
DOI: 10.11817/j.issn.1672-7207.2019.04.017
�ȶ����̵�����֯��������Ӧ��ģ���о�
����������˳ݼ������������
(���ȴ�ѧ ���缰�Զ���ѧԺ������ ���ţ�361021)
ժ Ҫ��
���ȶ������е�Ӧ������ģ�ͣ�����ͨ�������ȶ������е�����֯���ڳ������졢������������ȴ�������������Ժ�Ӧ����ѧ���ԣ��Ƶ����ߵ�Ӧ��ģ�ͺ�����Ӧ��ģ�͡����ͨ��������֯�ﶨ�������ȹ��̸ߵ��α�ʱӦ���ɳ�ʱ�䡢����ģ�����ȣ��Ƶ�����֯�ﶨ�������ȹ��̵�Ӧ��ģ�ͣ���������Ժ�Ӧ����ѧ���ԣ������õ����ȹ�����֯���α�ģ�ͣ����ͨ��������ȴ�����е�������ģ���Ƶ�����ά�����α�ģ�ͣ���������2���α�ģ�͵õ�����֯�ᆳ����γ��������Ӧ��ģ�͡����ʵ���ȶ����գ���������Ӧ��ģ�͵õ����������ܶ����ȶ��ͼӹ����¶ȡ�����ʱ���Լ�����γ���������������Ի���ģ�͡��о������������ʵ�������еĽ����ģ�ͼ��������жԱȷ�����֤���˸������Ի���ģ�͵�ȷ�Ժ���Ч�ԡ�
�ؼ��ʣ�
������֯�����ȶ�������������Ӧ����
��ͼ����ţ�TP2��TS1 ���ױ�־�룺A ���±�ţ�1672-7207(2019)04-0892-08
Study on thermoplastic strain model of elastic knitted fabric in the heat setting process
ZHOU Lichun, LIU Shunjing, JIN Fujiang, CHU Beibei
(College of Mechanical Engineering and Automation, Huaqiao University, Xiamen 361021, China)
Abstract: In order to obtain the strain theoretical model of the knitted fabric during heat setting process, the high elastic strain model and plastic strain models were derived firstly by analyzing the thermoplastic and strain mechanical properties of elastic knitted fabrics during normal temperature stretching, heating expansion and contraction, and cooling shrinkage. Secondly, the strain model of the constant tension heating process of knitted fabrics was derived by analyzing the strain relaxation time, elastic modulus and viscosity of high elastic deformation during the heating process of knitted fabrics. Finally, the fiber shrinkage deformation model was derived by analyzing the shrinkage model in the cooling process, and the warp and weft thermoplastic strain models of the elastic fabric were obtained by combining the above two deformation models. Combined with the actual heat setting process, the thermoplastic strain model was used to obtain the thermoplastic mechanism models of the width and surface density and heat setting process temperature, heating time and warp and weft stretch. The results show that the accuracy and effectiveness of the thermoplastic mechanism model are proved by comparing the results in actual production with the results calculated by the model.
Key words: elastic knitted fabric; heat setting; thermoplastic; strain
���������ܶ��ǵ�����֯���ȶ��ͼӹ������е�2����Ҫ����ָ�ꡣ�������������ܶ����ȶ������еĹ��ղ�����ģ�Ͱ���ʱ�䡢�¶ȡ��������ͳ�ι�����ǵ�����֯���ȶ����о����ص�[1]��Ϊ��ȷ����ȶ����ղ����ṩ���ݣ���ģ�����ȶ����̵Ĺؼ�ģ�ͣ���Ԥ���Ʒ��������ƹ��ղ������淢������Ҫ���á�Ŀǰ����������ȶ����������̵�ģ���о�������ʵ�����������Ϊ���������ģ�͡���³��[2-3]���ö�̬𤵯����ͨ���ı��¶����о�֯�ᆳ���γ��Ķ���ѧ���ܣ��ڴ˻����϶��¶��뵯����֯������ά���ɳ�ģ�����н�ģ������Ө��[4]��ʵ��Ϊ���ݲ�����֯�ᆳγ�������ʡ��ȶ��ͼ���ʱ�䡢�¶�������Ч��֮��Ĺ�ϵ�������˿���Ԥ�����ܶ��������ģ�ͣ�۬����[5]�������СΪԭ��ѡȡ����Ż�Ŀ�꣬�����ȶ����¶ȡ�ʱ��ȹ��ղ�����֯����������ܶȼ��ģ�ͣ��Ե�[6]����ǰ�˵��о���Ϊ���������ָ�����ܶȡ�����Ԥ��ģ�͵�ȷ�Բ�ȡ�˸Ľ����ղ�����������������ķ�����ȡ������Ч�������ǣ���Щģ������С��ʵ�����ݵĻ����Ͻ����ģ���ʵ�����ݵIJ������䷢���仯�����������������£�ģ�Ͷ�ʵ�����������û��ͣ��������ģ�;����Խϴ���ȱ���ձ��ԡ����ڵ�����֯�����ȶ�����Ӧ�������ģ���о���������Ʒ�����������ȶ������л��ܵ�Ӱ�죬��������ͨ���������ԵĻ�����������������֯�����ȶ������еķ��������ܶȻ���ģ�ͣ�������ʵ�������е�ʵ��������֤��ģ�͵�ȷ������Ч�ԡ�
1 �ȶ��͵���֯�ᆳ���γ��仯 ����
�ȴ������������õ�����ά�������ԣ���֯����ȵ�һ���¶ȣ���������Ӧ����ͬʱʩ�Ӻ㶨������֯�������������������ָ������������Ѹ����ȴ������֯���������ߴ紦��ƽ��״̬�����ٷ����ı䡣�ȶ���֯�ᆳ���˳��¼������������ȴ����3�����̣��侭���γ�����仯��
1.1 γ��仯��
�ϻ�����֯�����ȹ̶������������½������죬��������װ�ö���������������֯���֯����γ����������á���Σ����¹�����ͨ����֯�������䣬�Ժ��������¶ȣ���������¶Ȳ�������ʱ��֯���Ӧ������֮���ͣ�����֯���ܵ���������γ�����졣�����ȴ���̼�֯��Ӻ���ȡ������ٽ��£��ù�������֯��������֯���γ������3�������ж��ᷢ��һ���ı仯����״̬��ͼ1(a)��ʾ����ͼ1(a)��֪����֯��γ�����ı�����д���4��״̬�������ϻ�����Wi����ǰ���� �Ͷ������
�Ͷ������ �Լ��»�����Wo��״̬��ı�������������װ������������α���
�Լ��»�����Wo��״̬��ı�������������װ������������α��� ���ں���������ʱ�������������α�����W+����ȴʱ�������仯����W-����γ��仯����WΪ
���ں���������ʱ�������������α�����W+����ȴʱ�������仯����W-����γ��仯����WΪ
 (1)
(1)
ʽ�У���WΪγ��仯����cm��Ϊ������������װ������������α�����cm���»�����WoΪ
 (2)
(2)
1.2 ����仯��
����仯������γ��仯�������ƣ�����������γ���쳤�ij�ʼ����������ͨ������װ���ṩ������仯���ɳ�ιװ��ʵ�֡��������Ϊ��ιװ��ͨ����ι�������п��ƴӶ��ھ�������㶨������֯��ľ��������仯�����������е������ͼ1(b)��ʾ���ʾ���仯����LΪ
 (3)
(3)
ʽ�У���LΪ����仯����cm�� Ϊ�������ɳ�ιװ������������α�����cm����L+Ϊ���²����������Ծ����α�����cm����L-Ϊ��ȴʱ���������α�����cm���»�����LoΪ
Ϊ�������ɳ�ιװ������������α�����cm����L+Ϊ���²����������Ծ����α�����cm����L-Ϊ��ȴʱ���������α�����cm���»�����LoΪ
 (4)
(4)
ʽ�У�LiΪ֯����ϻ�������cm��
�����������������ȶ����еı仯��γ����ƣ���仯������ͬ����ˣ�Ϊ�˼��㣬ֻ��Ҫѡ�������γ��һ�ֱ仯����������ģ�ͼ��ɣ��Ծ���仯����LΪ�������о���������֯�����ɴ���������ά���ɵģ�Ϊ��ʹ����������������ά����ά֮���������������ԶԵ�����ά�������ʽ���ģ�͡�
������������֪��е������(����) ���������α�(����) ��L+�������α�(��ȴ) ��L-��3�������ǵ�����ά���ȶ�����ز����ٵIJ��֡���ˣ�������ά������ģ�Ϳ��Էֽ�Ϊ3���ֽ���̽�֣������ص��о��������α��������α䡣
���������α�(����) ��L+�������α�(��ȴ) ��L-��3�������ǵ�����ά���ȶ�����ز����ٵIJ��֡���ˣ�������ά������ģ�Ϳ��Էֽ�Ϊ3���ֽ���̽�֣������ص��о��������α��������α䡣
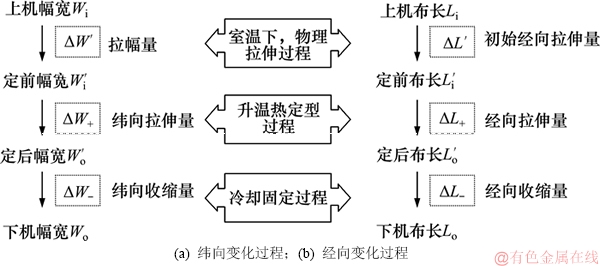
ͼ1 �α����仯����
Fig. 1 Shape variable change processes
2 ������ά�������α�ģ��
2.1 ����������������
1) Ӧ����Ӧ����Ӧ�䶨��Ϊ������������������ȴû�в���λ��ʱ��������ʹ�������Ϊ�ֲ��α䡣Ӧ�������嵥λ����ķ������������������巢����Ա��ε������Ϊ�˵����������ö�������[7]��Ӧ��Ϊʸ�����ɷֽ�Ϊ���߷�������߷���2���֣��ֱ�����Ӧ���Һͼ�Ӧ��������ʾ��
2) Ӧ����������������ά���ȶ������������ķ����������ഹֱ����С���ֲ��䣬��ά��λ��������������Ӧ����Ϊ
 (5)
(5)
ʽ�У���Ϊ������Ӧ����N/cm2��AΪ����ΪFʱ��ά�ĺ�������cm2��
3) Ӧ�����α䡣��ά�ܵ�������������������У����� (���У�A��ʾ��������L��ʾ��ά����)���ٶ���ά���V���ֲ��䣬�������ͳ��ȷ����ı䣬�����AI�仯��AII������LI�仯��LIIʱ������������쳤�ȳɷ��ȡ�����
(���У�A��ʾ��������L��ʾ��ά����)���ٶ���ά���V���ֲ��䣬�������ͳ��ȷ����ı䣬�����AI�仯��AII������LI�仯��LIIʱ������������쳤�ȳɷ��ȡ����� ��֪��Ӧ�����ɦ�I�仯�ɦ�IIʱ���������Ӧ���ɷ��ȡ����Ϸ�����Ӧ�������쳤�ȳ����ȣ���ϵ���Ա�ʾΪ
��֪��Ӧ�����ɦ�I�仯�ɦ�IIʱ���������Ӧ���ɷ��ȡ����Ϸ�����Ӧ�������쳤�ȳ����ȣ���ϵ���Ա�ʾΪ
 (6)
(6)
��Ӧ������ʽ(5)�У���A��ʾ�ȶ��������ܵ����������µ�ʵʱ����������ʱӦ���ұ�������ʵӦ������Ai��ʾ������ά�ij�ʼ�����ʱ��Ӧ����a��Ϊ����Ӧ��[8]��
 (7)
(7)
��ʽ(6)�ɵ�
 (8)
(8)
ʽ�У�LΪ˲ʱ������cm����aΪ����Ӧ����N/cm2������
 (9)
(9)
ʽ�У���lΪʵʱ�����仯ֵ��cm��
4) Ӧ�����α䡣������ά��Ӧ�䲻����ô��ʽ(10)����������Ӧ�伴�������ά�ı仯�����ʼ���ȵı�ֵ[9]��
 (10)
(10)
ʽ�У���Ϊ����Ӧ�䡣
5) �ߵ�Ӧ�䡣���ص��ǵ���ģ��EgС��Ӧ�������ʱ�䷢���仯��Ӧ������ͺ���Ӧ��[9]���ߵ�Ӧ�䷢���ĵ������dz�����ʵ��Ӧ���㹻�����������״̬ʱ���¶ȸ��ڲ������¶ȡ�
 (11)
(11)
ʽ�У���gΪ�ߵ��α��ɳ�ʱ�䣬s��
6) ����Ӧ�䡣����Ӧ����ص���Ӧ����С��״̬�²�����Ӧ�����Ӧ������������ʧ������ԭ[9]������Ӧ������������dz�����ʵ��Ӧ���ϴ������Կ˷�����Ӧ��������������ʱ���¶ȸ������ �¶ȡ�
 (12)
(12)
ʽ�У���sΪ�ȣ�Pa��s��
2.2 ����������Ӧ��ģ��
1) ����������Ӧ�䡣�������ȶ�����������ά�쳤�����۵�״̬�·����µĸߵ��α䡣��ˣ���Ӧ�����ʽΪ
 (13)
(13)
ʽ�У�EgΪʵʱ�ߵ�ģ���� Ϊԭ����Ӧ�䣻
Ϊԭ����Ӧ�䣻 Ϊԭ�ߵ�Ӧ�䣻
Ϊԭ�ߵ�Ӧ�䣻 Ϊ�ɳڻظ���ʣ��ĸߵ�Ӧ�䣻��t/��sΪ��Ӧ����������������Ӧ�䣻
Ϊ�ɳڻظ���ʣ��ĸߵ�Ӧ�䣻��t/��sΪ��Ӧ����������������Ӧ�䣻 Ϊ�ڦ��������¸ߵ�Ӧ��[10]��
Ϊ�ڦ��������¸ߵ�Ӧ��[10]��
2) ������F�����µ�ԭӦ����������֯���ڳ�����������˲��״̬������˶��ɣ�����F����ʽ(7)��(10)���㡣��t0ʱ����֯�ﱻ�������죬����������츺��ʱ��������ԭ�ߵ�Ӧ�䣺
 (14)
(14)
ʽ�У�Ϊ���������ṩ��ԭӦ������ Ϊ��ʼ����ģ������0Ϊԭ�ߵ�Ӧ����N/cm2��t0Ϊ��������ʱ����s��
Ϊ��ʼ����ģ������0Ϊԭ�ߵ�Ӧ����N/cm2��t0Ϊ��������ʱ����s�� Ϊ��ʼ�ɳ�ʱ�䣬s��
Ϊ��ʼ�ɳ�ʱ�䣬s��
ԭ����Ӧ��Ϊ
 (15)
(15)
ʽ�У�Ϊԭ����Ӧ��������0Ϊԭ�ߵ�Ӧ����N/cm2��  Ϊ��ʼ�ȣ�Pa��s��
Ϊ��ʼ�ȣ�Pa��s��
3) ����Ӧ��ߵ��α��ɳ�ʱ�䡢����ģ�����ȡ�ʽ(13)�У�Ӧ��ź�Ӧ���ҵļ��㹫ʽ���Ƶ�����ʽ(8)��(9)�������������3�������ɳ�ʱ���g���ߵ�̬�µĵ���ģ��Eg�Լ��Ȧ�s��
�� �ߵ��α��ɳ�ʱ���g����g��һ�㹫ʽΪ[10]
 (16)
(16)
ʽ�У�UΪĦ���ߵ���ܣ�J��UpΪ�����ܶ����¸ߵ���ܵĽ��ͣ�J��a����eΪӦ�������¸ߵ���ܵĽ��ͣ�J��RΪ���峣����R=8.307 6 J/(mol��K)��TΪ����ѧ�¶ȣ�K��
�� Ϊϵͳ�½����ܻ�ܣ���ʽ(16)��Ϊ
Ϊϵͳ�½����ܻ�ܣ���ʽ(16)��Ϊ
 (17)
(17)
���¶Ȳ�����Сʱ��Ea����Ϊ������һ����ڹ���߾�����Ra=1.6��102 J/mol[10]��
�ȶ�����������֯���ܵ��������ã���ά���ӵ��˶��ܵ����ƣ���ˣ���Ҫ�˷��������ӡ��ʴ˹����е��ɳ�ʱ���gΪ
(18)
ʽ�У���EaΪ�ɳڽ������ӵ�������J��
����ʼ�¶�T0���ܻ��Ea����ֵ����ʽ(18)�У������ ����ˣ����������峣��R���ܻ��Ea�����ӵĻ�ܡ�Ea��ֵ����ʽ(18)�пɵý����ȶ����̦�g�ı���ʽΪ
����ˣ����������峣��R���ܻ��Ea�����ӵĻ�ܡ�Ea��ֵ����ʽ(18)�пɵý����ȶ����̦�g�ı���ʽΪ
 (19)
(19)
�� ����ģ�����ߵ��α���ָ�ڸߵ�״̬�����ʷ������α䣬��������֯�����յ�̬��Ϊ�ߵ�̬ʱ���䵯��ģ�����¶�Ӱ�죬�����ɳ�������ˣ�Ҳ������Ӧ��ת�䡣���뵯��ģ��E��������T0ʱ��
 (20)
(20)
ͨ����λ��������������صĸı����Ӧ���� ��[11]
 (21)
(21)
ʽ�У� Ϊ�������������ƽ����Է�����������Ϊ�ܶȣ�kg/m3��
Ϊ�������������ƽ����Է�����������Ϊ�ܶȣ�kg/m3��
�� Ϊ��ģϵ��������������йع�bΪ��������ʽ(20)��Ϊ
Ϊ��ģϵ��������������йع�bΪ��������ʽ(20)��Ϊ
 (22)
(22)
��ʽ(22)���¶�TΪ����T0ʱ����ʽ(20)��ȣ��ʿ����
 (23)
(23)
�¶ȱ��ֲ�������������쵯����ά����ά����Ӧ�� ���䣬Ӧ���ɳ�������Ա�ʾ������𤵯�Ե�Maxwellģ��[11]����ģ����1�����ɺ�1��Һ������ɵģ������ʽΪ
���䣬Ӧ���ɳ�������Ա�ʾ������𤵯�Ե�Maxwellģ��[11]����ģ����1�����ɺ�1��Һ������ɵģ������ʽΪ
 (24)
(24)
ʽ�У���mΪӦ���ɳ�ʱ�䣬��m=��/E��s����ΪҺ���ȣ�Pa��s��EΪ���ɵ���ģ������0Ϊģ�������α�ʱ�ij�ʼӦ���������ʼӦ��Ϊ��a��N/cm2����(t)Ϊtʱ��ģ�͵���Ӧ����N/cm2��ʱ��Ϊtʱ������ά�ĵ���ģ��E(t)Ϊ
 (25)
(25)
ʽ�У�E(t)ΪӦ���ɳ�ģ����E0Ϊ��ʼ����ģ������mΪӦ���ɳ�ʱ�䡣
������ά����ʱ�µ�Ч����[12]�����ʽ(22)��(25)�ɵøߵ�ģ�������ձ���ʽΪ
 (26)
(26)
ʽ�У�ϵ��c=��g/b����gΪ������ά�ߵ�̬�µ��ȣ�Pa��s��bΪ������ά����ģϵ����
���Ȧ�s���ڸߵ�̬��������ά�ɲ���̬ת������̬��𤵯�Ա��ֺ㶨������Ϊ����[13]������ߵ��Ȧ�g������Ȧ�s���о����̬����״̬������ʱ��Ĺ�ϵ����������ʽ��
 (27)
(27)
ʽ�У�E��Ϊ������ܣ�J����T��һ����Χ��ʱ����s��T�ɷ��ȡ�
������ά�������̬�����£���������������ʱ���Ȧ�sΪ�������Ա�ʾ�� ������
������ Ϊ���ӴӸߵ�̬���ȵ����̬���¶ȡ��Ҵ�״̬���Ȧ�s��ߵ�̬�Ȧ�g���[14]��
Ϊ���ӴӸߵ�̬���ȵ����̬���¶ȡ��Ҵ�״̬���Ȧ�s��ߵ�̬�Ȧ�g���[14]��
��ˣ����Է����ߵ�̬�Ȧ�g��ƽ��״̬�µ���⡣��֪���̬�µ�����ά���Ȧ�s(T)Ϊ103~104 Pa��s[13]������ת���¶�ȡ�¶ȷ�Χ�ڵ���Сֵ�����������¶ȳɷ��ȵĹ�ϵ������Ӧȡ��Χ�����ֵ����
 (28)
(28)
2.3 �����α�ģ���ۺ�
����֯���ʼӦ�������ۻ��Ǵ��ϻ��������µ�����ֱ���ȶ���ǰ��������̣��˹����еIJ�����Li���쵽 ����ʼ������Ϊ
����ʼ������Ϊ ��
��
�����������֯��ĸߵ�Ӧ������С����
 (29)
(29)
��ʽ(7)���Լ��������Ӧ����a����ʽ(9)�����ԭ�ߵ�Ӧ����0Ϊ
 (30)
(30)
��Ӳ�ƥ�ϻ���ƥ�������ǰ�ľ���Ϊs0��������v1���ֲ��䣬������ʱ��t0Ϊ
 (31)
(31)
��ʽ(20)��(29)����õ�����ά����״̬�µĵ���ģ�������ʽ(31)�ɵõ�����ά�ij�ʼ�ߵ�ģ��Eg0Ϊ
 (32)
(32)
��ʽ(30)~(32)����ʽ(21)�ɵó�ʼ�ߵ��α��ɳ�ʱ�� Ϊ
Ϊ
 (33)
(33)
��ʱ����������Fl�������£�ʵ��Ӧ��С������Ӧ������ˣ���ʼ������Ӧ��Ϊ�㣬��
 (34)
(34)
������������ʽ(14)��(15)��(18)��(19)��(26)��(27)��(33)��(34)����(19)���Ƶ������¹����е��������α�����ʽ��
 (35)
(35)
ʽ�У�tΪ��ά�����Խζ���ʱ�䣬t=st/v1��stΪ�ȶ������к���ij��ȡ�
2.4 ��ȴ�����α�ģ��
������ȴ���̵��¶�ΪTc(��λΪK)��ʹ�䱣�ֺ㶨�������������²��T=T-Tc��TΪ�����¶ȡ�������ά������ΪC=��L-/Li�����ɳ�״̬�£���ά���������붨���¶Ⱥ�����ʱ���йأ��¶�������ʱ����������ʹ�����ʱ����ˣ���ά������������ʽ��ʾ[15]��
 (36)
(36)
ʽ�У�tcΪ��ȴ����ʱ�䣬tc=sc/v1��s��scΪ��ȴ�����еIJ����ȶ��ͻ��ij��ȣ�m��KΪ��������������hΪ���ʿ˳�������EsΪ��ȴ������ܣ�����ȴ�¶��йء�����ȴ�����У����¶�����Ϊ70 ��ʱ����Es=39.04 kJ/mol�����¶�����Ϊ95 ��ʱ����Es=.9 kJ/mol[16]��
���Ͽ�֪��ȴ����������L-Ϊ
 (37)
(37)
3 ������ά������ģ��
��ʽ(9)��(35)��(37)����ʽ(3)�ɵõ�����ά������ģ�͡�
 (38)
(38)
����
 (39)
(39)
 (40)
(40)
 (41)
(41)
 (42)
(42)
4 �ȶ��ͷ��������ܶ�ģ��
������֯��������ģ������Ϊ��Wf=f1(T, VL, t, C)�Լ���Gf=f2(T, VL, t, C)�����У���WΪ�ŷ�����GΪ���ܶȡ����ղ��������¶�T��������VL��ʱ��t����ι��C������֯���и���ά֮�������ã�֯�����������������ά������������ʾ����ģ������[17]��
4.1 ����ģ��
��֯��ľ���ģ��ʽ(38)�����Ƴ�γ���������Ϊ
 (43)
(43)
ʽ�У�X1��X2��X3��X4��ʽ(39)~(42)��
��ʽ(2)�ɵ��»�����WoΪ
 (44)
(44)
4.2 ���ܶ�ģ��
���ܶ�ģ���а����ϻ��������»������������ϻ�ʱ�ı����ǿɲ��[18]�����»��������ɹ�ʽ��á��»�����Wo��ʽ(44)����õ���
���⣬��ʽ(4)��(44)����»�����LoΪ
 (45)
(45)
����֯�����ܶȷֲ����ȣ��ҽ�������ʱ֯��������GAά�ֺ㶨������� ���ʿ�������ܶ�GoΪ
���ʿ�������ܶ�GoΪ
 (46)
(46)
��ʽ(43)��(44)����ʽ(45)�ó��»����ܶ�GoΪ
 (47)
(47)
5 ģ��ʵ����֤
��JC14.76T+2.22T�ĵ�����֯��Ϊʵ��������ݱ��������ȡ10�����ݣ�������ʵֵ�����ֵ���������֤��������ģ�͵�ȷ�ԡ��������ݱ����1��ʾ��
5.1 ����������ģ����֤
�����ά�����쵯��ϵ��kw=0.417 7 cN/mm�Լ���ʼ�����Ai=1.931 tex��ͨ��ʽ(44)�ɼ����֯���»�����������ʵֵ�Աȣ�������2��ʾ��
�ɱ�2��֪����������ֵ����ʵֵ�����������ֵΪ0.85%������������Χ�ڡ����ģ���вв�ƽ������ֵ��СΪ7.583������Ŷ�R2Ϊ0.984����ˣ�����ֵ����ʵֵ�����Ч�����Ҿ�ȷ�ȸߡ�
5.2 ���ܶ�������ģ����֤
�����ά���쵯��ϵ��kl=1.526 cN/mm������ʽ(47)�����֯����»����ܶȣ�����������ʵֵ���жԱȣ�������3��ʾ��
��1 �������ݱ�
Table 1 Production data table

��2 ֯�����������ģ����Ч����֤
Table 2 Validation of fabric width expansion ratio model

�ɱ�3��֪�����ܶȼ���ֵ����ʵֵ������������ֵΪ0.89%����������Χ�ڡ����ģ���вв�ƽ������ֵ��СΪ7.022������Ŷ�R2Ϊ0.953����ˣ�����ֵ����ʵֵ�����Ч�����Ҿ�ȷ�ȸߡ�
��3 ֯�����ܶ�ģ����Ч����֤
Table 3 Validation of fabric gram weight expansion ratio model

6 ����
1) ͨ�����ȶ������е���֯���ڳ������졢������������ȴ������3���ξ����γ�������������õ�����֯�ᆳ���γ���ۺ�Ӧ��ģ�ͣ����ս����˺����¶ȡ���ι���������ȹ��ղ�������������ܶ�����ָ����Ӧ�����ģ�͡�
2) �û���ģ�͵Ľṹ��Ȼ���ӣ�������ȷ�������ȶ����̵���֯�����ܶȡ��������¶ȡ����١���ι���������Ĺ�ϵ����ͨ��ʵ�ʵ��ȶ���ʵ��������֤�˸û���ģ�;��нϸߵ�ȷ������Ч�ԣ�Ϊ����ȶ����ղ�����ȷ����������ṩ�˿ɿ�������֧�֣������Ⱦ����ҵ�ȶ�����������ˮƽ������Ҫ���á�
�ο����ף�
[1] Yang R H, Kan C W. Effect of heat setting parameters on some properties of PLA knitted fabric[J]. Fibers and Polymers, 2013, 8(14): 1347-1353.
[2] ��³, ������. ����֯���ȶ��ͺ�̬��ѧ��Ϊ[J]. �߷���ѧ��, 1987, 1(3): 177-183.
QI Lu, CAO Zhenlin. The dynamic mechanical behavior of pet fabrics after heat-setting[J]. Acta Polymerica Sinica, 1987, 1(3): 177-183.
[3] KEINATH S E, BOYER R F. Dynamic mechanical analysis of polymers in the liquid state: use of a perforated shim stock support[J]. Journal of Applied Polymer Science, 2010, 28(6): 2105-2118.
[4] ����Ө, ��. ����LS-SVM����/���ڵ������ȶ���Ч��Ԥ��[J]. �人������ѧѧ��(��Ϣ��������̰�), 2010, 32(1): 88-90.
ZHONG Liying, JIN Fujiang. Heat-setting efficiency model of cotton-spandex knit goods based on LS-SVM[J]. Journal of wuhan university of technology (information & management engineering), 2010, 32(1): 88-90.
[5] ۬����. �ް���֯���ȶ����յĽ�ģ���Ż����[D]. ����: ���ȴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2013: 13-15.
GAO Linlin. Modeling and optimization design of cotton/polyurethane knitted fabric heat setting process[D]. Xiamen: Huaqiao University. College of Information Science and Engineering, 2013: 13-15.
[6] �Ե�. Ⱦ���ȶ�����ģ�ͼ����ֻ����ϵͳ�о�[D]. ����: ���ȴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2015: 22-26.
ZHAO Di. Research on heat setting process model and parameters digital design system[D]. Xiamen: Huaqiao University. College of Information Science and Engineering, 2015: 22-26.
[7] ������, ����, ���. ������ѧ[M]. 3��. ����: �廪��ѧ������, 2015: 10-15.
WANG Guangqin, DING Guibao, YANG Jie. Elastic mechanics[M]. 3rd ed. Beijing: Tsinghua University Press, 2015: 10-15.
[8] ��ά��, �Ʊ���, ���ٲ�. ��Ӧ�����۷�����Ӧ��[M]. ����: �й�����������, 2004: 4.
LI Weite, HUANG Baohai, BI Zhongbo. Analysis and application of thermal stress theory[M]. Beijing: China Electric Power Press, 2004: 4.
[9] ���ͨ. ������ѧ�����̳�[M]. 2��. ����: �廪��ѧ������, 2013: 30.
YANG Guitong. A concise guide to elastic mechanics[M]. 2nd ed. Beijing: Tsinghua University Press, 2013: 30.
[10] ����Ԫ.�߷��Ӳ��ϼӹ�ԭ��[M]. 2��. ����: �й���֯������, 2009: 188-191.
SHEN Xinyuan. Principles of polymer materials processing[M]. 2nd ed. Beijing: China Textile Press, 2009: 188-191.
[11] ������, �����, �����B. �߷��Ӹ���[M]. ����: ��ѧ��ҵ������, 2005: 99-102.
DAI Lijun, ZHANG Yujun, JIANG Huajun. Introduction to polymers[M]. Beijing: Chemical Industry Press, 2005: 99-102.
[12] ������, �ź춫, ��άТ, ��. �߷�������[M]. 3��. �Ϻ�: ������ѧ������, 2007: 55.
HE Manjun, ZHANG Hongdong, CHENG Weixiao, et al. Polymer physics[M]. 3rd ed. Shanghai: Fudan University Press, 2007: 55.
[13] FERRY J D. Viscoelastic properties of polymers[J]. Journal of the Electrochemical Society,1980, 90(1): 95-129.
[14] ����ͬ. ��ճ��������[M]. ���: ����ѧ������, 2002: 15-30.
ZHANG Yitong. Thermoviscoelastic theory[M]. Tianjin: Tianjin University Press, 2002: 15-30.
[15] PREVORSEK D, TOBOLSKY A V. Determination of non-flow shrinkage ratio in oriented fibers[J]. Textile Research Journal, 1963, 17: 795-802.
[16] �Ϻ���֯��ѧԺ���˽�����. ��������������ά���������о�֮һ[J]. �ϳ���ά, 1979, 4(1): 1-4.
Shanghai Textile Institute of Chemical Fiber Teaching and Research Group. Study on shrinkage mechanism of high shrinkage copolyester fiber[J]. Synthetic Fiber, 1979, 4(1): 1-4.
[17] �Ŵ���, �Թ���, ������, ��. �ȶ����¶ȶԵ�����֯�����ܵ�Ӱ��[J]. ��֯ѧ��, 2008, 29(9): 78-81.
ZHANG Cuiling, ZHAO Guoliang, WANG Tiantian, et al. Effects of heat setting temperature on the properties of knitted polyester fabrics[J]. Journal of Textile Research, 2008, 29(9): 78-81.
[18] �³���. ���ڵ��Ի�֯��Ⱦ������̽��[J]. ɽ����֯�Ƽ�, 1996(3): 10-13.
CHEN Changrong. Dyeing and finishing process of spandex elastic fabric[J]. Shandong Textile Science & Technology, 1996(3): 10-13.
(�༭ ����ƽ)
�ո����ڣ�2018-07-29�������ڣ�2018-10-22
������Ŀ(Foundation item)������ʡ�Ƽ��ƻ��ص���Ŀ(2017H0022)������ʡ�Ƽ��ƻ���У��ѧ�����ش���Ŀ(2016H6015)(Project(2017H0022) supported by the Science and Technology Planning Key Program of Fujian Province; Project(2016H6015) supported by the Science and Technology Planning Major Program of Industry-University Research Cooperation of Fujian Province)
ͨ�����ߣ�����������ʿ����ʦ������Ⱦ������ϵͳ��ģ������о���E-mail: 13905958730@163.com
ժҪ��Ϊ�˵õ���֯�����ȶ������е�Ӧ������ģ�ͣ�����ͨ�������ȶ������е�����֯���ڳ������졢������������ȴ�������������Ժ�Ӧ����ѧ���ԣ��Ƶ����ߵ�Ӧ��ģ�ͺ�����Ӧ��ģ�͡����ͨ��������֯�ﶨ�������ȹ��̸ߵ��α�ʱӦ���ɳ�ʱ�䡢����ģ�����ȣ��Ƶ�����֯�ﶨ�������ȹ��̵�Ӧ��ģ�ͣ���������Ժ�Ӧ����ѧ���ԣ������õ����ȹ�����֯���α�ģ�ͣ����ͨ��������ȴ�����е�������ģ���Ƶ�����ά�����α�ģ�ͣ���������2���α�ģ�͵õ�����֯�ᆳ����γ��������Ӧ��ģ�͡����ʵ���ȶ����գ���������Ӧ��ģ�͵õ����������ܶ����ȶ��ͼӹ����¶ȡ�����ʱ���Լ�����γ���������������Ի���ģ�͡��о������������ʵ�������еĽ����ģ�ͼ��������жԱȷ�����֤���˸������Ի���ģ�͵�ȷ�Ժ���Ч�ԡ�
[2] ��³, ������. ����֯���ȶ��ͺ�̬��ѧ��Ϊ[J]. �߷���ѧ��, 1987, 1(3): 177-183.
[5] ۬����. �ް���֯���ȶ����յĽ�ģ���Ż����[D]. ����: ���ȴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2013: 13-15.
[6] �Ե�. Ⱦ���ȶ�����ģ�ͼ����ֻ����ϵͳ�о�[D]. ����: ���ȴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2015: 22-26.
[7] ������, ����, ���. ������ѧ[M]. 3��. ����: �廪��ѧ������, 2015: 10-15.
[8] ��ά��, �Ʊ���, ���ٲ�. ��Ӧ�����۷�����Ӧ��[M]. ����: �й�����������, 2004: 4.
[9] ���ͨ. ������ѧ�����̳�[M]. 2��. ����: �廪��ѧ������, 2013: 30.
[10] ����Ԫ.�߷��Ӳ��ϼӹ�ԭ��[M]. 2��. ����: �й���֯������, 2009: 188-191.
[11] ������, �����, �����B. �߷��Ӹ���[M]. ����: ��ѧ��ҵ������, 2005: 99-102.
[12] ������, �ź춫, ��άТ, ��. �߷�������[M]. 3��. �Ϻ�: ������ѧ������, 2007: 55.
[14] ����ͬ. ��ճ��������[M]. ���: ����ѧ������, 2002: 15-30.
[16] �Ϻ���֯��ѧԺ���˽�����. ��������������ά���������о�֮һ[J]. �ϳ���ά, 1979, 4(1): 1-4.
[17] �Ŵ���, �Թ���, ������, ��. �ȶ����¶ȶԵ�����֯�����ܵ�Ӱ��[J]. ��֯ѧ��, 2008, 29(9): 78-81.
[18] �³���. ���ڵ��Ի�֯��Ⱦ������̽��[J]. ɽ����֯�Ƽ�, 1996(3): 10-13.
