
DOI��10.19476/j.ysxb.1004.0609.2017.06.04
����ͷ/β��ƽ����״�����Ͻ������ͷβ�г�����Ӱ��
�� ��1���ƻ���1���Ų���1���ŷ�ɽ1�����б�2
(1. ��ɽ��ѧ�����������װ�������չ��̼����о����ģ��ػʵ� 066004��
2. �й��ڶ����ͻ�е���Ź�˾���ͻ�е����о�Ժ���ɶ� 610052)
ժ Ҫ��
Ϊ�������Ͻ������ͷβ�г����������������ɲ��ʣ���5052���Ͻ����Ϊ������DEFORM�������������ø���������Ԫ����ģ�����ѹ������ͷβ������ȵ�Ӱ����ɣ�����ͷβ�г�������Ԥ��ģ�͡��Դ�Ϊ��������չ����ο������ƹ�����ͷ/β����ͨƽ�桢Բ��ƽ�桢����ƽ���µ�����ͷβ�г����ݱ����̽�������������Բ��ƽ��������ƽ���ܼ���ͷβ����Լ18%~20%����ͨƽ���ͷβ�г���Ԥ��ģ����Ӧ����ʵ�����ƹ�̣�Ԥ�������ֳ�ʵ������Ǻϣ���֤������Ԫģ��������ȷ�ԡ��ۺϿ��������Ķ���ϳ�����գ�����ƽ����������������Ͻ�������������
�ؼ��ʣ�
���Ͻ�����ͷβ�г�����ͷ/β��ƽ����״������������Ԫ������
���±�ţ�1004-0609(2017)-06-1102-07���� ��ͼ����ţ�TG339���� ���ױ�־�룺A
�������Ͻ������������ᡢ��ǿ�ȸߡ���ʴ�ɺ����ӹ����������۵��ŵ㣬�ں��պ��졢��������е���졢�����������ȹ�����Ҫ�����й㷺Ӧ��[1-3]�����Ͻ��������������ѹ��������������������֯ȱ�ݣ���������֯ת��Ϊ�α���֯����������Ʒ��������ܡ����������;��ȿ��Ʒ�����кܴ������[1, 4-5]��Ȼ�������Ͻ�������ʼ������ʼ��ȴ�(500~800 mm)������ѹ�����������IJ����ۻ������ں�ȺͲ�����γ������Ե�˫����ȱ�ݣ�������������ͷβ���յĴַ�ʽ������ʽ������˰����ľ��˷ѣ�����˳ɲ���[6-8]��
�Ըֲ�����������˫����ȱ���γɻ����Ϳ��Ʋ��ԣ�������ѧ���ѿ�չ�˴����о�����������[9]��������ԪANSYS-DYNA��������������ͷβ��β��״���ݱ���ɣ���ͨ�����г̿�������ģ������ͷβ��״����ѧͨ��[10]���ø���������Ԫ����չ������������β���ι��̵Ļ����о�������������Ӧ�Ķ��г̿���ģ��Ӧ����ʵ����������Ұ��[11]��������������ͷβ���г̿��Ƶ���ѧϰ���ԡ������[12]�о����к�ְ����ƹ��̵�ƽ����״���ơ������к�ְ�����������Ƚ�300 mm������������ȴ�500~800 mm�������Ͻ���ο���С������ϵ���ߣ�ʹ�����ƹ��̴����ų�ʼѹ����С������������С��ͷβ�׳��ֵ����ȶ�������[1, 6]�����Ͽ�֪�����Ͻ�������ֱ�Ӳ����к�ְ���о��ɹ���ؽ����չ���Ͻ�����������ͷβ���εĶ�����Ԥ�⼰�����г������о���
����������5052���Ͻ����Ϊ�����ھ�ȷ�о�ͷβ�г���Ԥ��ģ�͵Ļ����ϣ����һ�����Ͻ��������ͷ/β��ƽ����״���Ʋ��ԡ����ø���������Ԫ�����Աȷ�����ͷ/β����ͨƽ�桢Բ��ƽ�������ƽ���¶���������������ƹ����е�����ͷβ�г����ݱ���ɣ�����������ͷ/βƽ����״���Ʒ�����Ϊ��һ���������Ͻ���������������ͷβ���г����ṩ���µĿ�ѡ������
1 ���Ͻ����������Ԫ��ģ
1.1 ����ѹ�¹�̼����ϱ���ģ�͵Ľ���
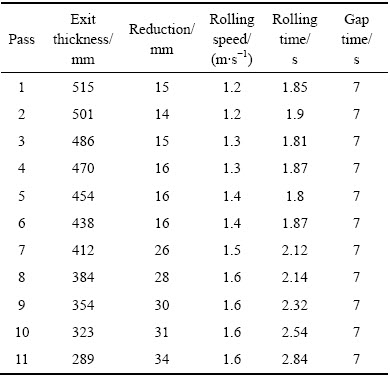
Ϊ��֤ģ������ȷ�ԣ����ƹ�̲ο�����ij����ʵ�ʹ�̣�������ֱ��Ϊ1000 mm����ʼ�������Ϊ530 mm����ʼ�¶�Ϊ480 �棻�����������ƹ�����1���С����ϵ�����Ӧ�����ߺ�����ص������Բ�����ģ����Ӱ���ش���ȷ����ͷβ���εıر����������ڴ���ѧ������5ϵ���Ͻ�����Ӧ�������������Բ������Է��������������о�������ο�����[13-16]��
��1 5052���Ͻ������ƹ��
Table 1 Rolling schedule of 5052 aluminum alloy plate
1.2 ����Ԫ��ģ���߽�����
�������Ͻ�������������ѹ����С���������ƶ�ͷβ���ε�Ӱ������ڰ�������ֲ������о����ö�άƽ��Ӧ��ģ�Ͷ�����ͷβ���ι��̽��ж����������佨ģЧ����ͼ1��ʾ������Ϊ���壬����Ϊ�����壬�ο������ֳ����������黯Һ�������ĽӴ����ȵ������߽硣���������ߵ����͵�ľ���Ϊ���������L1�����Է���ͷβ�г����ı仯��

ͼ1 ���Ͻ�����ģ��ģ��
Fig. 1 Rolling simulation model for aluminum alloy
��ز���������㹫ʽ���£�������������Ħ�������̲�������[13]�еĹ�ʽ���м��㣺

 (1)
(1)
ʽ�У�vΪ�����ٶȣ�m/s��TΪ���������¶ȣ�K����������Χ�����Ļ��ȱ߽���û�϶������ȣ�ȡֵ6.90 W/(m2��K)���������趨Ϊ0.8���黯Һ��ȴ����ϵ��hy��������[16]���㹫ʽ������ʵ�ʹ���ȡֵ5837.6 W/(m2��K)��
 (2)
(2)
1.3 ����ͷ/β��ƽ����״����ģ��
�ο�����ʵ��������ϳ����������[4]�������һ���������Ͻ�������ƽ����״����ģ�͡���ͼ2��ʾ������ͷ/βƽ����״��ΪԲ�����������ַ������ǻ�����ͨ����ͷ/βƽ��ϳ���ӹ����ɡ����У�Բ��ƽ�����ΪԲ���뾶R�����Բ��r������ƽ�����Ϊ���θ߶�B�������ϵ�h���ο�����ϳ����������ߴ磬Բ��ƽ�����R=1050 mm��r=35 mm������ƽ�����B=54 mm��h=155 mm��

ͼ2 ����ͷ/β��ƽ����״����
Fig. 2 Head and end plane shape
2 ��ͨ����ͷβ�г�����Ԥ��ģ���о�
2.1 �������ƹ��̵Ĺ���ȱ��ԭ�����
ͼ3��ʾΪͷ/β����ͨƽ�����������5���εĵ�ЧӦ����ͼ��ͷ����X�����ٶ���ͼ����ͼ3(a)��֪�����������ЧӦ��Ϊ0.9���IJ���ЧӦ��Ϊ0�����Ʊ���ֻ������1/8~1/4�İ�����ȣ����ҵı����α�����������ͷ��X������������Բ�������������ͼ3(b)��֪������������ٶȸ߳��IJ���6.7%�����������֪���к�����ƹ����а�����ͷβΪ���ɶˣ����β���Լ�����������������IJ����ȱ��Ρ�ͬʱ�����Ͻ��ʼ������ȴ���չ�Ժã��������������IJ��ı�����Σ�ʹ���������ɶ˵Ľ����������Ӿ��ң�����ͷβ����������ǿ�ڸֵĹ����������ۺ����ƹ��տ��ǣ����Ͻ����Ϊ�������ƣ�����������Ϊ���ߣ����ѹ����С������������ͷ���͡���β��������ȱ�����������ҧ��͵��������Ϊ���Ͻ����ͷβ�г�����Ҫԭ��
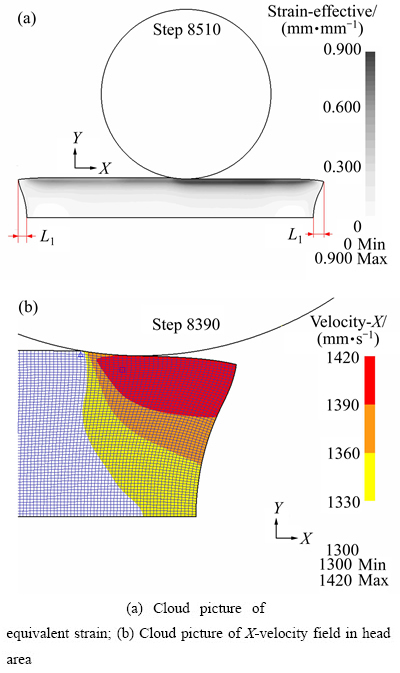
ͼ3 ����ģ����
Fig. 3 Rolling simulation results
2.2 ������ȶ�ͷβ���ε�Ӱ��
����ʵ�ʹ���(����1)���ֱ�ȡ�������HΪ600��550��500��450��400 mm��ѹ����20 mm������ģ��������ֱ���ȡ��ģ�͵Ĺ��������ͶԺ�Ƚ��й�һ����������ͷ�����ν���������L1�������ȵĹ�ϵ��ͼ4(a)��ͼ4(c)��N1������ʾ����ͼ4(a)��֪������������ȵ�����������ͷ����������������Ժ��0.46~0.48����ʱ����ͻ�䣬���ⲿ���������������������Էֲ������ڲ�������IJ����γ��ֶ������߷ֲ���������N1��֪�������L1�������ȳ����Թ�ϵ�������õ���Ա��ν�����£�
 (3)
(3)
ʽ�У�L1Ϊ��������ȣ�mm��HΪ������ȣ�mm��
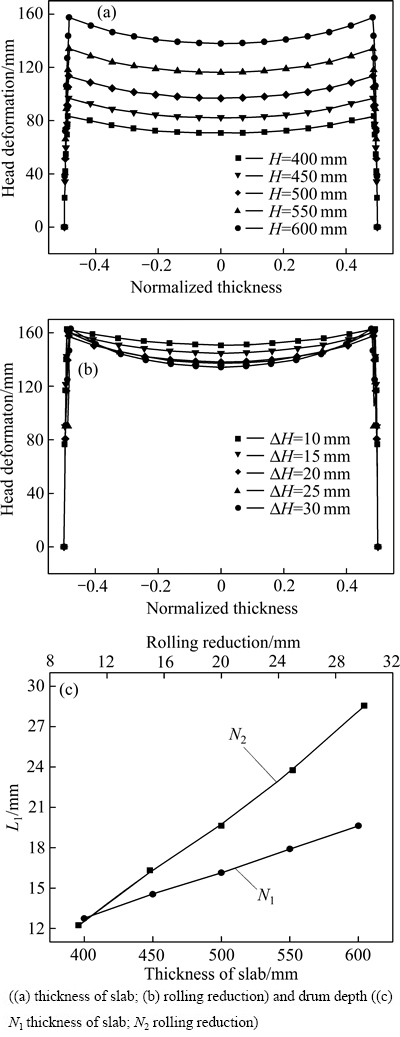
ͼ4 ���Ʋ�����ͷ�����ε�Ӱ�켰�������ȵĹ�ϵ����
Fig. 4 Influence of rolling parameter to end face deformation
2.3 ����ѹ������ͷβ���ε�Ӱ��
ͬ�ϣ��ֱ�ѡ����ѹ������HΪ10��15��20��25��30 mm���������600 mm�����жԱȷ��������У�ͼ4(b)��ʾΪ����������ͷ�����ν����ͼ4(c)��ʾΪ��������N2Ϊ�������L1�����ѹ�����Ĺ�ϵ����ͼ4(b)��֪����ͬѹ�����µı����������������о����һ�£�������ѹ��������������ͷ�����IJ����������������Էֲ����ơ�������N2��֪������������ѹ�����Ĺ�ϵ���£�
 (4)
(4)
ʽ�У�L1Ϊ��������ȣ�mm����HΪ����ѹ������mm��
�ۺ�����������֪���������L1�ܵ�����ѹ�����Ͱ�����ȵ��ۺ�Ӱ�죬�����ֳ��������µ����Ա仯������������Ƹ����μ���Ŵ����ԣ������ι��������L1��������H��������ѹ������H�Ĺ�ϵ��ʽ(5)��ʾ���ۺ�ʽ(5)�����ƹ��ձ�1����Ԥ����������ƺ��ͷβ������ȣ�����ȷ�������ε��г�����
 (5)
(5)
3 ���Ͻ����ƽ����״����ģ�͵�������������ģ�⼰Ԥ��ģ���о�
�����г���Ԥ�ʽ����������Ͻ�����ͷβ����ľ��ȣ�������ʵ�ʽ����г�����Ϊ��һ�����Ͱ���ͷβ�г���������˰���ͷ/β��ƽ����״���Ʒ����������ñ�1�����ƹ��ս����˿�����ε���������ģ�⣬�ó���ƽ����״��ͷβ�г�����Ӱ����ɼ����г���Ԥ��ģ�͡�
3.1 ���Ͻ�ƽ������µ�����ģ���о�
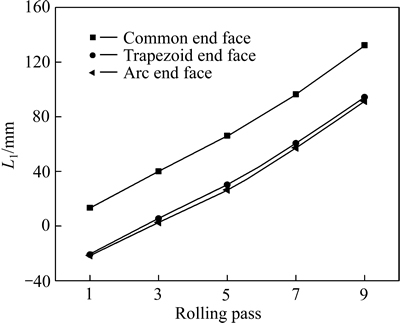
ͼ5��ʾΪ��ͬͷ/β��ƽ����ʽ�¸����εı��ν������ͼ5��֪�����κ�Բ��ƽ������ڵ�3~5����ʱ�ų������������������6~11������������˫���������Ұ��ݳ̶����Ե�����ͨͷ/β��ƽ�棬��11����ʱ������ȼ���18%~20%���Աȿ�֪��ͷ/β��ƽ����Ʒ�ʽ�ܹ���������˫�ı��Σ�����ͷβ�г�����
��Σ��Ա�����ƽ�������Բ��ƽ�������11���εı���Ч��֪����ʱ��Բ�������IJ�����������ΪԲ����ɣ������ΰ����IJ���������������ͨ����11���εļ���ص���ʽ������ԭ��Ϊ���ΰ����ϵ������ڱ��κ���(7~11����)��������ͨ�������Ʊ��Σ���ѹ���������IJ��ľֲ��������ϡ��ӷ�ֹ���ֵ����Ƕȷ�����Բ���������������ΰ��������ۺϿ���Բ��ƽ��ϳ�����պķ���Զ��������ƽ�棬��9~11����ʱ����ƽ���Բ��ƽ���˫�ı�����ȼ���һ�£��������Ϊ����ƽ�����ͷ/β���Ʒ�ʽ����Ӧ������ʵ�����Ͻ��������������ա�
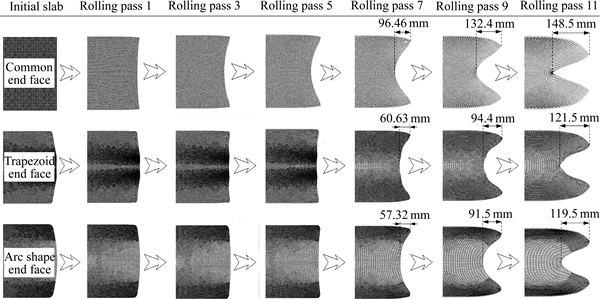
ͼ5 ��ͷ/β��ƽ���²�ͬ���ε�ͷ�����γ̶ȶԱ�
Fig. 5 Head deformation comparison of each rolling passes under different head and end plane shape
3.2 ƽ����״�����µĹ������Ԥ��ģ���о�
ͼ6��ʾΪ��ͨƽ�������/Բ��ƽ���¸����Ƶ��εĹ��������L1�ĶԱȽ������ͼ6��֪������ƽ�桢Բ��ƽ��Ľ������ͨƽ��������ȫһ�¡�������֪��ͬƽ����ʽ�µĹ��������L1�����ƹ����أ�ֻ�ܳ�ʼ������Ӱ�졣�ۺ�����ͷ/β��ƽ����ʽ����˲����ֵM(����ƽ��Ϊ���θ߶�B��Բ��ƽ��ΪԲ�����)��������ƽ���˫�ı������Ԥ�ʽ���£�

 (6)
(6)
ʽ�У�L1Ϊ��������ȣ�mm��HΪ�������ֵ��mm����HΪ������ѹ������mm��MΪ����ƽ��߶ȣ�0.67Ϊ���ֵM������ϵ����
ͼ6 ��ƽ����״�±������Ա�
Fig. 6 Deformation comparison on each plane shape
4 Ԥ��ģ����������ҵ�ֳ��Ա�
��ͼ7��ʾ��Ϊ��֤Ԥ��ģ�͵�ȷ�ԣ����Ƚ������ε��ӵĹ������Ԥ����������ģ���������˶Աȡ���ͼ7��֪��Ԥ����������ģ���������������ֵ9.2%����Ԥ����ȫ��С��ʵ������ģ����������ԭ��ΪԤ��ģ����δ�������ƹ����е��εĵ���Ч������Ԥ��ģ�ͼ�������ϵ��K=1.1��������ʽ������Ԥ������ȫһ�£����������������ͷβԤ��ģ�;��кܺõ�ʵ���ԡ������Ĺ�ҵ�ֳ���һ����֤�˴˽��ۡ�

ͼ7 ������Ԥ�����ĶԱ�������
Fig. 7 Comparison and correction of deformation prediction results
ͼ8��ʾ�ֱ��������ͨͷ/β��ƽ�����ģ���11���κ�ʵ�������ֳ�ͬ���ε�ͷ�����ν�����Աȱ���������֪���ֳ�˫�ı�����ģ��Ԥ�����ڹ����IJ������죬�ֳ������IJ�������Բ�����ݱպ�����(��ɫԲȦ����)������ԭ��Ϊʵ�����������Ͻ�����������½�����������������ϡ�ͬʱ���Աȷ�������ģ���ͷβ�������Ԥ����(148.5 mm)���ֳ������������(152 mm)�����������Ԥ��ģ�͵�ȷ�ԡ�

ͼ8 ��ҵ�ֳ������֤
Fig. 8 Industrial on-site validation
5 ����
1) �������Ͻ�����������L1������������ͨ�����Ĺ��������������ΰ������H��ѹ������H�Ĺ�ϵ����������ͨ�������������L1��Ԥ��ģ�͡�
2) ����ͨ�����о������Ͽ�չ��ͷ/β��ƽ����״���������ƹ��̵�ͷβ�г����ݱ���ɺ�ͷβ�г���ģ���о���������ͷ/β��ƽ���¹��������L1��Ԥ��ģ�͡�������Ԥ�ʽ�ǻ��ڱ��о������Ľ��ۣ������仯���������Ӧ��ϵ��������
3) ����ͨͷ/β��ƽ����״��ͷβ�г���Ԥ��ģ�����ֳ�ʵ�����Ͻ�������Ч�������˶Ա���֤����֤������Ԫģ�͵���ȷ�ԡ�
4) ���ͷ/β��ƽ����״���Ƽ�ϳ���ӹ������ۺϷ���������ͷ/β��ƽ����״���Ʒ��������ʺ��������Ͻ�������������
REFERENCES
[1] ������. ��������ԭ���뼼��[M]. ��ɳ: ���ϴ�ѧ������, 2010: 1-5.
ZHANG Xin-ming. Principle and technology on hot tandem rolling of aluminium and aluminium alloys[M]. Changsha: Central South University Press, 2010: 1-5.
[2] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1707.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminium alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1707.
[3] �� ��, �ƽ���, ������, ������, ���Ļ�, ��־��, �� ��, ������. �±��ζ�����������6061���Ͻ���ȻʱЧ����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(1): 1-2.
LI Xiang, TANG Jian-guo, ZHANG Xin-ming, LING Li-yue, LIU Wen-hui, LIAO Zhi-yu, YANG Tao, DENG Yun-lai. Effect of warm deformation on natural ageing and mechanical property of aluminium alloy 6061 sheets for automotive body[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(1): 1-2.
[4] ������, ������, ������, �� ��. ���Ͻ�����������������[M]. ����: ұ��ҵ������, 2010: 5-12.
ZHAO Shi-qing, WANG Hua-chun, GUO Jin-long, PAN Zhen. Hot rolling and hot tandem rolling technology of aluminium alloy[M]. Beijing: Metallurgical Industry Press, 2010: 5-12.
[5] ���, �����, ��ף��. ���Ƽ�����������ҵ[J]. ��Ͻ�ӹ�����, 2015, 43(4): 11-13.
LI Duo, XU He-nian, WANG Zhu-tang. Casting and rolling industry of aluminium thick plates[J]. Light Alloy Fabrication Technology, 2015, 43(4): 11-13.
[6] лˮ��, ���. ��ɫ�������ϵĿ��Ƽӹ�[M]. ��ɳ: ���ϴ�ѧ������, 2013: 384-386.
XIE Shui-sheng, LIU Xiang-hua. Control processing for non-ferrous material[M]. Changsha: Central South University Press, 2013: 384-386.
[7] �� ��, �Ե���, ������, ���. �غ�ְ�����ȱ��ѹ�Ϻ�˫��������Ԫ����[J]. ����, 2011, 28(4): 1-3.
ZHANG Lin, ZHAO De-wen, WANG Gen-ji, LI Chun-zhi. Analysis of defects closing and double drum in ultra-heavy plate rolling by FEM[J]. Steel Rolling, 2011, 28(4): 1-3.
[8] �� ��, ������, ��ʤ��, ������, ������, ����. 7A55���Ͻ��������֯�����ܲ�������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(8): 2824-2830.
FENG Di, ZHANG Xin-ming, LIU Sheng-dan, WU Ze-zheng, GUO Yi-wen, YU Cui-juan. Inhomogeneity of microstructure and properties of 7A55 aluminium alloy thick plate[J]. Journal of Central South University (Science and Technology), 2015, 46(8): 2824-2830.
[9] ������, �� ��, ����ǿ; ������. ����������ͷβ��β��״ģ������о���Ӧ��[J]. ���Թ���ѧ��, 2009, 16(2): 101-103.
WANG Ai-li, YANG Quan, Liu Hua-qiang, DU Xiao-zhong. Analog control research and application of hot rolling strip head and tail shape[J]. Journal of Plasticity Engineering, 2009, 16(2): 101-103.
[10] ��ѧͨ, �ŷ�ɽ, �����, �⽨��. ��������ͷβ��״���г̿����о�[J]. ����, 2005, 40(2): 51-53.
LI Xue-tong, DU Feng-shan, SUN Deng-yue, WU Jian-feng. Study of SSC for strip head and tail shape on hot strip mill[J]. Iron and Steel, 2005, 40(2): 51-53.
[11] �� Ұ, ������, ���. ��������ͷβ���г̿�����ѧϰ����[J]. �����о�ѧ��, 2010, 22(4): 55-58.
TIAN Ye, HU Xian-lei, LIU Xiang-hua. Self-learning strategy of short stroke control for head and tail of hot strip[J]. Journal of Iron and Steel Research, 2010, 22(4): 55-58.
[12] �� ��. �к������ƽ����ο�������ģ��[D]. �ػʵ�: ��ɽ��ѧ, 2006: 33-40.
HU Bing. Physical simulation of plan view pattern control during plate rolling process[D]. Qinhuangdao: Yanshan University, 2006: 33-40.
[13] �����. �����������������¶ȳ���ֵģ�����½�ģ���о�[D]. ��ɳ: ���ϴ�ѧ, 2010: 63-68.
HE Yu-hui. Research on thermal field numerical simulation and temperature fall model of strip during multi-pass hot rolling process[D]. Changsha: Central South University, 2010: 63-68.
[14] ������. 5052�����������ȫ�����¶ȼ���ģ���о�[D]. ��ɳ: ���ϴ�ѧ, 2012: 25-33.
WANG Wei-wei. The study on the temperature calculation model of 5052 A1 plate in hot continuous rolling[D]. Changsha: Central South University, 2012: 25-33.
[15] �� �. 5052 ���Ͻ��ȴ�����ģ��������Ԥ���о�[D]. ��ɳ: ���ϴ�ѧ, 2009: 18-26.
Chen Jie. Study on modelling and rolling force prediction model for hot rough rolling of 5052 aluminium alloy[D]. Changsha: Hunan University, 2009: 18-26.
[16] �� ��, ������, ����Ƽ, �� ��, ������. 5052���Ͻ��������������Ա��μ�Ӧ���ֲ�����ά�������ģ��[J]. �����ȴ���ѧ��, 2015, 36(3): 209-212.
PENG Jian, WANG Yong-Jian, ZHONG Li-ping, SUN Yong, PENG Long-fei. Three dimensional thermal mechanical coupled simulation of plastic deformation and stress distribution during hot rolling of 5052 aluminium sheet[J]. Transactions of Materials and Heat Treatment. 2015, 36(3): 209-212.
Effects of head and end plane shape of slab on metal removal of head and tail in aluminum alloy plate rough rolling
YAN Meng1, HUANG Hua-gui1, ZHANG Cai-yun1, DU Feng-shan1, ZHANG Shang-bin2
(1. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China;
2. Heavy Machinery Research Institute, China National Erzhong Group Company, Chengdu 610052, China)
Abstract: In order to reduce the metal removal of head and tail and improve the hot rolled aluminum plate yield, taking 5052 aluminum alloy as an object, the effects of strip thickness and rolling reduction on metal removal of head and tail were simulated and the prediction model of head and tail was precisely established. Then the head and tail evolution rules were studied under the conditions of general plane shape, circular plane shape and trapezoidal plane shape of the slab head and end in the process of multi pass reversing rolling. The results show that the cropping is reduced by 18%-20% under the condition of circular and trapezoidal cross-section. In order to testify the correctness of finite element simulation results, the prediction model of head and tail under the condition of general plane shape is applied to the actual rolling schedule, and the prediction results are consistent with the in-site measurement data. Considering the milling process of ingot end face, the trapezoidal plane shape is more suitable for the hot rolling production of aluminum alloy thick plate at this stage.
Key words: aluminum alloy plate; metal removal of head and tail; head and end plane shape; rigid-plastic finite element method
Foundation item: Project(U1560206) supported by the State Key Program of National Natural Science Foundation of China; Project(51474189) supported by the General Programs of National Natural Science Foundation of China
Received date: 2016-05-03; Accepted date: 2016-08-05
Corresponding author: HUANG Hua-gui; Tel: +86-335-8077352; E-mail: hhg@ysu.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(U1560206)��������Ȼ��ѧ����������Ŀ(51474189)
�ո����ڣ�2016-05-03�������ڣ�2016-08-05
ͨ�����ߣ��ƻ����ڣ���ʿ���绰��0335-8077352��E-mail: hhg@ysu.edu.cn
ժ Ҫ��Ϊ�������Ͻ������ͷβ�г����������������ɲ��ʣ���5052���Ͻ����Ϊ������DEFORM�������������ø���������Ԫ����ģ�����ѹ������ͷβ������ȵ�Ӱ����ɣ�����ͷβ�г�������Ԥ��ģ�͡��Դ�Ϊ��������չ����ο������ƹ�����ͷ/β����ͨƽ�桢Բ��ƽ�桢����ƽ���µ�����ͷβ�г����ݱ����̽�������������Բ��ƽ��������ƽ���ܼ���ͷβ����Լ18%~20%����ͨƽ���ͷβ�г���Ԥ��ģ����Ӧ����ʵ�����ƹ�̣�Ԥ�������ֳ�ʵ������Ǻϣ���֤������Ԫģ��������ȷ�ԡ��ۺϿ��������Ķ���ϳ�����գ�����ƽ����������������Ͻ�������������
[1] ������. ��������ԭ���뼼��[M]. ��ɳ: ���ϴ�ѧ������, 2010: 1-5.
[4] ������, ������, ������, �� ��. ���Ͻ�����������������[M]. ����: ұ��ҵ������, 2010: 5-12.
[5] ���, �����, ��ף��. ���Ƽ�����������ҵ[J]. ��Ͻ�ӹ�����, 2015, 43(4): 11-13.
[6] лˮ��, ���. ��ɫ�������ϵĿ��Ƽӹ�[M]. ��ɳ: ���ϴ�ѧ������, 2013: 384-386.
[7] �� ��, �Ե���, ������, ���. �غ�ְ�����ȱ��ѹ�Ϻ�˫��������Ԫ����[J]. ����, 2011, 28(4): 1-3.
[10] ��ѧͨ, �ŷ�ɽ, �����, �⽨��. ��������ͷβ��״���г̿����о�[J]. ����, 2005, 40(2): 51-53.
[11] �� Ұ, ������, ���. ��������ͷβ���г̿�����ѧϰ����[J]. �����о�ѧ��, 2010, 22(4): 55-58.
[12] �� ��. �к������ƽ����ο�������ģ��[D]. �ػʵ�: ��ɽ��ѧ, 2006: 33-40.
[13] �����. �����������������¶ȳ���ֵģ�����½�ģ���о�[D]. ��ɳ: ���ϴ�ѧ, 2010: 63-68.
[14] ������. 5052�����������ȫ�����¶ȼ���ģ���о�[D]. ��ɳ: ���ϴ�ѧ, 2012: 25-33.
[15] �� �. 5052 ���Ͻ��ȴ�����ģ��������Ԥ���о�[D]. ��ɳ: ���ϴ�ѧ, 2009: 18-26.
