
���±�ţ�1004-0609(2010)S1-s0937-05
��������TC11�ѺϽ��ñ�����ѧ�ɷֿ���
�δ��࣬�÷���Ű��٣�ë �裬�Է������պ���
(������ҵ�ɷ�����˾������ 721014)
ժ Ҫ��
�Գ�־��Ȼ������ĺ����Ѻ��м�Ͻ�Ϊԭ�ϣ��о��Ʊ���ѧ�ɷָ߾����Թ�������TC11�ѺϽ�ѧ�ɷ��ñ����ĺ������գ�����Ӱ�������Ͻ�ɷ־����Ժ�ұ����������Ҫ�������ؽ��з�����̽�֡�������������û�ѧ�ɷֺϸ��������˵��м�Ͻ��뺣���ѵ�����Ͼ����Ʊ����Ժĵ缫������Ժĵ绡¯���������Ƶõı���ұ���������죬�Ͻ�Ԫ�ؼ�����Ԫ�طֲ����ȡ�����С����ȫ�����������TC11�ѺϽ�ѧ�ɷ��ñ���Ҫ��
�ؼ��ʣ�
TC11�ѺϽ�����������ѧ�ɷ�����������
��ͼ����ţ�TG146.2+3���� ���ױ�־�룺A
Control of chemical composition of TC11 alloy standard sample for spectral analysis
REN Chun-yan, LI Dong-mei, ZHANG Ai-rong, MAO Qi, ZHAO Fang-li, SU Hai-jun
(Baoji Titanium Industry Co., Ltd., Baoji 721014, China)
Abstract: The sponge titanium and master alloys were used as the raw materials. The reasonable technique to prepare the high uniformity TC11 standard sample for spectral analysis was determined. The main process factors affected the uniformity of the chemical property and the metallurgical quality were analysed and discussed. The results show that the TC11 alloy standard sample with good quality, fine uniformity and well satisfied for spectral analysis can be obtained through taking the master alloy of the eligible chemical property and the appropriate size, well-mixed with the sponge titanium as raw materials after three times vacuum arc furnace (VAR) smelting.
Key words: TC11 alloy; standard sample; chemical composition; uniformity
����TC11�ѺϽ������ɷ�Ϊ��Ti-6.5Al-3.5Mo-1.5Zr-0.3Si���൱��ǰ����BT9�ѺϽ����ڸ��������������ͦ�������ǿ�ѺϽ�����ǿ������Ӣ��IMI679�Ͻ����ǿ�ԣ����ʹ���¶ȿɴﵽ500 �棬�����������������̼���ҶƬ���ǹ������շ���������Ҫ�ѺϽ����[1]��Ŀǰ���������Ƚ�����ݵ��ѺϽ�ѧ�ɷַ��������ǹ����������÷�����������Ԥ���Ʊ��߾������ѺϽ��������ʵ��ּ���о�ȷ����������TC11�ѺϽ��ñ����ĺ����Ʊ����ա�
1 ��ʵ��
����TC11�ѺϽ�ѧ�ɷֹ���������Ҫ���Ƶ�6�ֻ�ѧ�ɷֺϸ�ı�����
����������ͼ1��ʾ��
ʵ����û�ѧ�ɷֺϸ��������˵�0��������

ͼ1 ����������������
Fig.1 Flow chart of preparation of standard sample
��Al-Mo��Al-Si���м�Ͻ�Ϊԭ�ϣ������˹����ϵķ�ʽ�Ʊ��Ͻ�缫�飬�پ�����Ժĵ绡¯3�������Ƶ�ֱ��Ϊ150 mm����������
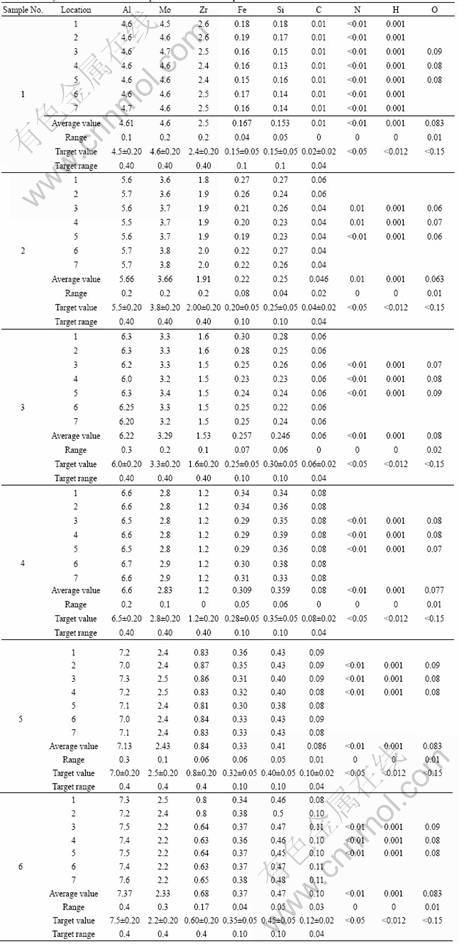
����������ֱ��Ϊ150 mm�������������ó����ӹ��ķ���ȥ�����������㼰��������ȱ�ݺ�ȡ��ѧ�ɷַ����������ⶨ���Ͻ�Ԫ��Al��Mo��Zr��Si������Ԫ��Fe��C��N��H��O�������еķֲ��������ѧ�ɷַ�����GB/T4698��Ҫ����С�����ȡ��λ��1~7ʾ��ͼ��ͼ2��ʾ��

ͼ2 ����ȡ��λ��ʾ��ͼ
Fig.2 Location of sample
2 ��������
������ѧ�ɷַ����������1��
�ӱ�1���Կ�����6�ֻ�ѧ�ɷݺ�����ͬ�ı��������Ͻ�Ԫ��Al��Mo��Zr��Si������Ԫ��Fe��C�ڲ�ͬ��λ�����ļ���ֵ������Ŀ�꼫��ֵ����������3������Ժĵ绡¯�����ı�����ȡ�������Ͻ������Ԫ�غ�������С���ɷ־��������á�
2.2.1 �м�Ͻ��ѡ�������
���ݱ����Ʊ���Ҫ������Ԫ��O��N��H�ĺ�����Ҫ��ԭ���Ϻ���������Ӧ�����ʺ����й����⣬����Ԫ��Fe��C�ĺ��������Ͻ�Ԫ��Al��Mo��Zr��Si�ĺ������������Ϊ���ơ�
TC11�ѺϽ��кϽ���ԪAl���ܶȽ�Ϊ2.70 g/cm3���۵�Ϊ660 �棬Si���ܶ�Ϊ2.33 g/cm3���۵�Ϊ1 410 �棬Mo���ܶ�Ϊ10.2 g/cm3���۵�Ϊ2 610 �棬��3�ֺϽ���Ԫ���Դ���������ʽ���룬���ײ������۵㡢���ܶ���Ԫ�ļ��Ӻ�ƫ�����Լ����۵���Ԫ��ƫ��[2]����ˣ�Ϊ�˸��ƺϽ��������˷�ƫ���Ͳ��ۼ��ӵ�ұ��ȱ�ݣ�Ӧ�����ܶȡ������ݡ��ܻ�DZ�����������ӽ���Al-Mo��Al-Si�м�Ͻ���Ϊ���Ӽ�[2]��
ԭ�Ϻ����Ѻ����м�Ͻ��������Ӽ���Fe��Si��C�����Ա�����������Ӧ�����ʺ����кܴ�Ӱ�졣��ˣ�Ϊ�˱�֤����Fe��Si��C��������Ŀ�����ֵ�������ϼ���ʱ��������ͨ���㷽�����Ǻ�������Fe��Si��C�����⣬�������ֿ����м�Ͻ�ʹ��������Ӽ���Fe��Si��C�ĺ������Դﵽȷ���ƺϽ�ɷֵ�Ŀ�ġ�
���⣬�м�Ͻ𡢴��������Ӽ��뺣��������Ӧ������һ����Χ�ڣ��������䣬Al-Mo�м�Ͻ�ʹ�����Zr�Ŀ���Ӧ����ϸС[2]���������м�Ͻ��ڵ缫�еľ��ȷֲ���ͬʱ��ߵ缫��ǿ�ȡ���֤������ʱ�м�Ͻ��������ͬ���ۻ����������������еķ��������飬�˷��ɴ˶�����ĺϽ�Ԫ��ƶ��ƫ����
2.2.2 �缫�Ʊ���ʽ��Ӱ��
��������Ժĵ绡¯�������۳صĹ��ȶ����ޣ�����ˮ��ͭ���������Ѽ��ѺϽ�ʱ���۳ص�ƽ�����ȶ�Լ���ڻ������260~300 ��[2-3]����һ�����ȶȷ�Χ�ڣ�ԭʼ¯�ϵĺϽ�״̬����ֲ�ֱ��Ӱ���źϽ����̺����֯�ɷ֡���ˣ�Ҫ��û�ѧ�ɷ֡���֯���ȵĺϽ𣬱��뱣֤ԭʼ¯�ϺϽ�Ԫ�صľ��ȷֲ�[4]��
���ú����Ѻ��м�Ͻ�缫���ϵķ�������ԭ�Ͻ��о��Ȼ��������ٽ���ѹ�ơ���ѹ�ƹ����У�һЩ���Ƚ�С���м�Ͻ�ʹ��������Ӽ��ͬ�̶ȵ�ɢ����ģ�ߵײ���������ȫѹ���ڵ缫���У����ԺϽ�ɷּ�������Կ�����ɲ���Ӱ�졣ʵ���У��Ƚ������ĺ���������ģ�ߵײ����ٽ����������м�Ͻ�Ļ��������ģ��һ��ѹ�ƣ�ʵ�ֺϽ�Ԫ�����Ժĵ缫�еľ��ȷֲ����Ӷ�Ϊ��֤�Ͻ�������ջ�ѧ��
��1 ������ѧ�ɷַ������(mass fraction, %)
Table 1 Analysis results of chemical composition of standard sample
�ֵľ����Ե춨������
2.2.3 ������նȵ�Ӱ��
����������£�����������ʱ��Һ����������۵ε���ʽͨ����4 700 ��ĸ��»�������ˮ��ͭ�����ڹ��ɣ��Լ���ˮ��ͭ�����ڱ���Һ̬ʱʵ�����ѺϽ�����ܻ������ڼ䷢��һϵ�е���������ѧ��Ӧ�����ᴿ������[3]��ͬʱ����������״̬�£��Լ�϶����Ԫ��H��O��N��C���ر����У��ᷢ����������ܽⷴӦ[4]����ˣ�������նȸߣ������ڽ���¯�����к�����O��N��H��C�ĺ�����ͬʱ�����ڽ����ۻ�ʱ������ϸ����ų����ɴﵽ��Чȥ�������е�����ͷǽ��������ȷ���ƻ�ѧ�ɷ֣����ٺϽ�Ԫ�����������Ŀ��[5]�������ߵ���ն��ֻᵼ�ºϽ��б�������ѹ�ϸߵ���Ԫ(ͨ��Ϊ���۵���Ԫ)�ӷ������أ���������ѹ��Խ�С����Ԫ�ӷ����ϵͣ��Ӷ�ʹ�����������и���Ԫ�ӷ��IJ�ͬ����������նȵ���ߣ���������ѹ���ڻ��������Al��Fe��Si������Һ�����ӷ���Ӧ��Һ��ӷ���Ӧ��ʹ�ɷ־����Բ�����[4]����ˣ�Ϊ�˱�֤�Ͻ�Ĵ���ȣ���Ч���ƺϽ�ѧ�ɷֵľ����ԣ�Ӧ��������նȿ�����һ����Χ�ڡ�
2.2.4 ����������Ӱ��
TC11�ѺϽ����ڦ��ȶ�Ԫ�غ����ϸߵĦ�+�������ѺϽ𡣲�������Ժĵ绡¯����ʱ���������������Ժĵ缫���ۻ��ͺϽ�����̡��ᾧͬʱ���У�ʼ�մ����Ź�������Һ�����������̹����У��Ͻ�Ԫ���ڹ�������Һ������Ũ�Ȳ�ͬ�����ҺϽ�����������״����ǰ�ػ���ֵ��ᾧ����Щ���ᾧ�س�����Һ̬�۳صĵײ�����������Ԫ�ص�ƽ�����ϵ����ͬ�����ᾧ�ؼ��Һ̬�۳��е�����Ԫ�غ���������ƫ�������������������Ӷ������й��ɵ�����ƫ������ν�Ħ�ƫ����Ҳ�Ʀ°�(���ȶ�Ԫ�ظ�����)[6-7]��
��С��������������ʹ�۳ش��ڽ�ƽ��״̬����������Ч��ֹ�۳ص��Ŷ��Խᾧǰ�صij�ˢ��ͬʱҲ�����ڽ��������ٶȣ���С�۳���Ⱥ��۳��¶��ݶȣ������۳ر�ƽ��Ϊ����ᾧ������������[3]����ߺϽ�����ԣ����ٺϽ�ƫ��������ұ��ȱ�ݣ��Ӷ�ʵ�ֺϽ�������ӺͺϽ���Ԫ�ľ��ȷֲ����ʵ����������������ʹ������Һ���������࣬������С���������������������ڽ����зǽ������ʺ��������ʵ�ȥ������ߺϽ��ᴿЧ������ˣ��ۺϿ��Ǹ��ֹ������أ���һ������ʱ���˲����ʵ���������������ڶ��Ρ���������ʱ��Ӧ���ý�С�������������Ӷ�ʵ�ֺϽ�����ᴿЧ���ã����ӡ�ƫ����ұ��ȱ�ݣ���ѧ�ɷݾ��������á�
��ʵ���ƵõĺϽ������������ѺϽ�Ȩ����������⣬����������仯ѧ�ɷ־��ȣ���ƫ���ͼ��ӵ�ұ��ȱ�ݡ�
3 ����
1) ���û�ѧ�ɷֺϸ��������˵��м�Ͻ��뺣���ѵ�����Ͼ��ȣ��Ʊ����Ժĵ缫��������Ժĵ绡¯3���������Ƶõı���ұ���������죬��ȫ�����������TC11�ѺϽ�
2) �������Ͻ�Ԫ�ؼ�����Ԫ�طֲ����ȣ�������С��
REFERENCES
[1] ������. �ѵ�Ӧ�ü���[M]. ��ɳ: ���ϴ�ѧ������, 2008: 106.
WANG Gui-sheng. Application technology of titanium[M]. Changsha: Central South University Press, 2007: 106.
[2] ��ϡ�н������ϼӹ��ֲᡷ��д��. ϡ�н������ϼӹ��ֲ�[M]. ����: ұ��ҵ������, 1984: 360-404.
Editorial Group of Processing Handbook of Rate Metal. Processing handbook of rare metal[M]. Beijing: Metallurgical Industry Press, 1984: 360-404.
[3] л��ľ. �Ѽ��ѺϽ�����[M]. ����: ��е��ҵ������, 2005: 231-249.
XIE Cheng-mu. Titanium and titanium alloys castings[M]. Beijing: China Machine Press, 2005: 231-249.
[4] ������. ��ɫ�Ͻ������������������������[M]. ������: ��������ҵ��ѧ������, 2005: 2-65.
SU Yan-qing. Quality control of the nonferrous metal melt during the VAR smelting[M]. Harbin: Harbin Institute of Technology University Press, 2005: 2-65.
[5] �´���. ��ɫ��������������[M]. ����: ұ��ҵ������, 1998: 11-45.
CHEN Cun-zhong. Nonferrous metal smelting and ingots[M]. Beijing: Metallurgical Industry Press, 1998: 11-45.
[6] �� ��, �� ��, ������, �Ӽ���, ������. BT25�ѺϽ������ĵ��о�[J]. �ѹ�ҵ��չ, 2008, 25(3): 15-18.
KANG Yan, DENG Chao, XU Xian-ze, PANG Ji-ming, QU Heng-lei. Research on the big size BT25 titanium alloy bar[J]. Titanium Industry Progress, 2008, 25(3): 15-18.
[7] ��Ӣ��, �� ��, �� ��, ������, ����ͮ, �¶ž�, ��־ǿ. �ѺϽ���հĵ绡����������չ[J]. ϡ�н����챨, 2008, 27(5): 9-14.
ZHANG Ying-ming, ZHOU Lian, SUN Jun, HAN Ming-chen, NI Pei-tong, CHEN Du-juan, PAN Zhi-qiang. Progress of vacuum arc remelting technology of titanium alloy[J]. Rare Metals Letters, 2008, 27(5): 9-14.
(�༭ �ԡ���)
ͨ�����ߣ��δ��ࣻ�绰��0917-3382588��E-mail��xby1114@163.com
