

Numerical simulation of microstructure formation of AZ91 using mCA method
HE Bo-lin(�ΰ���)1, LI Qiu-ping(����Ƽ)1, QI Qing-yan (������) 1 , YAO Xiang-dong (Ҧ��)2
1. School of Mechanical and Electrical Engineering, East China Jiaotong University, Nanchang 330013, China;
2. School of Engineering, The University of Queensland, St Lucia, QLD 4072, Australia
Received 28 July 2006; accepted 15 September 2006
Abstract:
A stochastic model for simulating the microstructure formation of Mg alloy AZ91 during solidification was developed based on the finite element method(FEM) for macroscopic model of heat transfer calculation and a modified Cellular Automaton (mCA) for microscopic modeling of nucleation, growth of crystal. In this model, the effect of solute redistribution, interface curvature and preferred orientation was considered. A numerical simulation was developed with C++ program language. The computation was carried out to understand the effect of varying processing parameters, such as nucleation parameters and heat transfer coefficient, on the microstructure formation of AZ91. The result of simulation was displayed on screen.
Key words:
AZ91; FEM; cellular automaton; stochastic model; nucleation; grain growth;
1 Introduction
The use of magnesium alloys in industry has been expanded at an increasing rate in the recent years[1]. Mg casting alloys are attracting increasing attention for potential applications in the automotive, aircraft and electronic industries[2]. Conventional experimental methods were used to take some primitive and time- consuming procedures to find an appropriate set of parameters, and numerical simulation is a great tool which provides many benefits for process simulation and optimization and great attention is paid on micro-modeling of casting alloys[3-4]. Cellular Automaton(CA) method is one of the most appropriate to achieve this goal. But most of CA models can only predict the grain structure[5-6]. Despite extensive use of numerical simulation in various materials, published work on its application for Mg alloy is rarely reported. The purpose of this paper is to modify the traditional CA model and to develop a stochastic model, which considers nucleation and growth kinetics to describe the solidification phenomena and microstructural feature of Mg alloy.
2 Model description
2.1 Governing equation
For the sake of simplicity, the effect of convection is assumed to be neglected. So the solidification process is only controlled by thermal and solute diffusion. The governing equations that describe the physics of processes can be represented as follows.
The governing equation for heat transfer, including the liberation of latent heat, is given by
![]() (1)
(1)
where �� is density of the alloy; cp is specific heat capacity; �� is the thermal conductivity; L is the latent heat of the alloy; T is temperature; t is time and fs is the fraction of solid.
Solute diffusion was described by NASTAC[7], where diffusion in a dilute binary system is given by
![]() (2)
(2)
where D is the interdiffusion coefficient, i=L, S, represents liquid and solid phase respectively.
The average interface curvatures for a cell with the following equation:
 (3)
(3)
where N is the number of the neighboring cells; a is the size of cell.
Local equilibrium at the solid/liquid interface is(��*�� means at the interface)
![]() (4)
(4)
where k is the partition coefficient.
2.2 Nucleation model
Relationship between the density of grains, n(��T) formed at any undercooling and ��T is given by
![]() (5)
(5)
Gaussian distribution of nucleate potency is as follows:
![]() (6)
(6)
where ��Tmax is average nucleation undercooling; ��Ts is standard deviation; and n is density of potential nuclei.
2.3 Growth model
Once a cell has nucleated, it is assumed to grow with its preferential growth direction. The growth velocity of a growing cell is controlled by the undercooling of liquid/solid interface. If the kinetics undercooling is neglected, the local undercooling at time t, ��T(t) can be given by[8]:
![]()
![]() (7)
(7)
where TEQ is the local equilibrium liquidus temperature at a local composition C(t) in the liquid; TL is the equilibrium liquidus temperature with concentration C0; mL is the slope of liquidus and C0 is the initial concentration of the alloy; �� is Gibbs-Thomas coefficient.
Then, the growth velocity, v(t), can be calculated using the KGT model with the interface undercooling. A simplified equation was applied for the calculation of growth velocity as follows:
v(t)=a��T2(t)+b��T3(t) (8)
where a and b are constants.
Therefore, the growth length of the dendrite tip, L(t), during one time step, ��t, is given by
![]() (9)
(9)
where �� is the angle of preferential growth direction with respect to the horizontal direction of the cell. When L(t) is greater than the length of the CA cell, which means that the growing dendrite tip from a solid cell touches the center of its neighboring liquid cell, the entrapment of the neighboring cell occurs, and the dendrite in this cell grows in the same direction.
It should be noted that the final result of simulation is slightly dependent on the selected neighborhood configuration. In 2D simulation, three deterministic neighborhood configurations are presented in Fig.1. While probabilistic selection of the previous three deterministic configurations gives another growth configuration proposed by NASTAC[9]. The probabilistic selection is based upon the crystal anisotropy of grain growth. The purpose using the probabilistic configuration is to neglect the influence of continuous nucleation with deterministic configurations, which gives non-uniformities in grain size.
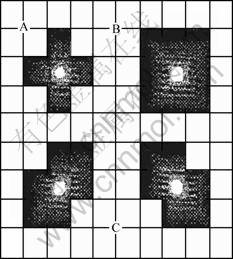
Fig.1 Definition of neighborhood configuration[10]: A Rhomboidal; B Square; C Hexagonal
3 Results and discussion
In the present work, calculations for grain growth in AZ91 alloy are performed in an 80 mm��30 mm square domain. The calculation domain is composed of 1 600��600 square cells. For its axisymmetric nature, only one quarter of the solidification domain is required for the computation. The effects of nucleation parameters and heat transfer coefficient were examined on solidification microstructures. Thermophysical properties of Mg alloy AZ91 used in simulation are as follows[10]: Tm=868 K; Teut=743 K; Ceut=9%; ��=1 810 kg?m-3; cp=1 428 J/(kg?K-3); ��=55 W?m?K-1; k0=0.35; mL=-6 K?%-1; L=368 000 J?kg-1; Dl=2.7��10-9 m2?s-1; Ds=3.4��10-12 m2?s-1; ��=3.7��10-7 K?m.
3.1 Effects of nucleation parameters
Due to the fact that nucleation undercooling (��Tv, max) and maximum nucleation site number(nv) in the bulk liquid affect the microstructure and grain size more significantly. In the present simulation, works mainly investigate the effect of ��Tv, max and nv on microstructure formation in solidified AZ91 alloy. The solidified microstructures simulated as ��Tv,max changes with three levels of nv for an AZ91 alloy. It can be seen from Fig.2 that microstructures are divided into two parts distinctly, i.e., columnar and equiaxed grains. At low ��Tv,max, the solidified microstructures are completely composed of equiaxed grains. The columnar-to-equiaxed transition (CET) can be observed, and the length of columnar grains increases with the increase of ��Tv,max. For the same ��Tv,max level, the equiaxed grain size decreases with the increase of nv. Simulation results shows that an effective grain refiner should have small ��Tv,max and high nv. According to the nucleation theory, this means that there should be low surface energy and small wetting angle between the particle surface and the liquid phase.
3.2 Effect of heat transfer coefficient
In case of conventional solidification theory, the heat transfer coefficient (hc) has an important effect on characteristic of solidification grain structures, such as equiaxed grain size. In order to investigate the effect of hc on equiaxed grain size of solidified AZ91 alloy, calculations were conducted on four different hc levels at ��Ts,max=1.0 K, ��Tv,max=2.2, ��Ts,s=0.1 K, ��Tv,s=0.5 K, nv =0.243��1010 m-3 and ns=0.3��108 m-2. In general, it is thought that a larger hc leads to greater undercooling in the bulk liquid, which results in a higher grain density and smaller grain radius. This is consistent with the computed results described in Fig.3. It can be seen from Fig.3 that the equiaxed grain size in the bulk liquid obviously decreases with the increase of hc.
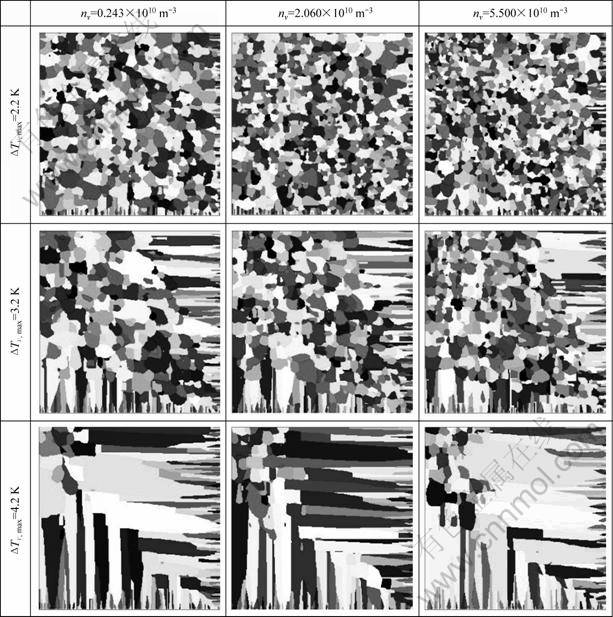
Fig.2 Effect of ��Tv,max and nv on microstructure formation with ��Ts,max=1.0 K, ��Ts,s=0.1 K, ��Tv,s=0.5 K and ns=0.6��108 m-2
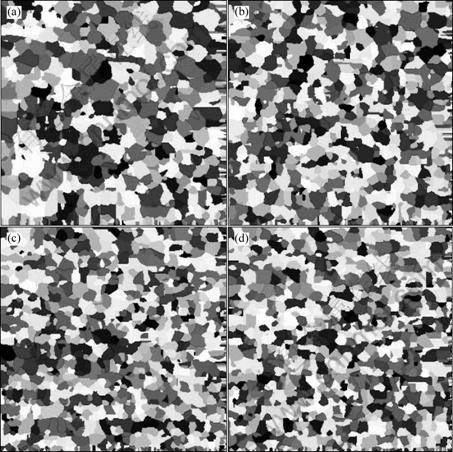
Fig.3 Effect of heat transfer coefficient (hc) on equiaxed grain size: (a) 50 W/(m2?s); (b) 100 W/(m2?s); (c) 500 W/(m2?s); (d) 1 000 W/(m2?s)
1) A stochastic model which couples a modified CA method with the FEM are developed to predict the microstructure formation of a solidified magnesium alloy (AZ91).
2) The degree of ��Tv,max determines columnar, CET and equiaxed solidification. The value of nv also has a significant effect on the equiaxed grain size.
3) Low nucleation undercooling with large maximum nucleation site number leads to a fine and fully equiaxed microstructures. Increased heat transfer coefficient gives finer grains which are more equiaxed.
References
[1] CHEN Zhen-hua. Magnesium Alloy[M]. Beijing: Chemical Industry Press, 2004.(in Chinese)
[2] BOURGEOIS L, MUDDLE B C, NIE J F. The crystal structure of the equilibrium �� phase in Mg-Zn-Al casting alloys magnesium[J]. Acta Metall, 2001, 49(3): 2701-2711.
[3] XU Qing-yan, LIU Bai-cheng, LIANG Zuo-jian. Modeling of dendritic structure during solidification process based on cellular automation model[J]. Materials Science Forum, 2005, 475-479: 3137-3140.
[4] YAO X, WANG H, HE B, ZHOU X. Modeling of columnar-to-equiaxed transition in solidified Al-Si alloys[J]. Materials Science Forum, 2005, 475/479: 3141-3144.
[5] GANDIN C A, RAPPAZ M. A coupled finite element cellular automaton model for the prediction of dendritic grain structures in solidification processes[J]. Acta Metall Mater, 1994, 42(7): 2233-2246.
[6] GANDIN C A, RAPPAZ M. A 3D cellular automaton algorithm for the prediction of dendritic grain growth[J]. Acta Mater, 1997, 45(5): 2187-2195.
[7] NASTAC L. Numerical modeling of solidification morphologies and segregation patterns in cast dendritic alloys[J]. Acta Mater, 1999, 47(17): 4253-4262.
[8] YAO X, DAVIDSON C J, DAHLE A K, Stjohn D H. Modeling of microstructure formation and evolution during solidification[J]. Int J Cast Metals Res, 2003, 15(2): 219-223.
[9] NASTAC L, STEFANESCU D M. Stochastic modelling of microstructure formation in solidification processes[J]. Modelling Simul Master Sci Eng, 1997(5): 391-420.
[10] AVEDESIAN M, BAKER H. Magnesium and Magnesium alloys Metals Handbook[M]. Ohio: ASM International, 1999.
(Edited by CHEN Can-hua)
Foundation item: Project(2005-15) supported by the Foundation of East China Jiaotong University
Corresponding author: HE Bo-lin; Tel: +86-791-7046136; E-mail: hebolin@ecjtu.jx.cn
