
 Recrystallization behavior of high purity aluminum at 300 ��
Recrystallization behavior of high purity aluminum at 300 ��
DU Yu-xuan(����t), ZHANG Xin-ming(������), YE Ling-ying(Ҷ��Ӣ), LUO Zhi-hui(���ǻ�)
School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 21 February 2006; accepted 30 May 2006
Abstract:
The recrystallization behavior of 98.5% cold rolled high purity aluminum foils annealed at 300 �� was investigated, and the evolution of the microstructures was followed by electron back scattered diffraction(EBSD). The results show that the recrystallization process of the high purity aluminum foils at 300 �� is a mixture of discontinuous- and continuous-recrystallization. The orientations of the recrystallization nuclei include not only the cube orientation, but also other orientations such as some near deformation texture components which are the results of strong recovery process. However, such continuously recrystallized grains are usually associated with relatively high free energy, so they would be consumed by the discontinuously-recrystallized grains (cube-oriented grains) in subsequent annealing. On the other hand, the pattern quality index of recrystallized grains shows dependence on the crystal orientation which might introduce some errors into evaluating volume fraction of recrystallization by integrating pattern quality index of EBSD.
Key words:
high purity aluminum; pattern quality index; recrystallization; electron back scattered diffraction(EBSD); orientation;
1 Introduction
Because of its fast development during the last decade, EBSD as a powerful method to determine crystallographic textures, crystal structures, grain boundary characteristic[1,2] has been increasingly applied to qualitative and quantitative analysis of recrystallization behavior in recent studies[3-22]. Among the various data from EBSD, the pattern quality index parameter (i.e. so-called q index) was rarely considered useful in early investigations. Primal application of the q index was to give a qualitative description of strain distribution. Recently, some investigations[5,7,8] suggested that the q index can be used to quantify the recrystallization volume fraction since the difference of q indexes enables us to distinguish the deformed and recrystallized grains for the partially recrystallized samples. However, a criterion based on pattern quality would seem insufficient on its own to allow complete quantification of recrystallization, because q index also relies strongly on the microscope, the imaging system, and sample preparation. Thus, several researchers have developed methods to overcome
this restriction. KRIEGER and JUUL[9] coupled pattern quality with a grain identification criterion to determine the fractions recrystallized in annealed samples, and HUMPHREYS[5] illustrated a similar method based on the use of high-resolution EBSD measurements to determine recrystallization fractions. In these cases, the estimates were not systematically compared with recrystallized fractions determined by an independent method over the complete recrystallization range, and this makes it difficult to evaluate the techniques. More recently, TARASIUK et al[8] devised a differential technique based on the pattern quality index, and successfully used it to estimate the recrystallized fraction over the full range of recrystallization. However, this method does not consider the dependence of q index on the crystallographic orientation, which might introduce error into evaluation of recrystallization fraction.
With this powerful tool��EBSD, the novel phenomena and mechanism of recrystallization are ready to be found and induced. In this paper, the recrystallization behavior of high purity aluminum at 300 �� was analyzed with not only usual EBSD information (such as orientation map and misorientations of grain boundaries), but also qindex map and its distribution. A mixture mechanism of discontinuous and continuous recrystallization process was suggested. Furthermore, the advantage of grain growth of cube-orientated grains was explained with a new point of view.
2 Experimental
High purity aluminum, with chemical composition of main impurities as (mass fraction): Fe (7-10)��10-6, Si (7-10)��10-6 and Cu (30-40)��10-6, was melted in an electric furnace. The ingots were preheated at 610 ��, scalped and hot rolled. The slabs were further cold rolled to the foils of 0.010 4 mm in thickness. The foils were vacuum annealed at 300 �� for 2 min, 10 min, 30 min, 1 h, 2 h, and 6 h. EBSD examinations were carried out by means of TSL EBSD system attached to an H-3400 scanning electron microscope.
3 Results and discussion
Fig.1 shows the microstructure evolution of as- rolled high pure aluminum during annealing at 300 ��. After annealed for 30 min, the specimen almost retained no change from deformation microstructure as shown in Fig.1(a), since elongated grains are found. Obvious orientation transition appears through TD direction. Furthermore, there exist many subgrains in those grains, whose average size is lower than 10 ��m.
After 1 h, many equiaxed grains were presented which should be recrystallization nuclei or growing recrystallized grains. Not only the cube-oriented grains were found, but also the grains with rolling texture orientation or R-orientation. The nucleation sites were concentrated in pre-existing high angle grain boundaries or highly misoriented regions mentioned before. Primary recrystallization process has completed after 2 h for the uniform microstructure of equiaxed grains. After 2 h, the grain size and volume fraction of cube grains keeps increasing. And the cube-oriented grains get larger than the others. Even after annealed for 6 h a couple of obvious low angle grain boundaries(LAGB) are observed in the grains with non-cube-orientations which implies higher energy.
As shown in Fig.2(a), most regions are charac- terized by the low quality index that implied deformed microstructure. However, many fine equiaxed high quality index regions, some of which are marked out, are also found, which indicates that lots of recrystallization nuclei has formed. Furthermore, most of such regions are cube-oriented and separated by high angle grain boundaries(HAGB) from their surroundings according to Fig.1(a)ere marked out. Such regions indicated that lobecame . Although the orientation map can also give such information when inspected carefully, some regions which are part of unrecrystallized grain show the same shape for being intercepted by observing plane and are apt to be considered recrystallization nuclei by mistake, while it is easy to determine with aid of q index map.
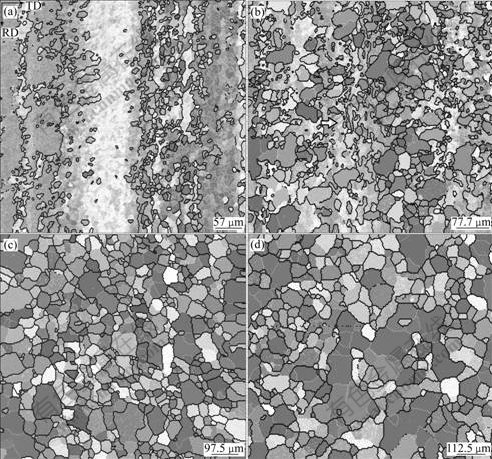
Fig.1 Orientation maps showing evolution of microstructure of high purity aluminum annealed at 300 �� for different time: (a) 30 min; (b) 1 h; (c) 2 h; (d) 6 h
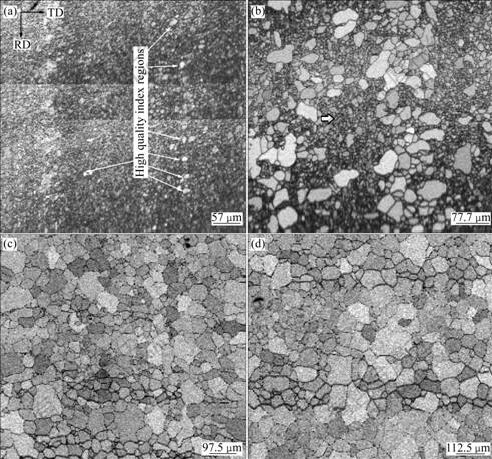
Fig.2 Pattern quality index maps of high purity aluminum annealed at 300 �� for different time: (a) 30 min; (b) 1 h; (c) 2 h; (d) 6 h
In Fig.2(b) there exist a large number of fine high quality index regions highly clustered (marked with an arrow), which, however, tends to be neglected in orientation map and be thought of as usual deformed matrix. Compared with Fig.2(a), the quality index level of these regions increases notably, and the boundaries between them becomes sharp. It is implied that some process like recovery or subgrain growth is presented here, but because of lack of local misorientation they can not become real recrystallization nuclei.
The quality indexes of most grains and equiaxed microstructure indicate that recrystallization is completed after annealed for 2 h (Figs.2(c), (d)). Some distinct boundaries in the quality index map (Figs.2(c), (d)) turn out to be LAGB in orientation map (Figs.1(c), (d)), such as most subgrain boundaries between cube-oriented grains. Such boundaries were formed by impinging of two cube grains. Besides, the recrystallized grains were characterized by different q index levels according to their orientations.
Fig.3 shows the distribution of q index of cube grains in the sample annealed at 300 �� for 1 h, and that of all detected grains is also plotted. It is clear that the sample is partial recrystallized for the bimodal plot, where the deformed grains are associated with the left peak and the recrystallized grains are associated with the right one. The recrystallization peak of cube-oriented grains locates at higher quality index value. From Fig.1(b), it is found that the cube grains are formed by nucleation and grain growth, i.e. discontinuous recrystallization process. The q index distribution of grains with ��-fiber texture components, i.e. copper- orientation C{112}��![]() ��, the S-orientation {123} ��
��, the S-orientation {123} ��![]() ��and the brass-orientation Bs {011}��
��and the brass-orientation Bs {011}��![]() ��, were also plotted in Fig.4. It is found that the shape and peaks positions is much similar to the whole data plot, while the recrystallization peak of Bs-oriented grains is a little lower than others that might indicate the recrystallization nucleation and growth of Bs-oriented grains is relatively harder.
��, were also plotted in Fig.4. It is found that the shape and peaks positions is much similar to the whole data plot, while the recrystallization peak of Bs-oriented grains is a little lower than others that might indicate the recrystallization nucleation and growth of Bs-oriented grains is relatively harder.
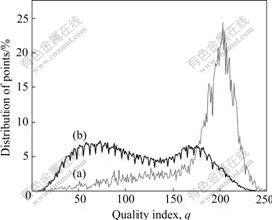
Fig.3 Normalized quality index distributions for cube grains (a) and entire detected zone (b)
Fig.5 shows the development of grain boundaries during annealing. LAGBs less than 5? prevail when annealed for 30 min, whereas a number of HAGBs are presented after 1 h, but LAGBs are dominant, too. After
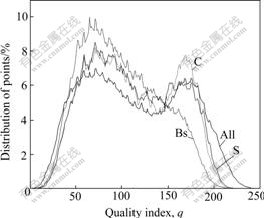
Fig.4 Normalized quality index distributions for Bs, S, C grains and entire detected zone
2 h, percentage of high angle boundaries (HAGB%) increases significantly that meant discontinuous recrystallization process was presented which could be consistent with previous discussion. Moreover, percentage of low angle boundaries(LAGB%) between 5?-15? keeps stable and even increases to a certain value, which indicates that the recovery or continuous recrystallization is presented during the whole annealing process. Recovery made the misorientation of LAGBs be
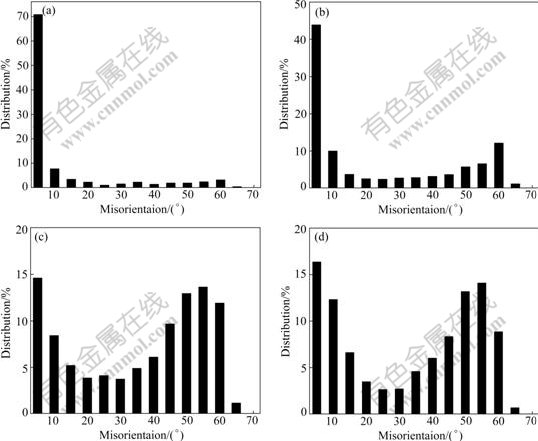
Fig.5 Grain boundary character distributions for EBSD maps after annealed for different time
increased even over 15? and become HAGBs, which makes LAGB% keep stable in the range of 5?-15?. From Figs.2(c) and (d), it is found that almost none of the low quality index regions exist, and there exist many LAGBs in some grains, so these grains should be formed by recovery or continuous recrystallization. However, it is because of so many LAGBs what made the energy of these grains higher than other discontinuous recrystallized ones (such as cube grains). Therefore, these grains would be consumed and make cube grains grow up. Fig.6 shows the development of volume fraction of cube-orientation.
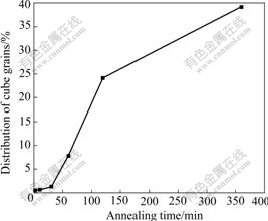
Fig.6 Distribution of cube grains as function of annealing time obtained from EBSD
The above results show the recrystallization process of high purity aluminum at 300 �桡is fairly slow. Only after annealed for 30 min, some fine recrystallization nuclei are observed. Most of the nuclei are cube-orientated, but a certain number of nuclei with other orientations (such as deformation texture components) are also found. The nuclei seemed to be distributed in some bands parallel to rolling direction, and the usual nucleation sites are pre-existing grain boundaries and misoriented regions. After annealed for 1 h, a good many recrystallized grains are presented which means occurrence of discontinuous recrystallization. Moreover, from the quality index map(Fig.2(b)), relatively strong recovery occurs in a large area of deformed-like matrix since a lot of fine equiaxed high quality index regions are found whose quality index is very close to the recrystallized grains by discontinuous recrystallization. This means that a subgrain growth or some other recovery process is going on, by which the misorientation was increased and maybe even HAGB formed, i.e. continuous recrystallization. The primary recrystallization completed after annealed for 2 h, whereas the volume fraction of cube grains keeps on increasing, at the same time, the grain keeps growing. This might due to some of non-cube-orientated grains were formed by means of continuous recrystallization process. As discussed before, the discontinuous recrystallization or continuous recrystallization occurred from the beginning of annealing and never stopped, which resulted in a large number of LAGB being presented in many continuous recrystallized grains who might be consumed by the discontinuous recrystallized grains (such as cube grains) or shift to some other orientations by further recovery process.
The previous results also showed that the q index was a very useful complementary data to analyze the recrystallization behavior, who could offer more obvious information about nucleation and some recovery process like subgrain growth in the matrix. In the q index map, the recrystallization nuclei are more easily distinguished. And with the quality index distribution the volume fraction of recrystallization could be quantified.
TARASIUK et al[8] supposed a method to estimate the recrystallized volume fraction by comparing the partial recrystallization samples to be detected with the deformed and fully recrystallized samples. However, as found in this study, the quality value of recrystallized grain could be very different due to their orientations. Therefore, this orientation dependence would trouble selection of the fully recrystallized state in qualification recrystallization fraction with Tarasiuk��s method. As shown in Fig.6, the fraction of cube-orientated grains increased with the annealing time even after primary recrystallization process completed, which resulted in that whichever was chosen as the fully recrystallized state would overestimate recrystallization fraction because the positions of peaks of recrystallized grains were usually different. As shown in Fig.7, the shaded areas labeled A and B should be associated to the recrystallized part, but they are counted into the unrecrystallized part by troubling in selection of fully re crystallized state mentioned above. So it is necessary to separate q data into groups according to their orientation at first, then, estimate recrystallization fraction with Tarasiuk��s method, and integrate each of group after multiplying its proportion in the whole sample. By this way, a more precise result will be produced.
4 Conclusions
1) The recrystallization of high purity aluminum at 300 �� is a mixture of discontinuous and continuous process. Due to higher energy in the continuous- recrystallized grains (R-orientated grains), they would be consumed by the discontinuous recrystallized grains (cube-orientated grains) after primary recrystallization was completed.
2) The dependence of q index on crystallographic orientation might introduce errors into q index integral method to quantify the volume fraction of recrystallization.
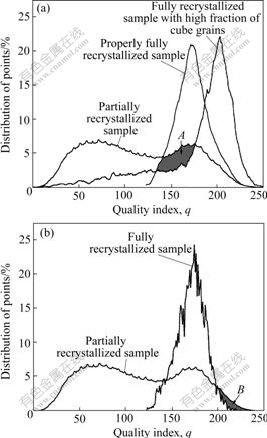
Fig.7 Schematic diagrams showing errors introduced by troubling in selection of fully recrystallization states: (a) Samples with high fraction of cube-orientated grains as fully recrystallization states; (b) Samples with low fraction of cube-orientated grains as fully recrystallization states
References
[1] RANDLE V. Application of electron backscatter diffraction to steel products [J]. Ironmaking and Steelmaking, 1994, 21(3): 209-214.
[2] HUMPHREYS F J, FERRY M. Applications of electron backscattered diffraction to studies of annealing of deformed metals [J]. Materials Science and Technology, 1997, 13(1): 85-90.
[3] JAZAERI H, HUMPHREYS F J. The transition from discontinuous to continuous recrystallization in some aluminum alloys I��The deformed state [J]. Acta Materialia, 2004, 52: 3239-3250.
[4] JAZAERI H, HUMPHREYS F J. The transition from discontinuous to continuous recrystallization in some aluminum alloys (II)�� Annealing behavior [J]. Acta Materialia, 2004, 52: 3251-3262.
[5] HUMPHREYS F J. Quantitative metallography by electron backscattered diffraction [J]. Journal of Microscopy, 1999, 195(3): 170-185.
[6] LU H, SIVAPRASAD P, DAVIES C H J. Treatment of misorientation data to determine the fraction of recrystallized grains in a partially recrystallized metal [J]. Materials Characterization, 2003, 51: 293-300.
[7] BLACK M P, HIGGINSON R L. An investigation into the use of electron back scattered diffraction to measure recrystallized fraction [J]. Scripta Materialia, 1999, 41(2): 125-129.
[8] TARASIUK J, GERBER P H, BACROIX B. Estimation of recrystallized volume fraction from EBSD data [J]. Acta Materialia, 2002, 50: 1467-1477.
[9] KRIEGER LASSEN N C, JUUL-JENSEN D. Automatic recognition of recrystallized grains in partially recrystallized samples from recrystallized grains in partially recrystallized samples from crystal orientation maps [A]. SZPUNAR J. Proc ICOTOM 12 [C]. Ottaa: NRC Research Press, 1999: 854-859.
[10] DOHERTY R D, HUGHES D A, HUMPHREYS F J, JONAS J J, JUUL JENSEN D, KASSNER M E, KING W E, MCNELLEY T R, MCQUEEN H J, ROLLET A D. Current issues in recrystallization: a review [J]. Mater Sci Eng A, 1997, A238: 219-274.
[11] ENGLER O, HUH M Y. Evolution of the cube texture in high purity aluminum capacitor foils by continuous recrystallization and subsequent grain growth [J]. Mater Sci Eng A, 1999, A271: 371-381.
[12] YANG Y, WANG B F. Dynamic recrystallization in adiabatic shear band in ��-titanium [J]. Materials Letters, 2006, 60(17-18): 2198-2202.
[13] MROTZEK T, HOFFMANN A, MARTIN U. Hardening mechanisms and recrystallization behaviour of several molybdenum alloys [J]. International Journal of Refractory Metals and Hard Materials, 2006, 24(4): 298-305.
[14] ABREU H F G, BRUNO A D S, TAVARES S S M, SANTOS R P, CARVALHO S S. Effect of high temperature annealing on texture and microstructure on an AISI-444 ferritic stainless steel [J]. Materials Characterization, 2006, In Press.
[15] POELT P, SOMMITSCH C, MITSCHE S, WALTER M. Dynamic recrystallization of Ni-base alloys��Experimental results and comparisons with simulations [J]. Mater Sci Eng A, 2006, A420(1-2): 306-314.
[16] SOMMITSCH C, MITTER W. On modelling of dynamic recrystallisation of fcc materials with low stacking fault energy [J]. Acta Materialia, 2006, 54(2): 357-375.
[17] CAO W Q, GODFREY A, LIU W, LIU Q. Annealing behavior of aluminum deformed by equal channel angular pressing [J]. Materilas Letters, 2003, 57: 3767-3774.
[18] LARSEN A W, JENSEN D J. Automatic determination of recrystallization parameters in metals by electron backscatter pattern line scans [J]. Materials Characterization, 2003, 51: 271-282.
[19] KANENO Y, TAKASUGI T. Effects of stacking fault energy and ordering energy on grain boundary character distribution of recrystallized L12-type ordered alloys [J]. Mater Sci Eng A, 2005, A393: 71-79.
[20] NOWELL M M, WRIGHT S I. Orientation effects on indexing of electron backscatter diffraction patterns [J]. Ultramicroscopy, 2005, 103: 41-58.
[21] CHOI S H, CHO J H. Primary recrystallization modeling for interstitial free steels [J]. Mater Sci Eng A, 2005, A405: 86-101.
[22] ZHANG X M, DU Y X, TANG J G. Development of cube texture in multistage annealing of high purity aluminum foils [J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1389-1393.
(Edited by LONG Huai-zhong)
Foundation item: Project(2004053304) supported by the PhD Program Foundation of Education Ministry of China
Corresponding author: DU Yu-xuan; Tel: +86-731-8830265; E-mail: dyx_wood@yahoo.com.cn
