
DOI: 10.11817/j.issn.1672-7207.2015.05.008
�γ����dz�ѹ���������о�
����1����ͮ1����Զ��1������1���ºƶ�2
(1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044��
2. ��������ģ������˾������ ʮ�ߣ�442025)
ժ Ҫ��
�ݵ�ij�γ�����Ϊ���������ʵ�顢��ֵģ���Լ����ϵ����Ա��ε���ѧ���ʣ��о��Ƽ���ѹ���ε��������⣬�������ݵ�Ӱ�����ء��о��������������ȡ���ڲ������ԡ��Ϻ��Ƽ�������״�Լ�ѹ�����ȶ�����أ��ö��dz��κ�����ڵ����Ա��γ̶�С��������״�����Բ�Ƽ��ṹ�նȲ��㡢����ѹӦ������ʧ�ȣ��Dz������ݵĸ���ԭ������ѹ��������Ϻ�ȣ��ᵼ�°�ƽ��IJ���ѹӦ�������ҷֲ������ȣ�ʹ���ݸ������أ�����Ҳ���������ݵ�һ�����ɺ��ӵ����أ�����ͨ���Ż��Ƽ���״����߽ṹ�������Խ����
�ؼ��ʣ�
�⸲�Ǽ����������������ն���ѹ����������Ӧ����
��ͼ����ţ�TG386 ���ױ�־�룺A ���±�ţ�1672-7207(2015)05-1622-06
Surface deflection of automotive roof in stamping forming
LIU Lei1, WEN Tong1, YUE Yuanwang1, CHEN Shi1, CHEN Haodong2
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. Dongfeng Motor Die & Mould Co. Ltd., Shiyan 442025, China)
Abstract: By taking a car roof that presents surface deflection in practice of press working as an object, numerical simulation and physical experiments were carried out to analyze the defect and influencing factors, especially from the perspective of mechanism of plastic flow. The results show that surface defection is affected by numbers of factors, including material properties, sheet thickness, geometrical feature of panels and blank holding force (BHF). For the car roof, surface deflection is mainly caused by insufficient shape-fix ability due to low plastic strain and lack of stiffness of the panels after forming, together with the elastic instability induced by residual compressive stress. The surface deflection increases with the increase of BHF and sheet thickness, since they incur more residual stress and lead to uneven stress distribution. Furthermore, gravity is also an affecting factor of the surface deflection, which can be eliminated by optimizing the panel shape and improving the structural stiffness.
Key words: exterior panel; car roof; surface deflection; stiffness; blank holding force; residual stress
������һ����ص������������йصİ��ϳ�ѹȱ����ʽ����Ҫ����Ϊ���κ��Ƽ��ߴ��ڰ�ƽ�淨�߷�������쳣ƫ�롣�������ǡ�������Լ��������ȴ�ߴ������ƽ̹�ij������Ǽ�����ʱ�����׳������ݡ��������ݻ��װ���Լ��������Ʒ�ʴ�������Ӱ�죬���������б�����Կ��ơ�������������ѧ�߶���������������о�����Shimomura��[1-3]�����˳����⸲�Ǽ��ij�ѹ�������⡣�����������Ȿ���ĸ����ԣ����ý����������Եõ�����ķ�����������Ű��ϳ��μ������������(computer aided engineering��CAE)�����Ŀ��ٷ�չ�������ֵģ���о����ݳ�Ϊ���ϵ���Ч������Park��[4-5]������ֵģ��Ԥ���������ij�ѹ���ݵ�����������[6]���������ײ������������ȳ�ѹȱ�ݵ�4�ֵ��������⸲�Ǽ���ģ�����������������гɹ����������������ȱ���ȱ�ݣ�Hu��[7]���ڸ�������[6]���������ݻ����ϣ������1��ͨ����ģ���������ݺͻ���ļ��α��η�������������ʵ����֤������һЩѧ�ߴӽṹ�նȵĽǶ��о������ݣ��磺Stefan��[8-9]����˫�����ģ���о����������Ǽ��ĸնȺ;�̬�������ܣ��������[10-13]���ü������Ǻ�˫�����ģ�ͣ��о���ѹ���������ӽ��������ȵȳ��ι��������Լ��ص����Ƽ��ı��γ̶ȶԸ��Ǽ��նȵ�Ӱ�죻Shen��[14]������ֵ�����о��˰�����ЧӦ�Ըն��뾲̬�������ܵ�Ӱ�죬����������ʵ���������֤��Shen��[15]����ABAQUS���������˼�ģ�͵ĸն����������⣬���������ǿѹ������ݵķ�ʽ����Ȼ���ж����ݵ��о���ȡ���˷ḻ�ijɹ����������漰���ݵ��γɻ�������ʵ�������У�Ӱ�����ݵ������ڶ࣬��Ŀǰ����ʶ�Խ�Ϊ���ޡ������о���[6, 8-14]��Ҫ�Լ�ģ�ͻ�����Ϊ�о������ٽ�Ͼ�����������ݽ���̽�֡���������������ֵģ�Ⲣ�������ʵ�飬�о��ó�ѹȱ�ݵ��γɻ�����Ӱ�����أ������ܹ�Ϊ����ʵ���ṩָ������Ч������ص�ȱ�ݡ�
1 �����
1.1 ʵ���о�
ʵ�����ѡ�ó��õij�ѹ���SPCC��SPCD��SPCE���������ܲ������1��ʾ��
��1 �������ܲ���
Table 1 Mechanical properties of materials

�����������ϵij�����Ϊ1 800 mm��1 240 mm����Ⱦ�Ϊ0.7 mm����ģ��ǻ�ij�����Ϊ1 626.4 mm��1 102.7 mm���������Ϊ104.5 mm��
��������豸Ϊ�Ϸ�RZU1000HGI 1 000 t���ٱ��������쵥��Һѹ����ͨ�����ڸ�Һѹ������ѹ����ʵ��ѹ�����������ڡ�ʹ�������LAMDA5606����������Dz������κ�����ݡ�ͼ1��ʾΪ���ݲ�����λ�õ�ʾ��ͼ��

ͼ1 ������λ��ʾ��ͼ
Fig. 1 Schematic diagram of evaluation points for surface deflection
1.2 ��������ָ��
ͼ2��ʾΪʵ����������������������z���ƫ������z��ij�����ϵ�j�����������������Ϊ�õ��z��ƫ������z����
 (1)
(1)
ʽ�У�zjΪʵ�ʽ��������ϸõ�z���ꣻz0j��ʾ������������ϸõ�z���ꡣ

ͼ2 ʵ��������������������z��ƫ������z
Fig. 2 Definition of local deviation
1.3 ��ֵģ��
���dz�ѹ���ε���ֵģ�⣬��Ҫ���dz��μ��غͳ��κ��ж�ػص�2�����̡���������ʹ�ð��ϳ���CAE��������ETA/DYNAFORM���з��������ز��ö�����ʽ�㷨��ж�ز��þ�����ʽ�㷨��
�������ģ��ģ����ͼ3��ʾ��ģ�����桢���ϳߴ��ʵ������һ�¡����õ����Բ���ģ�ͣ��Լ�Hill��������������Ħ������Ϊ����Ħ������Ħ������Ϊ0.125�����������ṩ��ȫ���ֵ�Ԫ��������7�����ֵ㡣���ǵ�ģ�͵ĶԳ��ԣ������ʵ�Լ�����ֻ��һ�뼸������з�����
Ϊ��ʵ����������Ǻϣ�ģ�����ʵ�����ӽͬʱ����������Ӱ�졣���ѹ����ѡ��������ȷ����800 kN����Сѹ���������������Ϊԭ��Ϊ400 kN��ж�ز��ص��������������ж��ǰ���Ƽ���z��λ�Ʊ仯����z������ʽ(1)������zΪ��ֵʱ��Ϊ���ݡ�

ͼ3 �������ģ��ģ��
Fig. 3 Simulation model of drawing forming
2 ��������
2.1 ���ݻ�������
ͼ4��ʾΪж�ػص����z�ķֲ�����ͼ4��֪����z�ĸ�ֵ����AΪ�����������������ġ�z��ֵ����Ϊ�������Ρ���ģ������ʵ�ʽ��һ�¡�
��ȼ��������жϰ��ϱ��γ̶ȵ�ֱ�Ӷ���Ч��ָ�ꡣΪ���������ڲ�ͬѹ�����½��г��κ�ļ����ʱ仯���ɣ���ȡ��ͬѹ�����³��κ��Ƽ���x���y���ϸ��ڵ�ĺ�ȼ����ʣ���ͼ5��ʾ��
�ۺ�ͼ4��ͼ5��֪�������м����ƽ̹��A����(����������������)����С��ȼ�������4%����B��C��D��E 4������Ϊ����ͻ���R�Dz�λ�Ͳ�ڣ����ȼ��������Ա�A����Ĵ�������Ϊ�Ƽ��ڸ�4���������ʱ���ϵ������ܵ��ϴ�Լ������Ҫ�����Ծֲ�����Ϊ�������α��η�ʽ�����м�ƽ̹����ij��Σ�����˫����Ӧ�������µ��������Ϊ����

ͼ4 ж�ػص����z�ķֲ�
Fig. 4 Distribution of ��z after unloading

ͼ5 ��x����y���ȼ����ʷֲ�
Fig. 5 Distribution of thickness reduction rate along x-axis and y-axis
���⣬��ѹ��������ȼ��������ӣ������Ϻ���Ӧ�����ӡ�������Ϊ��ѹ����������������ǻ�������ѣ���ǻ�ڲ��ϵ����α��γ̶�������ˣ����ϵĺ���Ӧ�����ӡ�
�ڳ��εļ��ؽΣ���Ӧ������Ϊ�����ڰ�ƽ���ڴ��ݣ����С�����Ա���״̬����������ȷ���ƣ����ܵ��²�������������[16]��ж�غ�ģ�ߵ�������������������Ӧ���ͷŲ����·ֲ���Ӧ���������ı䡢�����ص������ֶ��������״�������Ų��ݺ���Ӱ��IJ���Ӧ����
����ж�غ�Ľڵ�Ӧ����֪����1��Ӧ����1������x�᷽�����һ�£���2��Ӧ����2������y�᷽�����һ�£���3��Ӧ����3������z�᷽�����һ�¡���������۵��������⣬������Ҫ���ǵ�3��Ӧ����3�ı仯��
ͼ6��ʾΪ��y�᷽���3������Ӧ����3�ķֲ�����ͼ6��֪������Ӧ���ֲ���������Ϊ��ֵ��Ϊ����ѹӦ�������⣬�������ֳ����Ƽ���ת180�㣬�ɷ�������������С����˵�������������кܴ�Ӱ�졣
�ܽ���������������Ϊ�����κ���������Ա�����С����״�����Բ�Ƽ��ṹ�նȲ����Լ�ж�غ����ѹӦ���IJ����ȷֲ�����ʧ�ȱ��Σ��Dz������ݵ���Ҫԭ��
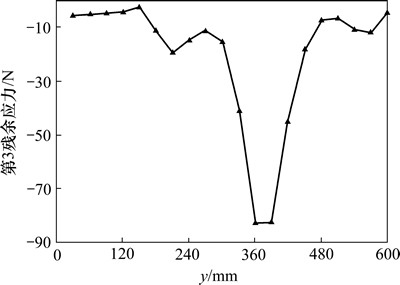
ͼ6 y���3������Ӧ����3�ֲ�
Fig. 6 Distribution of the third residual compressive stress along y-axis
2.2 ���ݵ�Ӱ������
2.2.1 ѹ���������ݵ�Ӱ��
�Ժ��Ϊ0.7 mm��SPCE����Ϊ�����о�ѹ���������ݵ�Ӱ�졣�ֱ����ó���ʱѹ����Ϊ400��500��600��700��800 kN�����κ�������������Dz���������ֵ��������ѹ������������ȵĹ�ϵ���ߣ���ͼ7��ʾ��
ͨ��������ѹ�����ܹ����Ӳ��ϵ�������������߰����ڵ����Ա������������Ƽ����κ�ġ������ԡ�������ͼ7��֪��ѹ����Խ������Խ���أ���ģ����ʵ����ʮ���Ǻϡ�
��ͼ4��֪�����ʰ뾶�ϴ����ƽ̹������A�����������ԡ�ģ�ⶥ���ڲ�ͬѹ�����³��β�ж�ػص���IJ���ѹӦ������ȡA�����������ѹӦ�����õ�ͼ8��ʾ�ĵ�3������Ӧ����ѹ�����Ĺ�ϵ����ͼ8��֪������ѹӦ����ѹ���������Ӷ�������ͼ7��ͼ8��������Ϊ��ѹ���������ӵ��²���ѹӦ����������Խ���ء�

ͼ7 ѹ������������ȵĹ�ϵ
Fig. 7 Relationship between surface deflection and BHF
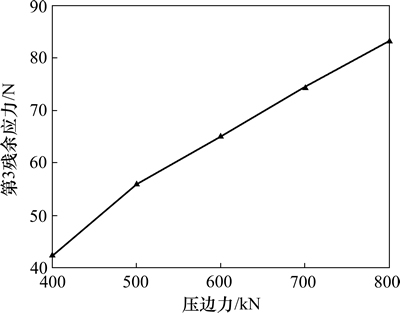
ͼ8 ��3������Ӧ����ѹ�����Ĺ�ϵ
Fig. 8 Relationship between the third residual compressive stress and BHF
2.2.2 �Ϻ�����ݵ�Ӱ��
ѡ���ȷֱ�Ϊ0.7��0.8��0.9��1.0 mm��SPCE�壬�����Ϻ�����ݵ�Ӱ�졣ѹ������Ϊ800 kN�����κ���ȡ�������������������������Ϻ��ϵ���ߣ���ͼ9��ʾ����ͼ9��֪�����Ű��Ϻ�ȵ����ӣ����ݳ��������ơ�
��ȡ����A��������ѹӦ���������Ϻ������ѹӦ���Ĺ�ϵ��ͼ10��ʾ����ͼ10�ɼ��������Ϻ�����ӣ���Ȼ�����Ƽ��Ľṹ�ն����ӣ������ڲ���ѹӦ������ʹ�����ݸ������ء�
2.2.3 ���ʶ����ݵ�Ӱ��
���ϲ������ԶԳ��ι��̼����κ���Ƽ��ն��кܴ�Ӱ�졣ͼ11��ʾΪͬһϵ�в�ͬ����ȼ���SPCC��SPCD��SPCE��3�ֳ��ð��ϳ�ѹ���κ�������������ͼ11�ɼ�����������SPCE������С������ͨ��ѹ�����SPCC�����������ء�

ͼ9 �Ϻ���������ȵĹ�ϵ
Fig. 9 Relationship between sheet thickness and surface deflection

ͼ10 ��3������Ӧ�����Ϻ�Ĺ�ϵ
Fig. 10 Relationship between sheet thickness and the third residual compressive stress

ͼ11 ������������ȵĹ�ϵ
Fig. 11 Relationship between materials and surface deflection
��������ͨ��������Ӧ����ѧ�������б������ɱ�1��֪��3�ֲ��ϵĺ�������ϵ��r������1����SPCE��r���(1.73)����ǿ����С��������ò����ڳ��ι���������ײ������Ѻ�����ʧ�ȡ��Ա�3�ֲ��ϵ�Ӳ��ָ��n�ɷ��֣�SPCE����n���(0.247)�����κ�Ӧ��ֲ���ԽϾ��ȣ�ж�غ����Ӧ����С����ˣ�����Ҳ��С��
3 ����
1) ���ϳ�ѹ���κ������ȡ���ڲ������ԡ��Ϻ��Ƽ�������״�Լ�ѹ�����ȶ������ء��γ������Ƽ����κ��������Ա�����С������״�����Բ�Ƽ��նȲ����Լ��ɲ���ѹӦ�������ĵ���ʧ�ȣ��Dz������ݵĸ���ԭ��
2) ����ѹ������ʹ�ö��ǰ�ƽ��IJ���ѹӦ�������ҷֲ������ȣ��������ݸ������ء�
3) �ڶ���������ι����У��������Ű��Ϻ�ȵ����Ӷ����������ơ�
4) ����Ҳ������γ��⸲�Ǽ���ѹ���ݵ�һ�����ɺ��ӵ����أ�����ͨ���Ż��Ƽ���״����߽ṹ�������Խ����
���
���ĵõ��˶�������ģ������˾��֧�֣��ڴ����л�⣡
�ο����ף�
[1] Shimomura T, Yoshida M. Study of surface deflection in door outer panel[C]// Proceedings of the 13th Biennial Congress: International Deep Drawing Research Group. Melbourne, Australia, 1984: 46-53.
[2] Satoh T, Amaike T, Tokunaga Y, et al. A study of the growth mechanism and removal techniques of surface deflection observed in auto body outer panels[C]// Proceedings of the 13th Biennial Congress: International Deep Drawing Research Group. Melbourne, Australia, 1984: 54-61.
[3] Ishigaki, Nakagawa N, Okamoto I, et al. Analysis of growth and disappearance of surface deflection in press forming of large-sized auto body panels[J]. International Journal of Vehicle Design, 1985, 6(2): 240-256.
[4] Park C D, Chung W J, Kimb M. A numerical and experimental study of surface deflections in automobile exterior panels[J]. Journal of Materials Processing Technology, 2007, 187: 99-102.
[5] Anderson A. Evaluation and visualization of surface defects on auto-body panels[J]. Journal of Materials Processing Technology, 2009, 209(2): 821-837.
[6] ������, ����ɽ, ��ƽ, ��. �����⸲�Ǽ����氼��������ʵ�������[J]. ���Թ���ѧ��, 2009, 16(2): 24-28.
FU Zhengchun, MA Junshan, HU Ping, et al. Research on experiment and simulation of automobile panel surface low and distortion[J]. Journal of Plasticity Engineering, 2009, 16(2): 24-28.
[7] HU Ping, BAO Jingru, ZHAO Kunmin. Low/distortion on exterior surface of auto body and its correction method[J]. Chinese Journal of Mechanical Engineering, 2012, 25(2): 299-305.
[8] Stefan H, Thilderkvistb P. Influence of material properties and stamping conditions on the stiffness and static dent resistance of automotive panels[J]. Materials and Design, 2002, 23(8): 681-691.
[9] LI Yi, WANG Zhongjin. Finite element analysis of stiffness and static dent resistance of aluminum alloy double-curved panel in viscous pressure forming[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): s312-s317.
[10] ������, ������, ������, ��. ���������������Ǽ��նȵĿ��ƻ����о�[J]. ���Ͽ�ѧ�빤��, 2012, 20(6): 131-135.
ZHAO Lihong, JIANG Shuyong, XING Zhongwen, et al. The mechanism of the stiffness of automotive shallow shells[J]. Materials Science & Technology, 2012, 20(6): 131-135.
[11] ZHAO Lihong, ZHAO Shuyong, REN Zhengyi. Study on the influence laws of mechanical properties of stiffness of automotive body panels[J]. International Journal of Modern Physics B, 2009, 23(6): 1634-1639.
[12] ������, ������, ����Ӣ. �ص����������า�Ǽ��նȵ�Ӱ�����[J]. ��е����ѧ��, 2008, 44(5): 226-230.
XING Zhongwen, ZHAO Lihong, YNANG Yuying. Mechanism of spring back influencing on stiffness of automotive cylindrical shallow panels[J]. Chinese Journal of Mechanical Engineering, 2008, 44(5): 226-230.
[13] ������, ������, ������, ��. ���γ̶ȶ����������������Ǽ��նȵ�Ӱ���о�[J]. ���Ͽ�ѧ�빤��, 2009, 17(6): 866-870.
ZHAO Lihong, REN Zhenyi, JIANG Shuyong, et al. Influence of deformation degree on the stiffness of automotive shallow shells[J]. Materials Science & Technology, 2009, 17(6): 866-870.
[14] SHEN Hongqing, LI Shuhui, CHEN Guanlong. Numerical analysis of panels�� dent resistance considering the Bauschinger effect[J]. Materials and Design, 2010, 31(2): 870-876.
[15] SHEN Hongqing, LI Shuhui, CHEN Guanlong. The stiffness and buckling behavior of panels with stamping-induced imperfections[C]// 8th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes. Seoul, Republic of Korea, 2011: 221-227.
[16] ʷ־��, ��־��, ������, ��. ������ֵģ��ĸ��Ǽ�����������㷨[J]. ���Թ���ѧ��, 2011, 18(6): 76-80.
SHI Zhihui, ZHANG Zhibing, LIU Yuqi, et al. Detection of surface distortion on automobile panel based on numerical simulation[J]. Journal of Plasticity Engineering, 2011, 18(6): 76-80.
(�༭ ��)
�ո����ڣ�2014-07-11�������ڣ�2014-09-25
������Ŀ(Foundation item)�������ش�Ƽ�ר��(2012ZX04010-081) (Project(2012ZX04010-081) supported by National Key Technologies R&D Program of China)
ͨ�����ߣ���ͮ����ʿ(��)�������ڣ��������Գ��ι�����ģ�����о���E-mail: wentong@cqu.edu.cn
ժҪ����ʵ���в������ݵ�ij�γ�����Ϊ���������ʵ�顢��ֵģ���Լ����ϵ����Ա��ε���ѧ���ʣ��о��Ƽ���ѹ���ε��������⣬�������ݵ�Ӱ�����ء��о��������������ȡ���ڲ������ԡ��Ϻ��Ƽ�������״�Լ�ѹ�����ȶ�����أ��ö��dz��κ�����ڵ����Ա��γ̶�С��������״�����Բ�Ƽ��ṹ�նȲ��㡢����ѹӦ������ʧ�ȣ��Dz������ݵĸ���ԭ������ѹ��������Ϻ�ȣ��ᵼ�°�ƽ��IJ���ѹӦ�������ҷֲ������ȣ�ʹ���ݸ������أ�����Ҳ���������ݵ�һ�����ɺ��ӵ����أ�����ͨ���Ż��Ƽ���״����߽ṹ�������Խ����
