У�1�����ӹ�λ��2���������������϶Ϊ20 mm�����쳤��Ϊ180 mm�����Ӱ��Ϊ50 mm����е�ۿ�ʵ���Զ�����[17]��ͼ10��ʾΪ����λ�����˵��˶��켣���������ӹ������£������ƶ�����ຸ������ִ����ĩ�˵����챾����10��ĺ��ӽǶȱ�֤����ۺϣ�ÿ�����2������[18]�����ȶ������ְ��࣬��ˮƽ�����������ʵ��ֱ�ߺ��ӣ�Ȼ������ת�ؽڵ������£��������������ը���ְ�һ�࣬ʵ��ֱ�ߺ��ӣ��������ת����ʼλ�á�2��ֱ�ߺ����Ҫ��֤�ۺ���һ�𣬻�Ҫ��֤�Ͳ�������ۺϣ��绡����ת������Ҫ�����Ӳ�����С����֤�������ۣ������ջ���
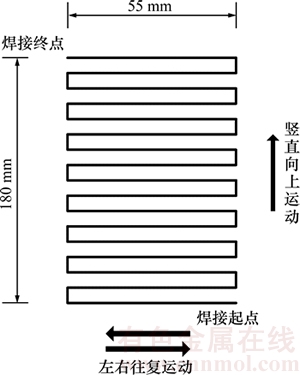
ͼ10 ����λ�������˶��켣
Fig. 10 Motion trajectory of robot in unilateral station
4.2 �ؼ�����ָ��
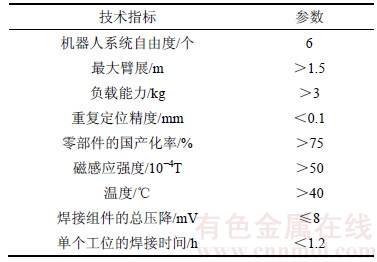
��е����4�����ɶȣ����ڳ���λ����ĩ��ִ�������õ����ʵ�λ�ã�ĩ��ִ������2�����ɶ���ʵ�ֺ��Ӳ�������ϵͳ������ؼ�����ָ��[19]���1��ʾ��
4.3 ���Ӳ���
ʵ������в������2��ʾ�ĺ��Ӳ������ڻ�е�۵Ĵ����£�ͬʱ��2��������ͷ���ж�������ӣ����ȶ������к��ӣ�Ȼ����Ҳ���к��ӣ���е����������3 mm�����ѭ����������Ϊ���ֺ��ӹ���Ҫ��ÿ���һ������ȴ40 s�����Ʋ���¶ȣ���ֹ���ߣ��Ա�֤����������
��1 ������ϵͳ�ؼ�����ָ��
Table 1 Key technical indicators of robot system
��2 ���Ӳ���
Table 2 Welding parameters
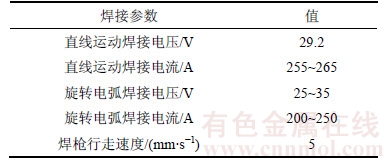
�����ӹ��նԺ�����ȵ���Ӧ�ԽϺã����ۺ����ж�����������ӣ�����ʵ���к��쳤��Ϊ180 mm��ÿ�㺸�Ӹ߶�Ϊ3 mm����ˣ���Ҫ60�㺸�ӣ������Ҫ1 h��ʵ�ʴ����ӹ�λ����Ϊ��װ���һ����3 mm�����ֺ��ӹ��տ�����5 mm���µ����ɱ�֤�����ְ��ͱ�ը����Ƭ������ӣ���֤�������ܣ����⣬���۱����ж��ϵ�У���ͬϵ�еĵ��������ְ��ĺ�Ȳ�ͬ���˺��ӹ��տ���Ӧ��ͬ��ȵĸְ���
5 ʵ����
ʵ��ѡ���ij���Ϊ��������350 kV��A����⳧��216�Ź�λ��Ϊ�˺���ʵ�����Ҫ����������������ؼ�����Ա�����е�4�����ӹ�λ�������������������������ڱ�ը��Ƭ�ϣ����������������еĺ��ӹ�λһ�¡����ȣ�Ϊ�˱�֤���첻���ȱ��ζ�����λ�õ�ƫ�������Ա��ÿ����λ��װ�˹�װ�оߡ�Ȼ�����ֳ��ĵ����ѻ���������������λ����������й̶��͵�ˮƽ���ڻ����˽��к���֮ǰ��������Ա��ר���Ӿ����װ����ָ���¶Ի����˵ĺ��ӹ켣����ʾ�̣�ͬʱ�����ݺ�����ص���ںú��Ӳ��������Ӻ����˽���������������ӣ�ֱ��������ϡ�ͼ11��ʾΪ���ӻ����˵Ĺ���������ͼ12��ʾΪ�Ѿ���ɵ�1��������ҵ��
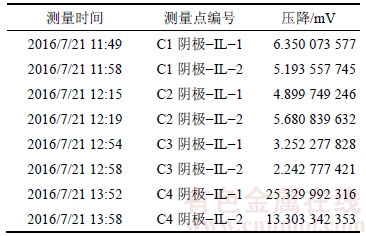
���ֳ��Ĺ�λ������Ϻ�ί�������ڽ����繫˾����ר�ü���豸�Ժ�����ϵĵ�������ĸ�ߵ��������������ۺϼ�⡣��������������û����˺�����ɵĹ�λѹ��С���ۺ�����Ϊ�š�
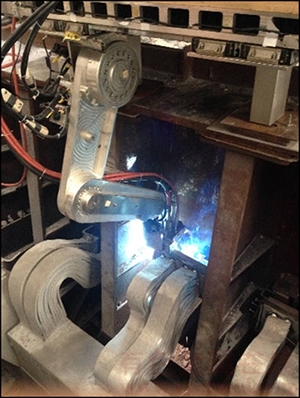
ͼ11 ������ҵ�ĺ��ӻ�����
Fig. 11 Welding robot in working
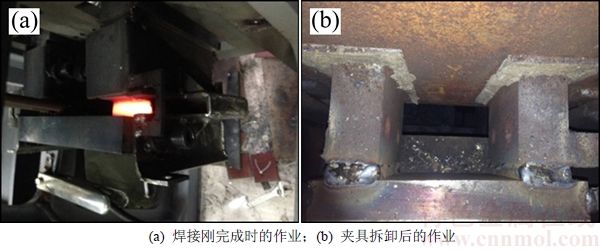
ͼ12 �Ѻ�����ҵ
Fig. 12 Welded work
��3 ѹ�����Խ��
Table 3 Test results of voltage drop
6 ����
1) ���������������ۺ��ӻ�����ϵͳ����ϵͳ�����������ƣ���ʡ��Ƭ���Աȴ�ͳ���˹����Ӳ���6 mm��50 mm���ĸ�Ƭ���ӣ���Ҫ������������Ƭ����ϵͳ��ֱ��ͨ����˿����20 mm���ļ�϶����ʡȥ������Ƭ��ʡ�磬�������봫ͳ�ĺ��ӷ�ʽ����ѹ����ʽ��Ƚϣ���ϵͳ���õ�խ��϶���Ӽ�������ȫ�������죬ʹѹ��������½�������һ���Ժã������˺��ӿɱ��ֳ�ʱ��ľ�ȷ�Ժ��ȶ��ԡ�
2) Ŀǰ���û����Դ��ڲ���֮���������˵�Ч�ʺ��˵�Ч���൱�������ֳ��ռ�dz���С��������ʱ��ϳ���Ŀǰ�����˹����Է����ţ���Ϊ�ֳ������IJ�һ���ԣ�ÿ����λ����ͬ����Ҫ��һ���������ɶȣ��Ż��������û�������Ϊ�Ƚϴ�ͳ��ʾ�������ͣ����ܻ��̶Ȳ��ߣ����һ����װ�Ӿ�����ϵͳ���Թ�������������ά�ؽ����ſ��Զ���ɺ��Ӳ�����
�ο����ף�
[1] ��ҵ��, ���. �ִ������[M]. ����: ұ��ҵ������, 2008: 231-236.
LIU Yexiang, LI Jie. Modern aluminum electrolysis[M]. Beijing: Metallurgical Industry Press, 2008: 231-236.
[2] WE Haupin. Principles of aluminum electrolysis[M]. Berlin: Springer International Publishing, 2016: 1-10.
[3] ����ǧ, �ܱ�, ����, ��. ������ȫ�������ӽ��ż����������о�[C]//ȫ����ұ�������ֻ�. ����: �й���ѧ����Э��, 2013: 1-5.
WANG Ziqian, CAO Bin, YANG Tao, et al. All current welding aluminum reduction cells drop test of magnetic technology research[C]// Proceedings of the National Aluminium Metallurgy Technology Conference. Guiyang: China Association of Science and Technology, 2013: 1-5.
[4] ��Ӿ��. �����������ְ�ѹ��ʽ���ӵ�Ӧ��[C]//�й�������ѧѧ��ѧ�����. ����: �й�������ѧ, 2008: 2403-2404.
YU Yongtao. Aluminum electrolytic cell cathode steel stick type pressure connection application[C]// Proceedings of 2008 Annual Meeting of China Environmental Science Society. Chongqing: China Environmental Science, 2008: 2403-2404.
[5] ��Ӣ��, ������. �Ľ������������ְ���ͷ�뱬ը��֮��ĺ��ӷ�ʽ�Խ��ܵ�Ӱ��[J]. �Ϻ�����: ��ɫ�ֲ�, 1991, 12(1): 50-52.
HUANG Yingke, LUO Yunqing. Improvement of aluminum electrolytic cell cathode steel stick between the head and block explosion welding way affect energy[J]. Journal of Shanghai Metal: Non-ferrous Pathol, 1991, 12(1): 50-52.
[6] ��ΰ, �ܹ���, ������. �к�庸�ӻ�����ϵͳ�����м���Ӧ��[M]. ����: ��е��ҵ������, 2013: 4-7.
LIU Wei, ZHOU Guangtao, WANG Yusong. The application of robot system and sensing technology in mid-thick plate welding[M]. Beijing: China Machine Press, 2013: 4-7.
[7] ELMESALAMY A S, LI L, FRANCIS J A, et al. Understanding the process parameter interactions in multiple-pass ultra-narrow- gap laser welding of thick-section stainless steels[J]. The International Journal of Advanced Manufacturing Technology, 2013, 68(1/2/3/4): 1-17.
[8] LEE I K, CHUNG C L, LEE Y T, et al. Effect of thermal refining on mechanical properties of annealed SAE 4130 by multilayer GTAW[J]. Journal of Iron and Steel Research, International, 2012, 19(7): 71-78.
[9] RIGAMONTI M, BARALDI P, ZIO E, et al. A particle filtering-based approach for the prediction of the remaining useful life of an aluminum electrolytic capacitor[C]// Proceedings of 2nd European Conference of the Prognostics and Health Management Society. Rochester: PHME, 2014: 8-10.
[10] KENNE E B. Electrochemical cell for aluminum production using carbon monoxide: US14473135[P]. 2014-08-29.
[11] ERKAYA S. Investigation of joint clearance effects on welding robot manipulators[J]. Robotics and Computer-Integrated Manufacturing, 2012, 28(4): 449-457.
[12] �²�ʱ. �����϶��Զ�����ϵͳ[M]. 3��. ����: ��е��ҵ������, 2012: 190-200.
CHEN Boshi. Control system of electric drives[M]. 3rd ed. Beijing: China Machine Press, 2012: 190-200.
[13] JOSEPH D. Statics and kinematics with applications to robotics[M]. Cambridge: Cambridge University Press, 1996: 24-26.
[14] MURRAY R M, LI Z X, SHANKARA S S. A mathematical introduction to robotic manipulation[M]. Florida: CRC Press, 1994: 95-97.
[15] ���ڹ�, ��ҫͨ, ̷��. һ��ƽ������˵Ĺ����ռ����[J]. ������, 1997(4): 241-243.
HUANG Leiguang, LI Yaotong, TAN Min. On the workplace of general planar manipulators[J]. Robot, 1997(4): 241-243.
[16] LOZANO-PEREA T. Spatial planning: a configuration space approach[J]. IEEE Trans on Computers, 1983, 32(2): 108-120.
[17] TZYH J T, CHEN S B, GU F. Robotic welding, intelligence and automation[M]. Berlin: Springer, 2011: 105-115.
[18] Σ���, �O��, �ε���, ��. �����˶�������ӵ�·���滮[J]. ������, 2014, 36(3): 257-262.
WEI Wenhao, YUN Chao, SONG Dezheng, et al. Path planning for robotic multi-path/multi-layer welding[J]. Robot, 2014, 36(3): 257-262.
[19] ���, Ҷ����, ������, ��. �����˶�λ���ȱ궨�������о�[J]. ����ѧ��, 2007, 28(3): 224-227.
LI Dingkun, YE Shenghua, REN Yongjie, et al. Research on Robot��s positioning accuracy calibration[J]. Acta Metrologica Sinica, 2007, 28(3): 224-227.
(�༭ ����ΰ)
�ո����ڣ�2017-02-25�������ڣ�2017-04-08
������Ŀ(Foundation item)�����Ҹ����о���չ�ƻ�(863�ƻ�)��Ŀ(2013AA041002)��������Ȼ��ѧ����������Ŀ(61305024��61273337) (Project (2013AA041002) supported by the National High Technology Research and Development Program(863 Program) of China; Projects(61305024, 61273337) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�������ʿ�����ڣ����»������о���E-mail��zize.liang@ia.ac.cn
ժҪ�������������������Ƶĺ��ӻ������Կ���ϵͳΪ���ģ����ƶ�ƽ̨����е�ۺͺ���װ����ɡ��û����˵��˶�����ϵͳ����λ������λ����ɣ���λ�������˶�������MC464��ʵʱ�����ŷ��������λ������ƽ����������˻��������ɼ�����ͷ���ݣ��Լ��뺸��������ͨ�š������˿ɴ���ʾ�̺�����2�ֹ���ģʽ���о�����������û����˿���ɵ���������ĸ�ߺͱ�ը���ְ�Ķ�����Զ����ӣ�����Ƚ������Ӵ�ѹ�����������ܼ��ģ����ҿ��Ա��ϵ��۵�����������Ч��ߵ���������
[1] ��ҵ��, ���. �ִ������[M]. ����: ұ��ҵ������, 2008: 231-236.
[4] ��Ӿ��. �����������ְ�ѹ��ʽ���ӵ�Ӧ��[C]//�й�������ѧѧ��ѧ�����. ����: �й�������ѧ, 2008: 2403-2404.
[6] ��ΰ, �ܹ���, ������. �к�庸�ӻ�����ϵͳ�����м���Ӧ��[M]. ����: ��е��ҵ������, 2013: 4-7.
[12] �²�ʱ. �����϶��Զ�����ϵͳ[M]. 3��. ����: ��е��ҵ������, 2012: 190-200.
[15] ���ڹ�, ��ҫͨ, ̷��. һ��ƽ������˵Ĺ����ռ����[J]. ������, 1997(4): 241-243.
[18] Σ���, �O��, �ε���, ��. �����˶�������ӵ�·���滮[J]. ������, 2014, 36(3): 257-262.
[19] ���, Ҷ����, ������, ��. �����˶�λ���ȱ궨�������о�[J]. ����ѧ��, 2007, 28(3): 224-227.
