
���±�ţ�1004-0609(2009)12-2192-06
ǥ������������BCu80Ni5SnTi����ǥ�ϵ���֯������
�� ��1, 2������ǿ1��¬����3������Ȩ1����С��1
(1. ���ִ�ѧ ���Ͽ�ѧ�빤��ѧԺ������130025��
2. ��������ѧԺ ����ѧԺ������ 130012��
3. ���ִ�ѧ �����е���������������ص�ʵ����������130025)
ժ Ҫ��
����һ���ʺ�ǥ��������������45�����ʲ��ϵ�������BCu80Ni5SnTi����ǥ�ϣ�����SEM��EDS��XRD��BCu80Ni5SnTiϵ����ǥ�ϵ�����֯��ǥ����ͷ��ѧ���ܽ����о�������������ʺ�ǥ��c-BN�Ļ���ǥ�ϳɷ�ΪCu78~81Ni5~6Sn3~5.5Ti10~12(����������%)���������¶�Ϊ858.4 �棬Һ�����¶�Ϊ874.8 �棻ǥ����֯�ɦ�-Cu�����塢Ni�����塢Cu-Sn����������Cu4Ti3��Cu3Ti2��Cu3Sn��CuSn��Ni17Sn3�Ȼ�������ɣ���ǥ�϶�c-BN����ʪ�ԽϺã���ʪ��Ϊ28?~30?��ǥ��c-BN��45�ֵĽ�ͷǿ��Ϊ210~230 MPa������ǥ��ǥ��ұ�����ԽϺã�ǥ����ͷ����ʵ��ұ���ϡ�
�ؼ��ʣ�
CuNiSnTi������������������ǥ�������ǥ����
��ͼ����ţ�TG4; TG454 ���ױ�ʶ�룺 A
Microstructure and properties of BCu80Ni5SnTi active filler metal for brazing cubic boron nitride
WANG Yi1, 2, YIN Shi-qiang1, LU Guang-lin3, LI Shi-quan1, QIU Xiao-ming1
(1. School of Materials Science and Engineering, Jilin University, Changchun 130025, China;
2. School of Mechatronies Engineering, Changchun Institute of Technology, Changchun 130012, China;
3. The Key Laboratory for Terrain-machine Bionics Engineering, Ministry of Education,
Jilin University, Changchun 130025, China)
Abstract: A new-type BCu80Ni5SnTi filler metal suitable for brazing cubic boron nitride (c-BN) and 45 steel was prepared. The microstructures of BCu80Ni5SnTi active filler metal and mechanical properties of the joints of c-BN and 45 steel brazed with BCu80Ni5SnTi filler metal were analyzed by SEM, EDS and XRD. The results show that the solidus and liquidus temperatures of the novel BCu78-81Ni5-6Sn3-5.5Ti10-12(mass fraction, %) active filler metal are 858.4 and 874.8 ��, respectively. The microstructure of the filler metal mainly consists of ��-Cu solid solution, Ni solid solution, Cu-Sn eutectic phase as well as a little Cu4Ti3,Cu3Ti2,Cu3Sn,CuSn and Ni17Sn3 compounds. The wettability of the filler metal on c-BN is good and the contact angle is about 28?-30?. The shear strength of the brazed joint between c-BN and 45 steel using this active filler metal reaches 210-230 MPa. The new-type BCu78-81Ni5-6Sn3-5.5Ti10-12(mass fraction, %) active filler metal possesses better brazing metallurgy characteristics. Chemical metallurgic joining forms in the interface between c-BN grits and BCu80Ni5SnTi active filler metal.
Key words: CuNiSnTi; cubic boron nitride; active filler metal; vacuum brazing
����������(Cubic boron nitride, c-BN)Ӳ�Ƚ����ڽ��ʯ��������Խ����������ѧ����ѧ���ܣ������˽��ʯ��Ʒ�ӹ������ȺϽ���Ϸ�����Ӧ�ľ����ԣ�����Ʒ�dz��ʺϼӹ������Ͻ����(���Ӳ�֡����ٹ��߸֡���и֡�����֡����ȸ�)���߹����Ͻ���ѺϽ�ȸ�Ӳ�����Դ�Ľ�������[1-7]�����������������Ӽ������������죬���û���ǥ��ǥ��c-BN���������Ʒ�ܵ��о���Ա�Ĺ�ע���й�ǥ��c-BN���о�������Ag-Cu-Tiϵ����ǥ��[8-10]��Ag-Cu-Tiϵ����ǥ��ǥ��c-BN���ڵ���Ҫ�������£�1) �ɱ��ϸߣ���ͷǿ����Ȼ�ϵͣ�2) ����ǥ���ۻ��¶�����Ϊ680~820 �棬��Ʒ�����¶ȵ���500 ��[11-12]����c-BN��Ϊ������ĥ���ϲ�ƥ�䣬��ʹ��Ʒ�ڸ���ĥ��������������ʧ���ء���Ԫͭ������ǥ���۵�����(860~1 000 ��)���������ܽϺá�ǿ�Ƚϸߡ��ɱ��ϵ͡�Ϊ�ˣ����ü������½�Լ���ļ��˶������������鷽����ȷ��ǥ����Cu70~90��Ni4~6(����������%)�Ͻ�Ϊ����������Sn1~10��Ti5~15(����������%)[13-14]�����������о��Ͻ�Ԫ��Sn��Ti��ͭ������ǥ�ϵ���ʪ�Ժ���ѧ���ܵ�Ӱ����ɣ�����ͭ������ǥ�ϵ�����֯����ǥ��ұ�����ԣ������ʺ���ǥ��c-BN��ֻ�������� BCu78~81Ni5~6Sn3~5.5Ti10~12ǥ�ϡ�
1 ʵ��
ǥ�ϲ��ÿ���Ϊ180~200 ��m������Ϊ99.99%��Cu��Ni��Sn��Ti�������Ż����������ϣ���Ͼ���װ��VQB-10WD�����ǥ��¯���������ɣ������¶�Ϊ1 000~1 050 �棬��նȸ���2.9��10-3 Pa������10 min��������c-BN�ɺ�������²��Ϸ�չ����˾�ṩ��������Ĥ������Ϊ250~300 ��m����������ǥ���Ƴ�200 mg��ʪ������Ʒ�������ұ�GB/T11364��2008���о�BCu80Ni5SnTiϵ����ǥ����c-BN�۾�Ƭ�������ʪ�ԣ���Ϊ����ǥ�϶�c-BN������ʪ�Ե����ݡ�����BCu80Ni5SnTiϵ����ǥ�����ǥ������c-BN�۾�Ƭ��45�֣���CSS-44100�͵�������������Ͻ��м������飬��������1 mm/min������DTA-7�Ͳ��ȷ����Dz���ǥ�ϵĹ̡�Һ�����¶�, �����¶ȴ�25~1 150 �棬���Ⱥ���ȴ�ٶȾ�Ϊ20 ��/min������FeCl3��HCl��H2O�����Ϊ5?10?100�ĸ�ʴҺ��ǥ�Ͻ��и�ʴ������OLS3000�ͼ���۽�������JSM-5310��ɨ��羵(SEM)��������(EDS)�о�ǥ�ϵ�����֯��ǥ��ұ�����ԣ�����D/MAX-2500��X���������Ƿ���ͭ��ǥ�ϵ���֯��
2 ��������
2.1 Ti��Sn��ͭ��ǥ����ʪ�Ժͽ�ͷǿ�ȵ�Ӱ��
Ti�ǻ���Ԫ�أ�����c-BN������Ӧ���ڽ��洦�γ�������ṹ��ͬ�����࣬����Һ̬����ǥ����c-BN��Ĺ�-Һ��������������ǥ�϶�c-BN����ʪ�ԡ������������CuNiΪ���ĺϽ�ϵ�У�δ���ӻ���Ԫ��Ti��ǥ�϶�c-BN��ʪ�Բ�ô�ǥ��ǥ��c-BN������ǥ����c-BN�ֲ��ҿ������䣻����TiԪ�غ�ǥ�϶�c-BN����ʪ��������ߡ�ͼ1��ʾΪTi������BCuNiSn5.5Ti5~15ǥ��ǥ��c-BN��ʪ�ǵ�Ӱ�졣��ͼ1�ɼ���Ti��������ʪ�ǵ�Ӱ��ϴ�Ti����Ϊ5%(��������)ʱ����ʪ��Ϊ48.4?�����ź�Ti�������ӣ���ʪ���½�����Ti����Ϊ12%ʱ����ʪ�ǽ���29.5?����������Ti��������ʪ���½����Ƽ�����ͼ2��ʾΪSn������BCuNi Ti10Sn1~10ǥ��ǥ��c-BN��ʪ�ǵ�Ӱ����ɡ���ͼ2�ɼ���Sn����Ϊ1%ʱ����ʪ��Ϊ36.4?��Sn����10%ʱ����ʪ��Ϊ30.2?����Ti��ȣ�Sn����ʪ�ǵ�Ӱ���С������ǥ��������͵�Ӱ��������ͼ3��ʾΪBCuNiSn5.5Ti10ǥ�϶�c-BN����ʪ��ò����ͼ3�ɿ�����ǥ����c-BN �۾�Ƭ���ۻ���ȫ��չ����ʪ��Ϊ28?~30?ʱ����ʪǰ���γ���һ�������ǥ����ɫ��һ������ʪ������ǥ��c-BN����ʱ��ǥ����ȫ������c-BN�����ܱߣ��ɼ���BCuNiSn5.5Ti10����ǥ�϶�c-BN�������õ���ʪ�ԡ�
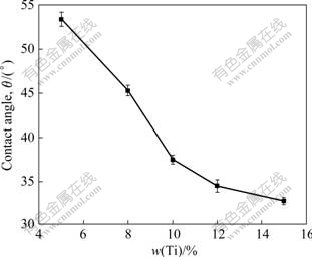
ͼ1 ͭ��ǥ����Ti��������ʪ�ǵ�Ӱ��
Fig.1 Effect of Ti content in Cu-based filler on contact angle
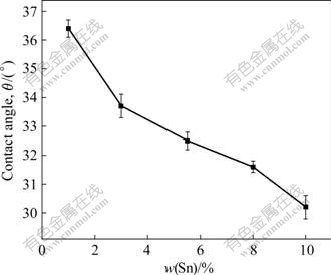
ͼ2 ͭ��ǥ����Sn��������ʪ�ǵ�Ӱ��
Fig.2 Effect of Sn content in Cu-based filler on contact angle

ͼ3 CuNiSnTi����ǥ�϶�c-BN��ʪ����ò
Fig.3 Wetting morphologies of CuNiSnTi active filler metal on c-BN
ͼ4��ʾΪTi��Sn������c-BN��45��ǥ����ͷ����ǿ�ȵ�Ӱ����ɡ���ͼ4�ɼ���Ti��Sn��Ԫ�ض�c-BN��45������ǥ����ͷ����ǿ�Ⱦ�������Ӱ�졣��Sn����һ��ʱ��ǥ����ͷ����ǿ���溬Ti�������Ӷ��仯������Ti����Ϊ10%~12%ʱ��ǥ����ͷ����ǿ�ȴﵽ���ֵ��Sn�����仯��ǥ����ͷ����ǿ�ȵ�Ӱ�������Ti�����ƣ�Ti����һ��ʱ����Sn����Ϊ5.5%ʱ��ǥ����ͷ����ǿ�����
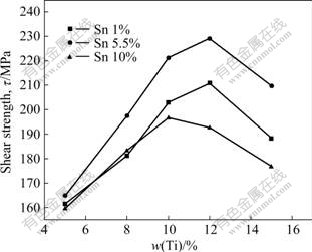
ͼ4 Ti��Sn������ǥ����ͷ����ǿ�ȵ�Ӱ��
Fig.4 Effect of Ti and Sn contents on shear strength of brazed joint
Ti��Sn��ǥ�ϵ���ʪ�ԡ���ͷ����ǿ�Ⱥ�ǥ��������Ͷ���Ӱ�졣Ti��Ϊ����Ԫ�أ���ǥ��������������ã�����Ti����������Ti�Ļ��ԣ������Դٽ����淴Ӧ��������ǥ����ʪ������γɺ����ǥ�϶�c-BN����ʪ�ԣ��Ӷ����ǥ����ͷ�Ŀ���ǿ�ȡ���Ti��������ǥ�������γ�Cu3Ti2��Cu4Ti3�ȴ��Ի����ʹ��ͷ����ǿ�Ⱥ����Լ����½���Sn��ǥ�ϺϽ��еĹ��ܶȽϴ���Ч����ǥ�ϵ������ԣ���һ�����ǥ�ϵ���ʪ�Ժ�ǿ�ȣ�ʹǥ������������ۡ���Sn���۵�ϵͣ���Cu��Ni��Ti���ۻ��¶����ϴ���Sn������ʱ��ǥ���д�����Sn��ƫ����ʹǥ������ѧ���ܲ����ȣ�������ʱ���ڳ���Ӧ�����в������ƣ����½�ͷ����ǿ���½���
2.2 ͭ������ǥ�ϵ�����֯
BCu80Ni5SnTiϵ����ǥ����֯�ɦ�-Cu�����塢Ni�����塢Cu-Sn�������侧���Ϸֲ���Cu-Ti��Cu-Sn��Ni-Sn�Ȼ�������ɡ�ͼ5��ʾΪ5�ֲ�ͬ�ɷ�BCu80Ni5SnTiϵ����ǥ�ϵ�����֯��ͼ6��ʾΪǥ�ϵ�XRD�ס���ͼ5�ɿ�����BCu88Ni5Sn1Ti5ǥ���ɴ�����ɫ������-Cu�����塢Ni�����塢Cu-Sn��������Cu�����徧����������ɫCu3Ti2��Ni17Sn3��������ɣ�BCu84Ni5Sn3Ti8ǥ���Ц�-Cu�����徧��ϸ����������֯���٣����������࣬����Cu4Ti3�µĻ��������ɣ�BCu79.5Ni5Sn5.5Ti10ǥ�Ϧ�-Cu���������ϸ������ɫ���������࣬��Cu3Sn��CuSn�������ɣ�BCu75Ni5Sn8Ti12ǥ�Ϧ�-Cu���������ɢ�ֲ���������֯��̬�ɰ�״ת��ɲ�Ƭ״�������仯�������������ҿ�ʼ�žۣ�BCu70Ni5Sn10Ti15ǥ���Ц�-Cu�����徧����ú�ϸС��������֯��̬��ת��Ϊ��״�������仯�����ž۲���֦״��չ�����������Ti��Sn������BCu80Ni5SnTiϵ����ǥ�ϵ�����֯Ӱ�����ԡ�����Ti����5%~10%����Sn����1%~5.5%ʱ��ǥ����Ҫ�ɦ�-Cu�����塢Cu-Sn�����ͻ���������ɣ�����Ti��Sn���������ӣ���-Cu�����徧��ϸ����������֯���٣������������ӣ�����Ti������10%����Sn������5.5%ʱ��ǥ���Ц�-Cu�����徧����һ��ϸ��������Ti��Sn���������ӣ�Ӱ�쾧���������ʡ��ᾧ ǰ���¶��ݶȣ��Ҿ�������ܸı䣬���¹�����֯��̬�ı䣬�����仯�����������ಢ��֦״��չ����Cu-Sn��Cu-Ti��Ԫ��ͼ��֪��Ԫ��Ti��Sn��Cu���ܷ�����Ӧ�����ɽ����仯�������Ti��Sn���������ӣ�Ti��Sn��Cu��ӦԽ���ң��γɵĽ����仯����Խ�࣬����ǥ�ϴ�������ǥ����ͷǿ�Ⱥ����Խ���[15]��
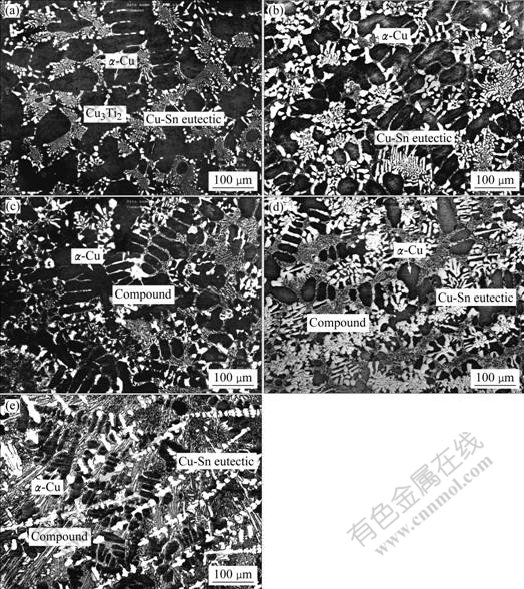
ͼ5 ͭ������ǥ������֯
Fig.5 Microstructures of Cu-based active filler metal: (a) Cu88Ni5Sn1Ti5; (b) Cu84Ni5Sn3Ti8; (c) Cu79.5Ni5Sn5.5Ti10; (d) Cu75Ni5Sn8Ti12; (e) Cu70Ni5Sn10Ti15
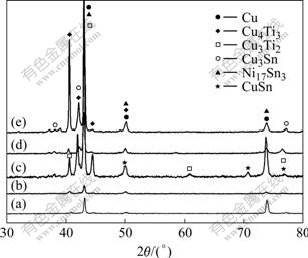
ͼ6 CuNiSnTi����ǥ�ϵ�XRD��
Fig.6 XRD patterns of CuNiSnTi active filler metal : (a) Cu88Ni5Sn1Ti5; (b) Cu84Ni5Sn3Ti8; (c) Cu79.5Ni5Sn5.5Ti10; (d) Cu75Ni5Sn8Ti12; (e) Cu70Ni5Sn10Ti15
2.3 ͭ������ǥ���ۻ��¶Ⱥ�ǥ��c-BNұ������
���о������ض�BCu80Ni5SnTiϵ����ǥ�ϵ���ʪ�Ժͼ���ǿ�ȵ�����Ӱ�����صĻ����ϣ���Cu��Ni��Sn��Ti��4��Ԫ�ؽ��л����Ż�������飬ȷ��ǥ��c-BN��45��ǥ�ϳɷ�ΪBCu78~81Ni5~6Sn3~ 5.5Ti10~12�������ȷ��������ã�ǥ�Ϲ������¶�Ϊ858.4 �棬Һ�����¶�Ϊ874.8 �棬��ͼ7��ʾ��Ti��Sn�ĺ�����ǥ�ϵ��ۻ��¶Ⱦ���һ��Ӱ�죬�溬Ti��Sn�������ӣ�ǥ��Һ�����¶��������ͣ��������¶�Ӱ���С��ǥ�϶�c-BN����ʪ�ԽϺã���c-BN����ʪ��Լ30?����45�ֵ���ʪ��С��20?�����ø�ǥ��ǥ��c-BN��45�ֽ�ͷ����ǿ�Ⱥ������쳤�ʷֱ�Ϊ210~230 MPa��6%~7%����ͼ8��ʾ��ͼ9��ʾΪBCu79.5Ni5Sn5.5Ti10ǥ��ǥ��c-BN������45�����ʽ�ͷ�Ľ����۽ṹ��������ɨ��ֲ����ߡ���ͼ9�ɼ���ǥ����c-BN��ǥ����45�ֽ��������ܣ��ڱ������������£�ǥ�ϰ���סc-BN������ǥ���еĻ���Ԫ����c-BN������ѧ��Ӧ��ʹc-BN����ֽ⣬�γ����ࡣ������������������洦Ԫ�سɷֳ��ݶȷֲ���BCu79.5Ni5Sn5.5Ti10ǥ���л���Ԫ��Ti�ڽ�����c-BN���������TiԪ���нϸߵ�Ũ�ȷֲ�������ǥ����ԭʼTiԪ�صĺ�����BCu79.5Ni5Sn5.5Ti10����ǥ����c-BN�����ֽ���ұ���Ͽ����ǥ�϶�c-BN�������ʪ�ԡ�
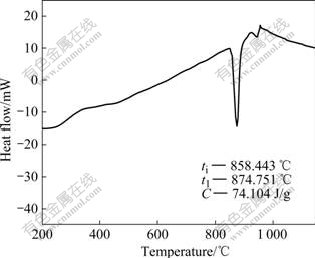
ͼ7 CuNi5Sn5.5Ti10����ǥ�ϵ�DTA����
Fig.7 DTA curve of CuNi5Sn5.5Ti10 active filler metal
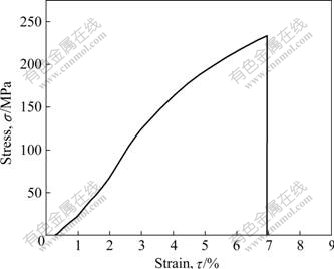
ͼ8 ����ǥ����ͷ��Ӧ����Ӧ������
Fig.8 Stress��strain curve of inhomogeneous brazing joint
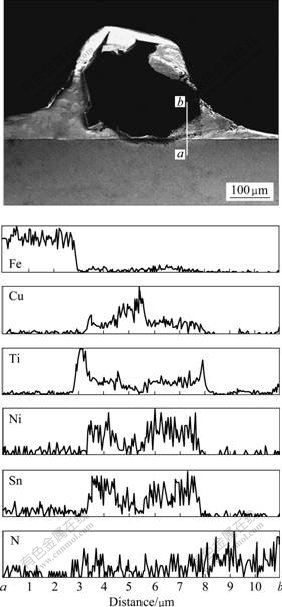
ͼ9 ����ǥ����ͷ�����۽ṹ����ɨ��
Fig.9 Microstructure and EDS line scanning patterns on interface of inhomogeneous brazing joint
3 �� ��
1) Ti��Sn���������ͭ������ǥ�϶�c-BN����ʪ�Ժ�ǥ������ij����������ҶԽ�ͷ����ǿ��������Ӱ�졣���߽������ý����������Sn��Ϊ3%~5.5%����Ti��Ϊ10%~12%ʱ��ǥ�϶�c-BN����ʪ�ԽϺã���ͷ����ǿ�Ƚϸߣ�ǥ��c-BN��45�����ʽ�ͷ��CuNiSnTiǥ�ϳɷ�ΪCu78~81Ni5~6Sn3~5.5Ti10~12���������¶�Ϊ858.4 �棬Һ�����¶�Ϊ874.8 �棬��ͷ����ǿ�ȴ�210~230 MPa��
2) ��ͭ������ǥ���ɦ�-Cu�����塢Ni�����塢Cu-Sn����������Cu4Ti3��Cu3Ti2��Cu3Sn��CuSn��Ni17Sn3�Ȼ�������ɡ����ø�ǥ��ǥ��c-BN��45�֣���ͷ���������ܣ�ǥ����c-BN�������ã��γɻ������ͽ��棬�����Ʋ��ô�ͳ��ƺ��ս�ȷ������ӵĽ����ǿ�ȡ�
REFERENCES
[1] HAIDAR M A, ISHIBASHI A, SONODA K, EZOE S. Minimization of effect of CBN wheel wear on ground gear errors[J]. International Journal of Machine Tools & Manufacture, 1999, 39(4): 607-626.
[2] CHEN X, ROWE W B, CAI R. Precision grinding using CBN wheels[J]. International Journal of Machine Tools & Manufacture, 2002, 42(5): 585-593.
[3] JACKSON M J, DAVIS C J, HITCHINER M P, MILLS B. High-speed grinding with CBN grinding wheels-applications and future technology[J]. Journal of Materials Processing Technology, 2001, 110(1): 78-88.
[4] IGOR L P, SHIPKO A A, NESTERUK I G. Investigation of contact phenomena at cubic boron nitride-filler metal interface during electron beam brazing[J]. Diamond and Related Materials, 1997, 6(8): 1067-1070.
[5] ELSENER H R, KLOTZ U E, KHALID F A, PIAZZA D, KISER M. The role of binder content on microstructure and properties of a Cu-base active brazing filler metal for diamond and cBN[J]. Advanced Engineering Materials, 2005, 7(5): 375-380.
[6] FUJISAKI K, YOKOTA H, FURUSHIRO N, YAMAGATA Y, TANIGUCHI T, HIMENO R, MAKINOUCHI A, HIGUCHI T. Development of ultra-fine-grain binderless c-BN tool for precision cutting of ferrous materials[J]. Journal of Materials Processing Technology, 2009, 209(15/16): 5646-5652.
[7] LIN H M, LIAO Y S, WEI C C. Wear behavior in turning high hardness alloy steel by CBN tool[J]. Wear, 2008, 264(7/8): 679-684.
[8] GHOSH A, CHATTOPADHYAY A K. Experimental investigation on performance of touch-dressed single-layer brazed c-BN wheels[J]. International Journal of Machine Tools & Manufacture, 2007, 47(7/8): 1206-1213.
[9] DING W F, XU J H, SHEN M, SU H H, FU Y C, XIAO B. Joining of CBN abrasive grains to medium carbon steel with Ag-Cu/Ti powder mixture as active brazing alloy[J]. Mater Sci Eng A, 2006, 430(1/2): 301-306.
[10] CHATTOPADHYAY A K, HINTERMANN H E. On brazing of cubic boron nitride abrasive crystals to steel substrate with alloys containing Cr or Ti[J]. Journal of Materials Science, 1993, 28(21): 5887-5893.
[11] LI Jia-ke, LIU Lei, WU Ya-ting, LI Zhi-bin, ZHANG Wen-long, HU Wen-bin. Microstructure of high temperature Ti-based brazing alloys and wettability on SiC ceramic[J]. Materials and Design, 2009, 30(2): 275-279.
[12] ZHANG J, GUO Y L, NAKA M, ZHOU Y. Microstructure and reaction phases in Si3N4/Si3N4 joint brazed with Cu-Pd-Ti filler alloy[J]. Ceramics International, 2008, 34(5): 1159-1164.
[13] ��¶Ȫ, ¬����, ��С��, �� ��, ������. �Ʊ����������ϲ��ϵķ���[P]. �й�ר��, 200610016981.4. 2009.
REN Lu-quan, LU Guang-lin, QIU Xiao-ming, WANG Yi, WANG Chun-hua. Method of preparing the cubic boron nitride composites[P]. CN200610016981.4. 2009.
[14] ��ӱ��. �����������[M]. �Ϻ�: �Ϻ���ѧ����������, 1990.
GUAN Ying-nan. Mixture experimental design[M]. Shanghai: Shanghai Science and Technology Press, 1990.
[15] �ݾ���, ������, �°��. ��Ԫ�Ͻ�״̬ͼ��[M]. �Ϻ�: �Ϻ���ѧ����������, 1987.
YU Jue-qi, YI Wen-zhi, CHEN Bang-di. Binary alloy state Atlas[M]. Shanghai: Shanghai Science and Technology Press, 1987.
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(50635030)������ʡ�Ƽ���չ�ƻ�������Ŀ(20070309)�������пƼ��ƻ�������Ŀ(06GJ22)
�ո����ڣ�2008-11-27�������ڣ�2009-03-22
ͨ�����ߣ���С�������ڣ���ʿ���绰��0431-85094687��E-mail: qiuxm621@yahoo.cn
ժ Ҫ������һ���ʺ�ǥ��������������45�����ʲ��ϵ�������BCu80Ni5SnTi����ǥ�ϣ�����SEM��EDS��XRD��BCu80Ni5SnTiϵ����ǥ�ϵ�����֯��ǥ����ͷ��ѧ���ܽ����о�������������ʺ�ǥ��c-BN�Ļ���ǥ�ϳɷ�ΪCu78~81Ni5~6Sn3~5.5Ti10~12(����������%)���������¶�Ϊ858.4 �棬Һ�����¶�Ϊ874.8 �棻ǥ����֯�ɦ�-Cu�����塢Ni�����塢Cu-Sn����������Cu4Ti3��Cu3Ti2��Cu3Sn��CuSn��Ni17Sn3�Ȼ�������ɣ���ǥ�϶�c-BN����ʪ�ԽϺã���ʪ��Ϊ28?~30?��ǥ��c-BN��45�ֵĽ�ͷǿ��Ϊ210~230 MPa������ǥ��ǥ��ұ�����ԽϺã�ǥ����ͷ����ʵ��ұ���ϡ�
