
Trans. Nonferrous Met. Soc. China 23(2013) 1293-1298
Evolution of lamellar structure in Ti-47Al-2Nb-2Cr-0.2W alloy sheet
Bin Lu1, Lan Huang1, Yong Liu1, Xiao-peng Liang1, Bin Liu1, Yue-hui HE1, Hui-zhong LI2
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 22 November 2012; accepted 2 April 2013
Abstract:
The Ti-47Al-2Nb-2Cr-0.2W alloy sheets were obtained by hot pack rolling. The as-rolled sheet has an inhomogeneous duplex microstructure composed of elongated gamma grains and lamellar colonies. Heat treatments were conducted on the as-rolled sheets. The results show that the microstructures with different sizes and grain boundary morphologies were developed after different heat treatments. A coarse fully lamellar structure can be refined if the heating time, together with the cooling rate, is appropriately controlled. The grain growth exponent is found to be approximately 0.2, and the activation energy of grain boundary migration of the alloy is around 225 kJ/mol.
Key words:
TiAl alloy; heat treatment; lamellar structure; grain growth;
1 Introduction
��-TiAl alloys usually contain 45%-48% (mole fraction) aluminum with other elements such as chromium (Cr), niobium (Nb) and tungsten (W). LEE et al [1] revealed that adding Cr can enhance the tensile ductility of TiAl alloys at ambient temperature and improve the oxidation resistance at elevated temperatures. It has also been suggested that the creep and oxidation resistance of the alloy can be improved in the presence of Nb and W [2,3].
��-TiAl alloys are considered candidate material for high temperature applications in aircraft engines and have already been used in automobile engines [4]. Currently, hot-rolled sheet material for large lightweight structural components in aerospace application is still extensively used [5-8]. This is due to the faith that ��-TiAl alloys have low density (3.9-4.2 g/cm3), which is half of nickel base alloys, and ��-TiAl alloys possess favorable mechanical properties such as good oxidation resistance, high strength, and good creep resistance at elevated temperatures.
Most ��-TiAl alloys contain two-phase (��+��) mixtures and some beta-phase particles. The mechanical properties of TiAl alloys are very much dependent on their microstructures. The microstructures can be controlled by appropriate thermomechanical process and heat treatments. There are four specific morphological features in ��-TiAl alloys: near gamma (NG), duplex (DP), nearly lamellar (NL) and fully lamellar (FL) [9]. It has been widely accepted that the near gamma and duplex microstructures have high ductility and low tensile strength. Fully lamellar structures are poor in tensile ductility. However, they tend to have higher tensile strength, fracture toughness, fatigue resistance, and high temperature creep resistance. A fully lamellar structure can be characterized by its colony size, interlamellar spacing, and type of grain boundary. Alloy with fine colony size and interlamellar spacing may have higher tensile ductility and fracture toughness [10]. Also its creep resistance can be improved in the presence of interlocked lamellar grain boundaries [11].
In order to obtain fine and homogeneous fully lamellar microstructure, heat treatment time should be long enough to ensure completely dissolving of the gamma phase, but not so long as to produce serious growth of the �� grains. Cooling rate of the TiAl alloys is another important factor for refining the grain size and interlamellar spacing [12]. NOVOSELOVA et al [13] suggested that in order to reduce the lamellar colony size, once the lamellar structure is formed, the cooling rate should be as fast as possible.
There has been a great amount of study regarding the effect of heat treatments on microstructural evolutions of TiAl alloys which are mostly cast alloys [14] and forged ones [15], whereas the study on as-rolled TiAl alloy is still relatively rarely reported. The objective of this research is to present the results obtained regarding the effect of heat treatments on the microstructure development and grain boundary morphology in packed hot rolled Ti-47Al-2Nb-2Cr- 0.2W alloy sheets.
2 Experimental
The alloy with a nominal chemical composition of Ti-47Al-2Nb-2Cr-0.2W (mole fraction, %) was attained by powder metallurgical method. The powders which passed through a 80 mesh sieve were put into a stainless steel can for hot isostatic pressing (HIP). A 250 mm��300 mm�� 150 mm HIPed sample was obtained by HIP (175 MPa, 1250 ��C for 2 h). Preforms of the TiAl in size of 40 mm��60 mm��8 mm were cleaned and canned after being cut from the HIPed sample by electro- discharge machining (EDM). The packs were soaked at 1300 ��C for approximately 1 h and then hot rolled. Each pack was rolled for 10 to 15 passes, in which the nominal reduction per pass was about 10%. After rolling, the rolled sheets were slowly cooled to room temperature.
The samples in size of 10 mm��6 mm��4 mm were cut from the rolled sheets by EDM for heat treatments. The alpha transus temperature (��+������) of this material was measured to be approximately 1300 ��C by heat treatment and optical metallography. In the present work, two heat-treatment procedures were used. 1) The samples were heated to 1310, 1315, 1325, and 1350 ��C, then annealed for different time. The heat-treating time at 1310 and 1315 ��C were 5, 10, 30, 60, and 120 min; at 1325 and 1350 ��C were, 2, 5, and 10 min. After which, all the samples were furnace cooled. 2) The samples were heated to 1310 ��C for 5 min, and then quickly transferred to another furnace with a temperature of 900 ��C for about 5 min, after which they were air cooled to room temperature.
The microstructure features after heat treatments were examined by optical microscopy. Metallographic samples were ground, polished and etched in a solution of 1 mL HF+3 mL HNO3+96 mL H2O. For transmission electron microscopy (TEM), 0.5 mm-thick foils were cut from the samples, and then polished to 80 ��m in thickness. Discs with 3 mm in diameter were punched from the polished sections and were further thinned by a twin-jet polishing unit. The colony size was measured by a linear intercept method. In all micrographs, the horizontal direction is the rolling direction, and the vertical direction is the normal direction of the sheets.
3 Results and discussion
The HIPed samples of Ti-47Al-2Nb-2Cr-0.2W have a typical NG structure, consisting mainly of gamma phase with a few ��2 particles dispersing in the matrix. The alloy sheets, after being rolled at 1300 ��C without any heat treatments, have an inhomogeneous duplex microstructure consisting of fine elongated gamma grains and lamellar grains with obvious morphological directionality along the rolling direction.
3.1 Grain growth kinetics and thermodynamics
Figure 1 shows the optical microstructures of the as-rolled sheets soaked at 1310 ��C for 5, 10, 30, 60 and 120 min followed by furnace cooling. All the microstructures are fully lamellar and with increasing lamellar colony size, the annealing time increases. The average colony size varies from 325 ��m at annealing time of 5 min, to 570 ��m at annealing time of 120 min. All of the grains became more equiaxial, and the morphological directionality in as-rolled microstructure had been eliminated after the heat treatment.
The fully lamellar microstructure could be obtained by annealing the alloy in the �� single phase region and subsequently furnace cooling. During the cooling process, gamma laths nucleate from �� grains, and finally fully lamellar structure forms through the ledge mechanism. As shown in Fig. 2, many ledges can be observed in the interfaces between the �� lath and �� lath after annealing. These ledges could be generated from Shockley partial dislocations, and their movements led to the growth of the �� lath with reducing of the �� phase [11]. Assuming no grain growth took place during cooling process, the lamellar colony size can be presumed to represent the prior �� grain size, and the average grain size D can be calculated using the following equation [16]:
 (1)
(1)
where c1 is a constant; t is the annealing time; n is the grain growth exponent.
Logarithmic equation (1) can be written as follows:
 (2)
(2)
The double logarithmic plot of average grain diameter against annealing time for as-rolled TiAl alloy is shown in Fig. 3. As shown from the results, all the fitted lines for the sheets annealed at 1310, 1315, and1325 ��C have a similar linear slope of about 0.2. For ideal pure metal with uniformed grain structure, n can generally be equal to 0.5. If the metal contains impurities, which can hinder the grain boundary from moving, n may be less than 0.5. Several works had been done to understand the growth of TiAl alloys containing alloying elements such as Nb, W, Cr, and Mn [17,18]. The values of the grain growth exponent in these alloys were regarded to vary from 0.2 to 0.45.
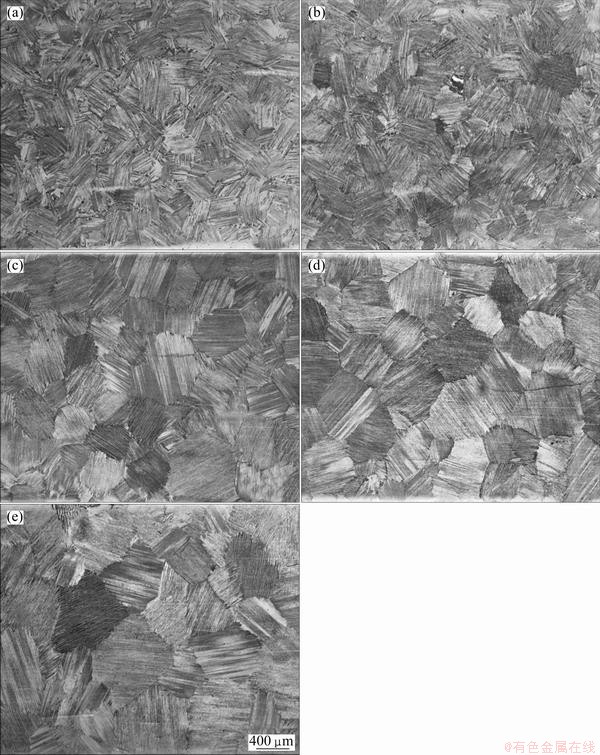
Fig. 1 Optical microstructures of as-rolled sheets after being heat-treated at 1310 ��C for 5 min (a), 10 min (b), 30 min (c), 60 min (d) and 120 min (e) followed by furnace cooling
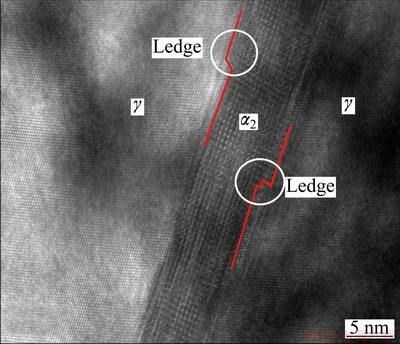
Fig. 2 HREM image showing ledges at lamellar interfaces in as-rolled TiAl sheets after annealing
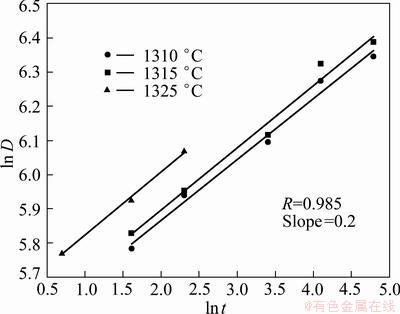
Fig. 3 Double logarithmic plots of average grain size and annealing time for alloy annealed at 1310, 1315 and 1325 ��C
It is suggested that the as-rolled alloys exhibit a smaller grain growth exponent than other TiAl alloys, which indicates a slower rate of grain growth. The rate of grain growth depends on the composition because different alloying elements have different effects on grain growth. The growth rate also depends on the states of the alloys since different states contain different internal energies which are the driving force of grain growth. In the present study, the as-rolled alloys contain high deformation energy and high grain boundary energy. Thus, the �� grains will grow dramatically in a short time when annealed in the �� single phase, consuming most of the alloy��s internal energy, after which the grain growth may slow down in the later annealing period between 5 min to 120 min.
The annealing temperature is also an important factor because the grain growth is a thermally activated process. The higher the annealing temperature is, the faster the grains grow. The relationship between the grains growth and annealing temperature T can be described by the following empirical equation:
 (3)
(3)
where c2 is a kinetic constant; R is the gas constant; Qm is the activation energy for grain boundary migration; n is a constant (here n is 0.2).
Equation (3) can be changed into
 (4)
(4)
Putting the experimental data into Eq. (4), we can obtain the result shown in Fig. 4. Qm can be calculated to be approximately 225 kJ/mol. We know that the self- diffusion activation energy values of Ti in TiAl alloy and Al in TiAl alloy are ~250 kJ/mol [19] and ~360 kJ/mol [19], respectively. The value of activation energy for grain boundary migration is closer to but slightly less than the self-diffusion activation energy value of Ti in TiAl alloy. So the grain growth of �� grain may be controlled by the diffusion of Ti.
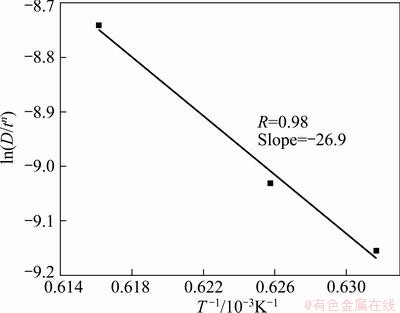
Fig. 4 Plot of ln(D/tn) versus 1/T with annealing time of 10 min
3.2 Lamellar grain boundary morphology
Figure 5 shows the effects of cooling route on the grain boundary morphology, grain size and interlamellar spacing of the alloy. When the as-rolled alloy was heat-treated at 1310 ��C for 5 min, then quickly transferred to another furnace with a temperature of 900 ��C for about 5 min, followed by air-cooling, the lamellar structure in Figs. 5(a) and (c) has an average grain size of 165 ��m and interlamellar spacing of 200 nm. When the as-rolled alloy was heat-treated at 1310 ��C for 5 min and then furnace cooled, the average grain size increases to 325 ��m with an interlamellar spacing of 400 nm, as shown in Figs. 5(b) and (d).
The �� laths preferentially nucleate and grow from the grain boundaries, which possess high energy, during cooling process [20]. Fast cooling with large undercooling can apply enough activation energy for �� laths to nucleate at most �� grain boundaries. So, the grain boundaries can be kept planar from high temperature to room temperature due to the stability of the lamellar structures. On the contrary, only a part of the sites can be used for �� laths to nucleate and grow into lamellar grains by furnace cooling without the enough activation energy. During this cooling process, the parent lamellar would grow into their neighboring grains which could still be undecomposed �� phase, and result in the interlocked structure.
The effects of different annealing time on lamellar grain boundary morphology in as-rolled alloys are shown in Fig. 6. It can be noted from Fig. 6 that the lamellar grain boundary became more planar with increasing the annealing time from 5 min to 120 min. This demonstrates that a longer annealing time is beneficial to obtaining planar lamellar grain boundary, which is similar to study the by PRASAD and CHATURVEDIM [17]. But the reasons for this are still not very clear. DUDZINSK et al [21] suggested that lowering grain boundary energy level is conducive to form planer boundary. If prolonging the annealing time, the �� grains will grow with the consumption of internal energy and the grain boundary energy. When an �� grain transforms into the lamellar structure while its neighboring grains may also have transformed at the same time, so more energy has been consumed. The whole system would become more stable with a lower system energy. Thus, the alloy annealed for a longer period tends to have planar boundary grains.
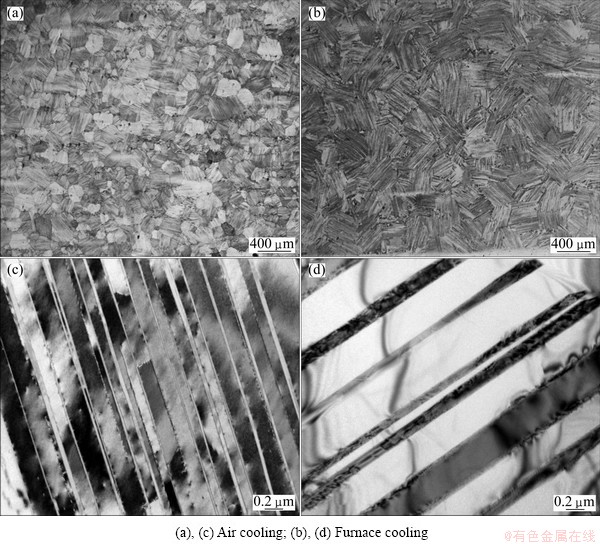
Fig. 5 TEM images (a, b) and optical micrographs (c, d) of as-rolled alloy after heat-treatment at 1310 ��C for 5 min followed by different cooling routes
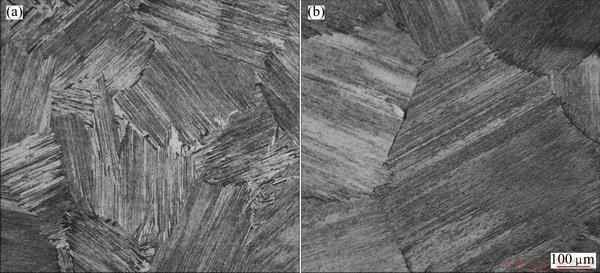
Fig. 6 High magnification optical micrographs of as-rolled sheets annealed at 1310 ��C for 10 min (a) and 120 min (b)
4 Conclusions
1) Heat treatment of the as-rolled Ti-47Al-2Nb- 2Cr-0.2W alloy sheets in �� single phase area leads to the formation of a fully lamellar structure with no morphological directionality. The lamellar grains can be refined via controlling the cooling rate and annealing time.
2) The grain growth exponent of the alloy at temperature around ��-transus is approximately 0.2, and the activation energy of grain boundary migration is around 225 kJ/mol.
3) The lamellar grain boundary morphology depends on the cooling route and annealing time. A fast cooling rate and a relatively long annealing time result in planar grain, while a slow cooling rate tends to form interlocked lamellar structure.
References
[1] LEE D B, PARK K B, NAKAMURA M. Effects of Cr and Nb on the high temperature oxidation of TiAl [J]. Metals and Materials International, 2002, 8(3): 319-326.
[2] ZHANG W J, DEEVI S C, CHEN G L. On the origin of superior high strength of Ti-45Al-10Nb alloys [J]. Intermetallics, 2002, 10(5): 403-406.
[3] JIANG H R, WANG Z L, MA W S, FENG X R, DONG Z Q, ZHANG L, LIU Y. Effects of Nb and Si on high temperature oxidation of TiAl [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(3): 512-517.
[4] TOSHIMITSU T. Manufacturing technology for gamma-TiAl alloy in current and future applications [J]. Rare Metals, 2011, 30: 294-299.
[5] SEMIATIN S L, SEETHARAMAN V. Deformation and microstructure development during hot-pack rolling of a near-gamma titanium aluminide alloy [J]. Metallurgical and Materials Transactions A, 1995, 26: 371-381.
[6] NIU H Z, KONG F T, XIAO S L. Effect of pack rolling on microstructures and tensile properties of as-forged Ti-44Al-6V- 3Nb-0.3Y alloy [J]. Intermetallics, 2012, 21: 97-104.
[7] KIM Y W, ROSENBERGER A, DIMIDUK D M. Microstructural changes and estimated strengthening contributions in a gamma alloy Ti-45Al-5Nb pack-rolled sheet [J]. Intermetallics, 2009, 17: 1017-1027.
[8] SEETHARAMAN V, SEMIATIN S L. Microstructures and tensile properties of Ti-45.5Al-2Nb-2Cr rolled sheets [J]. Materials Science and Engineering A, 2001, 299: 195-209.
[9] HERROUIN F, HU D, BOWEN P, JONES I P. Microstructural changes during creep of a fully lamellar TiAl alloy [J]. Acta Mater, 1998, 46: 4963-4972.
[10] GRINFELD M A, HAZZLEDINE P M, SHOYKHET B, DIMIDUK D M. Coherency stresses in lamellar TiAl [J]. Metallurgical and Materials Transactions A, 1998, 29: 937-942.
[11] BEDDOES J, SEO D Y, CHEN W R. Relationship between tensile and primary creep properties of near ��-TiAl intermetallics [J]. Intermetallics, 2001, 9(10-11): 915-922.
[12] WANG J N, XIE K. Refining of coarse lamellar microstructure of TiAl alloys by rapid heat treatment [J]. Intermetallics, 2000, 8(5-6): 545-548.
[13] NOVOSELOVA T, MALINO S, SHA W. Experimental study of the effects of heat treatment on microstructure and grain size of a gamma TiAl alloy [J]. Intermetallics, 2003, 11: 491-499.
[14] HUANG J S, LIU B, ZHANG W, ZHANG Y, LIU Y, HE Y H, HUANG B Y. Revolution of microstructure of as-cast TiAl alloy [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 643-650. (in Chinese)
[15] HE W W, TANG H P, LIU H Y, JIA W P, LIU Y, YANG X. Microstructure and tensile properties of containerless near isothermally forged TiAl alloys [J]. Transactions of Nonferrous Metals SocietyofChina, 2011, 21(12): 2605-2609.
[16] HUMPHREYS F J, HATHERLY M. Recrystallization and related annealing phenomena [M]. Oxford: Elsevier, 2004: 335-336.
[17] PRASAD U, CHATURVEDIM C. Grain coarsening in Ti-45Al based titanium aluminides at supertransus temperature and subsequent lamellar structure formation [J]. Materials Science and Technology, 2004, 20: 87-92.
[18] ZHANG W J, FRANCESCONI L, EVANGELISTA E. Homogenization kinetics of a cast Ti-48A1-2W-0.5Si alloy [J]. Materials Science and Engineering A, 1996, 220: 168-175.
[19] HERZIG C, PRZEORSKI T, MISHIN Y. Self-diffusion in ��-TiAl: An experimental study and atomistic calculations [J]. Intermetallics, 1997, 7(3-4): 389-404.
[20] ZHANG W J, FRANCESCONI L, EVANGELISTA E. Characterization of Widmanstatten laths and interlocking boundaries in fully-lamellar TiAl-base alloy [J]. Scripta Materialia, 1997, 37(5): 627-633.
[21] DUDZINSKI D, ZHAO L, BEDDOES J, WALLACE W. Microstructural evolution of near-TiAl alloys during long-time heat treatments [J]. Scripta Materialia, 1996, 35(3): 367-372.
Ti-47Al-2Nb-2Cr-0.2W�Ͻ����в�Ƭ�ṹ���ݻ�
¬ ��1���� �1���� ӽ1��������1���� ��1����Ծ��1�������2
1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083
ժ Ҫ��ͨ�����������õ�Ti-47Al-2Nb-2Cr-0.2W�Ͻ𱡰塣��ĺϽ���֯����ϸС�Ħ�������Ͳ�Ƭ״�ľ�����ɵ�˫̬��֯��Ȼ����������Ͻ�����֯�����ȣ������Ʒ���������Է����ԡ��о��ڦ������ȴ�������İ�ģ������ʾͨ����ͬ�ȴ�����ʽ�ɵõ���ͬ�����ߴ缰������ò��ȫ��Ƭ��֯��ƽ�������ߴ����ű���ʱ����ӳ�����������������Ϊ0.2������������ԼΪ225 kJ/mol���ִ�IJ�Ƭ״���ſ���ͨ��������ȴ��ʽ������ʱ����õ���Чϸ����
�ؼ��ʣ�TiAl�Ͻ��ȴ�������Ƭ�ṹ����������
(Edited by Hua YANG)
Foundation item: Project (2011CB605505) supported by the National Basic Research Program of China; Project (51174233) supported by the National Natural Science Foundation of China
Corresponding author: Lan HUANG; Tel: +86-15973118718; E-mail: hazefog31@yahoo.cn
DOI: 10.1016/S1003-6326(13)62596-0
Abstract: The Ti-47Al-2Nb-2Cr-0.2W alloy sheets were obtained by hot pack rolling. The as-rolled sheet has an inhomogeneous duplex microstructure composed of elongated gamma grains and lamellar colonies. Heat treatments were conducted on the as-rolled sheets. The results show that the microstructures with different sizes and grain boundary morphologies were developed after different heat treatments. A coarse fully lamellar structure can be refined if the heating time, together with the cooling rate, is appropriately controlled. The grain growth exponent is found to be approximately 0.2, and the activation energy of grain boundary migration of the alloy is around 225 kJ/mol.
