
DOI�� 10.11817/j.issn.1672-7207.2019.06.014
���Ʋ�����Ш�����������ھ������ᾧ��������Ӱ��
���1, 2,���ķ�1, 2,�ݴ���1, 2,��ѧ��1, 2
��1. ������ѧ ��е��������ѧѧԺ���㽭 ������315211��
2. ������ѧ �㽭ʡ������Ƴ��μ����о��ص�ʵ���ң��㽭 ������315211��
ժ Ҫ��
�������ھ������������֯�ݱ���ɣ���������������Ԫ����DEFORM-3D������Ш������-��-����֯��ϵ�����Ԫģ�ͣ������ƹ��̵�����֯�ݱ���̽�����ֵģ�⣬�о�ԭʼ��Աں��νǺ�չ���Ƕ�����ƽ������������Ӱ����ɡ��о��������������ƽ����������������ԭʼ��Աں�Q�ļ�С����С�����ų��νǦ��ļ�С����С������չ���Ǧµ������ȼ�С�������ۺ�Ш�����������ڿ���Բ�Ⱥ�ƽ������������Ӱ�죬ԭʼ��Աں�Q=0.625�����νǦ�=40�㡢չ���Ǧ�=3��Ϊ���ŵ����Ʋ���������������Ԫģ�;��пɿ��ԡ�
�ؼ���:�������ھ������Ш��������ֵģ�⣻���Ʋ�������������
��ͼ�����:TG335.19 ���ױ�־��:���ױ�ʶ��:A ���±��:1672-7207��2019��06-1364-06
Effect of rolling parameters on grain size of hollow shaftwith variable cross section and equal diameter in cross wedge rolling
YU��Xuan1, 2, PENG��Wenfei1, 2, YU��Chunjie1, 2, SHU��Xuedao1, 2
(1. College of Mechanical Engineering and Mechanics, Ningbo University, Ningbo 315211, China��
2. Zhejiang Provincial Key Laboratory of Part Rolling Technology, Ningbo University, Ningbo 315211, China)
Abstract: In order to obtain the microstructure evolution regularities of the hollow shaft with variable cross section and equal diameter, a finite element model of thermo-mechanical-microscopic coupling of cross wedge rolling was established by means of rigid-plastic finite element software DEFORM-3D. The microstructure evolution of rolling process was simulated, and then the effects of the original relative wall thickness, forming angle and spreading angle on the average grain size of rolled piece were studied. The results show that the average grain size of the rolled piece decreases with the decrease of the blank original relative wall thickness (Q), decreases with the reduction of the forming angle(��), decreases first and then increases with the enlargement of the spreading angle(��). Under the influence of the ellipticity of the inner hole and the average grain size of the hollow axis of the cross wedge rolling, originally relative wall thickness Q=0.625, forming angle ��=40��and spreading angle ��=3�� are the optimal rolling parameters. The finite element model is reliable.
Key words: hollow shaft with variable cross section and equal diameter; cross wedge rolling(CWR); numerical simulation; rolling parameters; grain size
����������ҵ�Ի����ͽ��ܵĸ߶����ӣ�������������Ϊ��Ȼ��������ǿ�ȵ�ǰ���£��ÿ��������ʵ������ʵ������������Ҫ;������ͬ�ֲ��ϳ�����ͬ��Ť��ʱ���������⾶����ʵ�����⾶��5%�����������Լ���30%����[1]�������д��ڲ��ٱ���������������������������ֺͺ��ŵ����������ܣ���ʹ�ù����У���Щ������ܽϴ��Ť�غ��ӵķ���Ӧ������������ѧ����Ҫ����̣����������������������ʻ�İ�ȫ�ԡ���ˣ���Ҫѡ����ʵij��η����������IJ�������֤����ѧ���ܡ�Ш�������������Ч���ڲġ���Ʒ�ۺ���ѧ�������õ������ڳ��α����������ϵõ��˽Ϲ㷺��Ӧ�ã������������������ѹ��շ���֮һ[2]���ֽΣ�����Ш������������о��϶࣬���磬PATER��[3-4]�о��˿������Ш�������η�����PENG��[5]�о��˶�ШШ�������ij�����������գ��ſ�����[6-9]�������ʵ�����ϣ��Կ�����ıں���ɡ���Բ�ȵȽ����˽�ϵͳ���о���֣�黪��[10]�о��˹��ղ����Զ�ШШ�������ij���ıں�����Ե�Ӱ�졣��Щ������Ҫ�Ƕ��ڿ���Բ���ں�������о���ȱ�������ƿ��������������֯���о���HUO��[11]ͨ��ģ��Ԥ��Ш���������������֯�ݱ䣬��ͨ��ʵ����֤��ģ�͵�ȷ�ԣ�����Ե�[12]�о��˹��ղ����Կ����ᾧ���ߴ��Ӱ����ɣ������о���Ҫ�ǻ��ڵȽ�������ᣬ����Ш���������мӹ����ѵı������ھ������������֯�о����١��ڴˣ������������Ш���������г����ѶȽϴ�ı�������������֯�������о���ͨ��������-��-����֯��ϵ�����Ԫģ�ͣ��о���ԭʼ��Աں��νǡ�չ���Ƕ�Ш�����������ھ������ᾧ��������Ӱ����ɣ�̽���˲�ͬ���Ʋ�����ƽ�����������仯��ԭ��ͨ��ʵ����֤��ģ�͵Ŀɿ��Ժ�ȷ�ԡ�
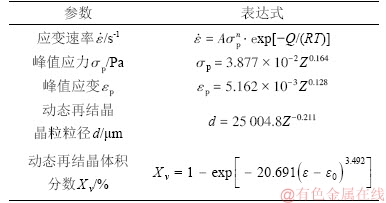
��1��40Cr������֯ģ��
Table 1��Microstructural model of 40Cr
1 ����Ԫģ�͵Ľ����Ͳ�����ѡ��
1.1��40Cr�Ͻ�ṹ�ֱ������̼��ٽᾧ�������̡�
ѡ�õ�ʵ�����Ϊ40Cr�Ͻ�ṹ�֣��������̺�����֯Ԥ����Բο�����[13-15]��ģ�Ͳ�������1�����У�


1.2���������Ʋ�����
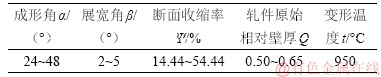
ģ��ֱ����Ϊ630 mm��������뾶R0Ϊ20 mm���ڰ뾶r����ԭʼ��Աں�仯�����ϳ���lΪ40 mm��������չ����LΪ40 mm���������Ʋ������2��ʾ�����У�ԭʼ��Աں�Q=(R0-r)/R0�����������ʦ�=(R

��2�����Ʋ���
Table 2��Rolling parameters
1.3������Ԫģ�͡�
����DEFORM-3D����Ԫ����������1������֯�ݱ���ѧģ�Ͷ��ο���Ƕ������������Ш�����������ھ����������-��-����֯��ϵ�����Ԫģ�ͣ�ģ�Ͱ�������ģ�ߡ�������о���͵���(��ͼ1��ʾ)��ģ�Ͷ���Ϊ�����������Ͼ��жԳ��ԣ�ȡ����1/2��Ϊ�о������ڶԳ�����ʩ�ӶԳ�Լ����Ш�������ι��������Ա��νϴ��Ե��Ա��ε�Ӱ�죬��������Ϊ�����壬ģ�ߡ������о������Ϊ�����壻�������������嵥Ԫ���֣��������������ģ�ߺ�����֮���Ħ��������Ϊ������������ģ��֮��Ĵ���ϵ������Ϊ10 kW/(K
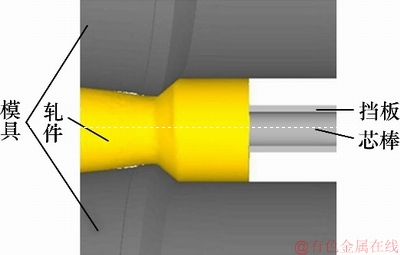
ͼ1������Ԫģ��
Fig. 1��Finite element model
2 ���Ʋ�����ƽ������������Ӱ��
��Ш�����������ھ�������ƽ����������Ӱ��ϴ�����Ʋ�����ԭʼ��Աں�Q�����νǦ���չ���Ǧºͱ����¶�t�����У������������ű����¶�t���߶��������ձ���ɣ�ͬʱ��ǰ���о������������¶���950 ��Cʱ��������ڿ���Բ�ȽϺ�[20]����ˣ��ۺ����Կ��Ƶ���Ҫ��ѡ��950 ��CΪ�����¶ȡ�
������ڡ��в����ڱ�3���������Ϊ�����ⲿ���ڱ�Ϊ�����ڿױڣ��в�Ϊ�����м�������ͼ2��ʾ��
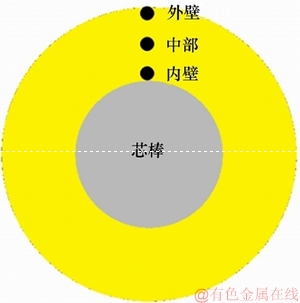
ͼ2������������
Fig. 2��Feature points of workpiece
2.1��ԭʼ��Աں��ƽ������������Ӱ�졡
��t=950 ��C����=40�㣬��=3�㣬����ԭʼ��Աں�Q�ֱ�Ϊ0.700��0.625��0.550ʱ������ƽ�����������ֲ���ͼ��ͼ3��ʾ����ͼ3���Կ�������������ԭʼ��Աں�IJ��ϼ�С���������ƽ����������������15.8 ��m���£�ԭ����������ں�ģ��ֱ�ӽӴ������ξ��ң�������ȫϸ����ϸ���̶Ȼ�����ͬ��ƽ�������������Ƚ�С�������в����ڱڵľ���δϸ��������С�������ڱ�ƽ��������QΪ0.700ʱ��60.0 ��m�������½���QΪ0.550ʱ��30.5 ��m���ң�������Ϊԭʼ��Աں�ԽС������Խ��������Խ�������������ڲ���о����ģ�߶Խ����ڲ���������ʹ���������������ڲ���̬�ٽᾧϸ��������������ʹ�������ڲ�����ϸ��������ȫ��ƽ������������С��

ͼ3��ԭʼ��Աں��ƽ������������Ӱ��
Fig. 3��Influence of original relative wall thicknesson average grain size
ͼ4�����νǶ�ƽ������������Ӱ��
Fig. 4��Influence of forming angle on average grain size
����ģ��������ԭʼ��Աں�Ϊ0.55ʱ������ϸ���̶���ã�ƽ������������15.8~30.5 ��m���䣻��ԭʼ��Աں�Ϊ0.625ʱ��ƽ��������������15.8~30.5 ��m��ֻ�м��ٲ���Ϊ30.5~45.3 ��m������ϸ���Ϻã���ԭʼ��Աں�Ϊ0.700ʱ�������в����ڱڴ�����ƽ����������Ϊ45.3~60.0 ��m��ƽ����������ƫ���ʺ�ѡΪ���Ʋ�����������[20]��֪��ԭʼ��Աں�Ϊ0.6����ʱ�ڿ���Բ����á���ˣ��ۺ���Բ�Ⱥ�ƽ�������������ǣ�ԭʼ��Աں�ѡ0.625�Ϻ��ʡ�
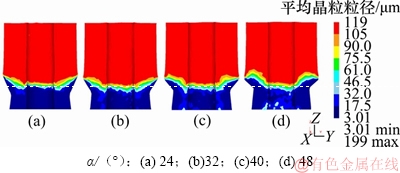
2.2�����νǶ�ƽ������������Ӱ�졡
��Q=0.625��t=950 ��C����=3�㣬���νǦ��ֱ�Ϊ24�㣬32�㣬40���48��ʱ������ƽ�����������ֲ���ͼ��ͼ4��ʾ����ͼ4���Կ�������Ȼ���νDz�ͬ�����������ƽ����������������17.5 ��m���¡�������Ϊ��ڱ��ξ��ң�������ȫϸ����ϸ���̶Ȼ�����ͬ������ƽ�������������Ƚ�С������νǵ����������в����ڱھ���δϸ����������ƽ�����������ɦ�Ϊ24��ʱ��17.5 ��m����������Ϊ48��ʱ��32.0~61.0 ��m��������Ϊ���ν�Խ��������Խ�������ϱ������Ľ���Խ�������������������������Ϊ��̬�ٽᾧ��Χ��������������������С�����������ڲ�����������С��ƽ�����������ϴ�
����=24��ʱ����������ƽ����������������17.5 ��m���£�����=32��~40��ʱ�������в����ڱ�ƽ����������������Ϊ17.5~32.0 ��m������ϸ���Ϻã�����=48��ʱ������δϸ������϶࣬ƽ����������Ϊ32.0~48.5 ��m�Ľ϶࣬ƽ����������ƫ���ʺ���Ϊ���Ʋ�����ѡ��������[20]��֪������νǵ������ڿ���Բ�ȼ�С����ˣ��ۺ���Բ�ȵ�Ӱ�죬ѡ����ѳ��ν�Ϊ32��~40�㡣
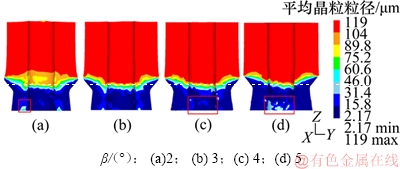
2.3��չ���Ƕ�ƽ������������Ӱ�졡
��Q=0.625��t=950 ��C����=40�㣬չ���Ǧ·ֱ�Ϊ2�㣬3�㣬4�㣬5��ʱ������ƽ������������ͼ��ͼ5��ʾ����ͼ5���Կ�������ͬչ�����£������ⲿƽ����������������16.8 ��m���£�ƽ�������������ȣ�������Ϊ��ڱ��νϾ��ң�������ȫϸ����ƽ����������С������չ���ǵ����������в����ڱ�ƽ�����������ȱ�С�����ɦ�Ϊ2��ʱ��46~60 ��m��A�����½�����Ϊ4���16.8 ��m���ң�B�����������Ϊ5��ʱ��46 ��m���ң�C����������Ϊ����չ���Ǧ����������ؾ�����ε��Ჿ�Ӵ���������¾�����������������ʹ���ھ����϶�̬�ٽᾧ�����ĸ������ȫ��ͬʱ��չ����ԽС��ģ�߳���Խ��������ʱ���ӳ����������ƹ��̺��������ڲ�ƽ������������������
����չ���ǵ�ѡ����Ҫ�ۺϿ���չ���DZ仯�����ڿ���Բ�ȱ仯�Լ�ģ�߳��ȱ仯���µľ���ƽ�������仯��Ӱ�죬����=3��~4��ʱ��������Բ�ȽϺã�ͬʱ��������ƽ������������Խ�С����ˣ�չ���Ǧ�ѡȡ3��~4�㡣
ͼ5��չ���Ƕ�ƽ������������Ӱ��
Fig. 5��Influence of spreading angle on average grain size
3 Ш�����������ھ�������ʵ��
3.1������������ʵ�顡
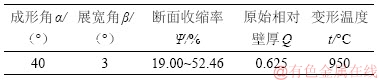
����Ԫģ�������õ����Ų������3��ʾ��Ϊ����֤����Ԫģ�͵�ȷ�ԣ�ѡ�����Ų��������㽭ʡ������Ƴ��μ����о��ص�ʵ���ҵ�H630Ш�������Ͻ�������ʵ�飬���ò���������Ʒ��ͼ6��ʾ����ͼ6��֪�����ƺ�Ŀ������������������ڿ���Բ�Ⱦ��Ϻá�
��3��ʵ���������Ų���
Table 3��Optimal parameters of experiment of rolling

ͼ6�����ƽ������������
Fig. 6��Hollow axle after rolling
3.2����ʼ���������IJⶨ��
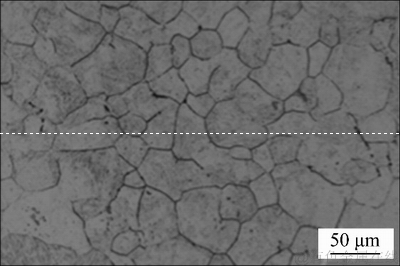
ԭʼ40Cr���ϼ�����950 ��C����д���п���Ƕ����������ĥ�����и�ʴ����ʴҺΪ���ڱ��Ϳ�ζ�ᣬ���ݸ�ʴ30 s������ȡ�����þƾ�����ϴ�����档
�ø߱������۲������֯��40Cr��Ʒ��ʼ����������ͼ7��ʾ������Image-Pro-Plus������ͼ7�еľ������в������õ���ƽ����������d0ԼΪ108.3 ��m������������ֵ119 ��m�ӽ���
ͼ7��40Cr��Ʒ��ʼ��������
Fig. 7��Initial grain of 40Cr sample
3.3�����ƺ��������IJⶨ��
�����ƺ���������д���и��ʴ��ͬһ����3����ͬ�����(���������ʷֱ�Ϊ19.00%��35.73%��52.46%)�Ľ�����֯��ͼ8��ʾ��
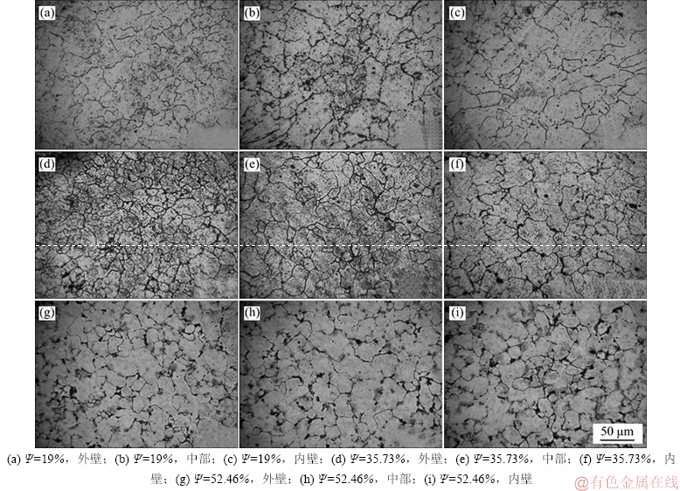
ͼ8��40Cr��Ʒ���ƺ�������
Fig. 8��Grain sizes of 40Cr sample after rolling
�������õ�����������Ϊ19%�ĺ�������ڡ��в����ڱڵ�ƽ�����������ֱ�Ϊ21.17��38.53��56.38 ��m������ͬ���Ʋ����µ�ģ����ͼ(��ͼ5(b)��ʾ)���жԱȿ�֪�������в����ڱڵ�ƽ����������������ģ��������õ������ڣ������ⲿƽ��������������ƫ����������ԼΪ26%���ڿɽ��ܷ�Χ�ڣ�ʵ�����ݺͷ��������ƻ�����ͬ����֤������Ԫģ�����Ŀɿ��ԡ�
����������Ϊ35.73%�ĺ�������ڡ��в����ڱڵ�ƽ�����������ֱ�Ϊ17.26��30.68��34.74 ��m������������Ϊ52.46%�ĺ�������ڡ��в����ڱڵ�ƽ�����������ֱ�Ϊ19.30��20.71��21.34 ��m���ɼ������Ŷ��������ʵ����ӣ�ƽ����������������ּ�С�ľ��ơ����Ӧ��ģ�������(��ͼ5(b)��ʾ)���жԱȿ�֪�����������϶��������ʵ����ӣ������в����ڱ�����δϸ��������С���в����ڱڵ�ƽ����������Ҳ��46~60 ��m��С��16.8~31.4 ��m��ʵ������ģ��������һ�¡��������������ԭ���ǣ����Ŷ��������ʵ����ӣ������䱡�������������ڲ����ף�ͬʱ��о�����ڱڵ������������������ϸ����ƽ������������С��
4 ����
1) ����Ш�����������ھ���������-��-����֯�����ֵģ�ͣ�ʵ���˶����ƹ��̾��������仯���̵�ģ�⣬ͨ������ʵ�飬��֤������Ԫģ�͵���ȷ�ԡ�
2) ��������������������ԭʼ��Աں�Q�ͳ��νǦ��ļ�С����С������չ���Ǧµ������ȼ�С���������Ŷ���������������������ƽ������������С��
3) ������Ʋ����Ծ�����Բ�ȵ�Ӱ�죬�����¶�Ϊ950 ��Cʱ��������Ʋ���Ϊ��ԭʼ��Աں�Q=0.625�����νǦ�=40�㡢չ���Ǧ�=3�㡣
�ο����ף�
[1] ���, ·����, ��Ծ, ��. ��������μ����о���״[J]. ��ѹ����, 2018, 43(1): 1-8.
YANG Cheng, LU Xingxing, SUN Yue, et al. Research status on forming technology for hollow shaft[J]. Forging & Stamping Technology, 2018, 43(1): 1-8.
[2] ��ѧ��, Valery Y S, �ﱦ��, ��. Ш������������μ���[M].��������ѧ������, 2014: 20-25.
SHU Xuedao, Valery Y S, SUN Baoshou, et al. Theory and forming technology of cross wedge rolling[M]. Beijing: Science Press, 2014: 20-25.
[3] PATER Z. Development of cross-wedge rolling theory and technology[J]. Steel Research International, 2010, 81(9): 25-32.
[4] BARTNICKI J, PATER Z. Numerical simulation of three-rolls cross-wedge rolling of hollowed shaft[J]. Journal of Materials Processing Technology, 2005, 164/165: 1154-1159.
[5] PENG W, ZHENG S, CHIU Y, et al. Multi-wedge cross wedge rolling process of 42CrMo4 large and long hollow shaft[J]. Rare Metal Materials & Engineering, 2016, 45(4): 836-842.
[6] �ſ���, ������, ����ƽ, ��. Ш�������ļ��ں�仯����ʵ���о�[J]. ��ѹ����, 2000 (2): 34-36.
ZHANG Kangsheng, WANG Baoyu, LIU Jinping, et al. Research on wall thickness of hollow workpiece rolled by cross wedge rolling[J]. Forging & Stamping Technology, 2000(2): 34-36.
[7] YANG C, HU Z. Research on the ovality of hollow shafts in cross wedge rolling with mandrel[J]. International Journal of Advanced Manufacturing Technology, 2016, 83(1/2/3/4): 67-76.
[8] YANG Cuiping, MA Jiawei, HU Zhenghuan. Analysis and design of cross wedge rolling hollow axle sleeve with mandrel[J]. Journal of Materials Processing Technology, 2017, 239: 346-358.
[9] ����, ������, �����, ��. ���ղ�����Ш������ڿ����Բ�ȵ�Ӱ��[J]. ���Թ���ѧ��, 2012, 19(1): 21-24, 29.
JIANG Yang, WANG Baoyu, HU Zhenghuan, et al. The effect of process parameter on non-circularity of thick-walled hollow axle during cross wedge rolling[J]. Journal of Plasticity Engineering, 2012, 19(1): 21-24, 29.
[10] ֣�黪, ��ѧ��, �ﱦ��, ��. Ш������Ш���Ƹ������ij���ں������[J]. ���̿�ѧѧ��, 2015, 37(5): 648-654.
ZHENG Shuhua, SHU Xuedao, SUN Baoshou, et al. Wall thickness uniformity of railway hollow shafts by cross-wedge rolling[J]. Chinese Journal of Engineering, 2015,37(5): 648-654.
[11] HUO Y, LIN J, BAI Q, et al. Prediction of microstructure and ductile damage of a high-speed railway axle steel during cross wedge rolling[J]. Journal of Materials Processing Technology, 2017, 239: 359-369.
[12] �����, ��ѧ��, ���ķ�, ��. ���ղ����Զ�Ш���ƿ��ij��ᾧ���ߴ��Ӱ�����[J]. �ȼӹ�����, 2014 (1): 96-99.
YU Penghui, SHU Xuedao, PENG Wenfei, et al. Influence of process parameters on grain size of hollow axle in multi-wedge cross wedge rolling[J]. Hot Working Technology, 2014 (1): 96-99.
[13] �ŷ�ɽ, ��ѧͨ, ������, ��. 40Cr�ְ������ȱ��μ������Ш��������֯Ԥ��[C]//2002���й��������ֻ�.����, 2002: 640-647.
DU Fengshan, LI Xuetong, WANG Minting, et al. Hot deformation of austenite and microstructure prediction of cross wedge rolling of 40Cr steel[C]// China Material Symposium. Beijing, 2002: 640-647.
[14] �ŷ�, �ƻ���, �ŷ�ɽ, ��. 40Cr�ֵ���ת��������ǵ�����ȴ������ֵ����[J]. �����ȴ���ѧ��, 2009, 30(2): 187-191.
ZHANG Fang, HUANG Huagui, DU Fengshan, et al. Simulation on isothermal transformation curves and non-isothermal kinetics[J]. Transactions of Materials and Heat Treatment, 2009, 30(2): 187-191.
[15] ����ƽ, ���鲨. 40Cr�ְ����嶯̬�ٽᾧ������ֵģ��[J]. �������켰��ɫ�Ͻ�, 2015, 35(1): 26-29
YU Xingping, DONG Hongbo. Numerical simulation of austenite recrystallization process in 40Cr steel[J]. Special-cast and Non-ferrous Alloys, 2015, 35(1): 26-29.
[16] ����, ̷��ƽ. �����������̵���ά�¶ȳ�����Ԫ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(6): 1262-1266.
XIANG Yong, TAN Jianping. Three-dimensional elastic-plastic finite element analysis of bar hot rolling process[J]. Journal of Central South University(Science and Technology), 2008, 39(6): 1262-1266.
[17] ����˳, ˧�ʿ�, �Ӿ�. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2004, 35(1): 86-90.
NI Zhengshun, SHUAI Cijun, ZHONG Jue. Three-dimensional coupled thermal-mechanical numerical analysis of hot extrusion dies[J]. Journal of Central South University(Science and Technology), 2004, 35(1): 86-90.
[18] YING F Q, PAN B S. Analysis on temperature distribution in cross wedge rolling process with finite element method[J]. Journal of Materials Processing Technology, 2007, 187/188: 392-396.
[19] ���Ŀ�, �ſ���, ���, ��. Ш��������С������������������������ֵģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(1): 118-123.
LIU Wenke, ZHANG Kangsheng, MENG Lingbo, et al. Thermo-mechanical coupled numerical simulation of forming light area reduction shafts by cross wedge rolling[J]. Journal of Central South University(Science and Technology), 2012, 43(1): 118-123.
[20] �ݴ���, ���ķ�, ��, ��. Ш��������������ʵ��ھ����������Բ�ȷ���[J]. �ȼӹ�����, 2015(3): 145-149.
YU Chunjie, PENG Wenfei, SHEN Fa, et al. Analysis on ovality of variable cross section reduction ratio of hollow shafts with equal inner diameter formed by cross wedge rolling[J]. Hot Working Technology, 2015(3): 145-149.
(�༭ �Կ�)
�ո����ڣ� 2018-07-06; �����ڣ� 2018-09-10
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51405248)���㽭ʡ��Ȼ��ѧ����������Ŀ(LY18E050006)��ɽ��ʡ�ص��з��ƻ���Ŀ(2016ZDJQ0604)����������Ȼ��ѧ����������Ŀ(2017A610088)(Project(51405248) supported by the National Natural Science Foundation of China; Project(LY18E050006) support by the Natural Science Foundation of Zhejiang Province; Project(2016ZDJQ0604) supported by Key Research and Development Programs in Shandong Province; Project(2017A610088) supported by the Natural Science Foundation of Ningbo City)
ͨ�����ߣ����ķɣ���ʿ�������ڣ����������ֲ��������Գ��μ�����̼��ά��ǿ��֬�����ϲ��ϳ��ͼ����о���E-mail��pengwenfei@nbu.edu.cn
ժҪ:Ϊ�˵õ�Ш�����������ھ������������֯�ݱ���ɣ���������������Ԫ����DEFORM-3D������Ш������-��-����֯��ϵ�����Ԫģ�ͣ������ƹ��̵�����֯�ݱ���̽�����ֵģ�⣬�о�ԭʼ��Աں��νǺ�չ���Ƕ�����ƽ������������Ӱ����ɡ��о��������������ƽ����������������ԭʼ��Աں�Q�ļ�С����С�����ų��νǦ��ļ�С����С������չ���Ǧµ������ȼ�С�������ۺ�Ш�����������ڿ���Բ�Ⱥ�ƽ������������Ӱ�죬ԭʼ��Աں�Q=0.625�����νǦ�=40�㡢չ���Ǧ�=3��Ϊ���ŵ����Ʋ���������������Ԫģ�;��пɿ��ԡ�
[1] ���, ·����, ��Ծ, ��. ��������μ����о���״[J]. ��ѹ����, 2018, 43(1): 1-8.
[2] ��ѧ��, Valery Y S, �ﱦ��, ��. Ш������������μ���[M].��������ѧ������, 2014: 20-25.
[6] �ſ���, ������, ����ƽ, ��. Ш�������ļ��ں�仯����ʵ���о�[J]. ��ѹ����, 2000 (2): 34-36.
[9] ����, ������, �����, ��. ���ղ�����Ш������ڿ����Բ�ȵ�Ӱ��[J]. ���Թ���ѧ��, 2012, 19(1): 21-24, 29.
[10] ֣�黪, ��ѧ��, �ﱦ��, ��. Ш������Ш���Ƹ������ij���ں������[J]. ���̿�ѧѧ��, 2015, 37(5): 648-654.
[12] �����, ��ѧ��, ���ķ�, ��. ���ղ����Զ�Ш���ƿ��ij��ᾧ���ߴ��Ӱ�����[J]. �ȼӹ�����, 2014 (1): 96-99.
[15] ����ƽ, ���鲨. 40Cr�ְ����嶯̬�ٽᾧ������ֵģ��[J]. �������켰��ɫ�Ͻ�, 2015, 35(1): 26-29
[16] ����, ̷��ƽ. �����������̵���ά�¶ȳ�����Ԫ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(6): 1262-1266.
[17] ����˳, ˧�ʿ�, �Ӿ�. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2004, 35(1): 86-90.
[20] �ݴ���, ���ķ�, ��, ��. Ш��������������ʵ��ھ����������Բ�ȷ���[J]. �ȼӹ�����, 2015(3): 145-149.
