
���±�ţ�1004-0609(2007)02-0239-09
�ƽ������η���ʽ���Ͻ�������μ���
������1, 2���ƾ���1����˫��1������1
(1. �廪��ѧ ��е����ϵ������ 100084��
2. ��ѳ���ҵ��������˾������ 710075)
ժ Ҫ��
�����������Ƶ�˫��༶�ٵ�Ž���װ�á�����ת�ƹ��ߺ�Ϳ�ϡ����ݰ����������Լ��Ͱ��̬�Ͻ�ѹ��ģ�ߣ�������һ�ְ��̬�Ͻ����Ʊ�ϵͳ�빤������ϵͳ��������Ͻ�������μ���������������ü�������20~25 s���Ʊ�����״����Ϊ0.85���ң������ߴ�Ϊ70~80 ��m(����ߴ�)��A356�Ͻ���̬���ϣ�ʵ���ƽ��豸������豸��һ��һ�����ף����ڽ����¶��½�������3 �������£�ʵ�ֺϽ��ϴ��Ʊ�ϵͳ��ѹ����ѹ�ҵ�ƽ�����ͣ��Լ��Ŀ���ǿ�Ⱥ��쳤�ʷֱ��Һ̬ѹ�����11.6%~18.2%��42.5%~50%����������μ����봫ͳ�ij��μ����νӼ�㡣
�ؼ��ʣ�
A356���Ͻ�����������������Ʊ�����������������������
��ͼ����ţ�TG 146.2; TG 115.9���� ���ױ�ʶ�룺A
Rheoforming processing of Al alloys with slurry preparation system and component shaping system apart
FENG Peng-fa1, 2, TANG Jing-lin1, LI Shuang-shou1, ZENG Da-ben1
(1. Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
2. Jinduicheng Molybdenum Group Co., Ltd, Xi��an 710075, China)
Abstract: Using the reversible multilevel-speed electromagnetic stirrer, the slurry transfer tool and its coater, the thin plate sample with five steps and the rheocasting mould, all of which are independently developed, a new rheoforming processing of Al alloy with slurry preparation systems and component shaping systems apart was exploited. The results show that the semi-solid A356 alloy slurry with shape factor of about 0.85 and particle size of 70-80 ��m (in air-cooling state) could be prepared in 20-25 s to fully meet the production rate of high pressure die casting. The slurry could be smoothly transferred from the slurry preparation equipment to the rheocasting shot chamber when the temperature of slurry is decreased by 3 �� or less, the tensile strength and elongation of the rheocasting samples can be increased respectively by 11.6%-18.2% and 42.5%-50% compared with the traditional liquid die casting ones. The rheoforming processing has close affinity with the traditional hot working processes.
Key words: A356 Al alloy; rheoforming; slurry preparation; component shaping��slurry transferring
���̬�Ͻ��ϵĿ����Ʊ�������һֱ����Լ������μ�����չ���������⡣�Դ�Wang��[1-2]��������ע����μ��������������˶��ֽ������Ʊ�ϵͳ�빤������ϵͳ��Ϊ����ṹ��һ��ʽ������μ��������а�����е����ʽ��������[3-6]�������ƽ��������켼��[7-8]��(��)Һ��������(ģ��)����[9-11]�ȡ������ƽ�������һ�廯��������Ȼ�����˽��ϴ��Ʊ�ϵͳ������ϵͳ��ת�ƹ��̣������Դ��ںܴ�ľ����ԣ����Ӧ��ǰ�������ֹۡ�UNRC (UBE new rheocasting)����[12-13]��SSRTM(Semi-solid rheocasting)����[14-15]��CRP(Continuous rheoconversion process)����[16]�ɹ�ʵ���˽����Ʊ�ϵͳ�빤������ϵͳ���룬����Գ��λ������д�ĸ��죬��ǰ���ּ����ֱ���1999���2002��ʵ���������������Եľ��弼��ϸ��û�й�����
����������ϵͳ�������崦������Ž��衢���̬�Ͻ������ͺ�ѹ�����εȹ��ջ��ڼ�����������Ͻ�������μ�����Ӱ����ɼ���ԭ��Ļ����ϣ�������һ�ֽ����Ʊ�ϵͳ�빤������ϵͳ��������Ͻ�������μ�����
1 ʵ��
1.1 ʵ�����
ʵ�����ѡ��A356�������Ͻ𣬲��ò��ȷ���������������-�¶ȹ�ϵ(ͼ1)�����崦���У�ϸ��������Al-5Ti-B�Ͻ����Ƹ˺�Al-5Ti-B�Ͻ��ĩ����ĩ��ò�ʲ�������״����ĩ���Ȼ����ʸ�˹�ֲ������ʼ����þ����ȼ�ѹ��Al-10Sr�Ͻ�
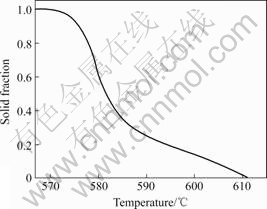
ͼ1 A356�Ͻ���¶�-�����ʹ�ϵ
Fig.1 Temperature-solid fraction curve of A356 alloy
1.2 ʵ��װ��
Һ̬�Ͻ�����崦�������ڿ�������¯�н��С���Ž��������˫��༶�ٵ�Ž���װ��[17]�н��С�Ϊ��֤Ϳ������������ι̣��ڽ����Ʊ�����������Ϳ�ϲ��������룬�������ڽ���һ���Ļ�е������������������Ϳ�����Ƶġ���������ά+ˮ����+ˮ��Ϳ�ϡ�
Ϊ���۰��̬�Ͻ��ϵ������ԣ����̨�������Ϊ6 mm��5 mm��4 mm��3 mm��2 mm������Ϊ100 mm�Ľ������Լ�(ͼ2)����ѧ������������ASTM B557M-02a���Ӹ�̨���Ͻ�ȡ������ѹ�������豸ѡ���Ϻ�ѹ��������J1116����ʽ����ѹ������
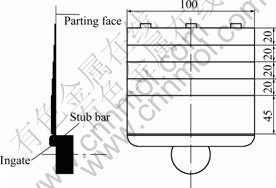
ͼ2 ���̬�Ͻ�����ѹ���Լ�
Fig.2 Rheocasting sample of semi-solid alloy (mm)
1.3 ʵ�����
����ѡ�����崦���������Ž��衢˫���Ž��衢�����崦���������Ž��衱�������崦����˫���Ž��衱��5���Ʊ��������Ƚϻ�ý�����֯��������ȷ�����ʵĽ��Ͽ����Ʊ����������У����崦�����պ͵�Ž��蹤�վ�ѡ�ó������������720~750 �����0.025%Ti(Al-5Ti-B���Ƹ�)��0.03%Sr(Al-10Sr��ѹ��)������Ƶ��f=20 Hz�������ѹU=200 V����ע�¶�(����ʼ�����¶�)t0=720 �棬˫���Ž�����̲�����������Ъת����跽ʽ���������ʱ�䦤��=5 s��
Ȼ���ա����崦��+˫���Ž��衱�����Ʊ���������������ʵ������Ԧ�(Al)�����״����Fc�͵�Чֱ��DcΪʵ��ָ�꣬��Al-5Ti-B��ĩ���ȡ��������������¶ȡ�����ʱ���4�����ղ������L16(44)����ʵ�飬�Ի�ò���Al-5Ti-Bϸ��ĩ���о���ϸ������ѹ���(Ϊ��֤���̬�Ͻ����Ʊ�ʵ���������֯����������������֯���пɱ��ԣ�ͬʱ���ǵ������ϴ�ʱ������ȡ������֤��������������֯�ܵ�ͬ�ȼ���Ч������������֯���������ÿ���ȡ����)�����У���Ž�����ò���ǰ���о���õĹ���[18]������������Ъ˫����衢��ԴƵ��f=30 Hz�������ѹU=220 V���������ʱ�䦤��=5 s������ʱ��ӣ�67 s��
�ڻ��������崦�����պѲ���������崦�����մ�����ĺϽ�����ת����˫���Ž���װ���У����ζԵ�����תʱ��(1~5 s)����ԴƵ��(20~30 Hz)����ע�¶�(640~615 ��)�ͽ���ʱ��Ƚ����������ʵ�����(Ϊ��֤��ͬ�Ʊ��������Ʊ������£��Ͻ������ܵ��Ľ�����̾��пɱ��ԣ����������н�����̵Ľ����¶���ͬ��Ϊ607 ��(��5 %�����ʶ�Ӧ�¶�)�����Դ������ƽ���ʱ��)��������Ʊ�Ч�ʽϸߵİ��̬�Ͻ����Ʊ����ա�
����������Ʊ����ջ�õĺϽ��ϣ������ƽ��������Ͻ���������ѹ����ѹ�ҡ�ͨ��ʵ�������ѹѹ����ģ���¶ȵȳ��β����Խ��ϳ����������Լ���ѧ���ܵ�Ӱ�졣
���崦�����̡�������̺ͽ����������У�����(����)���¶ȱ仯ͨ��ISA���ߵ�AC-1058���ݲɼ��������ݲɼ��������ơ�
������(Al)�����ò������״ϵ��Fc����[19-20]��Fc=4��S/P2�������Ĵ�С���õ���ֱ��Dc��ʾ��![]() �����У�S��PΪ��(Al)�ྦྷ���Ľ�����ͽ����ܳ���Fcֵ����0~1֮�䣬FcֵԽ����1��������(Al)�ྦྷ��ԽԲ����
�����У�S��PΪ��(Al)�ྦྷ���Ľ�����ͽ����ܳ���Fcֵ����0~1֮�䣬FcֵԽ����1��������(Al)�ྦྷ��ԽԲ����
2 ��������
�ӵ��¼��й����У����̬A356�Ͻ��ϵı���ճ�Ⱥͦ�(Al)����̬���ݻ�����(ͼ3)�ɿ������ڲ�ͬ���нΣ����̬�Ͻ����������ܱ��ֳ���ͬ�ı仯�ص㣺�ڿ�ʼ���н�(0~200 s)�����ż���ʱ���ӳ�����(Al)��Ѹ���ɷ���֦���˻�(ͼ��(a))Ϊ������״(ͼ��(b))������ճ��Ҳ��֮�����½����ﵽƽ�ȼ��нκ�(����200 s��ͼ��(c)�Ժ�)������ճ�����ż���ʱ����ӳ��½��ٶȻ�����ֱ������ʱ���㹻��ʱ����ƽ�ȡ���ˣ��ڰ��̬�Ͻ����Ʊ������У������һζ�����֦����֯�Ĺ���Բ��������ô��ȡ�ʵ��������Ʊ����������п����ڶ�ʱ���ڿ����Ʊ��������������졢��֯�ϸ�İ��̬�Ͻ��ϣ�����������μ����Ľ����Ʊ�Ҫ��
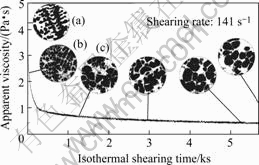
ͼ3 ���¼��й����а��̬A356�Ͻ����ճ�Ⱥͳ�������̬���ݻ�����
Fig.3 Relationship between apparent viscosity and morphology of ��(Al) phase and isothermal shearing time for A356 alloy
2.1 ���̬�Ͻ��Ͽ����Ʊ�����
ͼ4�����˳������崦���������Ž��衢˫���Ž��衢�����崦���������Ž��衱�������崦����˫���Ž��衱��5�ַ�����õ�A356�Ͻ�����֯���������������ͼ�п�֪������ͬ��ȴ�����£���(Al)������С�൱(110~130 ��m)������ò����ܴ������崦�����յĦ�(Al)����״���Ӻ�С���������ϰ��շ���֦����ʽ�����������崦����˫���Ž��衱������õ�(��)-Al��״���������ԭ�����£�Al-5Ti-B�Ͻ�������崦��ֻ���ṩ���㹻�����������κ��ʵ�(TiAl3��TiB2����)�ٽ��κˣ�������֤���˳���������������崦����ͬ��������¶��ݶȺ�����Ũ���ݶȣ�����Щ����ѧ�����Ǿ�������������ò����Ҫ���أ�������崦����ֻ��ϸ��������������Ч�ظı侧����ò���ڵ����ĵ�Ž��蹤���У���Ȼ��Ž���ʹ�������ǿ�Ҷ������������崦��ͬһ�¶Ȼ�С�¶Ȳ����£���֤��������ʵ�������κˣ��������κ�����Һ�������½��еģ��������ʱ��϶̣���������¶Ƚϸ�(����Ȳ���)���ͽ���һ���־������ڵ�Ž�������Ժ���κ˶����շ���֦����ʽ�ᾧ�������γɷ�֦����֦������İ��̬��֯���ڡ����崦��+��Ž��衱�����У����崦��ʹ�Ͻ��ڽᾧǰ�γɴ�������Ч�κ˺���(TiAl3+L����(Al)��665 ��)���������ĵ�Ž�����������ɢ���������������У�����ڽ�С�Ĺ�����¾Ϳ��������������κˣ����Ժ�����������У��ܵ����ھ�������������Ӱ�죬������(����)�γɷ����֦�����Ӷ��õ���ȫ�ķ�֦����֯�������Ž���ʱ���ų�������ͬ���˶������ߵ��ٶȲ����ޣ���˫���Ž�������������˶����Բ����ܴ���ٶȲ���Գ����ʹ����ǿ�ȴ�Ϊ��ߣ���ˣ������崦��+˫���Ž��衱���Ϲ��ջ�õľ�����״�������
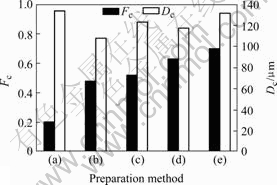
ͼ4 ��ͬ�Ʊ������¦�(Al)����ò�������
Fig.4 Quantitative analysis of ��(Al) phase obtained by the different preparation methods: (a) Melt treatment; (b) Unilateral electromagnetic stirring; (c) Reversible electromagnetic stirring; (d) Combining (a) and (b); (e) Combining (a) and (c)
ͨ������ʵ�����ȷ����A356�Ͻ���̬���ϵ��Ʊ�����Ϊ�����崦����˫���Ž��衱���ϼ�����
ͨ������Al-5Ti-Bϸ��ĩ�ͱ��κϽ�����崦��Ч��[17]��֪������ͬ�������£����÷�ĩ̬Al-5Ti-Bϸ����õ��ľ�����ò�ͳߴ�����ڱ��κϽ�ͨ��L16(44)����ʵ���Al-5Ti-B��ĩ���ȡ��������������¶ȡ�����ʱ���4�����ղ��������Ż���������Al-5Ti-B�Ͻ���Al-10Sr�Ͻ�֮��Ľ������ã������Ե�����תʱ�䡢��ԴƵ�ʺͽ�ע�¶ȵȵ�Ž��蹤�ս���ʵ���������á�Al-5Ti-B��ĩ���崦��+˫���Ž��衱���ϼ���Ϊ[19]�����ʵ����¶�(�ַ۲��ø��£�ϸ�۲��õ��£�����ĩ���ȣ�100 ��m��665 �棻100~200 ��m��680 �棻200~250 ��m��700~720 �棬250~500 ��m��720 ��)�£���Al-10Sr�Ͻ���ÿ��10 min���뺬Ti0.15%~0.20%����Al-5Ti-B�Ͻ��ĩ����ѡ����-����Ъ˫����衢������תʱ��Ϊ3 s����ԴƵ��Ϊ27~30 Hz����ע�¶�Ϊ615~620 ��ĵ�Ž��蹤�ա��������鹤�գ�����20~25 s���Ʊ�����״����Ϊ0.85���ң������ߴ�Ϊ70~80 ��m(����ߴ�)��A356�Ͻ���̬���ϡ�
2.2 ���̬�Ͻ������ͼ���
���̬�Ͻ��ϴ��Ʊ�װ�������������豸�Ĺ�����Ҫ���������н����¶��½����Ȳ��˹��������߲��ܶԽ��ϲ�����Ⱦ�Լ��������ڵ�������豸����ǻ��
��A356�Ͻ�Ĺ�����-�¶ȹ�ϵ����(ͼ1)�������ɵõ����������¶ȵı仯��dfs/dt (ͼ5)�����Կ��������Ͻ��ϵ��¶���590 ������ʱ��dfs/dt��-0.011 ��-1�����¶�ÿ�½�1 �棬������Լ����1.1 %�����ĵİ��̬�����Ʊ������¶�Ϊ607 �棬��ôֻҪ��5 s����ɺϽ��ϴ��Ʊ�ϵͳ��ѹ����ѹ�ҵ�ת�ƣ��Ͳ�������������ܡ�������֯�������չ�������ѧ���ܲ������Ե�Ӱ�졣
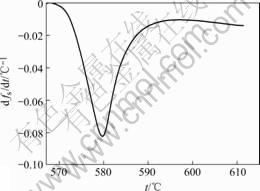
ͼ5 A356�Ͻ���������¶ȵı仯��
Fig.5 Relationship between change rate of solid fraction and temperature of A356 alloy
Ϊʵ�ֽ��ϵ�ƽ�ȿ���ת�ƣ���ʵ����ð��̬�Ͻ����Ʊ�����ֱ�����ͣ����ַ�����������3�����ƣ�1) �ںϽ��ϵ��Ʊ������У������뽬��֮��ͨ���Ƚ����¶������������������뽬��֮���¶Ȳ������ܴ����Ľ��Ϲ��������ӡ������Լ��������⣻2) ��������µ������ߣ����Ͻ�����Ϳ���ĵ���Ϳ�ϽӴ�������Ϳ�Ͻ����ɱ���ص��뽬�ϣ�ʹ���ܵ���Ⱦ�������ƽ����������˽��������Ϳ�ϽӴ��Ĵ������������˽����ܵ���Ⱦ�Ļ��3) �����˸������ߡ�Ϳ��Ϳ�ϵĹ���
��Һ̬�Ͻ���ȣ����̬�Ͻ��ϵ�ճ�Խϴ���˶�Ϳ�ϵ�Ҫ��ϸߡ��ڶ��ʵ��Ļ����ϣ������������Ƴ�һ�֡���������ά��ĩ+ˮ����(����)��ˮ��Ϳ���䷽�����Ա�֤���̬�Ͻ���˳���ش������е�����Ϊ��ʹͿ������������ι̣��ڰ��̬�Ͻ����Ʊ����̺���������Ϳ�ϲ��������룬�������ڽ���һ���Ļ�е����������Ϳ�����������ϲ����ġ����š�ЧӦ��ʹͿ�ϡ����������������ϡ�
ʵ��֤�����������ֲ�����������͡���������ά+ˮ����+ˮ��Ϳ�ϣ����Է���ؽ�A356�Ͻ��ϴ��Ʊ��ҵ���ѹ����ѹ�ң��Ӷ�ʵ���ƽ�ϵͳ�����ϵͳ�ķ��룬�����̽����¶��½�������3 �档
2.3 ����ѹ������
Ϊ��֤�����ƽ������η���ʽ������μ����Ŀ����ԣ����ͼ2��ʾ�Ľ������Լ�������Һ̬ѹ��ģ�ߵ����Ҫ��[20]�������ǰ��̬�Ͻ����ڳ��ι����еĴ������ص�[21]���Խ�עϵͳ������ϵͳ���оֲ��Ľ�����ѹ��Ͳ�Ŀ��ڴ����õ��������dz����Ʊ����������кϽ��ϱ����γɵ�����Ƥ���������ʣ�����ģ�������ü���ϵͳ����Ƴ����̬����ѹ��ģ��(ͼ6)��ģ�߲���ѡ��4Cr5MoSiV1(H13)�֡��������������(��塢ѹ�顢���˵�)ѡ��T10A��45�֣������е��ʴ�����
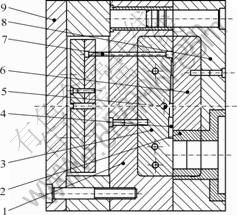
ͼ6 ���̬����ѹ��ģ��ͼ
Fig.6 Schematic diagram of rheocasting mould: 1 Moving mould half; 2 Pouring sleeve; 3 Insert section; 4 Sample; 5 Hole for heating coils; 6 Fixed mould half; 7 Ejector pin; 8 Fixed backing block; 9 Moving backing block
���̬ѹ�����ε���Ҫ���ղ���������ѹѹ����ѹ���ٶȡ�ѹ��ʱ�䡢���̬�Ͻ����¶ȡ�ģ���¶ȵȡ���ѹѹ����ģ���¶ȶ��̬�Ͻ��ϳ�������������ѧ���ܾ�����Ҫ��Ӱ�졣ԭ���ϣ�ѹ���ٶȼ�Ҫ��֤����������������Ҫ��ֹ���Ϸ��������������ɼ����������Ӻ�����ȱ�ݡ���ͬ��ѹ���豸��ѹ���ٶȺ�ѹ��ʱ������ò�ͬ��J1116��ѹ������ѹ���ٶ�ֻ����ԵĿ����̶ȱ�ע��û�о����������ʾ��ʵ�ʲ��������и��ݹ������ӳ̶��Ե���һ��ȷ���Ͻ��ϵ��Ʊ����պ������գ��Ͻ��Ͻ���ѹ�ҵ��¶Ȼ����㶨����ѹ��ʵ���У�A356�Ͻ��ϵ��¶�ԼΪ602 �档�ɼ�����ʵ��ѹ�������У��ɱ�IJ���ֻ����ѹѹ����ģ���¶ȵȡ�����ͨ��ʵ��������Ƕ��̬�Ͻ��ϳ����������Լ���ѧ���ܵ�Ӱ�졣
2.3.1 ��ѹѹ����Ӱ��
��ѹѹ���DZ�֤ѹ������֯���ܺ�������������Ҫ���ء���ѹѹ���Ĵ�Сֱ��Ӱ���Ƽ�����ѧ���ܡ�����������ģ�ߵ�ʹ�����ܡ�ͼ7������ģ���¶�Ϊ200 ��ʱ����ͬ��ѹѹ�����Լ��ij����������ѧ���ܡ����Կ�����������ѹѹ����100 MPa���ӵ�180 MPa���Ͻ��ϵij�������������ߣ��Լ����������������ߴ羫������ߡ�����ֲڶ����ͣ��Լ��Ŀ���ǿ�Ⱥ��쳤��Ҳ��֮�ֱ��255.2 MPa��9.56 %���ӵ�278.3 MPa��13.58 %����˵����һ����Χ�ڣ���ѹѹ������������߽��ϵij������������Ҿ���һ����ǿ�����ͻ����á��������ڽϴ��ѹ�������̿�������Լ��ڲ���֯�������ԣ�ʹ�Լ��ڵ�С��϶�����ݱ�ѹ������϶�ʼ��١���������[22] ָ������ѹѹ�������Ӿ�Ͻ��ϳ����̶�ģ����ǻ�ij����Ӱ��ģ�ߵ�ʹ��������
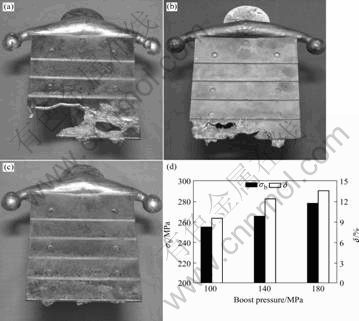
ͼ7 ��ѹѹ���ԺϽ��ϳ����������Լ���ѧ���ܵ�Ӱ��
Fig.7 Influences of boost pressures on filling capability of sem-solid slurry and mechanical properties of rheocasting samples at mould temperature 200 ��(Tensile samples used in (d) are cut from the 4-mm step.) (a) 100 MPa; (b) 140 MPa; (c) 180 MPa; (d) Mechnical properties
��ѹѹ���ĵ��ڷ�Χ��ѹ�����ͺŵ����ƣ�J1116��ѹ��������ѹѹ������Ϊ200 MPa��ͨ������ʵ�飬��ѹѹ��ѡ��Ϊ180 MPa��
2.3.2 ģ���¶ȵ�Ӱ��
ͼ8��ʾΪģ���¶ȶ�A356�Ͻ���̬���ϳ��ͺ��Լ���ѧ���ܵ�Ӱ�졣���Կ�����ģ���¶ȴ�160 ����ߵ�220 ��Խ��ϵij�������Ӱ�첻�����Լ�����ѧ����Ӱ������������ǿ�ȴ�261.8 MPa��ߵ�303.9 MPa���쳤�ʴ�6.384 %��ߵ�13.584 %���ɼ���һ����Χ���ʵ����ģ���¶������ڻ�ý�������ѧ���ܡ���������ģ���¶Ƚϸ߿�ʹ���ϱ��ⷢ������������������в��������������ǻ������������ʹ���ϵij�����ƽ�Ƚ��У���֤������֯�������ԡ�����ģ���¶ȹ��ߣ��Ͻ��ϵ������̶ȼӾ硣����ģ���ȹ��յĿɲ����ԣ�ģ���¶�ѡȡΪ200 �����ҡ�
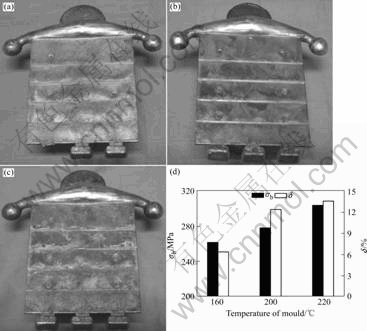
ͼ8 ģ���¶ȶԺϽ��ϳ����������Լ���ѧ���ܵ�Ӱ��
Fig.8 Influences of temperatures of mould on filling capability of sem-solid slurry and mechanical properties of rheocasting samples at boost pressure 180 MPa (Tensile samples used in (d) are cut from 4-mm steps) (a) 160 ��; (b) 200 ��; (c) 220 ��; (d) Mechnical properties
�Ƚ�Һ̬ѹ��������ѹ��������ѹ��+T6״̬�£��Լ���ͬ��λ����ѧ����(ͼ9)���Կ���������ͬ��ѹ������(��ѹѹ��Ϊ180 MPa��ģ���¶�Ϊ220 ��)�£�����ѹ���Լ��Ŀ���ǿ�ȱ���ͨҺ̬ѹ�����11.6%~18.2%���쳤�����42.5%~50%������ѹ���Լ�����T6�ȴ���(535 ��, 12 h���ܴ�����Ȼ��160 ��, 5.5 hʱЧ����)����ǿ�ȿ����10%���ﵽ290~310 MPa���쳤�ʽ���Լ8%����˵����Դ�ͳҺ̬ѹ�����ԣ����̬����ѹ���������н��������ѧ���ܣ����Ҿ���һ�����ȴ���ǿ��DZ������ԭ�����ڹ����ʵ��µ�����ѹ�������У����̬�Ͻ��ϳ���ƽ�ȣ�û�з���Һ̬�������׳��ֵ��������������ھ������䣬δ���ֹ�Һ������������γ�����(��)����������֯(ͼ10)���Ӷ������ȴ���ǿ����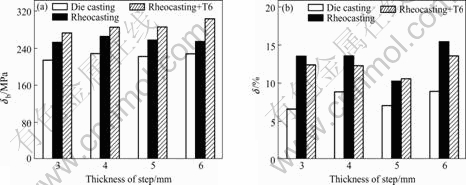
ͼ9 ���η������ȴ������Լ���ѧ���ܵ�Ӱ��
Fig.9 Influences of formation methods and heat treatment on mechanical properties of samples: (a) ��b with thickness; (b) �� with thickness
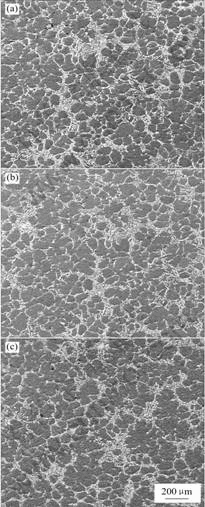
ͼ10 ����ѹ���Լ���ͬ��ȴ�����֯��ò
Fig.10 Microstructures of rheocasting sample in steps with different thickness: (a) 6 mm; (b) 5 mm; (c) 4 mm
ͨ���������������ȷ����������ѹ�����Ͻ������Ͻ���̬ѹ��ʱ��ѡ��180 MPa����ѹѹ����200 �����ҵ�ģ���¶ȣ����Ա�֤��������������̬���η����൱����ѧ����(T6̬����b=280~310 MPa���ģ�12%~15%)��
3 ����
1)�ƽ������η���ʽ���Ͻ�������μ����ڶԴ�ͳ�����豸��������Ķ�������£���ʵ�ְ��̬�Ͻ���Σ����нϺõĿ����ԣ����봫ͳ���ι����νӼ�㡣
2) ���á�Al-5Ti-Bϸ��ĩ���崦��+˫���Ž��衱���̬�Ͻ��ϸ����Ʊ�����������20~25 s���Ʊ�����״����Ϊ0.85���ң������ߴ�Ϊ70~80 ��m(����ߴ�)��A356�Ͻ���̬���ϡ�
3) ���ò��������������Ӧ��Ϳ���䷽�����ڱ�֤�Ͻ����¶��½�������3 �������£����Ͻ��ϴ��Ʊ�ϵͳƽ��ת�Ƶ��Լ�����ϵͳ��
4) ͨ��A356�Ͻ�����ѹ��ʵ�飬�������A356�Ͻ�����ѹ�����ա��������ֹ��գ��Լ��ɻ�ÿ���ǿ��Ϊ280~310 MPa���쳤��Ϊ12%~15 %����ѧ���ܣ��ֱ����ͨҺ̬ѹ�������11.6%~18.2%��42.5%~50%��
[1] ���������褣����٣���. ���̬����������½�չ��ע�����[J]. �������켰��ɫ�Ͻ�, 2001, (2): 22-23.
FAN Zi-tian, HUANG Nai-yu, LUO Ji-rong, et al. New development of semi-solid metallic casting ��injection moulding [J]. Special Casting and Nonferrous Alloys, 2001, (2): 22-23.
[2] Wang K K, Peng H, Wang N, et al. Method and apparatus for injection molding of semi-solid metals [P]. US 5501266, March 26, 1996.
[3] �� �ѣ����˸�������������. ���̬����������͵ķ�����װ��[P]. �й�ר�� 97120579.5, 1998-7-8.
PENG Xuan, CAI Lang-fu, XU Wen-min, et al. Method and apparatus of semi-solid metal injection moulding [P]. CN 97120579.5, July 8, 1998.
[4] �����ƣ�Bevis M J������ѭ. �������̬������Һ�Լ����β����ķ������豸[P]. �й�ר�� 00816228.X, 2003.
FAN Zhong-yun, Bevis M J, JI Shou-xun. Method and apparatus of semi-solid metal slurry preparation and component shaping [P]. CN 00816228.X, 2003.
[6] ���٣�����ɭ�����������. ���̬�������ϵ��Ʊ�װ��[P].�й�ר�� 01212744.2, 2002.
LUO Ji-rong, WU Shu-sheng, SONG Xiang-jun, et al. Apparatus of semi-solid metal slurry preparation [P]. CN 01212744.2, 2002.
[7] �鿡輣����������㣬��. �������������ģ�������豸[P].�й�ר�� 03141281.5, 2004.
HONG Jun-shao, JIN Zai-min, JIN Wen-xiu, et al. Method and equipment of die casting for rheocasting [P]. CN 03141281.5, 2004.
[8] ë��������. ��״�������̬������Ͻ���ֱ�ӳ��ͷ�����װ��[P].�й�ר�� 02104349.3, 2003.
MAO Wei-min, ZHAO Ai-min. The method and equipment for direct moulding of semi-solid metals or alloys slurry with spherical primary grains [P]. CN 02104349.3, 2003.
[9] LUO Shou-jing, JIANG Ju-fu, WANG Ying, et al. Mechanics and forming theory of liquid metal forging [J]. Trans Nonferrous Met Soc China, 2003, 13(2): 369-375.
[10] ��־ǿ�������㣬���Ҿ�����. ϡ��þ�Ͻ����ƽ��Һ���������о�[J]. ������ѧѧ��(��Ȼ��ѧ��)��2006, 27(4): 430-433.
ZHANG Zhi-qiang, LE Qi-chi, WANG Zhong-jun, et al. Investigation on nonequilibrium near-liquidus casting of thixotropic magnesium-rare earth base alloys [J]. Journal of Northeastern University (Natural Science), 2006, 27(4): 430-433.
[11] �� ƽ������. ��Һ���߷������֦��A356�Ͻ���֯���������[J]. ����ѧ����2002, 38(9): 952-955.
WANG Ping, CUI Jian-zhong. Nondendritic microstructure of A356 alloy obtained by the nearby liquidus casting and thixoformed propertyes [J]. Acta Metallurgica Sinica, 2002, 38(9): 952-955.
[12] Haga T, Kapranos P. Simple rheocasting processes [J]. Journal of Materials Processing Technology, 2002, 130/131: 594-598.
[13] Uchida M. Feature of UBE squeeze process and UNRC process (semi solid casting) [A]. ���ٵ�. �������й�����ѹ���������ļ�[C]. ����: ������ѧ������, 2002: 207-219.
Uchida M. Feature of UBE squeeze process and UNRC process (semi-solid casting) [A]. LI Rong-de. Proceedings of the 3rd China International Conference on Die Casting [C]. Shenyang: Northeastern University Press, 2002: 207-219.
[14] Yurko J A, Martinez R A, Flemings M C. Commercial development of the semisolid rheocasting (SSRTM) process [J]. Metallurgical Science and Technology, 2003, 21(1): 10-15.
[15] Flemings M C, Martinez R A, de Figueredo A M. Metal alloy compositions and process [P]. US 20020096231, 2002.
[17] ���������ƾ��֣���˫�٣���. �м�Ͻ���״̬��A356�Ͻ���̬������֯��Ӱ��[J]. ����, 1020-1023, 1028.
FENG Peng-fa, TANG Jing-lin, LI Shuang-shou, et al. Influences of master alloys and their preparation conditions on the microstructures of semi-solid a356 alloy slurries [J]. Foundry, 1020-1023, 1028.
[18] ���������ƾ��֣���˫�٣���. A356.2�Ͻ���̬���������Ʊ������о�[J]. �й���ɫ����ѧ��, 2006, 16(1): 13-21.
FENG Peng-fa, TANG Jing-lin, LI Shuang-shou, et al. On-line preparation technology of semi-solid slurry of A356.2 alloy [J]. The Chinese Journal of Nonferrous Metals, 16(1): 13-21.
[19] ���������ƾ��֣���˫�٣���.�����崦����˫���Ž��衱���Ͽ����ƽ�����[J]. �й���ɫ����ѧ����(�ѽ���).
FENG Peng-fa, TANG Jing-lin, LI Shuang-shou, et al. Rapid multiple slurry-preparation technology of melt treatment and reversible electromagnetic stirring [J]. The Chinese Journal of Nonferrous Metals, (to be publicshed).
[20] ������. ѹ��ģ����ֲ�[M]. ��2��.����: ��е��ҵ������, 1998: 89-158.
PAN Xian-zeng. Handbook of Designing of Die Casting Mould[M]. 2nd ed. Beijing: China Machine Press, 1998: 89-158.
[21] ����. ��Ӽ�ѹ����ģ������ص㼰�о�[J]. �������켰��ɫ�Ͻ�, 2002(1): 38-40.
LUO Ji-xiang. Design of cast die in indirect squeeze casting [J]. Special Casting and Nonferrous Alloys, 2002(1): 38-40.
[22] �����ң����ƻۣ��� ������. ���̬�������ͨ����������ģ�����[J]. �������켰��ɫ�Ͻ�, 2003(2): 42-44.
ZHANG Li-zhong, DU Yun-hui, ZHANG Peng, et al. General mould design for testing sample in the semi-solid rheoforming [J]. Special Casting and Nonferrous Alloys, 2003(2): 42-44.
�ո����ڣ�2006-11-28�������ڣ�2006-06-04
ͨѶ���ߣ��ƾ��֣������ڣ��绰��010-62772502; E-mail: tangjl@mail.tsinghua.edu.cn
(�༭ ������)
ժ Ҫ�������������Ƶ�˫��༶�ٵ�Ž���װ�á�����ת�ƹ��ߺ�Ϳ�ϡ����ݰ����������Լ��Ͱ��̬�Ͻ�ѹ��ģ�ߣ�������һ�ְ��̬�Ͻ����Ʊ�ϵͳ�빤������ϵͳ��������Ͻ�������μ���������������ü�������20~25 s���Ʊ�����״����Ϊ0.85���ң������ߴ�Ϊ70~80 ��m(����ߴ�)��A356�Ͻ���̬���ϣ�ʵ���ƽ��豸������豸��һ��һ�����ף����ڽ����¶��½�������3 �������£�ʵ�ֺϽ��ϴ��Ʊ�ϵͳ��ѹ����ѹ�ҵ�ƽ�����ͣ��Լ��Ŀ���ǿ�Ⱥ��쳤�ʷֱ��Һ̬ѹ�����11.6%~18.2%��42.5%~50%����������μ����봫ͳ�ij��μ����νӼ�㡣
