
���±�ţ�1004-0609(2013)07-1826-07
��ѹ�ȶԷ�ĩ�ȼ�ѹ�Ʊ��������ϲ�����֯����ѧ���ܵ�Ӱ��
������1, 2��������1��������2��������1
(1. ����������ѧ ��ɫ�����²��Ϲ����ص�ʵ���ң����� 730050��
2. �ຣ��ѧ ���������о��������� 810016)
ժ Ҫ��
���÷�ĩ�ȼ�ѹ���Ʊ�����þ������ǿ�������ϲ��ϣ��о���ͬ��ѹ�ȶԼ�ѹ̬���ϲ�������֯�����ܵ�Ӱ�졣������������ż�ѹ�ȵ����ӣ�����þ������Ų�ȡ���������ڲ��ϵ��ȼ�ѹ�����볤����������С����ѹ��Ϊ25:1ʱ��������ѧ���ܴﵽ���ֵ������ǿ�ȡ���������ǿ�ȼ��쳤�ʷֱ�Ϊ113.5 MPa��230 MPa��7.0%������ǿ��(UTS)��ȼ�ѹ̬��6061���Ͻ�ͼ�ѹ��Ϊ9:1�ĸ��ϲ��Ϸֱ������37%��25%������Ͽڷ������������ϵ�ʧЧ��ʽ��6061Al��������Զ��ѡ��������������ճ�Լ������ž���Ĵ��Կ���3����ʽΪ����
�ؼ��ʣ�
�������ϲ���������þ�������ȼ�ѹ���Ͽ���
��ͼ����ţ�TB331 �� �� ���ױ�־�룺A
Influence of extrusion ratio on microstructure and mechanical properties of Al matrix composites by hot extrusion of powders
MA Guo-jun1, 2, DING Yu-tian1, JIN Pei-peng2, LIU Guo-long1
(1.State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China;
2.Institute of Metal Materials, Qinghai University, Xining 810016, China)
Abstract: The Mg2B2O5 whisker reinforced Al matrix composites were fabricated using powder metallurgy routes. The effects of different extrusion ratios on the microstructure and tensile strength of composites were investigated. The results show that the alignment of Mg2B2O5 whisker along the extrusion direction is improved and the aspect ratio decreases with increasing extrusion ratio, meanwhile, the composites exhibit the best mechanical properties at the extrusion ratio of 25:1. Respectively, the yield strength, the tensile strength and the elongation of the extruded composites is 113.5 MPa, 230 MPa and 7.0%. The tensile strength increases by 37% and 25%, in comparison with the aluminum and composites. According to the analysis of fracture, the ductile failure of 6061Al matrix, the reinforcement fracture and the whisker-matrix interface debonding act as the main mechanism of fracture nucleation.
Key words: Al matrix composites; Mg2B2O5 whisker; hot extrusion; fracture
�������մ�����ǿ�������ϲ����Ը߱�ǿ�ȡ���ģ�������õijߴ��ȶ��Ժ���ĥ�Ե�һϵ��������ۺ������ھ��¡����պ��졢��������е������õ��㷺��Ӧ��[1-3]������þ(Mg2B2O5)�����Ǻ�ˮ��������Ʒ���κ���Դ�Ŀ����������Ϊ�������ϲ��ϵ���ǿ�壬���нӽ���̼���辧������ܣ����۸��Ϊ̼���辧���1/20~1/30����һ���Լ۱ȷdz��ߵ���ǿ ��[4-5]���Ӷ�չʾ���dz����˵�Ӧ��ǰ����
Ŀǰ��������ǿ�������ϲ��ϵ��Ʊ����հ�����ѹ����[6-7]�ͷ�ĩұ��ȷ���[8-9]����ѹ���취�Խ�����ʪ�ԵĿ���ҪС�����Ʊ����ϲ��ϵĹ����У�����Ϳ�㹤�գ�ͨ�����Ƽ�ѹ�¶ȡ�Ԥ���¶ȡ���ѹѹ���Ȳ������ܻ����ǿ�����ȡ���ȷֲ����������ϲ��ϣ������ַ���ȱ����������֯�����׳�����ǿ���ƫ�����ڡ����ӡ����������Ƶ�ȱ�ݣ����⣬���ڼ�ѹ����ѹ������α�֤��ǿ��Ԥ�Ƽ������������Ϳ�϶��Ҳ���������ַ����Ĺؼ�����[10]�����ô�ͳ�ķ�ĩұ���Ʊ��������ϲ���ʱ�����ڹ������̳��������ӡ������ɱ��ߵ�һϵ������[11-12]���ڱ�ʵ���У������˽���ĩұ����������ܻ�����(��ѹ)��������ķ�ĩ���ι��գ����ֹ���ʹ��ĩ�ܹ��ڶ�ʱ���¡���ѹ�����·������Ա���, ����ʵ�ַ�ĩ������Ľ�ϣ����⣬���ַ��������սᣬ�Ʊ������٣��ɱ��͡�
Ӱ�츴�ϲ���ǿ�Ⱥ����Ե�������Ҫ�����Ʊ�����������֯�Լ����幤�ղ�����ѡ��ȡ������Ʊ�����þ������ǿ�������ϲ��ϵķ�ĩ�ȼ�ѹ�������ԣ���������֯�ṹ���Ż��Ʊ������ǻ�������ۺ����ܵĹؼ�����������[13-17]�������������ϲ��ϸ����Ʊ����ղ���������֯��ǿ�ȵ�Ӱ�죬��ʹ�÷�ĩ�ȼ�ѹ�����Ʊ�������ǿ�������ϲ��ϵ���ر������١���ˣ��������������ƾ��и��Լ۱ȣ���ǿ�Ⱥ���Խϸ����Եĸ��ϲ��Ͻṹ��Ϊ���������÷�ĩ�ȼ�ѹ�����Ʊ��������10%Mg2B2O5w/6061�������ϲ��ϣ��ⶨ�����ڼ�ѹ̬�µ��������ܣ��������ϲ��ϵ�����֯�ṹ������������ǿ�������ϲ����Ʊ����յĸĽ����ϲ��ϵĶ�����ʽ��Ϊʵ�ʸ��ϲ��Ͻṹ���Ʊ�����·�ߵ���ƺ��ղ������Ż��ṩʵ�����ݡ�
1 ʵ��
ʵ��ѡ��6061���Ͻ���Ϊ����Ͻ��������Ͻ���нϸߵ�ǿ�ȡ����õ���ʴ�����Լ�����ij�������[18]�������ɷ����1���С�ͨ�����������Ƕ�6061���ۿ����ߴ���вⶨ����ƽ�������ߴ�Ϊ22.7 ��m��
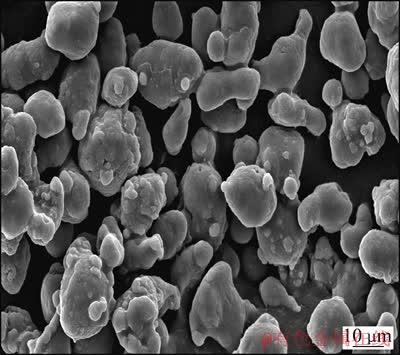
ͼ1��2��ʾ�ֱ�Ϊ6061���ۼ�����þ���������֯��ò����ͼ1���Կ�����������������״���ҿ����ߴ���Ծ��ȣ���ͼ2���Կ���������þ(Mg2B2O5)����ʶ���ά״�ұ�����Թ⻬������ֱ����ΧΪ0.5~1.5 ��m��������10~80 ��m���ң�������Ϊ5~20���Ҳ��ȡ�
��1 6061���Ͻ��ĩ�Ļ����ɷ�
Table 1 Nominal composition of the 6061 matrix alloy (mass fraction, %)
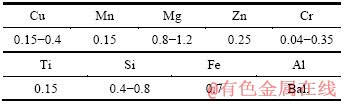
ͼ1 6061���۵�SEM��
Fig. 1 SEM image of 6061Al powders

ͼ2 ����þ�����SEM��
Fig. 2 SEM image of Mg2B2O5 whisker
ʵ������У���10%Mg2B2O5���������Ͻ��ĩ��Ͼ��Ⱥ�������ʽ��ĥ���н�����ĥ��ĥ��ѡ��Al2O3�մɣ����ϱ�10:1����ĥʱ��12 h���ٽ���ĩԤѹ����������ֱ��60 mm������ȼ�ѹ�����Ʊ����������ϲ��ϡ�
ͼ3��ʾΪMg2B2O5���������Ͻ��ĩ�Ļ����ĥ12 h�������ò����ͼ3���Կ�������ĥ���6061���ۿ�����״���������в�ͬ�̶ȵĵ�ʴ�Ͱ��䣬������һ���̶ȵ��۶��Ҿ��ȷֲ������Ͻ��ĩ��Χ��

ͼ3 ��ĥ12 h���Mg2B2O5w/6061Al���Ϸ�ĩ��ò
Fig. 3 SEM image of Mg2B2O5w/6061Al mixture powder after 12 h milling
��ѹװ��ʾ��ͼ��ͼ4��ʾ����ѹ��60o����ѹ�ȷֱ�Ϊ9:1��16:1��25:1��36:1����ѹ�����õİ���ֱ���ֱ�Ϊ33��19��12��8 mm����ѹ�¶�Ϊ530 �棬��ѹǰ�Լ�ѹģ�߱ھ���Ϳ������������
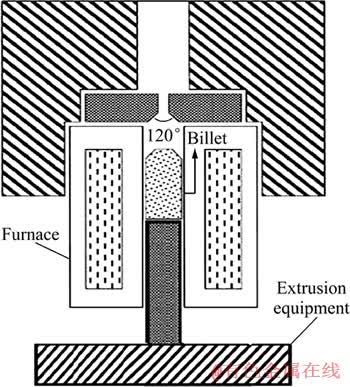
ͼ4 ��ĩ�ȼ�ѹװ��ʾ��ͼ
Fig. 4 Schematic diagram of extrusion press for powder blend compact
ͼ5��ʾΪ��ѹ��25:1���ȼ�ѹ�¶�530 ��ʱ����ͬ��ѹ�ٶ��¸��ϲ��ϵı�����ò��ͨ��������ѹѹ������ѹģͷ�ٶȿ�����2~3 mm/minʱ���õ�����ֱ��12 mm�����������⻬����������ͼ5(a)��ʾ������ѹ�ٶȹ��죬��ѹ���ı����������״����ͼ5(b)��(c)��ʾ��
��������������GB7963��87�ӹ���d5 mm��25 mm�ı���������Instron1195����������ϲⶨ��������ѧ���ܣ������ٶ�Ϊ2 mm/min�����ϲ��ϵ�����֯������Ͽ���JSM-6700F��ɨ��羵�Ͻ��й۲������
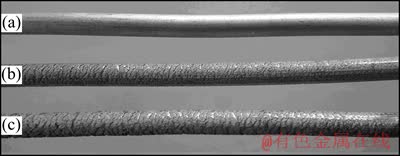
ͼ5 ��ѹ��Ϊ25:1ʱ��ͬ��ѹ�ٶ��µļ�ѹ̬���ϲ��ϵı�����ò
Fig. 5 Surface morphologies of extruded composite samples (25:1) at various velocities
2 ʵ����
2.1 ���ϲ��ϵ��ȼ�ѹ̬��֯
ͼ6(a)��(b)��ʾ�ֱ�Ϊ��ͬ�ȼ�ѹ��(9:1��25:1)�������ϲ��ϵ���������֯����ͼ6(a)�ɼ�������ѹ��Ϊ9:1ʱ�����뷢����ͬ�̶ȵ��۶ϣ������ĥǰ�ľ��룬������������С�����⣬����λ�ô��ھ�����Ŵأ�����ѹ��Ϊ25:1ʱ��������۶�����������ԣ�����ȼ�ѹ��Ϊ9:1�IJ��ϣ�����ķ�ɢ���Ӿ��ȣ��Ŵ��������Լ��٣���ͼ6(b)��ʾ��
2.2 ��ѹ̬���ϲ��Ͼ����ȡ��ֲ�
VIPIN��[19]���о��ſؽ�������TiN��Ĥ�Ľṹ����ʱ��ͨ������֯�����ӶԳ�����ͬʱ���TiN��Ĥ�Ľṹȡ����з�������Ч�ط�ӳ����������ȡ��ı仯������ν��֯������(T)��XRD������ǿ����ijһ��ֵ�����ǿ������ǿ�����ǿ��֮�͵ı�ֵ������
T=I(hikili)/[I(h1k1l1+h2k2l2+h3k3l3)] (i=1��2��3)
�ڱ�ʵ���У���4�ּ�ѹ���µļ�ѹ��������XRD���䣬����4��״̬��Mg2B2O5�����֯�����ӱ仯�����˷�����ͼ7��ʾΪ��ͬ��ѹ�ȸ��ϲ��ϵ�XRD��֯�����ӱ仯��
���ھ���IJ�������������Ͻ�����غϣ����������ʵ�������ѡȡ�˾�������Ե�3������з�������ͼ7(a)��ʾ��ͨ��ʵ�鷢�֣����Ͼ����ȼ�ѹ����ķֲ���(100)�����������ȡ�������ż�ѹ�ȵ��������������������ԣ�������ѹ�ȳ���25:1�����ھ����۶��ʽϸߣ�һ���̶��ϼ����˾�����(100)��Ķ����Ų�����ͼ7(b)��ʾ��
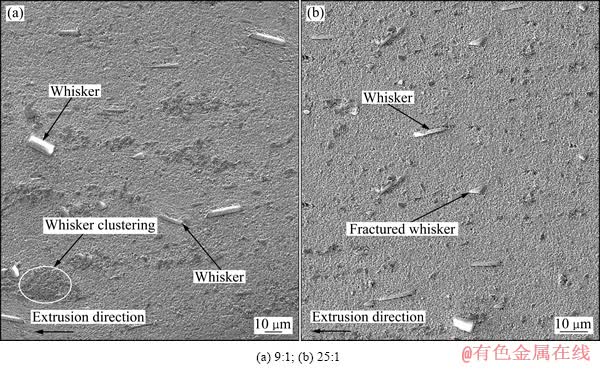
ͼ6 ��ͬ��ѹ��Mg2B2O5w/6061�������ϲ�����������֯
Fig. 6 SEM micrographs of Mg2B2O5w/6061Al composites at different extrusion ratios

ͼ7 ��ͬ��ѹ�ȸ��ϲ��ϵ�XRD��֯�����ӱ仯
Fig. 7 XRD patterns (a) and texture coefficients (b) of composites at different extrusion ratios
2.3 �����������ܼ��Ͽ���ò
ͼ8��ʾΪ��ͬ��ѹ�Ⱦ�����ǿ�������ϲ��ϵ�Ӧ����Ӧ�����ߣ�ͼ9��ʾΪ���ϲ�����ѧ�����漷ѹ�ȵı仯���ߡ����ͼ8��9��֪�����ż�ѹ�ȵ����ӣ����ϲ��ϵĿ���ǿ��������ѹ��Ϊ25:1ʱ��������ǿ�ȴﵽ��ѣ��쳤���漷ѹ�ȵ�����������½����ƣ��ȼ�ѹ̬Al�Ͻ��ϲ��ϵ���ѧ���ܼ������ܶ����2���С���ͬ�ֹ����Ʊ��ļ�ѹ̬6061���Ͻ�ͼ�ѹ��Ϊ9:1�ĸ��ϲ�����ȣ���ѹ��Ϊ25:1�ĸ��ϲ��ϵ�����ǿ��(UTS)�ֱ������37%��25%���������ȣ����ϲ��ϵ��쳤�����Խ��ͣ�˵�����ϲ���ǿ�ȵ�����������������Ϊ���۵ģ�������ˣ�7%���쳤��Ҳ���ֳ�����һ���̶ȵ����ԣ����⣬�ɱ�2�ɼ������ż�ѹ�ȵ����ӣ����ϲ��ϵ�ʵ���ܶ�Ҳ�������ӡ�
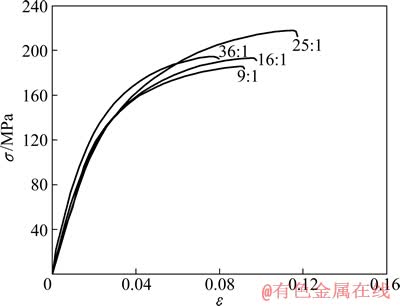
ͼ8 ��ͬ��ѹ���ȼ�ѹ̬Mg2B2O5w/6061�������ϲ���Ӧ����Ӧ������
Fig. 8 Tensile stress��strain curves of as-hot extruded Mg2B2O5w/6061 composites at different extrusion ratios
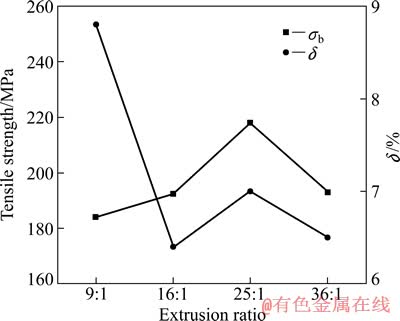
ͼ9 ��ѹ�ȶ�Mg2B2O5w/6061�������ϲ�����ѧ���ܵ�Ӱ��
Fig. 9 Effect of extrusion ratio on mechanical properties of Mg2B2O5w/6061Al composites
ͼ10��ʾΪ��ͬ��ѹ�ȵ��ȼ�ѹ̬���ϲ�����������Ͽ���ò�����ϲ���������ʱû�����Եľ�����������Ҳ�ܵͣ�����ϱ���Ϊ���Զ��ѣ�����ͬ��ѹ�ȵĶϿڶ����ֳ��������ԶϿ�������������ò��
��2 �ȼ�ѹ̬6061Al�Ͻ��临�ϲ��ϵ����ܼ��ܶ�
Table 2 Tensile properties and densities of hot-extruded 6061Al and composites

3 ����
3.1 �Ͽڷ���
��ͼ9��ʾ�����ϲ����ڼ�ѹ��Ϊ9:1ʱ�쳤����Խϸߣ�����ǿ����Խϵͣ�����ͼ10(a)��ʾ�Ͽ��ϱ��ֳ������������ࡢ���ѵľ����������Լ��Ͽ�����ϴ������֯������һ�£����ż�ѹ�ȵ�����������֯��ò�Ͽ��Կ������ѵ�ƽ���ߴ���С���Ҵ������ԶϿ�������ƽ�������ӡ�ͼ10(b)~(d)��λ��1��2��3���нϴ�����ƣ�������������ΪMg2B2O5���룬����ɾ���û�л���Ͻ���֯������Ҫ���ž������ʽ���ڡ������ϲ�������ʱ�������ͻ��ɻ���ͨ��������õĽ��洫�ݸ����룬������¾�����ǿ��Ŀ��ѣ�����������ž��巢�����Զ��ѣ��γ��ڶ�С���ѣ����ڷ�ɢ�Ϻõľ��룬��������û��ȱ�ݣ��ڸ�ѹ��������������ã���ǿ�ȵĹ��ϴ���������ǿ�徧��ͻ���Ͻ��ڸ����������ϴ������ԵIJ�ͬ���絯��ģ���ȣ��⽫ʹ�ò���������ʩ��Ӧ�������Ӻ��洦�ļ���Ӧ����ߣ�����Ӧ��ֵһ���������������Ľ�����ǿ�ȵļ��ޣ������ֽ�����ճ��������Ͽڵ���ò�������ϲ��ϵĶ��ѻ�����ҪΪ��������Զ��ѡ��������������ճ�Լ������ž���Ĵ��Կ���3����ʽ��
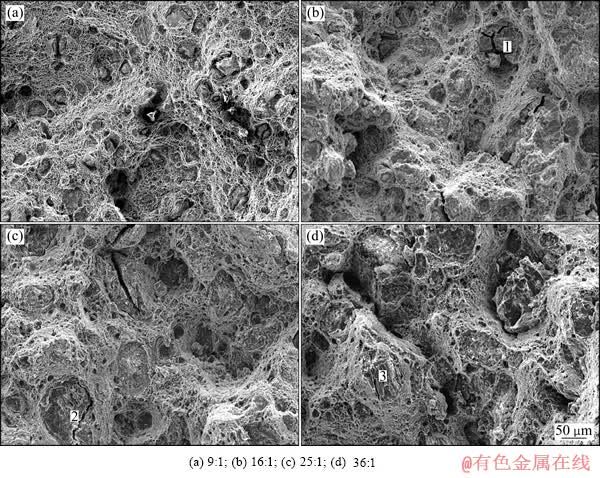
ͼ10 Mg2B2O5w/6061�������ϲ��϶Ͽ���ò
Fig. 10 Fracture surface morphologies of Mg2B2O5w/6061Al composites at different extrusion ratios
3.2 ��ѧ���ܷ���
��ѹ����������߸��ϲ��ϵ�ǿ�ȣ���ԭ����Ҫ�����ȼ�ѹ�����в��ϵĴ����Ա��������ڽ�һ��������ǿ��ķֲ�����ǿ�������Ͻ����֮��Ľ�����[20]����ʹ���������ϲ���������ʱ����ǿ�徧��������ڽ��洦�ܹ�������Ч�Ľ����غɴ��ݣ��Ӷ�ʹ���ϵ���ѧ���ܵõ���ߡ���ͼ9�ɼ������ż�ѹ�ȵ����ӣ�����ǿ����������ѹ��Ϊ25:1�ĸ��ϲ�����ͬ�ֹ����Ʊ��ļ�ѹ̬��6061���Ͻ�ͼ�ѹ��Ϊ9:1�ĸ��ϲ������ʱ��������ǿ��(UTS)�ֱ������37%��25%��������ˣ���ʵ���Mg2B2O5w/ 6061�������ϲ�����������ǿ���漷ѹ�ȵı仯�����֪�����ϲ��ϵ�ǿ�Ȳ����漷ѹ�ȵ����Ӷ��������ӣ��ڼ�ѹ��Ϊ36:1ʱ��������ǿ���������͡�
�������ڼ�ѹ�����л������ž���ǿ�ȴ�С�������������أ���������۶��ʺ;���Ķ������г̶ȡ����ȼ�ѹ�����У����ϲ����ܵ���άѹӦ�����ú���Ϊ���������ԽϺõ����Ͻ��������ѹ����һ��������������������������ȼ�ѹ������չ��Mg2B2O5������Ϊ�����塱��Ӳ�ȸߣ����Բ���ѷ������Ա��Σ��������Ż������������Ӧ��ת�������ھ��������Ͻ������洦����Ӧ�������µ���������������ɾ���ķ������Ų��ϵ��ȼ�ѹ�����Ų������⣬�����ȼ�ѹ�ȵ����ӣ����ȼ�ѹ������Mg2B2O5���뷢����ͬ�̶ȵ��۶ϡ��������������෴�ķ�ʽӰ���Ÿ��ϲ��ϵ�����ǿ�ȣ�������Ų�Խ�����ȼ�ѹ�����ϵ�����ǿ��Խ�ߣ����䳤����ԽС�����۶���Խ������ǿ�Ⱦ�Խ��[21]����ͼ6��7��֪�����ȼ�ѹ��Ϊ25:1ʱ������ķֲ���Ծ��ȣ��ұ�����һ���ij����ȣ����⾧�붨�����г̶��ڴ˼�ѹ���´ﵽ��ѣ�����������õ���ǿЧ����֤ʵ������ѧ�����еIJ��Խ����
4 ����
1) ���ż�ѹ�ȵ����ӣ�Mg2B2O5����ķ�ɢ���Ӿ��Ȼ�����������۶ϳ̶ȳʵ������Ʊ仯�������ȼ�ѹ���̴ٽ��˾���Ķ����Ų���
2) ���ż�ѹ�ȵ����ӣ����ϲ��ϵ�����ǿ���ڼ�ѹ��Ϊ25:1ʱ�ﵽ���ֵ�������½����ƣ����쳤�����ż�ѹ�ȵ������������͡�
3) ���ϲ��ϵĶ��ѻ�����ҪΪ��������Զ��ѡ��������������ճ�Լ������ž���Ĵ��Կ���3����ʽ��
REFERENCES
[1] MIRACLE D B. Metal matrix composites��From science to technological significance[J]. Composites Science and Technology, 2005, 65(15/16): 2526-2540.
[2] ORTEGA-CELAYA F, PECH-CANUL M I,  J C, PECH-CANUL M A. Microstructure and impact behavior of Al/SiCp composites fabricated by pressureless infiltration with different types of SiCp Original Research Article[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 368-373.
J C, PECH-CANUL M A. Microstructure and impact behavior of Al/SiCp composites fabricated by pressureless infiltration with different types of SiCp Original Research Article[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 368-373.
[3]  ZrC particle reinforced Al-4wt.%Cu alloy composites fabricated by mechanical alloying and vacuum hot pressing: Microstructural evaluation and mechanical properties[J]. Materials Science and Engineering A, 2010, 527(21/22): 5930-5938.
ZrC particle reinforced Al-4wt.%Cu alloy composites fabricated by mechanical alloying and vacuum hot pressing: Microstructural evaluation and mechanical properties[J]. Materials Science and Engineering A, 2010, 527(21/22): 5930-5938.
[4] ������, ������, ��Т��, �����, �� ��. ����þ������ǿþ�����ϲ��ϵ�Ħ�����ܼ�ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2009, 19(3): 452-458.
JIN Pei-peng, DING Yu-tian, LIU Xiao-gen, WANG Jin-hui, WANG Fu. Tribological properties and wear behavior of Mg2B2O5w/AZ91D magnesium alloy matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 452-458.
[5] ������, ������, �� ��, ��־��. ����þ����Ӧ���о���չ[J]. ����ۺ�����, 2008(6): 37-39.
MA Zheng-xian, WANG Wan-qi, LIU Bao, MA Zhi-jun. Progress in applied research of magnesium borate whisker[J]. Multipurpose Utilization of Mineral Resources, 2008(6): 37-39.
[6] YUE H Y, WANG L D, FEI W D. Effect of ZnO coating of whiskers on thermal expansion properties of aluminum borate whisker reinforced aluminum composites[J]. Materials Science and Technology, 2009, 25(8): 1035-1038.
[7] ������, ��Ҷΰ, ������, ��ά��. ZnAl2O4 Ϳ��Al18B4O33(w)��ǿ6061Al���ϲ��Ͻ���ṹ����������[J]. ���ϲ���ѧ��, 2008, 25(3): 132-137.
YU Ze-min, WU Ye-wei, YUE Hong-yan, FEI Wei-dong. Interfacial microstructure and tensile properties of 6061Al matrix composite reinforced with ZnAl2O4-coated Al18B4O33 whiskers[J]. Acta Materiae Compositae Sinica, 2008, 25(3): 132-137.
[8] RODRIGO P, POZA P, UTRILLA V,  A. Effect of reinforcement geometry on precipitation kinetics of powder metallurgy AA2009/SiC composites[J]. Journal of Alloys and Compounds, 2009, 479(1/2): 451-456.
A. Effect of reinforcement geometry on precipitation kinetics of powder metallurgy AA2009/SiC composites[J]. Journal of Alloys and Compounds, 2009, 479(1/2): 451-456.
[9] CORROCHANO J, CERECEDO C,  Whiskers of Al2O3 as reinforcement of a powder metallurgical 6061 aluminium matrix composite[J]. Materials Letters, 2008, 62(1): 103-105.
Whiskers of Al2O3 as reinforcement of a powder metallurgical 6061 aluminium matrix composite[J]. Materials Letters, 2008, 62(1): 103-105.
[10] ������, ��ؾ�, ���ֻ�, ŷ������, κ ��. Һ̬������ѹ�Ʊ�(AlBO)w/Al���ϲ���ȱ�ݷ���[J]. ϡ�н��������빤��, 2007, 36(12): 2144-2147.
LI Zheng-jia, LI He-jun, QI Le-hua, OUYANG Hai-bo, Wei Jian. Defects analysis of (AlBO)w/Al composites[J]. Rare Metal Materials and Engineering, 2007, 36(12): 2144-2147.
[11] ������, ���ؾ�, �ź���. ���̬��ѹSiCp/2024 ���ϲ��ϵ���֯�����о���ȱ�ݷ���[J]. ��������ҵ��ѧѧ��, 2000, 32(5): 69-72.
ZU Li-jun, LUO Shou-jing, ZHANG Hong-yan. Microstructure, properties and defect of SiCp/2024 composites fabricated by semi-solid extrusion[J]. Journal of Harbin Institute of Technology, 2000, 32(5): 69-72.
[12] Ф����, ������, ��ȫ��, �߶���, �� ��. �������������ϲ��ϵ������ӹ�����[J]. �й����Ͻ�չ, 2010, 29(4): 29-35.
XIAO Bo-l��, MA Zong-yi, WANG Quan-zhao, NI Ding-rui, BI Jing. An overview of high performance aluminum matrix composites design and processing technologies[J]. Materials China, 2010, 29(4): 29-35.
[13] �����, ������, ��־ǫ, �����, �ʱ�̫. �Ʊ����ն��������ϲ�����ǿ������ֲ������Ե�Ӱ��[J]. ���Ϲ���, 2006(9): 27-30.
SUN Xu-wei, ZENG Su-min, CHEN Zhi-qian, CHENG Nan-pu, GAN Bing-tai. Effect of fabricating parameters on spatial distribution of reinforcements in aluminum matrix composites[J]. Journal of Materials Engineering, 2006(9): 27-30.
[14] SHOWAITER N, YOUSEFFI M. Compaction, sintering and mechanical properties of elemental 6061 Al powder with and without sintering aids[J]. Materials and Design, 2008, 29(4): 752-762.
[15] ZHAO P T, WANG L D, DUA Z M, Xu S C, JIN P P, FEI W D. Low temperature extrusion of 6061 aluminum matrix composite reinforced with SnO2-coated Al18B4O33 whisker[J]. Composites: Part A, 2012, 43(1): 183-188.
[16] PEDRO F, RICARDO F, GASPAR G D, GIOVANNI B. Correlation between matrix residual stress and composite yield strength in PM 6061Al-15vol%SiCw[J]. Scripta Materialia, 2005, 52(8): 793-797.
[17] CORROCHANO J, LIEBLICH M,  J. The effect of ball milling on the microstructure of powder metallurgy aluminum matrix composites reinforced with MoSi2 intermetallic particles[J]. Composites Part A: Applied Science and Manufacturing, 2011, 42(9): 1093-1099.
J. The effect of ball milling on the microstructure of powder metallurgy aluminum matrix composites reinforced with MoSi2 intermetallic particles[J]. Composites Part A: Applied Science and Manufacturing, 2011, 42(9): 1093-1099.
[18] �� ��, �� ��, �� ��, �½���, �µ���. 6061���Ͻ���ѻ�����ԭλ�����о�[J]. ��е����ѧ��, 2009, 45(2): 94-99.
ZHU Hao,  Dan, ZHU Liang, CHEN Jian-hong, CHEN De-li. Investigation of fracture mechanism of 6061 aluminum alloy by means of in-situ observation[J]. Journal of Mechanical Engineering, 2009, 45(2): 94-99.
Dan, ZHU Liang, CHEN Jian-hong, CHEN De-li. Investigation of fracture mechanism of 6061 aluminum alloy by means of in-situ observation[J]. Journal of Mechanical Engineering, 2009, 45(2): 94-99.
[19] VIPIN C, JAYAGANTHAN R, RAMESH C. Structural characterizations of magnetron sputtered nanocrystalline TiN thin films[J]. Materials Characterization, 2008, 59(8): 1015-1020.
[20] �� ��, ������, ë ��, �� ��, ���鲨, ¬ ��, ½ ��. ��������SiCp/2024�������ϲ��ϵ�����֯����ѧ����[J]. �й���ɫ����ѧ��, 2010, 20(2): 217-225.
SU Hai, GAO Wen-li, MAO Cheng, ZHANG Hui, LIU Hong-bo, LU Jian, LU Zheng. Microstructures and mechanical properties of SiCp/2024 aluminum matrix composite synthesized by stir casting[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(2): 217-225.
[21] HONG S H, CHUNG K H, LEE C H. Effects of hot extrusion parameters on the tensile properties and microstructures of SiCw-2124Al composites[J]. Materials Science and Engineering A, 1996, 206(2): 183-188.
(�༭ ��ѧ��)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2011CB612200)���ຣʡ�Ƽ���������Ŀ(2010-H-803)
�ո����ڣ�2012-10-08�������ڣ�2013-04-26
ͨ�����ߣ���������ڣ���ʿ���绰��13893243521��E-mail��dingyutian@126.com
ժ Ҫ�����÷�ĩ�ȼ�ѹ���Ʊ�����þ������ǿ�������ϲ��ϣ��о���ͬ��ѹ�ȶԼ�ѹ̬���ϲ�������֯�����ܵ�Ӱ�졣������������ż�ѹ�ȵ����ӣ�����þ������Ų�ȡ���������ڲ��ϵ��ȼ�ѹ�����볤����������С����ѹ��Ϊ25:1ʱ��������ѧ���ܴﵽ���ֵ������ǿ�ȡ���������ǿ�ȼ��쳤�ʷֱ�Ϊ113.5 MPa��230 MPa��7.0%������ǿ��(UTS)��ȼ�ѹ̬��6061���Ͻ�ͼ�ѹ��Ϊ9:1�ĸ��ϲ��Ϸֱ������37%��25%������Ͽڷ������������ϵ�ʧЧ��ʽ��6061Al��������Զ��ѡ��������������ճ�Լ������ž���Ĵ��Կ���3����ʽΪ����
