
���±�ţ�1004-0609(2009)12-2204-06
TiO2��Ĥ�Խ��ʯĥ�����ܵ�Ӱ��
��С��1, 2���� ¡1����ΰ��1���� ��1
( 1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082��
2. ��̶��ѧ ��ά���ϼ���Ӧ�ý������ص�ʵ���ң���̶ 411105)
ժ Ҫ��
�����ܽ�-�������ڽ��ʯ����Ϳ��TiO2��Ĥ������ɨ��羵�������Լ���������ֶζ�ͿĤ����ʯĥ�ϱ�����ò���ṹ�ͳɼ�������з������о��ڲ�ͬ������ʱTiO2��Ĥ�Խ��ʯĥ�����ܵ�Ӱ�졣���������ĥ�ϱ����TiO2��Ĥ���Ա������ʯĥ�����ս�����в��ܽ�ϼ��м�������������ʴ����߽�ϼ��Խ��ʯ����ʪ�ԣ��ڽ�����Ϊ5 ��m/sʱ����δͿĤ���ʯɰ����ȣ�ͿĤ���ʯɰ�ֶ�Ӳ�ʺϽ�(WC��6%(��������)Co)��ĥ�ı����121%��
�ؼ��ʣ�
TiO2��Ĥ�����ʯ���մɽ�ϼ����ܽ�-��������ĥ��������
��ͼ����ţ�TG74 ���ױ�ʶ�룺 A
Influence of TiO2 films on wear performance of diamond
LIU Xiao-pan1, 2, WAN Long1, HU Wei-da1, WANG Yang1
(1. College of Materials Science and Technology, Hunan University, Changsha 410082, China;
2. The Key Laboratory of Low Dimensional Materials and Application Technology, Ministry of Education,
Xiangtan University, Xiangtan 411105, China)
Abstract: TiO2 films were prepared on the surface of diamond through sol-gel method. The surface morphologies, structures and chemical bond of TiO2 film/C were studied through SEM, EDS and FTIR. The effect of TiO2 film on the diamond wear performance under different cut depths was discussed. The results show that the compact TiO2 film coated on the diamond surface by sol-gel method can protect the diamond from reacting with the metal oxides in matrix and increase the bonding strength between the matrix and diamond. When the depth of cut is 5 ��m/s and work piece is carbide (WC, 6%-Co), the grinding ratio of the vitrified bonded wheel prepared by Ti-film-coated diamond is increased by 121% when compared with the wheel prepared by general diamond.
Key words: TiO2 film; diamond; vitrified bond; sol-gel method; wear performance
�մɽ�ϼ����ʯɰ�־���Ӳ�ȸߡ���ѧ�����ȶ�����ˮ�����ȡ����ᡢ������ǿ�ҳɱ��͵��ص㣬�ڹ�ҵӦ���Ͼ��в������������[1-4]�����볣�õ���֬��ϼ��ͽ�����ϼ����ʯɰ����ȣ��������մɽ�ϼ����ʯɰ�ֵ����ö�ƫ�ͣ�����Ҫ����Ϊ�մɽ�ϼ��Խ��ʯĥ����ʪ�Խϲ��ϼ���ĥ�ϵİѳ���С��ĥ��������ĥ���������䡣ͬʱ�����ʯĥ�ϵĸ����ȶ��Բ��700 ������ʱ�����մɽ�ϼ��е������ﷴӦ�������壬Ӱ��ĥ�ߵ�ǿ��[5]��
Ŀǰ��ͨ�õ�����մɽ�ϼ�����ʯĥ�ϵĽ�����ǿ�ȵķ������£����õ�Ʒ��ڽ��ʯĥ�ϱ��������Ƹ�һ�������Ĥ�������Ķ�Ĥ������Ni��Cr��Ti��Cu��Al��[6-7]����ʹ�ø÷����ڽ��ʯ�����Ĥʱ�Ի�����Ⱦ���أ���Ĥ��������Ҫ���Ĵ������ܣ�ͬʱ��ƵĽ�����Ĥ���մ�ĥ���ս�����м������մɽ�ϼ���Ӧ��ʹ�ý�ϼ�����ʯĥ�ϵĽ��ǿ����߲������Ե�ĿǰΪֹ�������մɽ�ϼ��ý��ʯĥ�ϣ���δ�ҵ�һ��Ч������ı�����Է�ʽ��
�������߲����ܽ�-�������գ������ᶡ��Ϊ�л�ǰ�����ڽ��ʯĥ�ϱ���Ϳ��TiO2��Ĥ����ͨ��ɨ��羵���������������������ĥ��������ֶζ�ͿĤ���ĥ�ϱ�����ò���ṹ��ĥ�����ܽ��б�����̽�ֱ���Ϳ��TiO2��Ĥ�Խ��ʯĥ��ĥ�����ܵ�Ӱ�죬�����ܹ��з���һ�ֿ���������մɽ�ϼ��Խ��ʯĥ�ϰѳ�����������Ⱦ�����ͽ��ʯ������Է�����
1 ʵ��
1.1 ��Ʒ���Ʊ�
�����ᶡ��(Ti(OC4H9)4��CP)����ˮ�Ҵ�(AR)��ȥ����ˮ�Ͷ��Ҵ���(HN(OC2H5)2)Ϊԭ���Ʊ�TiO2�ܽ���TiO2�ܽ��Ļ�ѧ���ΪTi(OC4H9)4��C2H5OH��H2O��HN(OC2H5)2������ֵ�Ħ����Ϊ1?26.5?1?1�����Ʊ��������£��ڽ����£������ᶡ��������ˮ�Ҵ��У����ż�����Ҵ���������Һ��Ͼ��Ⱥ��ٵμ������ΪV(H2O)?V(C2H5OH)=1?10���Ҵ�ˮ��Һ����������1 h�������³»�24 h�����dz��ɫ�ܽ���
ʵ��Ƹ�TiO2��Ĥʱ�����Ƚ��ྻ�Ĺ�ҵ���������TiO2�ܽ��У�����1 min����ͭ���̳������ý��ʯ��������80 ������и���5 min������ȴ���ظ�����ͿĤ3�Ρ�ͿĤ��ɺԽ��ʯ�������µĺ����ȴ�������������¯�ڻ�������100 ���±���30 min��Ȼ��¯����5 ��/min�������ٶ�����650 �棬����1 h����¯����Ȼ��ȴ���Ƶñ���Ϳ������TiO2��Ĥ�Ľ��ʯĥ�ϡ�
1.2 TiO2���ױ�Ĥ�ı���
�ֱ����ձ�������ʽ����������JSM-6700F��ɨ��羵�Խ��ʯ���污Ĥ��ò�۲죻��EDAX��˾������GENESIS 60S�������Ƕ�������ָ�������Ԫ�ط�������SPECTRUM one��������Ǽ��TiO2��Ĥ�ɼ������
1.3 ĥ�����ܲ���
��δͿĤ�Ľ��ʯĥ�Ϻ�ͿĤ��Ľ��ʯĥ����ʵ���������մɽ�ϼ���������7?3��ϣ���60 MPa��ѹ������ѹ���ͣ�ɰ�ֹ��Ϊd150 mm��10 mm��40 mm��
���ͺõĽ��ʯɰ����Ar��������700 ���ս�1.5 h��¯��ȴ�����á�����ʽ�����Է�������TACHIKAWA,TP100-Pĥ��������ϲ����˲�ͬĥ���Ʊ����մɽ�ϼ����ʯɰ�ֵ�Ħ����������������ΪӲ�ʺϽ�(WC��6%Co)Բ���壬d8 mm��Ħ����Ϊ���ʯɰ�֣����ʯĥ��ת��Ϊ3 600 r/min��Ӳ�ʺϽ�Բ����ļ����غ�Ϊ1.8 N��ĥ��ʱ��20 min��ĥ����������ȴҺΪˮ��
���Ʊ���ɰ��װ����CNC PSG-52DXNC����ĥ���ϣ�ɰ��ת��Ϊ60 m/s������Ϊ(WC��6%Co)Բ���壬d 20 mm��ת��Ϊ18 m/s��ĥ����������ȴҺΪˮ��������ͬ�������¹����ı���ֲڶȣ�ĥ����ɺ���Ӳ�ʺϽ��������ʧ����ʯɰ�ֵ�������ʧ֮�ȼ�Ϊĥ�ı�G��
2 ���������
2.1 ���ʯ����TiO2��Ĥ�Ľṹ
ͼ1��ʾΪ���ʯĥ�ϱ��澭�ȴ�����TiO2��Ĥ��SEM����ͼ1��֪�����ʯĥ�ϱ����TiO2��Ĥ��70~230 nm��TiO2���ο�����ɣ��������������ܣ���Ĥ��δ�������ס���˵�������ܽ�-�����������ڽ��ʯĥ�ϱ���Ϳ��һ�����ܵ�TiO2��Ĥ��
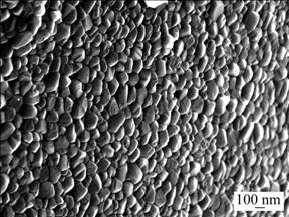
ͼ1 ���ʯĥ�ϱ���TiO2��Ĥ��SEM��
Fig.1 SEM image of TiO2 film on diamond surface
ͼ2��ʾΪ��ͬ������TiO2��Ĥ�ĺ�����ס�ͼ2��3 080~3 415 cm-1�������շ����ɱ�������ˮ�����ĩ�OH��������������ģ�1 639 cm-1��ΪH��O��H�������壬����ṹˮ�йأ�1 450 cm-1�������շ�ΪCO32-��C��O����[8]��ͼ2(a)�� 2 862~2 922 cm-1�������շ������Ǽ���CH2�����������������ģ�ͼ2(b)��(c)��δ���ִ˷壬������Ϊ��Ʒ��650 ���ȴ�������л����ű��ų���ͼ2(a)��1 075 cm-1�������շ����Ti��O��C��ѧ�����������û�����TiO2��������л����������C������ʱ��Ӧ�γɵ�[9]�����ȴ����¶�������650 ��ʱ��TiO2�о�������C���ȴ��������±������ų�������������ʧ(��ͼ2������(b))��ͼ2������(c)�У���1 086 cm-1�����ֽ�ǿ���շ壬����ʵ�����ӦΪ Ti��O��C���ŵ���������������650 ����ȴ�����TiO2��Ĥ�в����ܴ�������C����ˣ�����(c)��Ti��O��C�����е�CΪ�����ʯ�е�C�����ֵ������(a)�еķ�ֵ����10 cm-1���ɽ���Ϊ�����ʯ�е�C�Ļ�ѧ����������(a)��TiO2�����л����������C��ͬ�����Ti��O��C��ѧ����������Ƶ�ʸı䡣

ͼ2 ��ͬ������TiO2��Ĥ�ĺ������
Fig.2 FTIR spectra of TiO2 films under different conditions: (a) on diamond surface before heat treatment; (b) on diamond surface after 650 �� heat treatment; (c) on diamond surface after 650 �� heat treatment
2.2 TiO2��Ĥ�Խ��ʯ���մɽ�ϼ������ϵ�Ӱ��
�ֱ���ͨ���ʯ�ͱ���Ϳ��TiO2��Ĥ�Ľ��ʯĥ���Ʊ����մɽ�ϼ����ʯɰ�֣������ṹ��ͼ3��ʾ����ͼ3�ɿ�����������ĥ���Ʊ��Ľ��ʯɰ����700 �汣��1.5 h��ĥ��֮��Ľ�ϼ����ս���ܳ�֣��������սᾱ(��ͼ3(b))��������ͨ���ʯĥ�ϣ���ϼ���ĥ��֮��Ľ�������ԣ�˵����ϼ���ĥ�ϵ���ʪ�Խϲͬʱ���ս����д����Ŵ��������ס����ڽ��ʯ�����ȶ��Խϲ�մɽ�ϼ����ʯɰ�ֵ��ս�һ�㶼������800 �����¡�Ϊ�˽����ս��¶ȣ�ʵ�������մɽ�ϼ��м����˴����������������ս��¶��¼�����������е���ԭ�Ӿ����൱��Ļ��ԻỺ���������ʯĥ�ϣ��Ӷ����ս��������´�������[10]��ͿĤĥ���Ʊ���ɰ�����ṹ��ʾ����ϼ������ʯĥ����ȫ��������ϼ���ĥ�ϵĽ��治���ԣ���ʪ�Խ���ͨ���ʯĥ���кܴ���ߡ�ͬʱ���ս�����δ���ִ������ף�˵�����ʯ����Ϳ����TiO2��Ĥ�ܹ����ս��¶��±������ʯĥ�ϲ��ܽ�ϼ��еļ���������������������ս��������IJ�����

ͼ3 ��ͬĥ���Ʊ����մɽ�ϼ����ʯɰ�ֵ�SEM��
Fig.3 SEM images of vitrified bond wheels made by different diamond abrasives: (a) General diamond; (b) TiO2-film- coated diamond
��ͿĤ�Ľ��ʯĥ���Ʊ���ɰ����A��B���㴦����������(��ͼ4)��A��λ���ս�������¶��ĥ�ϱ��棬��������ʾ���ս��ĥ�ϵı�����Ȼ����TiO2��Ĥ(����1)��B��λ�ڿ�����ĥ�Ͻ���Ľ�ϼ�������������ʾB�㴦���ڵ�O��Na��Al��Si��CaԪ�ؾ�Ϊ��ϼ����Ԫ�أ�����ϼ��в���TiԪ��(����2)��B�㴦������TiԪ��˵�����ս�����У����ʯ�����TiO2��Ĥ���ܽ��ڽ�ϼ��У����TiO2��Ĥ���ܽ����ʽϿ죬��ô���ս�����У����ʯĥ�ϻᱻ��������������������ս����в�������(��ͼ3)���ս�����δ�����������ף�˵���ս�����н��ʯ�����TiO2��Ĥ��ͨ����ɢ�������ܽ��ڽ�ϼ��У�TiO2��Ĥ�Խ��ʯ�ı������ÿ���ά�ֽϳ�ʱ�䡣ͬʱ��TiO2��Ĥ���ϼ��е��ܽ����ڽ��ʯ���ϼ��Ľ��洦�γɹ��ɲ㣬������������߽�ϼ��Խ��ʯ�İѳ���[11]��

ͼ4 ͿĤ���ʯ�Ʊ���ɰ�ֵ�SEM��
Fig.4 SEM image of wheel made by TiO2-film-coated diamond
��1 ͼ4��A�㴦��������
Table 1 EDS analysis of point A shown in Fig.4
��2 ͼ4��B�㴦��������
Table 2 EDS analysis of point B shown in Fig.4

2.3 ͿĤ����ʯ��ĥ������
���á�����ʽ�����Է�������ĥ��������ϲ����˲�ͬĥ���Ʊ����մɽ�ϼ����ʯɰ�ֵ�Ħ���� ��[12]��
ͼ5��ʾΪӲ�ʺϽ�Բ����ɰ������ʯɰ�ֵ�Ħ���������Խ������ͼ5��֪����ͨ���ʯĥ���Ʊ���ɰ�ֵ�Ħ������ƽ��ֵΪ0.46��ͿĤ���ʯɰ�ֵ�Ħ������ƽ��ֵΪ0.49�����������Թ����У�δͿĤĥ���Ʊ���ɰ��Ħ����������û�в�������ͿĤ��ĥ���Ʊ���ɰ�������ʱ����ӳ�Ħ�������������͡�ͨ���Բ�ͬ���ʯĥ���Ʊ���ɰ��ĥ������Ĺ۲췢��(��ͼ6)����ͨ���ʯ�Ʊ���ɰ�ֵ�ĥ������ڴ������������Ľ��ʯ��˵����ĥ�����������ڽ�ϼ��Խ��ʯ�İѳ������Σ����ʯ������Ϊ�������䡣����ͿĤ���ʯ�Ʊ���ɰ�֣�ĥ���洦�Ľ��ʯ�������飬��ϼ��Խ��ʯ�İѳ����ϸߣ�ĥ�������н��ʯ�����鷽ʽ��������Ϊ��ͨ���ʯ���ϼ��İѳ����ϵͣ���ĥ�������н��ʯ��������������ĥ��������Ħ��������С[13]������ͿĤ���ʯ�Ʊ���ɰ�֣���ĥ�������н��ʯΪ��������������ĥ��ʱ����ӳ���ĥ���������С����ˣ�Ħ��������ĥ��ʱ����ӳ����½���

ͼ5 Ӳ�ʺϽ�Բ��������ʯɰ�ֵ�Ħ������
Fig.5 Fiction coefficient of different diamond grinding wheels: (a) Diamond wheel made by general diamond abrasive; (b) Diamond wheel made by TiO2 film coated diamond abrasive
ɰ�ֽ�������ɰ�ֶ�Ӳ�ʺϽ��ĥ�ıȵĹ�ϵ��ͼ7��ʾ����ͼ7�ɿ���������ͬ�Ľ�����ʱ��ͿĤ���ʯ�Ʊ���ɰ��ĥ�ı�Զ������ͨ���ʯɰ�ֵģ���֤����ĥ�������У�ͿĤ��Ľ��ʯĥ��������ӻ��������ʯĥ�������ʽϸߣ�����ĥ�ı���ߡ�ͬʱ���Ž������ļӴ�����ĥ���Ʊ���ɰ�ֵ�ĥ�ıȶ����½����ơ���ĥ�������У�ɰ���ڷ����ϳ��ܵ�ΪѹӦ����������Խ��ѹӦ��Խ���մɽ�ϼ�Ϊ���Բ��ϣ���Ӧ�����շ��½�ϼ���ĥ�ϵĽ��洦�������������飬��ɽ��ʯĥ�����䣬����ɰ��ĥ�ı�[14]��������ͨ���ʯĥ���Ʊ���ɰ�֣��մɽ�ϼ���ĥ�ϵİѳ����ϵͣ����Ž������Ӵ��ʯĥ�����ϼ����洦��Ӧ������ʯ�����ٶȼӿ죬ɰ��ĥ�ı�Ѹ�ٽ��͡�����ͿĤĥ���Ʊ���ɰ�֣�������������20 ?m/sʱ��ɰ��ĥ�ıȽ��ͷ��Ⱥ�С���������ڽ��ʯ�������TiO2��Ĥʱ����ϼ���ĥ�ϵİѳ���������ߣ���ϼ���ĥ�ϵĽ����ܹ�����һ����ѹӦ���������ƻ������ԣ�ĥ����������ʲ���������Ӧ������߶����Լӿ졣������������20 ?m/sʱ����ʱ���ʯ���ϼ������Ӧ���������ǵĽ��ǿ�ȣ����汻Ѹ���ƻ�����ɽ��ʯ�������䣬�������Ž������Ӵ�ɰ��ĥ�ıȴ�����͡�

ͼ6 ��ͬ���ʯĥ���Ʊ�ɰ��ĥ��������SEM��
Fig.6 SEM images of grinding surface of different diamond wheels: (a) General diamond abrasive; (b) TiO2 film coated diamond abrasive
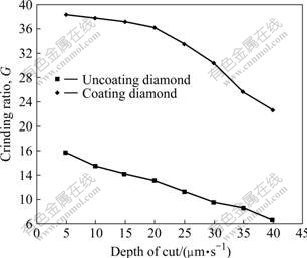
ͼ7 ɰ�ֽ������Խ��ʯɰ��ĥ�ıȵ�Ӱ��
Fig.7 Influence of depth of cut on grinding ratio of diamond
�������Լӹ���������ֲڶȵ�Ӱ����ͼ8��ʾ����ͼ8��֪��������ͨĥ�ϵĽ��ʯɰ�֣�����������ĥ�����Ĺ����ı���ֲڶ�Ӱ�첻�����������������������ƽ��ƫ��(Ra)������С����ƽ��ʮ��߶�(Rz)�ʻ����������ơ�����ͿĤĥ���Ʊ��Ľ��ʯɰ�֣��ڽ�������Сʱ���ӹ������ı�����������δͿĤĥ�ϼӹ��Ĺ��������Ž��������ӣ�����Ra��Rz��ֵ��Ѹ�����ӣ����������ﵽ30 ��m/sʱ�����ֹ���Raֵ���Ϊ1.25 ��m����������ɰ�ֽ�����ʱ����������ֲڶȲ�����С��

ͼ8 �������Թ�������ֲڶȵ�Ӱ��
Fig.8 Influence of depth of cut on surface roughness of samples
ĥ�������У������ı���ֲڶ�ȡ����ĥ�ϴ��빤�������[15]������δͿĤ�Ľ��ʯĥ�ϣ���ʧЧ��ʽ����������Ϊ���������Ĵֲڶ���Ҫ��ĥ�ϵ����Ⱦ���[16]�����Խ������Թ����ı���ֲڶ�Ӱ�첻����ͿĤ���ĥ�ϣ�����������Сʱ��ĥ�ϵ���ʧЧ��ʽ������Ϊ������������ĥ�ϵ�¶���߶Ƚϵͣ���˼ӹ����Ĺ����ı���ֲڶ�����δͿĤ���ʯĥ�ϣ����������ϴ�ʱ��ͿĤĥ�ϵ�ʧЧ��ʽҲ������Ϊ������ʱ�����ı���ֲڶ���ĥ�����Ⱦ���������ĥ�ϼӹ����Ĺ�������ֲڶȴ����൱��
3 ����
1) �����ܽ�-�����������ڽ��ʯĥ�ϱ���Ϳ��һ�����ܵ�TiO2��Ĥ��TiO2��Ĥ��70~230 nm������TiO2������ɡ�
2) ���ʯĥ�ϱ���Ϳ��TiO2��Ĥ��TiO2��Ĥ���Ա������ʯĥ�����ս�����в��ܼ������������ʴ����߽�ϼ��Խ��ʯ����ʪ�ԺͰѳ�����
3) ��ͿĤĥ���Ʊ����մɽ�ϼ����ʯɰ�֣��ڽ�����Ϊ5 ��m/sʱ�����Ӳ�ʺϽ��ĥ�ıȽ�δͿĤĥ���Ʊ���ɰ�����121%����������ֲڶ�RaΪ0.47 ��m��δͿĤĥ�ϼӹ������ı���ֲڶ�RaΪ1.18 ��m��
REFERENCES
[1] JACTION M J, MILLS B. Microscale wear of vitrified abrasive materials[J]. Journal of Materials Science, 2004, 39(2): 2131-2143.
[2] TANAKA T, IKAWA N, UENO N. A ceramic aspect of vitrified bond for diamond grinding wheel[J]. Bull Jpn Soc Prec Eng, 1985, 19(3): 221-223.
[3] GUO Chang-sheng. Energy partition and cooling during grinding [J]. Journal of Manufacture Processes, 2005, 4(3): 151-157.
[4] GAO Tao, PEN Wei, YAO Chun-yan. Application and progress of diamond surface treatment[J]. Diamond & Abrasives Engineering, 2004(3): 6-9.
[5] VIEIRA A A, LAGES M P. On the temperature field during superficial grinding: an experimental study[J]. Manufacture Technology, 2008, 17(1): 1442-1451.
[6] WANG Ming-zhi, WANG Yan-hui, GUAN Chang-bing. Influence of Ti, Mo and W coating and interface reaction on oxidation resistance of diamond[J]. Material Composite Sinica, 1996(2): 48-52.
[7] WANG Qin-sheng, WANG Xiao-jun. Effect mechanism of diamond surface coating in diamond tools[J]. Diamond & Abrasive Engineering, 2006, 13(5): 5-9.
[8] CHRISTOPHE J. Sol-gel synthesis of potassium titanyl phosphate: Solution chemistry and gelation[J]. Sol-Gel Science and Technology, 1997, 9(5): 183-199.
[9] CUI Ting, TANG Shao-qiu, WAN Long. Study on preparation and property of nanometer titania thin films[J]. Bulletin of Chinese Ceramic Society, 2006, 25(2): 121-124.
[10] KUANG Hong, LIN, Shih FENG Pen. Sintering parameters and wear performance of vitrified bond diamond wheels[J]. International Journal of Refractory Metals and Hard Materials, 2007, 32(2): 25-31.
[11] LIU Xiao-pan, WAN Long. Effect of Na2O content on properties of wheel vitrified bond for diamond grinding[J]. Diamond & Abrasive Engineering, 2007, 14(5): 71-74..
[12] TELLEZ L. Synthesis of inorganic-organic hybrid materials from TEOS, TBT and PDMS[J]. Materials Science, 2003, 38(4): 1773-1780.
[13] KUROSHIMA Y, KONDO Y, OKADA S. Development of Vitrified diamond grinding wheel for engineering ceramics[J]. J Ceram Soc Jpn, 1985, 93(9): 587-589.
[14] JACTION M J, BARLOW N, MILLS B. The effect of bond composition on the strength of partially bonded vitrified ceramic abrasives[J]. J Mater Sci Lett, 1994, 13(5): 1287-1289.
[15] LIU X F, LI Y Z .The microanalysis of the bonding condition between coated diamond and matrix[J]. International Journal of Refractory Metals and Hard Materials, 2003, 21(3): 119-123.
[16] XU Xi-peng, JIN Cun. Friction studies on surface grinding of granite with a vitrified CBN wheel[J]. Surface and Interface Analysis, 2008, 40(1): 863-866.
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2006BAF02A21)����̶��ѧ��ά���ϼ���Ӧ�ü����������ص�ʵ���ҿ��Ż���������Ŀ(KF200605)������ʡ�Ƽ��ƻ�������Ŀ(2007FJ3063)
�ո����ڣ�2008-11-10�������ڣ�2009-07-15
ͨ�����ߣ���С�ͣ���ʦ����ʿ��E-mail: liuxiaopanjj@126.com
ժ Ҫ�������ܽ�-�������ڽ��ʯ����Ϳ��TiO2��Ĥ������ɨ��羵�������Լ���������ֶζ�ͿĤ����ʯĥ�ϱ�����ò���ṹ�ͳɼ�������з������о��ڲ�ͬ������ʱTiO2��Ĥ�Խ��ʯĥ�����ܵ�Ӱ�졣���������ĥ�ϱ����TiO2��Ĥ���Ա������ʯĥ�����ս�����в��ܽ�ϼ��м�������������ʴ����߽�ϼ��Խ��ʯ����ʪ�ԣ��ڽ�����Ϊ5 ��m/sʱ����δͿĤ���ʯɰ����ȣ�ͿĤ���ʯɰ�ֶ�Ӳ�ʺϽ�(WC��6%(��������)Co)��ĥ�ı����121%��
