
���±�ţ�1004-0609(2015)-01-0143-07
Ԫ����ɢ�Ը�����ͭ�纸������֯��Ħ�����ܵ�Ӱ��
������1��������1����ѧ��2�������1����Ч��1���� ��1
(1. ����������ѧ ��ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. ���Ż�е��������˾����� 737102)
ժ Ҫ��
ժ Ҫ�����õ������纸������d100 mm��30 mm 45�Ÿ�Բ���������Ʊ����Ϊ5 mm�ĸ�����ͭ�纸�㣬���Ʊ����纸�����ھ����ײ��ֱ�Ϊ32��33��34 mm������ˮƽ�и�и�����ڻ����ϵ��纸���ȷֱ�Ϊ2��3��4 mm�������������£��о��纸����Ԫ����ɢ������֯��Ӳ�Ⱥ�Ħ��ĥ�����ܵ�Ӱ�졣�����������ָ���λ�ôӻ��嵽�纸��������������ӣ�FeԪ����ɢ���ü���������������纸����FeԪ�غ����϶࣬��Fe ��k�ຬ���࣬�ҳʵ�״����״�ž���һ���纸����������Ħ������֯���������ӣ���Ħ���������������Ħ����ţ��纸��Ӳ����ߣ���ĥ���ʽϸߣ������纸�������纸����FeԪ�غ�����ͣ�k����ò�ɴִ���֦״��ϸС��֦״����״��֯ת�䣬Ħ��������ĥ���ʾ���������, ���ĥ���ܵ����ƣ���Ҫĥ�����Ϊĥ��ĥ��
�ؼ��ʣ�
�������纸����Ԫ����ɢ��k����ò��Ħ����ĥ����
��ͼ����ţ�TG174.442���� ���ױ�־�룺A
Effects of element diffusion on microstructure and friction behavior of high-aluminum bronze plasma spray coating
HE Yan-yan1, LI Wen-sheng1, WU Xue-jun2, WANG Da-feng1, YANG Xiao-tian1, HE Ling1
(1. State Key Laboratory of Advanced Nonferrous Materials Process and Recycles,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Jinchuan Machinery Manufacturing Co., Ltd., Jinchang 737102, China)
Abstract: High-aluminum bronze coating with a thickness of 5 mm was sprayed by plasma spray welding on 45 medium carbon steel with size of d100 mm��30 mm. The workpieces were cut at zones of 32, 33, and 34 mm from the bottom of the substrate. The thicknesses of coatings on the substrate were 2, 3 and 4 mm, respectively. The effects of element diffusion on the phase structure, microhardness, friction and wear behavior were analyzed at room temperature. The results show that Fe element coming from substrate diffuses into the coating. With increasing the distance from the interface, Fe element diffusion decreases. The volume fraction of Fe-rich k phase is relatively high on the sprayed layer near the substrate. This increases the compatibility of structure between the coating and Fe-based counterpart. The k phase of coating gathers into spots or globules. Such k phase tends to stick the counterpart during friction process, which even causes some particles. Therefore, its wear behavior is the worst despite of the high hardness of coating. However, in the sample near the surface of coating, the bulky dendritic k phases change to small dendritic and granular ones, and thus results in a decrease of adhesive wear, which causes a low friction coefficient and wear rate. The wear mechanism is characterized as abrasive wear.
Key words: plasma spray coating; element diffusion; phase morphology; friction; wear
����ֲ�Ʒ���졢ѹ�ӹ�������������ģ����Cr12���Ͻ���������ī�����Ȳ���������������ڲ������Ʒ����������۲��ˣ����Ӳ�Ʒ������ɱ������������֮����ֺ��ϣ�ʹģ�߱���[1-2]��������ѧ�߶Դ����˴����о���������Cu-Al��Ԫ�Ͻ�������Al��Cu��Mg��Zn�������е��ܶȵ���ɫ����Ԫ�أ�����Ч���ӺϽ�����ģ���벻��ֵ����[3-4]���ݴ��о��߿�����һ�ֹ�������������ͭ�Ͻ�ģ�߲���(w(Al)��14%)���Ͻ�Ӳ�ȴ�370~400 HB����ѹǿ�ȴ�1200 MPa������ǿ�ȴ���580 MPa�����������ϱ߽���Ħ������С��0.08���Ը���ѹ�Ӳ�Ʒ�������dz�����[5]������������������ͭ������Ӳ�Դ࣬�����ӹ����ѣ�����ѹ�ӹ����п���ģ���׳�������ѹ���Ϳ�������Ӱ���˸ò��ϵĹ㷺��ҵ��Ӧ��[6]��
���۷�������Ч����������Ӧ���������ѵıˣ��Ҹü��������ھ�ģ�Ŀ�����[7]�������������ڿ������Ա��ǰ���о��������õ������纸������45�ֻ������Ʊ��˲�ͬCe�����ĸ�����ͭ�������纸�㣬�о����������CeԪ���ܴٽ�������FeԪ�����纸����ɢ��ϸ���纸����֯�������ӹ���CeԪ�أ��纸�����Ӳ�����ӣ�ĥ�����������࣬�뾭���Archard���ĥ��Rabinowiczĥ��ĥ��ģ�͵�Ħ��ѧ������㣣����ַ������������纸����������k����ò�ֲ�������[8]��·����[9]���֣���FeԪ�غ��������ӣ�������ͭ��̬��֯�й����庬�����ӣ���k����ò���ֲ������仯���ں����о��в��ò�ͬ�纸������45�������Ʊ��˸úϽ�Ϳ�㣬������Ԫ�شӻ��ĵ��纸��֮��ʳ�������ɢ����[10]�������纸��ȿ����纸���и�Fe��Al��k��ֲ��������Լ��纸����Ӱ��Ϳ��Ħ��ѧ������δ��������
�ڴˣ��������߲��õ������纸������45�ֻ������Ʊ����Ϊ5 mm���纸�㣬�о�������治ͬλ�ô��纸����֯�����ܵı仯���������˽���Ԫ����ɢ����������֯�ṹ��Ħ��ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ����ϼ��纸���Ʊ�
����һ���Թ�װ�����������Ͻ�[11]���Ͻ�ѧ�ɷ�(��������)ΪAl 14.16%��Fe 3.93%��Mn 0.89%��Cu 79.09%������Ϊ��Ԫ�ء��ÿ���˫����ѹ����ˮ�䷨�Ʊ��Ͻ��ĩ[12]����ɸѡ�����ζȽϺá�ֱ��ԼΪ73 ��m�ķ�ĩ��Ϊʵ����ϡ�
����Lu-F500-F600�������纸���ھ���ͪ��ϴ�ͻ�е�ֻ�������d100 mm��30 mm��45��̼��Բ���������Ʊ��纸�㣻�纸����������������Ϊ3~6 L/min���ͷ�������4~8 L/min��ת�ƻ�������ѹ25.6~27 V����ת�ƻ�����26.6~28 A��ת�ƻ�����165~180 A���ͷ���18~23 g/min����ǹ����������7~12 mm����ǹ�ڿ�ֱ��Ϊ6 mm���纸�ٶ�2 mm/s���纸����Ϊ5 mm(�纸�������ΪOC)�������ڴ�����������Ȼ��ȴ�����Ʊ����纸�����ھ����ײ��ֱ�Ϊ32��33��34 mm������ˮƽ�и���и�����ڻ����ϵ��纸���ȷֱ�Ϊ2��3��4 mm�����и���������ΪSL1��SL2��SL3����SL1Ϊ�����2 mm�ָ�㣻SL2Ϊ�����3 mm�ָ�㣻SL3Ϊ�����4 mm�ָ�㣻OCΪ���5 mm�纸�㡣
�������и���ֱ���SL1��SL2��SL3��OC��������ȡ�ߴ�Ϊd 4.8 mm��12.7 mm��Ħ��������
1.2 �纸��Ӳ�Ȳ��Լ�Ħ��ĥ��ʵ��
����HBRVU-187.5�Ͳ���ά��Ӳ�ȼƲⶨ������������Ӳ�ȣ��غ�Ϊ0.49 N������ʱ��Ϊ10 s��ÿ��Ӳ��ֵ����6��ȡ��ƽ��ֵ��
Ħ��ĥ��������MM-A������ʵ����Ͻ��У�����ʽĦ������ͼ1��ʾ��������ΪԲ�����������ߴ�Ϊd 4.8 mm��12.7 mm��Ħ��������ɰֽ��ĥ���ֲڶ�RaС��0.8 ��m����Ħ���dzߴ�Ϊd 31.7 mm��10 mm��SUS304�������(Ӳ��ΪHB202)��Ħ���������1���С�Ħ��������ϵͳ�Զ���¼��ȡĥ������ȶ�ĥ��״̬���Ħ���������õ��ӷ�����ƽ����ĥ��ǰ��Ħ������������������ĥ��������ʧ�����Ϊ0.1 mg��Ħ��ĥ�������ظ�3�Σ�Ħ��������ĥ��������ʧΪ3���������ݵ�ƽ��ֵ����Quanta 450ɨ������������EDS�۲�ĥ�������ò���ҷ������ɷ֡�
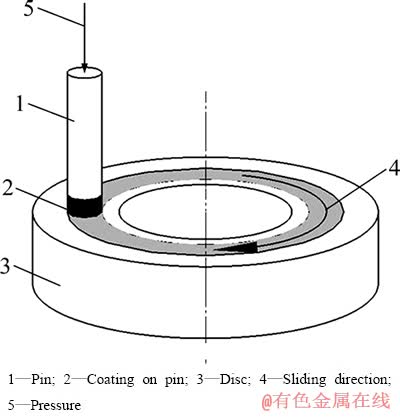
ͼ1 ����ʽĦ��ĥ��ʵ��ʾ��ͼ
Fig. 1 Schematic diagram of pin-on-disc wear test apparatus
��2 ʵ������
Table 2 Experiment condition

2 ��������
2.1 �纸����֯����ѧ����
ͼ2(a)��(c)��(e)��(g)��ʾ�ֱ�Ϊ����SL1��SL2��SL3��OC��SEM��FeԪ��ɨ��������������Ʒ��֯���ɺ�ɫ�ࡢ��ɫ��Ͱ�ɫ����ɣ���ɫ�����÷��״����֦״���״���������ڸ���Ʒ��֯����̬���ߴ缰�ֲ���ͬ����XRD������������֪����ɫ��֯��k�࣬����Fe��Al��֯����ɫ��֯�Ǧ¡��࣬��ɫ��֯�Ǧ��ಢ����������2����ɣ�Ϊ��Cu��֯[13-14]����Ԫ����������������֪������SL1��SL2��SL3��OC����FeԪ�غ����ֱ�Ϊ29.08%��28.03%��24.31%��25.31%���ȺϽ��ĩ��FeԪ�غ����ֱ��6.4��6.1��5.1��5.2����ͼ2(b)��(d)��(f)��(h)��ʾ�ֱ�Ϊͼ2(a)��(c)��(e)��(g)��������FeԪ�طֲ���ɨ��������Կ������纸���к�ɫ��֦״����״��֯�����˴�����Fe��Ԫ�ء�������ɢ����Ƭ�и�Fe��ɫ����������ӳ�����ı�ֵ����Ϊ�������������ÿ�����50���ӳ���Ϊͳ�Ʒ���������SL1��SL2��SL3��OC��k�ຬ���ȼ����С�������ӣ���SL3��OC֮����纸����k�ຬ����ͣ��ҳߴ���С[13]��
ͼ3��ʾΪ�����ĺ��Ӳ�ȡ���ͼ3�ɼ������ž�����������ӣ��纸��Ӳ���ȼ�С�����ӣ���SL3��OC֮���纸���Ӳ����С��SL1��Ӳ��ƽ��ֵΪ325.3HV��SL3��Ӳ��ƽ��ֵΪ306.3 HV��OC��Ӳ��ƽ��ֵΪ310.3HV��
�������纸��֯�γɹ������ڿ����������̣���ɢ�ٶ�ȡ���ڵ����ӻ�����ʱ���ԭ��Ǩ���ʣ��纸���г��ֳɷֲַ������������纸���γɹ����У��ڵ����ӻ���ǿ�ҽ�����������������£��۳����ۻ��Ļ�������ͺϽ��ĩ��ϡ�����������ɢ�ͽ���Ԫ�ض��������������ڻ��弤�����ã��纸�۳��д����ۺ���������Һ̬�����¶Ƚϵͣ������Խϲ�����ܵ���е�������ý�����ĸ�ijɷ���ռ�ı����Ӵ�ʵ�����������ɽ������纸��(SL1��SL2��SL3��OC)FeԪ����ɢǨ�������ͣ���SL3�ָ�㴦FeԪ�غ�����͡���Cu-Al-Fe����ƽ����ͼ[15]���Ǿ����κ����ۺͽ��������ۿ�֪��Fe������ͭ�е��ܽ�Ⱥܵ�(ԼΪ0.5%~1.0%)�����̹����г���������FeԪ�������۵�ϸߵĺ�Mn��Al��k����������k����Һ̬�Ͻ��ԭ��֮�������ܺã�����Ϊ�Ǿ����κ˵Ľᾧ���ģ���ɢ�ֲ��ںϽ��У�ϸ���Ͻ���֯[16]�������ӻ��Ľ�������ʹ�����д���FeԪ����ɢ�������ۺ��߸������纸���У��γ���֯ƫ�����صĴִ��k����֯�����ۺ��߾������ӣ��纸����֯�ܻ���Ԫ��Ӱ�������k����֯ת��Ϊ��״��ϸС֦״��������ǿ��������ʹ������OC����k����֯��ϸС����֦״���ڣ�k�ຬ����SL3��k�ຬ���Ըߡ�
Fe Ԫ��������ͭ�Ͻ��е���Ҫǿ��Ԫ��[17]���纸����Fe��������ʱ�����κ�k�ຬ�����ӣ����Ǿ����κ��ʵ����ӣ���֯�õ�ϸ�����纸����Ӳ����k��(��Ӳ�ȡ�650HV)���ȷֲ��ڻ����ϣ�����ɢǿ�����á�ʵ�����������纸����k�ຬ��Խ�ߣ�������Ӳ��Խ�ߡ�
2.2 �纸��Ħ������
ͼ4��ʾΪ�ֲ��и������ͬ�غ��µ�ĥ������Ħ��������SL1��SL2��SL3��ĥ�������ͣ�����OC��ĥ������SL3�������ӡ������ľ����2 mm(SL1)���ӵ�4 mm(SL3)�����зָ���Ħ�������仯��С��OC�纸��Ħ���������Ը��������ָ���Ħ���������纸��SL3��Ħ��������С��
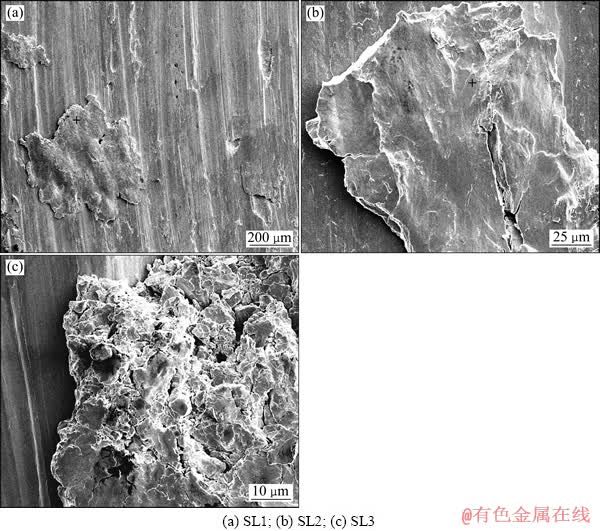
ͼ5��ʾΪ����Ħ��ĥ����ò��SEM����ͼ5(a)��(b)��(d)���Կ�����ĥ������в�ͬ�̶ȵ���������Ͱ���ӣ�����ź�ƣ��ĥ��Ϊ����SL3ĥ�������Ҫ����Ϊ�繵���繵�Ϲ⻬���������õĿ������������Ҫĥ����ʽΪĥ��ĥ��(��ͼ5(c))��ͼ6(a)��ʾΪSL1�����б�״����顣SL2�����γɴ��ֺ��м�������ĥм����ͼ6(b)��ʾ(��ͼ5(b)��A�ķŴ�ͼ)��ͼ6(c)��ʾΪSL3����ĥм��ò����ĥм��ò������ĥм���ɳߴ�ϸС�Ŀ����ž���һ���γɵġ�
��3����Ϊδĥ��������ĥ�����������ĥмԪ��EDS��ɨ������ĥ�����������ĥм��ɨ��λ���������ͼ5��ͼ6��ʾ���ɱ�3��֪�� ĥ�������SL1��SL2��SL3��OC��FeԪ�غ�����ĥ��ǰ��FeԪ�غ����ֱ��47.7%��36.14%��2.92%��38.12%����Ħ��ʵ��ǰSL3����FeԪ�صĺ�����ȣ�������FeԪ�غ����纸�����FeԪ�غ����仯����

ͼ2 �纸��ָ�ʾ��ͼ���ָ������������SEM���FeԪ����ɨ��ֲ�
Fig. 2 Schematic diagram of coating cutting, SEM images of sample cross-sections and section-distribution of Fe elements

ͼ3 ����治ͬ���봦Ϳ��Ӳ��
Fig. 3 Hardness of coatings with different distances from cross-sections
����Ϳ��Ħ��ʵ�ֱ��ֳ��������ԣ�������Ϊ�����ϵ�Ħ��ѧ������ɷ�����⣬��ȡ���ڲ��ϵ���֯�ṹ��������ͭ�������纸��������ʵ������2��������(��+��2)��ΧӲ�ʵ�k����������֯�������������غ��£������Ӳ��������غɣ�����������֧��Ӳ���������[18]����Ħ�������У�Ӳ������Ӵ�����Ի��������ڲ��ϵ�������ԣ�Ӳ���������������У�ʹ����Ӳ������أ��ﵽ�غɾ��ȷֲ���Ч����Ħ��ϵ��������0.2563~0.2885֮�䣬��ֵ��С����������������Ħ��ʱ�����õļ�Ħ���ԡ�
�����Դ�IJ�������������ͬ���������͡������ࡢ�����ܶȡ��绯ѧ������Ľ���֮������������[19]����������SL1����FeԪ�غ����ߣ����Ҹ�Fe��k������֦״����״�ž���һ��(��ͼ2A-A)����Fe����Ħ�������Դ���Ħ�������������Ħ��������š����ϣ�Ħ��ĥ����ʽ�����ĥ��Ϊ����Ħ�������ϴ���SL1��SL2��OC��SL3�����������FeԪ�����ͣ��γ�k����Ŀ���٣�ʹ������Ż������ü�С��Ħ������Ҳ��֮��С��

ͼ4 Ϳ��ĥ������Ħ������
Fig. 4 Friction coefficients and wear loss of coatings

ͼ5 �ָ���ĥ����ò
Fig. 5 SEM images of wear scar of coatings
ͼ6 ĥ������ĥм��ò
Fig. 6 SEM images of wearing debris on worn surface
��3 ĥ��ǰ�����纸����ĥм�Ļ�ѧ�ɷ�
Table 3 Chemical composition of coatings before and after wearing and wearing debris

���⣬�ݾ���ĥ��������Ϊ��Ӳ�ȿ��������������ϵ���ĥ����[20]���ڱ��������з���Ӳ�Ƚϵ͵�SL3����ͬ������ĥ������С����ͼ4��ĥ����������ʾ����Ħ��ѧ������㣡�SL1�и�Fe ��k����֯�Դִ���֦״����״�ž���һ�𣬼������Ħ��������š���SL1��ȣ�SL2��FeԪ�صĺ����Եͣ�k��ֲ����������ɴִ���֦״��ϸС��״�ֲ�ת�䣬��ǿ����ֿ���ŵ���������ѭ��Ӧ�������£�Ӳ��k �� �����ѡ��������纸������γɴ��ֺ��м�������ĥм����ͼ6(b)��ʾ��Ħ��������ĥм��Ϳ������һ��������������⻬�Ұ��䰼�ӽ��٣���ͼ5(b)��ʾ������SL3������k���ɴִ���֦״��ϸС��֦״����״��֯ת�䡣ͬʱ�߱�Ӳ�ȸߺ��������õ����ԣ�����ʧ����չʱ��������չ�ܵ��谭���ã�����ĥ������в����������Ʋ�����չ[21]���ֲ��Ӵ�������ƣ�Ͳ㾭���䡢��ѹ���������γɾ����������Ա��ε�ĥм����ͼ6(c)��ʾ���纸��ĥ�����⻬��ĥ����ʽ��ĥ��ĥ��Ϊ������ͼ4��ʾ��SL1��SL2��SL3��ĥ�������ͣ���OC��ĥ������SL3�������ӡ���ԭ�����£�һ���棬���纸���γɹ����У���SL1��SL2��SL3�仯��OC��FeԪ�غ����ȼ�С�����ӣ�����k�ຬ����SL2��OC�纸��֮����͡�������֯�����ԣ��ڸ߱�ѹ����Ħ���ȵ�������Fe�����ϸߵ���֯��������������Ħ����ţ��γɺ��ϵ�[22]����һ���棬����ǿ������ȴ����ʹ�����纸������k����֯ϸ����k�����֮��������ĥ���������ĥ��ļ��ʽ��͡�ĥмEDSԪ�ص�ɨ��������������SLI��SL2��OCĥ������������ҪΪ����k�࣬������SL3ĥ�������ĥ��ǰ�纸���FeԪ�غ���������ͬ����һ��˵������SL3�����ĥ��õ����ơ�
3 ����
1) 45�ֻ��������ͭ�ֲ��и����֯���ɦ�+�¡�+k+��2����ɡ����纸���ڲ��ȴ���ͽ���Ԫ����ɢ��Ӱ�죬��ָ���λ�ôӻ��嵽�纸��������������ӣ�FeԪ�ص���ɢ������������4 mm ��FeԪ�غ�����ͣ��纸����k�����������4 mm���ﵽ��Сֵ��
2) �������ĵ��纸����֯��FeԪ�ؽϸߣ��Ҹ�Fe��k����֯�ʴִ���֦״�ֲ����������纸�����Ħ������֯�����ԣ�ĥ��������������ĥ��Ϊ������ָ���λ�ôӻ��嵽�纸�������������ӣ��纸����FeԪ�صĺ����½����������״��ϸС��֦״ת�䡣k��ֲ�����������������ĥ�𣬾��4 mm���纸�����ĥ������á�
REFERENCES
[1] �� ��. ��ѹģ�߾��ӹ����̿���dz��[J]. װ�����켼��, 2010(7): 161-162.
REN Hui. Analyze of finish cutting technology of punching die[J]. Equipment Manufacturing Technology, 2010(7): 161-162.
[2] ����Ⱥ, ���ǻ�. �������ʽ���ģ��TD���㴦�����׳��ֵ����⼰��������[J]. ģ������, 2010, 10(12): 86-88.
WAN Yi-qun, PENG Zhi-hu. Problems and solutions of TD cladding processing for the car mold with combined insert blocks[J]. Die & Mould Manufacture, 2010, 10(12): 86-88.
[3] ������, · ��, ������, �� ��, �״���. ��ѹ������ø�����ͭ�Ͻ�ģ�߲���[J]. ��ɫ����, 2004, 56(2): 15-18.
LI Wen-sheng, LU Yang, PENG Huan-xian, LIU Hua, BAI Chuang-ming. New aluminum bronze for stainless steel squeezing mould[J]. Nonferrous Metals, 2004, 56(2): 15-18.
[4] ������, ����ƽ, · ��, Ԭ����, �콨��, κ����. ������ͭCu-14Al-X�Ͻ���3.5%NaCl��Һ�еĸ�ʴ��Ϊ[J]. �й���ɫ����ѧ��, 2006, 16(3): 511-517.
LI Wen-sheng, WANG Zhi-ping, LU Yang, YUAN Li-hua, XU Jian-lin, WEI Di-sheng. Corrosion behavior of Cu-14Al-X bronze alloy in 3.5%NaCl solution[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 511-517.
[5] LI W S, WANG Z P, LU Y, JIN Y H, YUAN L H, WANG F. Mechanical and tribological properties of a novel aluminum bronze material for drawing dies[J]. Wear, 2006, 261(2): 155-163.
[6] LI Wen-sheng, LIU Yi, WANG Zhi-ping, Chao MA, WANG Shun-cai. Effects of Ce in novel bronze and its plasma sprayed coating[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2139-2145.
[7] ROSOCHOWSK A, MATUSZAK A. Rapid tooling: the state of the art[J]. Journal of Materials Processing Technology, 2000, 106(1/3): 191-198.
[8] ������, �� ��, ����ƽ, · ��. Cu14Al4.5FeNiCe�������纸����֯��Ħ��ѧ����[J]. ����ѧ��, 2011, 32(11): 19-20.
LI Wen-sheng, LIU Yi, WANG Zhi-ping, LU Yang. Microstructure and wear behavior of plasma spray welded Cu14Al4.5FeNi coatings[J]. Transactions of the China Welding Institution, 2011, 32(11): 19-20.
[9] · ��, �� ��, ������, ������, ¬ ��, ��˼��. ������̬������ͭ��֯�����ܵ�Ӱ��[J]. ����, 2007, 56(2): 199-201.
LU Yang, ZHANG He, SU Yi-xiang, LI Wen-sheng, LU kai, ZHANG Si-cheng. Effect of iron on as-cast high aluminum bronze��s microstructure and properties[J]. Foundry, 2007, 56(2): 199-201.
[10] · ��, ���ȫ, �����, Ԭ����, ������. ����ͭ�Ͻ��ĩͿ���Ʊ���FeԪ�ص���ɢ����[J]. ����������ѧѧ��, 2009, 35(6): 1-4.
LU Yang, LI Guo-quan, TIAN Guo-qing, YUAN Ke-xiang, LI Wen-sheng. Dispersion characteristics of element Fe in preparation of aluminum bronze alloy powder coating[J]. Journal of Lanzhou University of Technology, 2009, 35(6): 1-4.
[11] ������, �� ��, ����ƽ, · ��. ������ͭCu-14%Al-X�Ͻ��������������[J]. ����, 2003, 52(9): 682-686.
LI Wen-sheng, JIANG Jie, WANG Zhi-ping, LU Yang. Causes and preventive measures of the gas holes in the Cu-14%Al-X bronze castings[J]. Foundry, 2003, 52(9): 682-686.
[12] ����ƽ, · ��, ������. ��Ԫ����ͭ��ĩ�����Ʊ�����: �й�, CN200910021904.1[P]. 2009-03-20.
WANG Zhi-ping, LU Yang, LI Wen-sheng. Multiple aluminum bronze powder and its preparation method: China, CN200910021904.1[P]. 2009-03-20.
[13] ������, �����, �����, �� ��. ������ͭ�������纸����֯�����γɹ���[J]. ���Ͽ�ѧ�빤��, 2013, 21(6): 97-103.
LI Wen-sheng, WANG Da-feng, DONG Hong-feng, CHU Ke. Microstructure and forming process of high-aluminum bronze plasma spray welding coating[J]. Materials Science and Technology, 2013, 21(6): 97-103.
[14] ������, �����, �����, �� ��, �����, �� ˬ. ������ͭ�������纸�����֯����������[J]. �й���ɫ����ѧ��, 2013, 23(7): 1944-1953.
LI Wen-sheng, WANG Da-feng, DONG Hong-feng, CHU Ke, XU Er-dong, WANG Shuang. Microstructure and interface properties of plasma spray welded high Al bronze coating[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(7): 1944-1953.
[15] �� ��, ������, Ϳ���. ��Ϳ���ն�Fe-Ni-B��ͿͿ����֯���ܵ�Ӱ��[J]. ���Ͽ�ѧ�빤��, 18(1): 145-148.
CHEN Hui, GOU Guo-qing, TU Ming-jing. Effect of thermal spray process on microstructure and properties of Fe-Ni-B coating[J]. Materials Science and Technology, 18(1): 145-148.
[16] ��������ɫ�Ͻ��������� ���ϱ�д��. ������ɫ�Ͻ�������[M]. ����: ������ҵ������, 1980: 151-157.
Joint Compiling Group of Casting Nonferrous Alloy and Its Smelting. Casting nonferrous alloy and its smelting[M]. Beijing: National Defence Industry Press, 1980: 151-157.
[17] LI Yuan-yuan, ZHANG Datung, NGAI Tungwai Leo, XIA Wei, LONG Yan. Diffusion couple between a high strength wear-resisting aluminum bronze and machining tools materials[J]. Transactions of Nonferrous Metals Society of China, 1999, 9 (1): 6-10.
[18] �ָ���, ���ջ�, �� ��. ����Cu-Al-Fe-Ni��������ͭ�Ĺ��ܺ�ʱЧǿ��[J]. �й���ɫ����ѧ��, 2012, 22(6): 1586-1593.
LIN Gao-yong, ZENG Ju-hua, WANG Li. Solution and aging strengthening of novel Cu-AI-Fe-Ni wrought aluminum bronze[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1586-1593.
[19] ��ԪԪ, �� ΰ, �� ��, ����ǿ. ��ǿ����ĥ����ͭ�Ͻ���Ħ��ѧ����[J]. �й���ɫ����ѧ��, 1996, 6(3): 76-80.
LI Yuan-yuan, XIA Wei, ZHANG Wen, LUO Zong-qiang. Strong and wear-resist aluminium-bronze alloy and its tribological characteristics[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(3): 76-80.
[20] LI Y, NGAI T L, XIA W. Mechanical, friction and wear behaviors of a novel high-strength wear-resisting aluminum bronze[J]. Wear, 1996, 197(1): 130-136.
[21] �ܿƳ�, �Ʋ���, ��ѡ��, ��Ծ��. TiAl�������仯���������֯���������[J]. �й���ɫ����ѧ��, 1996, 6(3): 111-114.
ZHOU Ke-chao, HUANG Bai-yun, QU Xuan-hui, HE Yue-hui. Fine microstructures and fracture toughness of tial-based alloy[J]. The Chinese Journal of Nonferrous Metals, 1996, 6 (3): 111-114.
[22] ��Ч��, ����ƽ, · ��, �� ϼ, �ܾ���. ����ͭ�Ͻ�ַ۳����ٵ�������Ϳ��ı߽���Ħ������[J]. �й���ɫ����ѧ��, 2012, 22(11): 3100-3106.
YANG Xiao-tian, WANG Zhi-ping, LU Yang, LI Xia, ZHOU Jing-jing. Boundary lubrication tribological property of high-aluminium copper alloy coarse powders coating made by supersonic plasma spraying[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 3100-3106.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51165021)������ʡ�ܳ��������������Ŀ(1111RJDA013)������ʡ��У���л���������Ŀ(01-0506)���й���ѧԺ����֮��ƻ�������Ŀ(2012180)
�ո����ڣ�2014-05-27�������ڣ�2014-09-18
ͨ�����ߣ������������ڣ���ʿ���绰��0931-2976640��E-mail��Wensheng-li@sohu.com
[1] �� ��. ��ѹģ�߾��ӹ����̿���dz��[J]. װ�����켼��, 2010(7): 161-162.
[2] ����Ⱥ, ���ǻ�. �������ʽ���ģ��TD���㴦�����׳��ֵ����⼰��������[J]. ģ������, 2010, 10(12): 86-88.
[3] ������, · ��, ������, �� ��, �״���. ��ѹ������ø�����ͭ�Ͻ�ģ�߲���[J]. ��ɫ����, 2004, 56(2): 15-18.
[11] ������, �� ��, ����ƽ, · ��. ������ͭCu-14%Al-X�Ͻ��������������[J]. ����, 2003, 52(9): 682-686.
[12] ����ƽ, · ��, ������. ��Ԫ����ͭ��ĩ�����Ʊ�����: �й�, CN200910021904.1[P]. 2009-03-20.
[15] �� ��, ������, Ϳ���. ��Ϳ���ն�Fe-Ni-B��ͿͿ����֯���ܵ�Ӱ��[J]. ���Ͽ�ѧ�빤��, 18(1): 145-148.
[16] ��������ɫ�Ͻ��������� ���ϱ�д��. ������ɫ�Ͻ�������[M]. ����: ������ҵ������, 1980: 151-157.
[19] ��ԪԪ, �� ΰ, �� ��, ����ǿ. ��ǿ����ĥ����ͭ�Ͻ���Ħ��ѧ����[J]. �й���ɫ����ѧ��, 1996, 6(3): 76-80.
