
���±�ţ�1004-0609(2009)05-0869-05
�������ι�ͨ����ע���Ʊ����̬����
��С��1, 2��ë����1���� ��1
(1. �����Ƽ���ѧ �����о��������� 100083��
2. ̫ԭ�Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030024)
ժ Ҫ��
�������ιܽ�ע���Ʊ��˰��̬A356���Ͻ��ϡ��������������ע�¶�Ϊ660~680 ��ʱ���������ιܿ����Ʊ������̬A356���Ͻ���֯���ҹܵ���û�г������̿ǣ����ι�ͨ����ֱ�ܶγ��ȶ��̬������֯�нϴ�Ӱ�죬��ֱ�ܶγ��ȱ�̺�����֯�����Ʊ����ʰ��̬������֯�Ľ�ע�¶�Ҳ���ͣ��ؾ�������֯����ò�ֲ���ͬ�����IJ�����״��������������������״��Ǿޱ״��������Ļ����֯ת�䣬��Ե��λΪǾޱ״�ij���������֯��
�ؼ��ʣ�
A356���Ͻ������̬���������ι�������������
��ͼ����ţ�TG 249.2��TG 146.2+1���� ���ױ�ʶ�룺A
Preparation of semi-solid feedstock by serpentine pipe pouring
YANG Xiao-rong1, 2, MAO Wei-min1, GAO Chong1
1.Foundry Institute, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Materials Science and Engineering, Taiyuan University of Science and Technology, Taiyuan 030024, China)
Abstract: The semi-solid feedstock of A356 aluminum alloy was prepared through a serpentine pouring channel. The results indicate that favorable the microstructures of semi-solid A356 aluminum alloy can be generated by a serpentine pouring channel and the solid shell inside the channel can be avoided when the pouring temperature is in the range between 660 �� and 680 ��. The length of the vertical section of the serpentine pouring channel has a significant influence on the microstructures of the feedstock, namely the microstructures of the feedstock become worse when the length of the vertical section is shortened, moreover, the pouring temperature for obtaining the feedstock with suitable microstructure decreases. And some changes occur across the radial microstructures, that is, the spherical grains at the centre transfer to a mixture of spherical and rosette-like grains at the transitional region, then to full rosettes at the edge.
Key words: A356 aluminum alloy; semi-solid feedstock; serpentine pouring channel; primary �� phase
���̬�������ϵ��Ʊ��ǰ��̬�������μ����Ĺؼ������������λ�þ���ϸС����״������֯��Ϊ�����״������֯��ͨ�������������̽�ʩ��ǿ�ҵĽ�������������֦���������������Ҫ�䱸ר���豸��������Ʊ����ո��ӣ������ɱ���[1-3]�����������ֵ���б�彽ע����(New rheocasting, NRC)[4-8]����δ�����κν��裬�Ʊ����ռ����ϵ������ɱ��ϵͣ���ˣ��Ѿ���Ϊһ�־������������������̬�������ϵķ���[9]������б�彽ע���������£����ڷ�չ�������Ʊ����̬�������ϵķ�������ֱ�� ��[10]��ת��б�ܷ�[11]��������ȴ�ܷ�[12]�Ͳ�������б��[13]�ȡ���Щ����ֱ�Ӵ����ξ����κˡ����������ѧ�Ͷ���ѧ���������֣�ͨ������һ���������������罽ע�¶Ⱥ���ȴ���ʵ��������κ˺;����������Ӷ������״������֯�����ιܷ�Ҳ����������һ���Ʊ����̬�����ķ�������������һ����������ͨ�����ڱ��������Ӷ������κ˺��γɽ��ϡ��ù��տ����ڽ�ע�¶ȸߴ�660~680 ��ʱ��úܺõİ��̬��֯���ϣ����ҹܵ���û�����̹��ϳ��֣����н����Ʊ���ʽ�����ڽ�ע���������Լ������ɱ��͵��ŵ㡣�����������������ιܽ�ע�Ʊ�A356���Ͻ��ϵĹ��ɡ�
1 ʵ��
ʵ����ѡ����ΪA356���Ͻ���ɷ�(����������%)Ϊ��Si 7.1��Mg 0.31��Fe 0.2��Mn 0.1��Zn 0.1������Ϊ���������Ͻ������Һ�����¶�Ϊ615 �棬��Ԫ�����¶�Ϊ577 �档���õ���¯�ۻ�A356���Ͻ𣬲��ڽ�עǰ�����Ͻ�Һ���Ƶ�Ԥ���¶ȣ�Ȼ�����Ͻ�Һ���뵽����״̬������ʯī��ͨ�������Ͻ��������������²�����Ʊ�����(d 80 mm��150 mm)�ڣ����ʢ�а��̬���Ͻ��Ϻ��Ʊ�����һͬѸ�ٽ���ˮ�н��м��䡣ÿ��ʵ��Ľ�עʱ��ԼΪ6 s��ͼ1��ʾΪ����ʯī��ͨ����ע����ʾ��ͼ��
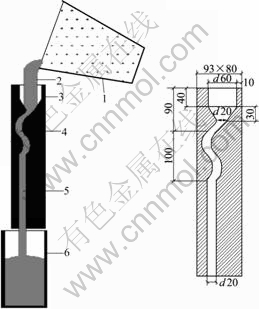
ͼ1 ����ʯī��ͨ����ע����ʾ��ͼ
Fig.1 Schematic diagram of serpentine graphite pipe process (mm): 1��Melting crucible; 2��Aluminum alloy melt; 3��Pouring cup; 4��Serpentine section; 5��Vertical section; 6��Stainless steel mould
�ؼ������̽��ϵ����߷����ȡԼ10 mm���ԲƬ���ٴ���ȡ��һ���ο�(����Բ��)��Ϊ������������������������ĥ��ϸĥ����֮����0.5%HFˮ��Һ���н�ʴ������Neuphoto��ѧ�����۲콬�ϵ���֯��ò��
2 ���������
ʵ����ѡȡ4�ֽ�ע�¶���������Խ�����֯��Ӱ�졣ͼ2��ʾΪ���ι�ͨ����ֱ�ܶγ���Ϊ200 mmʱ���ƵõĽ��ϵ��IJ���֯��ͼ2(a)��(b)�е���֯����645 ���660 �����ֽ�ע�¶��µõ��ġ���ͼ2(a)��(b)���Կ��������ߵ���֯��ò������ȫһ�������Ҷ����ɺ�ϸС����״����������ȵطֲ��ڹ�����֯�й��ɡ�ͼ2(c)��ʾΪ�ڽ�ע�¶�680 ���µõ��Ľ��ϵ�����֯����ͼ2(c)��֪������֯��Ҫ����״���������м����м�������ϸСǾޱ�����ɣ�ֻ�dz�������ijߴ���Ϊ�ִ���ע�¶������700 ��ʱ��������֯��ò������(��ͼ2(d))�����еĴ���������������״�������������ϴִ��Ǿޱ����С֦�����֡�ʵ�黹���֣���645 ���½�ע��Ϻ����ι�ͨ���ڳ���һ��ܺ�����̿ǣ�����660 �漰�������¶��½�עʱ�����ι�ͨ���ڻ����ϲ���������̿ǡ�������������֯��������660~680 ���¶ȷ�Χ�ڽ�עʱ���ȿ��Եõ��ܺõ���״�������̬������֯���ֿ��Ա�֤���ι�ͨ���������̿dz��֡�
�ڰ��̬�����Ʊ������У����̬�Ͻ�����֯��״������Ҫ�����������нᾧ���ĵ�����[14]��Ŀǰ���ڰ��̬�Ͻ����Ʊ��������������κ˻���[15]����һ�־�����Ʊ��������������������κ˻������������ֻ������������ȡ���ںϽ���������������������ι�ͨ����ע�Ʊ����У���A356���Ͻ����������¶Ƚϵ͵����ι�ͨ��ʱ�������嶼�ܽӴ����ܱڡ���Ϊ�ܱ��������ɢ�ȵ���Ҫ��λ����ˣ��ڹܱڸ�������һ������Ƚϴ���¶ȱ߽�㣬�ϴ�Ĺ���Ȼή���κ˹����Թܱ���Ϊ�ĵ��������κˡ���A356���Ͻ�������������ͨ��ʱ���������ι��ڱ�����������ij�����(Al)���ˡ���Щ���д���������(Al)���˵������������ζκ����ֱ�ܶ�ʱ�������һ���κˣ�������Щ�Ͻ��������ֱ�ܶκ����ټӿ죬��ֱ�ܿڳ���ʱ���Խϴ���ٶ����������ڣ��������ڵ�������ɽ�ǿ�ҵĽ��衣�ý���һ����ٽ����������ij�����(Al)֦���۵��۶ϣ���Щ�۶ϵ�֦����Ҳͬʱ���˵���ֳ���ã���һ���棬����Ҳʹ����Щ�������Ʊ�������ij�����(Al)���˺��۶ϵij�����(Al)֦���������������з�ɢ�����������ݶ���Խ�С����ˣ�A356���Ͻ������(Al)����������ϸ�����������յõ�ϸС��״�ĺϽ���֯�������ע�¶ȹ���ʱ��A356���Ͻ������ڹܵ��ڻ�õĹ����ʹ��ߣ��������Ͻ����������ԵĹ����½������Ի��ڹܵ����γɽϺ�����̿ǡ������ע�¶ȹ��ߣ�A356���Ͻ������ڹܵ��ڻ�õ��κ��ʹ�С���һ��в��ֳ�����(Al)���˿��ܻᱻ�ۻ������Ӷ�ֻ�ܵõ����г�����(Al)֦������֯����ˣ�A356���Ͻ�Ľ�ע�¶�Ӧ����һ�����ʵķ�Χ��

ͼ2 ֱ�ܶγ�200 mmʱ��ͬ��ע�¶���A356���Ͻ����IJ��ij�ʼ��(Al)������ò
Fig.2 Primary ��(Al) particle morphologies from centre of feedstock cast prepared by vertical section length of 200 mm at pouring temperatures of 645 ��(a), 660 ��(b), 680 ��(c) and 700 ��(d)
���ι�ͨ����ֱ�ܶγ���Ҳ��Ӱ����̬������֯��һ����Ҫ���أ�ͼ3��ʾΪ���ι�ͨ��ֱ�ܶβ��ֵij�����200 mm������20 mm����ע�¶�Ϊ660 ��680 �����������ƵõĽ��ϵ��IJ���֯��ͼ3(a)��ʾΪ��660 �潽ע�¶��»�õĽ����IJ���֯�����������ɴ���������������Ǿޱ����ɣ���Ȼ����֯�Ƚ����룬���Բ���ֱ�ܶγ�200 mmʱ��ͬ����ע�¶��»�õ���֯(��ͼ2(b))ϸС��ͼ3(b)��ʾΪ��680 �潽ע�¶��»�õĽ����IJ���֯����������ֻ��dzʿ�������������Ҳ�����������Ĵִ�Ǿޱ����֦�����̬��֯����ֱ�ܶγ�200 mmʱ��ͬ����ע�¶��»�õ���֯(��ͼ2(c))�����롣ͼ2��3����֯����������ֱ�ܶγ�200 mmʱ���Ʊ����̬���ϵĺ��ʽ�ע�¶ȿɴ�680 �棬��ֱ�ܶγ�20 mmʱ�����¶Ƚ���660 �棬���ֱ�ܶγ��ȱ�̺��Ʊ����̬���ϵĺ��ʽ�ע�¶�Ҳ��Ӧ���͡�
���ι�ͨ����ֱ�ܶγ��ȱ�̺�ֱ�ܶδ�ʹ�κ˵����ü�С�������Ͻ����������ܵ��ڵ��ٶ�Ҳ�½������Ʊ������������Ľ�������Ҳ��֮����������̬���ϵ��γɲ������������ֲ�ֱͬ�ܶγ��ȵ����ιܵ��Ʊ��İ��̬A356���Ͻ��ϵ���֯���ڽϴ���
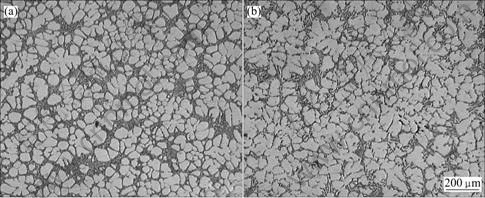
ͼ4��ʾΪ���ι�ͨ����ֱ�ܶγ���Ϊ200 mm����ע�¶�Ϊ660 ��ʱ��A356���Ͻ����ؾ�����֯�ķֲ���������Ʊ����̬A356���Ͻ���ʱ�����ϱ�Ե�ij�����(Al)һ�㶼��֦����Ǿޱ������ͼ4(a)��ʾ���ñ�Ե��֯�е�֦������ϸС�Ҳ�����ӽ�Ǿޱ״֦����ͼ4(b)��ʾΪ���Ϲ����������֯���ù���������Ϊ�ཬ�ϱ�ԵԼ3~5 mm����λ�ã��˴�������֯��ò��ת�䣬һ���ɶ�����ò�ij���������ɡ���ͼ4(b)�ɼ��������������֯���ɳߴ�ȽϾ��ȵ���״��Ǿޱ״�ij������ͬ���ɣ������IJ�����֯��������״�ij�������ͼ�������ϸСǾޱ������(��ͼ2(b))���ӽ��Ͼ������֯�ֲ���������֯��ò�ؾ�����һЩ�仯����Ҫ���IJ�����״��������������������״��Ǿޱ״��������Ļ����֯ת�䣬ֱ����Ե��λ��Ǿޱ״����������֯���������־�����֯�ṹ�IJ��첻��ȥ���о�����������֯�ں����IJ������ۼ����¹����п����ܱ����״�� ֯[16]����ȫ�ܴﵽ���̬���ζ��������״�����������֯Ҫ��
ͼ3 ֱ�ܶγ�20 mmʱ��ͬ��ע�¶���A356���Ͻ��ϵ��IJ���֯
Fig.3 Microstructures from centre of feedstock cast with vertical section length of 20 mm at pouring temperatures of 660 ��(a) and 680 ��(b)

ͼ4 ֱ�ܶγ�200 mm��ע�¶�Ϊ660 ����ʱ�����ؾ������֯��ò
Fig.4 Radial microstructures of feedstock poured at 660 �� with vertical section length of 200 mm: (a) Edge; (b) Transitional region
3 ����
1) �������ιܽ�ע�������ڽ�ע�¶�Ϊ660~ 680 ��ʱ�Ʊ�����֯���õİ��̬A356���Ͻ��ϣ����ιܵ��ڲ���������̹��ϡ�
2) ���ι�ͨ����ֱ�ܶγ��ȶ��̬A356���Ͻ��ϵ���֯����ҪӰ�죬��ֱ�ܶ����̺�����֯��̬��
3) ���̬A356���Ͻ��ϵľ�����֯��ò����һ���IJ��죬���IJ���֯����״��������ɣ�����������֯����״��Ǿޱ״��������ɣ���Ե��֯��Ǿޱ״��������ɡ�
REFERENCES
[1] ë����. ���̬�������μ���[M]. ����: ��е��ҵ������, 2004.
MAO Wei-min. Semi-solid metal forming technology[M]. Beijing: China Machine Press, 2004.
[2] ���ʹ�, ��ΰ��. �������̬���������뼼��[M]. ����: ұ��ҵ������, 2005.
GUAN Ren-guo, MA Wei-min. Theory and technology of semisolid metal forming[M]. Beijing: Metallurgical Industry Press, 2005.
[3] ���ؾ�, ����ͮ, лˮ��, ë����. ���̬�ӹ�������Ӧ��[J]. �й���ɫ����ѧ��, 2000, 10(6): 765-769.
LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Technology and applications of semisolid forming[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-769.
[4] LUKASSON M, APELIAN D, DASGUPTA R. Alloy characterization for the new UBE rheocasting process[J]. AFS Transactions, 2002, 110: 271-284.
[5] POTZINGER R, KAUFMANN H, UGGOWITZER P J. Magnesium new rheocasting��A novel approach to high quality magnesium-castings[C]//CHIARMETTA G L, ROSSO M. Proceeding of the 6th International Conference on the Processing of Semi-solid Alloys and Composite. Turin: Polytechnic of Turin, 2000: 85-90.
[6] HAGA T. Semi-solid strip casting using a twin roll casting equipped with a cooling slope[C]//TSUTSUI Y, KIUCHI M, ICHIKAWA K. 7th International Conference on Semi-solid Processing of Alloys and Composites. Tsukuba: National Institute of Advanced Industrial Science and Technology, 2002: 107-112.
[7] HAGA T. Semi-solid strip casting using a twin roll caster with a cooling slope[J]. J Mater Process Technol, 2002, 130: 558-561.
[8] HAGA T, KENTA T, MASAAKI I. Twin roll casting aluminum alloy strips[J]. J Mater Process Technol, 2004, 153: 42-47.
[9] WANG H, STJOHN D.H, DAVIDSON C J, NING Z. Controlled nucleation method for formation of feedstock[C]// ALEXANDROU A, APELIAN D. Proceeding of the 8th International Conference on the Processing of Semi-solid Alloys and Composite. Limassol: University of Cyprus, 2004: 143.
[10] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Preparation of semisolid A356 alloy feedstock cast through vertical pipe[J]. Materials Science and Technology, 2007, 23(9): 1049-1053.
[11] ������, �����, �� ��. ת�������ƽ����ղ�����A356�Ͻ���̬��֯��Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(12): 2049-2054.
GUO Hong-min, YANG Xiang-jie, HU Bin. Effects of parameters of slurry-making process with rotating duct on semi-solid microstructure of A356 alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(12): 2049-2054.
[12] XIE S S, YANG H Q, WANG H, LI X G, LI L. Damper cooling tube method to manufacture semisolid slurry of magnesium alloy[C]//ALEXANDROU A, APELIAN D. Proceeding of the 8th International Conference on the Processing of Semi-solid Alloys and Composite. Limassol: Cyprus, 2004: 191.
[13] GUAN Ren-guo, ZHANG Luo-lian, WANG Chao, WEN Jing-lin, CUI Jian-zhong. Three-dimensional analysis of the modified sloping cooling/shearing process[J]. Journal of University of Science and Technology Beijing, 2007, 14(2): 146-150.
[14] ��˳��, �¾���, �����, ��Ӣ��. SCR�������̬�ƽ�����֯�γɻ���[J]. ���Ͽ�ѧ�빤��ѧ��, 2005, 23(1): 15-18.
WANG Shun-cheng, WEN Jing-lin, ZHOU Tian-guo, LI Ying-long. Manufacturing semi-solid slurry by SCR technology and formational mechanism of microstructures[J]. Journal of Materials Science & Engineering, 2005, 23(1): 15-18.
[15] CHUTT J E, STJOHN D H, DAHLE A K. Equiaxed solidification of Al-Si alloys[J]. Materials Science and Technology, 1999, 15: 495-500.
[16] MAO Wei-min, BAI Yue-long, TANG Guo-xing. Preparation for semi-solid aluminum alloy slurry under weak electromagnetic stirring conditions[J]. J Mater Sci Technol, 2006, 22(4): 447-451.
������Ŀ�����Ҹ��¼����о���չ�ƻ�������Ŀ(2006AA03Z115)�������ص�����о���չ�ƻ�������Ŀ(2006CB605203)��������Ȼ��ѧ����������Ŀ(50774007)
�ո����ڣ�2008-05-29�������ڣ�2009-01-09
ͨѶ���ߣ�ë�����ڣ��绰��010-62332882��E-mail: weiminmao@263.com
