
���±�ţ�1004-0609(2014)04-0919-07
�溸���������������Ͻ𱡰庸��Ӧ��������
�ܹ���1, 2���ƺ��1������Ԩ2
(1. ���ȴ�ѧ ���缰�Զ���ѧԺ������ 361021;
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��
����ѧ�Ƕȳ�������溸������������Ƹ�ǿӲ���Ͻ𱡰庸�ӱ��ε��·�������������ƺ���Ӧ�������εĻ�����������ֵģ�����������Marc�������Ͻ𱡰���溸�����������������ģ�ͣ��ҳ����ź��Ӳ����Լ����س������Դ����Ѿ��롣�����������Ƶ��溸����������װ�ý��к������顣����������������Ϊ22 mmʱ���峤�����н��������Ӧ����ֵ�ɳ��溸��248 MPa�½���63 MPa��ѹӦ����ֵ��-77 MPa���͵�-27 MPa�����ڱ�����ٽ�ʧ��Ӧ������������������ȫ��ʧ���Ұ������Ӷ���8.66 mm�½���0.9 mm����������ģ�����ǺϽϺá�
�ؼ��ʣ�
�溸��������������ֵģ�������Ӳ���Ӧ��������������
��ͼ����ţ�TG404 �� �� ���ױ�־�룺A
Controlling welding stress and distortion of aluminum alloy sheet by welding with trailing ultrasonic vibration method
ZHOU Guang-tao1, 2, HUANG Hai-han1, FANG Hong-yuan2
(1. College of Mechanical Engineering and Automation, Huaqiao University, Xiamen 361021, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: A new method of welding with trailing ultrasonic vibration (WTUV) to control the welding distortion of high strength aluminum alloy sheet was put forward, and the mechanism was illustrated. Based on numerical simulation analysis, the model of thermo-mechanical coupled welding with ultrasonic vibration was established using Marc software. The optimal welding parameters and the best distance between the vibrating position and heat source are obtained. The welding experiments were conducted on the self-developed device. The results show that when the distance between vibrating point and heat source is 22 mm, the residual tensile stress in the middle cross-section in longitudinal direction reduces from 248 MPa of conventional welding to 63 MPa. The maximum compressive residual stress reduces from -77 MPa to -27 MPa, which is below the critical buckling stress of the sheet, the deflection distortion disappears entirely, and the maximum deflection of plate edges drops from 8.66 mm to 0.9 mm. There are better agreements between the test results and simulation results.
Key words: welding with trailing ultrasonic vibration; numerical simulation; welding residual stress; deflection distortion
��ǿ���Ͻ�������õı�ǿ�ȡ��ȸն��Լ��ɺ����Ե��ŵ㣬�ں��պ��졢����������������������й㷺��Ӧ��ǰ��[1]�����Ǹ�ǿ���Ͻӹ����У�����������ϵ������ȵ��ʽϸߵ��ص㣬���ɱ���ز������Ӳ���Ӧ������Σ��Ӷ�����Ӱ�캸�ӽṹ�Ŀɿ��Ժ��ȶ��ԣ�������Ƹò����ں��ӽṹ�е�Ӧ�ã���˿��ƺ���Ӧ�������γ����о��ȵ㡣
Ŀǰ���������ϽӲ���Ӧ�������εĴ�ʩ��Ҫ����ѧ�Ƕȣ������溸���ƣ����²����졢�溸�������溸��ѹ��Ԥ����ȷ���[2-9]����Щ�����ڿ��ƺ��Ӳ���Ӧ��������ȡ��һ����Ч����
�������ߴ���ѧ�Ƕȳ�����������溸���������������������������Ƶij���������װ���ں��ӹ���������Դͬʱ�˶��������Ͻ𱡰庸�켰�丽��������м�����չ���ֲ����ӹ����в�����ѹ������Ӧ�䣬��С����˲̬Ӧ�������ս��ͺ��Ӳ���Ӧ����������С�����������Ρ����溸������������һ�ֽ����ʳ���������Ӧ���ں��ӱ����������Ч�������������˳���������ѧЧӦ[10-12]�������豸�����ڿ���ʵʩ���ܿռ�����С���ŵ㣻���溸�������[5]���伤��Ƶ�ʸ��ߣ������ں����ϵļ��������Կɿأ����Һ���������ۣ����к�ǿ��ʵ���ԡ�
ͬʱ��������Ԫ��ֵ���㷽������LY12Ӳ���Ͻ𱡰�Ϊ�о��������溸����������ԭ��ģ�ͣ��Ժ��ӹ��̽�����ֵģ�⣬�����д����ĺ������飬���ջ���˼�С���Ӳ���Ӧ�������ε������������ͳ�������������ƥ�䣬�������Ϻ�ʵ������֤�˸÷����Ŀ����ԡ�
1 �溸����������ģ�͵Ľ���
1.1 �溸�������������ģ��
�����溸����������ԭ��ģ����ͼ1��ʾ����ԭ�����ں��ӹ����У����۳غ��뺸ǹһ������d�ڣ��غ�����ȷ���ʩ�ӳ��������غ����������뺸����Դͬʱ�ƶ����Դ�����������״̬�ĺ�����������������������չ�����ͺ��ӹ����в�����ѹ��Ӧ�䣬ʹ���庸�����Ӧ�����ͣ�������С���ӱ��Ρ�
1.2 ���Ʊ��������εĻ���
�����ں��ӹ����У���������ȴ�ε���������Ӧ��Զ�ȼ��Ƚβ�����ѹ������Ӧ��С�����º��켰�丽�����������һ����ѹ������Ӧ�䣬�����ں����в�������Ӧ�������Ρ����庸��Ӧ���ֲ�Ϊ������������Ӧ��������ΪѹӦ������ѹӦ�����ڱ�����ٽ�ʧ��Ӧ����cʱ�����������������[13]��
UEDA��[14]�������Ӧ�����ۣ���ָ������Ӧ���ɺ��ӹ����в�����ѹ��Ӧ�����ȴ�����в���������Ӧ����ɡ������ʽΪ
 (1)
(1)
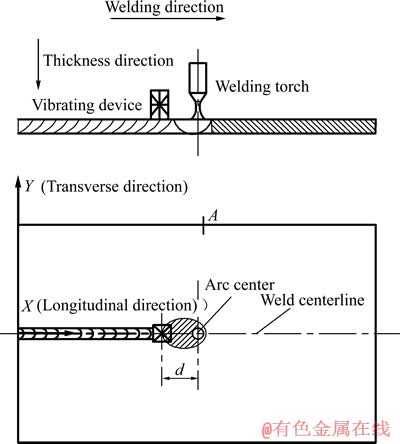
ͼ1 �����������溸ԭ��ͼ
Fig. 1 Schematic diagram of welding with trailing ultrasonic vibration
ʽ�У�[��*]Ϊ����Ӧ�䣬[��*]��Ϊ��ֵ��ֻҪ[��*]��Ϊ0������������Ӧ����[��y]Ϊѹ��Ӧ�䣬ͨ��ȡ��ֵ��[��l]Ϊ����Ӧ�䡣
�ɴ˿ɼ������ƺ���Ӧ�������ε�Ŀ���Ǽ�С����Ӧ�䣬Ҫ�ﵽ��Ŀ�Ŀ�ͨ����������Ӧ��ķ�������С����ѹ������Ӧ�䡣
��������ԭ���������溸����������ķ�����ͨ�����ʳ��������ļ����������۳غ��������Ľ������м������²��ϵ����������½����ײ������Ա��Σ���ʹ����������غ��췽���ϲ���������������������������һ�����ں��ӹ����в�����ѹ��Ӧ�䣬�Ӷ�ʹ����Ӧ��õ�һ���Ľ����������������մﵽ���ͺ��Ӳ���Ӧ���������������ε�Ŀ�ġ�
2 �溸����������ֵģ��
2.1 ����Ԫģ�ͽ���
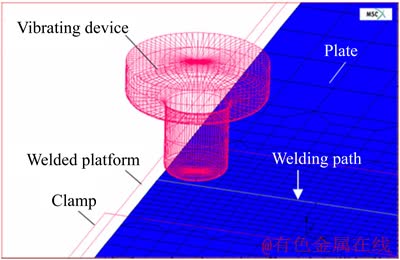
ͼ2 �溸��������������Ԫģ��
Fig. 2 FEM of welding with trailing ultrasonic vibration
����������ϸ��ԽӴ������ķ�������ģ��ʵ�ʵĺ��ӹ������оߡ�����ƽ̨������������װ�þ����ɸ��壬������Ϊ�����壬ģ�ͳߴ�Ϊ320 mm��200 mm��2 mm��ģ�͵�ԪΪ8�ڵ������嵥Ԫ������14295���ڵ㣬9360���嵥Ԫ����ͼ2��ʾ�����ڱ�ģ���漰���ֽӴ���ϵ���������dz��Ӵ�Ϊ��Լ����ʱ�䣬��ģ�����ֽ��м����������¶��ݶȽϴ��������ý�ϸ�ܵ�����Ԫ���¶ȱ仯��СԶ�뺸�����������һ�������������ʽ��������Ԫϡ�軯��
��1 �������ܲ���[9]
Table 1 Properties of material[9]
���ϲ���LY12Ӳ���Ͻ𣬵���ģ��E��������ϵ�������������ަ�c��������c���ȵ���K�Ⱦ�Ϊ���¶ȱ仯����������(����1)�����ɱȦ˼������ܶȦ�Ϊ��ֵ������TIG���Ա����������۷�Ч�ڱ���ԽӺ�[15]����Դģ�Ͳ���˫������Դ[16]����ģ��ǰ�벿����������Դ�ֲ�����ʽΪ
 (2)
(2)
��벿����������Դ�ֲ��ı���ʽΪ
 (3)
(3)
ʽ�У�Q=��UI����Ϊ��ԴЧ�ʣ�UΪ���ӵ�ѹ(V)��IΪ���ӵ���(A)��a��b��cΪ������״������f1��f2Ϊǰ�����������ֲ�������f1+f2=2��
����ǰ��ģ��Լ���ڽ��ɵĸ���ƽ̨�ϣ����ӹ���������Դͬ���涯�ij���������װ�õ����¼����˶�������ʽ(4)������
 (4)
(4)
ʽ�У�YΪλ�ƣ�AΪ������ɳ����������ʾ�����tΪʱ�䡣
���ӽ�����ģ�⣬�豣֤����װ���뿪���岢ֹͣ���������¶���ȫ��ȴ������оߡ�
2.2 �¶ȳ�ģ����
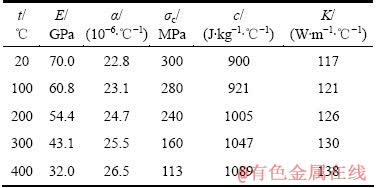
�¶ȳ���ֵģ���ܹ���ӳģ�͵���ȷ�ԣ�ͼ3��ʾΪ���ӽ��е�tΪ20 sʱ��˲̬�¶ȳ����¶ȳ��м�Ϊ����������״������¶�Ϊ1096 �棬����ʵ�ʺ��������������ģ�ͽ�������ȷ�ԡ�
ͼ3 ˲̬�¶ȳ���ͼ(t=20 s)
Fig. 3 Cloud picture of transient temperature field (t=20 s)
2.3 ��������ȷ��
��������С��Ҫͨ������װ���������ȷ���ļ��������������ͨ�����ʳ����������Ĵ�������Ӧ���Ա�����м���[17]����������Ӧ����Ÿ�Ӧǿ�Ⱦ������¹�ϵ��
 (5)
(5)
ʽ�У�TmΪ��������Ӧ����YΪ����ģ����BΪ�Ÿ�Ӧǿ�ȣ�K(B)Ϊ��������Ӧ���������ǹ���B�ĺ�����
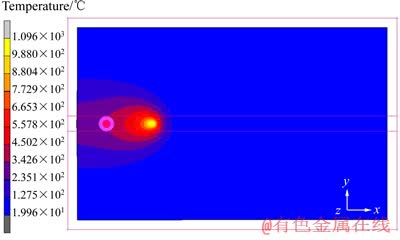
����MARC�Գ���������װ�������Ͻ𱡰��ϲ�ͬ������Ȳ����ļ���������ģ�⣬�ҳ���ѹӦ���������ȵĶ�Ӧ�����Թ�ϵ���ߣ���ͼ4��ʾ����ͼ4�п��Կ��������ż�����ȵ����ӣ�������ѹӦ���������������0~0.1 mm֮��ʱ��ѹӦ���仯�������ԣ���������������ȳ���0.1 mmʱ��Ӧ���仯���Ʊ仺��
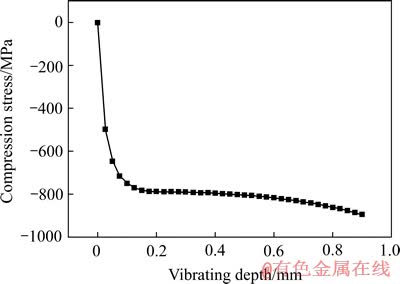
ͼ4 ���س�������ѹӦ����ϵ
Fig. 4 Relationship between vibration depth and compressive stress
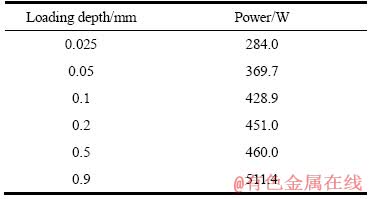
����ó���������뼤���ʵĶ�Ӧ��ϵ���2��ʾ�����������Ϊ0.025 mm������������װ�õļ�����Ϊ284 W������ʵ�ʵļ����ʡ������ѡ��0.025 mm��Ϊģ�⼤�����õ���ȡ�
��2 ��ͬ��������µļ�����
Table 2 Vibration power under different loading depths
2.4 ���������������Ӧ����Ӱ��
���溸�ͳ�������������ģ�ͺ��쳤�ȷ������ĺ����A-A���������Ӧ���ֲ���ͼ5��ʾ����ͼ5�п��Կ��������Ӳ���Ӧ���ԳƷֲ��ں������࣬���켰�丽������Ϊ������Ӧ������������Ӧ���Ƚϵͣ������Ӧ�������ھຸ��������һ�������λ�ã���Զ�뺸��������������Ӧ��ΪѹӦ�������溸������Ӧ����ֵΪ263 MPaԼΪ0.8��s������ѹӦ����ֵΪ-80.3 MPa���������Ͻ𱡰��ʵ�ʺ������[13]��
�����溸�����������س���뼤�����(d)Ϊ40 mmʱ�����������Ӧ����ѹӦ����ֵ�ֱ�Ϊ122 MPa��-70 MPa����d=30 mmʱ��������������Ӧ����ѹӦ����ֵ�ֱ�Ϊ51 MPa��-32.6 MPa���ɴ˿ɼ����溸�����������ܹ��������ͺ������Ӧ������d=30 mmʱ������ѹӦ����Чƽ��ֵΪ15.3 MPa�����ڸóߴ籡����ٽ�ʧ��Ӧ��ֵ22.2 MPa(�ɹ�ʽ(6)����õ�)����ʱ������ʧ���õ����ơ�
 =22.2 MPa (6)
=22.2 MPa (6)
ʽ�У�kΪ����ϵ������Ӧ���ֲ��ͱ߽������йأ�EΪ����ģ������Ϊ���Ϊ���ɱȣ�bΪ��ij��ȡ�
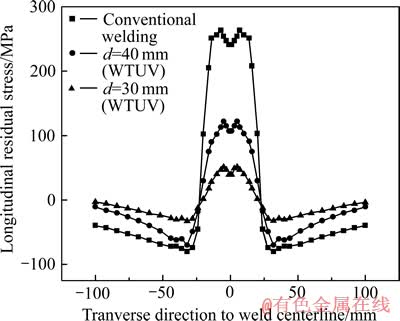
ͼ5 ��ͬ����������н���(A-A��)����Ӧ���ֲ�
Fig. 5 Residual stress distribution under different vibration distance in middle cross-section (A-A section)
3 ����������������
Ϊ��֤ģ��������ȷ�ԣ�����������ר��װ�ã��������˺������飬��ͼ6��ʾ���������ѡ��LY12Ӳ���Ͻ𱡰壬ʵ�ʳߴ�Ϊ320 mm��200 mm��2 mm�����ӷ�������TIG�������ӵ���95 A�������ٶ�4 mm/s���������17 L/min��������300 W��

ͼ6 �溸�������������װ��
Fig. 6 Control device of welding with trailing ultrasonic vibration
3.1 ��Ч�������Ժ��ӹ��̵�Ӱ��
���������Դ֮����Ч�������D�ķ�Χ��15 mm��40 mm�仯�������Ͻ𱡰�����������Ӧ�����������о��������������D��ΧΪ15 mm��18 mmʱ�����ڼ���װ����������ȫ����״̬�ĺ������������������лᷢ���������ߡ�ճͷ��������ɺ���������жϣ���D����37 mmʱ�������������ĺ����������ȫ���̣�����װ�õļ����Ѿ���ʹ�����������������������ˣ�����С���Ӳ���Ӧ��������ȷ����Ч��������Ϊ18~37 mm���ڴ˷�Χ���ܹ���С���������Ӧ�������Σ���ģ�����ṩ�IJο�ֵ���Ǻϡ�
3.2 ���Ӳ���Ӧ������
�������������Աȷ������Ͻ𱡰峣�溸���溸���������� (d =22 mm)���������Ӧ�����ڱ����Լ���ѡ��XΪ160 mm���ĺ������Ϊ�������Ӧ���������档���ں����������Ӧ���ֲ��Գ��ں���[13]��ֻ��ճ��һ���Ӧ��Ƭ���ɣ�������Ӧ��Ƭ�Ӻ��쵽���һ�����ܵ������ڱ����ϣ�������λ��������Ӧ���õ��ͷţ�����CM-1A-20Ӧ������Dz���ͷų���Ӧ��ֵ���������˶��ɻ����Ӧ����
ͼ7��ʾΪ���溸�뼤�����dΪ22 mm���溸�������������Լ��н����������Ӧ���ֲ��������ߡ��Ա�ͼ5���Կ������������Ӧ���ֲ�������ģ�����������á����ñ�����������������Ӧ��ֵ�ɳ��溸��248 MPa(��ģ������ȵ����Ϊ5.7%)���͵�63 MPa������ѹӦ����ֵ��-77 MPa���͵�-27 MPa����ֵС�ڸóߴ�LY12������ٽ�ʧ��Ӧ����cr����������������ȫ��ʧ��
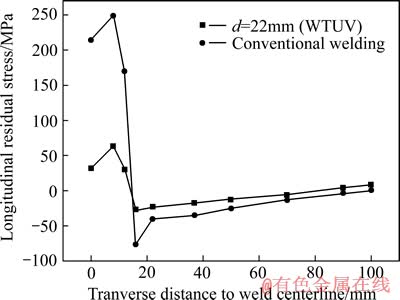
ͼ7 ���庸��A-A�����Ӧ���ֲ�
Fig. 7 Residual stress distribution of A-A section after welding
3.3 �����������εIJ���
Ϊ��ֱ�۵ط�����ͬ�������d�¿��ƺ��ӱ��ε�Ч��������ѡ�ó��溸�뼤�����Ϊ22��30 mm���ֱȽϵ��;����µ��溸�����������Լ������˶Աȷ�������ͬ�������d�£��峤�ȷ����Ե�Ӷȷ�ֵ����ͼ8��ʾ�����溸�����£��������Ӷ�fmaxcΪ8.66 mm�����������dΪ30 mmʱ���������Ӷ�fmax2Ϊ4.47 mm�����������dΪ22 mmʱ���������Ӷ�fmax1�½���0.9 mm���ϳ��溸������89.6%���ң������������εõ����ơ�
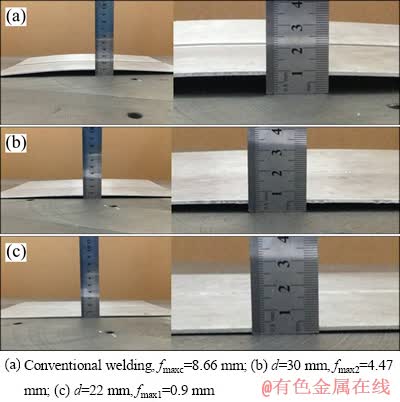
ͼ8 �������ӶȲ���
Fig. 8 Maximum deflection measurement at edge of plate
��ͬ��������°���ӶȵIJ���������ͼ9��ʾ����d=22 mmʱ������Ӷ�����������С���峤��������ͬλ�õ��Ӷȳ��溸���d=30 mmʱ����֮��d=22 mm����С��������������Ͻ𱡰��ڳ������ļ������ܹ���Ч�Ľ��Ͳ�����Σ��Ҽ��������Դ����Ѽ������Ϊd=22 mm��

ͼ9 ��ͬ��������µİ���Ӷ�
Fig. 9 Deflection of plate edges under different vibration distances
4 ����������
����ʱ��������Դ������������������˲����ȵ����ϵ��۵㣬�۳ظ����IJ����������������ȱ��κ���֯���Σ������ܵ���Χ������ϵ�Լ�������������ȵ�ѹ�����Ա��Σ���ȴ�Σ�����ѹ�����Ա��ε��ⲿ�ֽ������ܵ���Χ�����������Լ���谭��������������ʹ�ⲿ�ֽ����ܵ�һ������Ӧ���������������Ա��Ρ�����ں��ӹ����У��ܹ���С���Ƚβ�����ѹ��Ӧ�����������ȴ�β���������Ӧ�䣬���ܹ���һ���̶��Ͻ��ͺ��Ӳ���Ӧ�������⣬�����庸������IJ���ѹӦ�����ڸóߴ籡����ٽ�ʧ��Ӧ�����������������Ҳ�ܹ���ȫ������
�������Ժ��Ӳ���Ӧ���Ŀ�����Ҫȡ���ڼ����ʵĴ�С�ͼ��س������Դ�ľ��롣�����ʹ����������������������С������ļ����������ԶԺ����������������չ�������ƺ������Ӧ�������������Դ�ľ�����Ҫ�ʵ�����������ʱ��������װ�ô�����ȫ���̵ĺ��������������������ʹ��������������������������ͺ��ӹ��̲�����ѹ������Ӧ�䣻����С������װ������ֱ�Ӽ���״��������������º����жϣ��ԶԺ��ӱ���û���������á�������Ϊ300 W�����������Դ��d=30 mmʱ����������Ӧ����+max�������ͣ�������ѹӦ��ƽ�⣬����ѹӦ����-Ҳ��֮��С����С��ķ�ֵ�Դ��ڦ�cr����������������Ȼ���ڣ������Ӷ�f��С�������Ӷ����Ŧ�-�ļ�С����С����d=22 mmʱ���������Ӧ���������ͣ��Ҳ���ѹӦ����ֵ���ڦ�cr����������������ȫ��ʧ��
5 ����
1) ����ѧ�Ƕ�����˿��Ʊ��庸�Ӳ���Ӧ�������ε��·������溸���������������˸÷���ԭ��ģ�ͣ�����ֵģ���뺸����������������֤�˸÷����Ŀ����ԣ��ḻ�˿��ƺ���Ӧ�������ε����ۡ�
2) ������ֵģ���Ż����˳������������뼤����ȵĶ�Ӧ��ϵ���������뼤����������뼤���ʵ�ƥ�䡣
3) �溸������������Ч�ؿ��ƺ���Ӧ�������Σ�������и����ı����Լ��ߴ磬ȷ������Ч����Χd��18 mm��37 mm֮�䣻����dΪ22 mmʱ���溸������������������Ӧ����Ϊ63 MPa����ȳ��溸������76.6%������ѹӦ����ֵ��-77 MPa����-27 MPa��ƽ��ѹӦ��ֵ���ڸóߴ�LY12������ٽ�ʧ��Ӧ����cr����������������ȫ��ʧ������Ӷȷ�ֵ��8.66 mm���͵�0.9 mm������Ϊ89.6%��
REFERENCES
[1] ������, ����ǿ, �� ��, �� ��, �� ��, �� ��, �����. ��ѭ��������2A12���Ͻ���۽ṹ������[J]. �й���ɫ����ѧ��, 2013, 23(4): 939-943.
WAN Ming-zhen, ZHANG Zai-qiang,  Peng, JI Le, ZOU Yang, CAI Jie, GUAN Qing-feng. Microstructure and properties of 2A12 aluminum alloy under thermocycling[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 939-943.
Peng, JI Le, ZOU Yang, CAI Jie, GUAN Qing-feng. Microstructure and properties of 2A12 aluminum alloy under thermocycling[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 939-943.
[2] ������, ������, ��ѩ��, ������. �²�����������Ͻ𱡰�ĺ��ӱ���[J]. ����ѧ��, 1999, 20(1): 34-41.
GUO Shao-qing, XU Wen-li, LIU Xue-song, TIAN Xi-tang. Control of welding distortion in thin aluminum alloy plate by thermal tensioning[J]. Transactions of the China Welding Institution, 1999, 20(1): 34-41.
[3] GUO S Q, LI X H, XU W L, LIU X S, WAN X, TIAN X T. Welding distortion control of thin Al alloy plate by static thermal tensioning[J]. Journal of Material Science & Technology, 2001, 17(1): 163-164.
[4] �� ��, ��ϣ��, ¬ ��, �� ��, �� ��. �ѺϽӽ�ͷ����Ӧ������������[J]. �й���ɫ����ѧ��, 2010, 20(S1): s713-s716.
FU Hao, LIU Xi-lin, LU Hai, ZHANG Hao, LI Ning. Relieving residual stress of titanium alloy welded joint[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s713-s716.
[5] LIU X S, WANG P, ZHOU G T, FANG H Y. Controlling of stress and distortion in thin copper plate by welding with trailing peening[J]. Rare Metals, 2007, 26(Sl): 216-219.
[6] ������, ����Ԩ, ���, ������, �� ��. �溸�����ѹ���ƺ���Ӧ�������·���[J]. ��е����ѧ��, 2004, 40(8): 87-90.
FAN Cheng-lei, FANG Hong-yuan, YANG Jian-guo, WANG Xiao-teng, LI Ming. New technology to control welding stress and distortion with trailing and impactive rolling[J]. Chinese Journal of Mechanical Engineering, 2004, 40(8): 87-90.
[7] ���Ž�, ����Ȫ, ������. ����ѹ��AZ31þ�Ͻӽ�ͷ��֯������Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2739-2743.
CHU Ya-jie, LI Xiao-quan, WU Shen-qing. Effect of hot rolling on microstructure and mechanical properties of welded joints of AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2739-2743.
[8] �ܹ���, ��ѩ��, ����Ԩ. ����Ԥ��Ӧ�������Ʊ��庸�Ӳ���Ӧ�������[J]. ��е���̲���, 2008, 32(3): 78-81.
ZHOU Guang-tao, LIU Xue-song, FANG Hong-yuan. Controlling of welding residual stress and deflection distortion for flat plate by longitudinal pre-stress method[J]. Materials for Mechanical Engineering, 2008, 32(3): 78-81.
[9] �ܹ���, ��ѩ��, ���, �Ƶ¿�, ����Ԩ. Ԥ�ú���ѹ�غɷ���ֹ���Ͻ𱡰庸��������[J]. �й���ɫ����ѧ��, 2009, 19(4): 613-618.
ZHOU Guang-tao, LIU Xue-song, YANG Jian-guo, YAN De-jun, FANG Hong-yuan. Transverse compressive pre-stress method for controlling welding hot cracking of aluminum thin-plate[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 613-618.
[10] LI Yuan-xing, ZHAO Wei-wei, LENG Xue-song, FU Qiu-jiao, WANG Lei, YAN Jiu-chun. Microstructure evolution and mechanical properties of ultrasonic-assisted soldering joints of 2024 aluminum alloys[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 1937-1943.
[11] YAO Lei, HAO Hai, JI Shou-hua, FANG Can-feng, ZHANG Xing-guo. Effects of ultrasonic vibration on solidification structure and properties of Mg-8Li-3Al alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6): 1241-1246.
[12] ��Ӣ��, ���, ������, �߲���, ����̩. ���ʳ�����Al-Si�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 1999, 9(4): 719-722.
LI Ying-long, LI Bao-mian, LIU Yong-tao, GAO Cai-ru, DAI En-tai. Effect of high-intensity ultrasonic on structures and properties of Al-Si alloys[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(4): 719-722.
[13] ����Ԩ. ���ӽṹѧ[M]. ����: ��е��ҵ������, 2010: 62-71.
FANG Hong-yuan. Welding structure[M]. Beijing: China Machine Press, 2010: 62-71.
[14] UEDA Y, RASHED S M H, ABDEL-NASSER Y. An improved ISUM rectangular plate element taking account of post-ultimate strength behavior[J]. Marine Structures, 1994, 7(2/5): 139-172.
[15] HE Zhen-bo, PENG Yong-yi, YIN Zhi-min, LEI Xue-feng. Comparison of FSW and TIG welded joints in Al-Mg-Mn-Sc-Zr alloy plates[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(8): 1685-1691.
[16] GOLDAK J, CHAKRAVARTI A, BIBBY M. New finite element model for welding heat sources[J]. Metallurgical Transactions B, 1984, 15B(2): 299-305.
[17] л����, ˹����, �����, ��ϣ��. ������������Ĥ���ϼ���Ӧ��[J]. �й���ɫ����ѧ��, 2000, 10(Sl): s266-s270.
XIE Hai-tao, SI Yong-min, YANG De-ming, LIU Xi-cong. Giant magnetostrictive thin film and its application[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(S1): s266-s270.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51075158)������ʡ��Ȼ��ѧ����������Ŀ(2012J01212)
�ո����ڣ�2013-07-11�������ڣ�2013-11-26
ͨ�����ߣ��ܹ��Σ������ڣ���ʿ���绰��18650002711��E-mail: zhouguangtao@hqu.edu.cn
ժ Ҫ������ѧ�Ƕȳ�������溸������������Ƹ�ǿӲ���Ͻ𱡰庸�ӱ��ε��·�������������ƺ���Ӧ�������εĻ�����������ֵģ�����������Marc�������Ͻ𱡰���溸�����������������ģ�ͣ��ҳ����ź��Ӳ����Լ����س������Դ����Ѿ��롣�����������Ƶ��溸����������װ�ý��к������顣����������������Ϊ22 mmʱ���峤�����н��������Ӧ����ֵ�ɳ��溸��248 MPa�½���63 MPa��ѹӦ����ֵ��-77 MPa���͵�-27 MPa�����ڱ�����ٽ�ʧ��Ӧ������������������ȫ��ʧ���Ұ������Ӷ���8.66 mm�½���0.9 mm����������ģ�����ǺϽϺá�
[2] ������, ������, ��ѩ��, ������. �²�����������Ͻ𱡰�ĺ��ӱ���[J]. ����ѧ��, 1999, 20(1): 34-41.
[7] ���Ž�, ����Ȫ, ������. ����ѹ��AZ31þ�Ͻӽ�ͷ��֯������Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2739-2743.
[8] �ܹ���, ��ѩ��, ����Ԩ. ����Ԥ��Ӧ�������Ʊ��庸�Ӳ���Ӧ�������[J]. ��е���̲���, 2008, 32(3): 78-81.
[13] ����Ԩ. ���ӽṹѧ[M]. ����: ��е��ҵ������, 2010: 62-71.
FANG Hong-yuan. Welding structure[M]. Beijing: China Machine Press, 2010: 62-71.
[17] л����, ˹����, �����, ��ϣ��. ������������Ĥ���ϼ���Ӧ��[J]. �й���ɫ����ѧ��, 2000, 10(Sl): s266-s270.
