
���±�ţ�1004-0609(2015)10-2745-07
�ȵȾ�ѹ�Ʊ�CF/Al���ϲ��ϵ��۽ṹ������
�� ˼1��������1��Ҧ ��2���� ��1��������1��������1
(1. �������պ����ѧ ��е���̼��Զ���ѧԺ������ 100191��
2. �й����������о�Ժ ���������о��������� 621900)
ժ Ҫ��
�����ȵȾ�ѹ(HIP)�����Ʊ�����̼��ά(CF)��ǿAl�����ϲ��ϡ�����ɨ��羵�������Ǻ�X���������DZ���2A12���Ͻ��ĩ��ò�����ȷֲ�������ɣ����ù�ѧ������ɨ��羵�������ǹ۲츴�ϲ��ϵ�����֯���Ͽ���ò�ͽ�����ɢ��Ӧ��������������Ҫ��ѧ���ܽ��в��ԡ������������ĩ��ò�����Σ�������Ҫ�ֲ���150~180 ��m�����ϲ������ܣ��������ӽ�����ȱ�ݣ���������Ͻ������ȣ����ϲ��ϵ�����ǿ�ȺͶϺ��쳤�ʷֱ����5%��54%�����ѷ�ʽΪ���Զ��ѣ�Al����������Դ�ڷ�ĩ�������棬CF/Al����Ͽڳ���CF�γ��Ͷ���ʧЧ��ʽ��CF/Al���淢��Ԫ����ɢ�����淴Ӧ����Al4C3�����仯���
�ؼ��ʣ�
CF/Al���ϲ������ȵȾ�ѹ��ʧЧ��ʽ�����淴Ӧ��
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Microstructure and properties of CF/Al composite manufactured by hot isostatic pressing
YU Si1, LANG Li-hui1, YAO Song2, WANG Gang1, HUANG Xi-na1, XU Qiu-yu1
(1. School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China;
2. Institute of Chemical Materials, China Academy of Engineering Physics, Mianyang 621900, China)
Abstract: Aluminum matrix composite reinforced with continuous carbon fiber (CF) was manufactured by hot isostatic pressing (HIP). The morphology, grain size distribution and phase of the powders were investigated by scanning electron microscope (SEM), particle analyzer and X-ray diffraction (XRD). The microstructure, fracture surface morphologies and CF/Al interface reaction characteristic were observed by optical microscope (OM), scanning electron microscope (SEM) and energy dispersive spectrometer (EDS). The mechanical properties of the composites were also tested. The results indicate that, the powders are nearly spherical, the particle size is mainly 150-180 ��m; the composites are compact and the interface bonding is tight without porosity defect; compared with the aluminum matrix alloy, the tensile strength and elongation of the composites increase by above 5% and 54%, respectively, and the fracture mechanism is brittle fracture; the fracture of the Al matrix is along the powder interface, carbon fibers are pulled out and fractured in the CF/Al interface zone; the interface of the CF/Al appears element diffusion, and the interfacial reaction product is Al4C3 intermetallic compound.
Key words: CF/Al composite; hot isostatic pressing; failure mode; interfacial reaction
���ź��պ����������Ÿ��ӻ����������������ܺ߿ɿ��Է���ķ�չ��������ϵ��ۺ���������˸���Ҫ���Ժ������ṹ��Ϊ�������Ͳ��ϱ�����и�ǿ�ȡ����ܶȡ��ߵ��ȡ��������Լ����õĻ��ӹ�����������Ҫ���ƶ��ź��ղ���������ܻ����ṹ����һ�廯���ϻ��ķ���չ[1-3]������̼��ά(CF/Al)���ϲ��Ͼ���һ�ֵ��͵����ʶ�ܲ��ϣ������ܶ�С����ǿ�ȸߡ���ģ���ߡ����ȡ�������������������ȶ����ŵ㣬Ŀǰ����ҪӦ���ں��պ�������ͬʱ��������������ά���ϲ�����ȣ�CF/Al���ϲ��Ͼ��еͳɱ����׳��ε��ŵ㣬�ںܴ�̶���Ҳ�ٽ��������о��뷢չ[4-7]��
���ó��淽���Ʊ�CF/Al���ϲ���ʱ���缷ѹ���취�����ѹ����������Ҫ�����������⣺����������̼��ά��������ʪ�Ժܲ��������ǿ�Ƚϵͣ����ϲ��ϵ����ܲ����������̼��ά��Һ̬���������ҷ�Ӧ���ɴ��Ի�����Al4C3��ʹ̼��ά�ṹ���������𣬸��ϲ��ϵ������½���̼������������ϵ�����ܴ��ڳ��κ���ȴ���������ӽ��洦���ײ���Ӧ�����кͷ�������[8-12]��Ŀǰ����ά����Ϳ�㼼�����Է�����ά�ͻ������ʪ����߽�������ǿ�ȣ��Լ����ٽ��淴Ӧ�ͽ���Ӧ���������Ӷ��Ʊ�����������ĸ��ϲ��ϣ����Ϳ�㼼���ѳ�Ϊ��������о��ȵ㡣���ǣ�Һ̬��������г��ֵĻ��徧���ִɷ�ƫ�������ܶȵ͡���ά�ֲ������ȵ�ȱ�ݣ��ᵼ�¸��ϲ��ϵ������½���ͬʱ��Ϳ�㼼���Ը��ϲ��Ͻ��淴Ӧ����ѧ���ܵ�Ӱ����Ȼ�����źܴ������[13-14]�����÷�ĩұ���ȵȾ�ѹ(HIP)�����Ʊ��IJ��Ͼ���ϸС�����ƫ������ȫ���ܣ������Ʊ�����״���ӡ����ó���ӹ��������Լӹ��Ľṹ��[15-16]�����⣬Al��ĩ��HIP���¸�ѹ������ʼ�մ��ڹ�̬�����Լ��ٽ��淴Ӧ�Ͷ�̼��ά���ܵ���ʹ�÷�ĩ����ά�Ľ������ӽϺã����ϲ��ϵ��������졣
�������߲���HIP�����Ʊ���CF/Al���ϲ��ϣ��ֱ����2A12 Al��ĩ����CF/Al���ϲ��ϵ��������ܣ��Ը��ϲ��ϵ�����Ͽ���ò���з�����ȷ����ʧЧ���������о�Al/CF����������Ը��ϲ�����ѧ���ܵ�Ӱ�죬Ϊ��һ������HIP�Ʊ�CF/Al���ϲ����ṩ�������ݡ�
1 ʵ��
1.1 ʵ�����
ʵ������ձ�������˾������M40JB-3K-50��̼��ά�������ܲ������ڱ�1������2A12 AlԤ�Ͻ��ĩΪ������ɫ�����о���Ժ�ṩ�����ײ���Ϊ��ҵ����1060A��
1.2 �Ʊ�����
̼��ά��������ۺ�����Ԫ�ػ��谭Ԫ�ص����ɢ�����ͽ�����������ʵ��ǰ���ó�������ϴ���;ƾ���ϴ̼��ά��ȥ�����ʺ����ۡ�ͼ1��ʾΪʵ�鷽��ʾ��ͼ������1~4��Ϊ��������ܶȵ�ȡ���㡣��Al��ĩ��CF(�������Ϊ1%)���г�װ����ʵ��ͨ��FJ-620���ӱý��г���ճ��������ϰ��ס�����RD-450���ȵȾ�ѹ�������ȵȾ�ѹ���������ղ������£��¶�Ϊ470 �棬ѹ��Ϊ120 MPa�����±�ѹʱ��Ϊ2 h��ͼ2��ʾΪ���������ߴ磬��HIP��IJ��Ͻ��л�е�ӹ��õ�����������
��1 M40JB̼��ά�����ܲ���
Table 1 Performance parameters of M40JB carbon fiber
ͼ1 ʵ�鷽��ʾ��ͼ
Fig. 1 Schematic diagram of experimental program
ͼ2 �����������ߴ�ʾ��ͼ
Fig. 2 Schematic diagram of standard specimens for tensile tests (Unit: mm)
1.3 ���ܼ��
����CS3400��ɨ��羵(SEM) �۲�Al��ĩ��ò������SA-CP3�͵������ij���ʽ���ȷֲ��DZ���Al��ĩ���ȷֲ�������D/max-2000��X����������(XRD)����Al��ĩ���ࣻͨ����ˮ���ⶨ������ͼ1��ʾ��1~4�㴦������ܶȣ�ÿ��ȡ��3����ƽ��ֵ������FPZ100��������ѧ��������Կ���ǿ�ȣ�����DM4000M�ͽ��������۲��ĩ������֯��ͨ��ɨ��羵(SEM)�Ը��ϲ��ϵĶϿ���ò�ͽ��������Ԫ����ɢ���й۲�ͷ�����
2 ��������
2.1 ��ĩ����
2.1.1 ��ĩ����ò
ͼ3��ʾΪԤ�Ͻ�2A12 Al��ĩ�ı�����ò����ͼ3���Կ�������ĩ�����λ������Ϊ�������η�ĩ����װ�ܶȱ����Է�ĩ�Ĵ��Լ�С�������Σ���߳�Ʒ�ʣ�ͬʱ�����η�ĩ�ȱ����С����������������ʽ��٣���ǰ�ڵij���ճ�����������������߲�Ʒ���������η�ĩ�������Ժã��������ȵȾ�ѹ�����ܻ�����ˣ����ַ�ĩ��ò�����ڸ��ϲ��ϵij��Ρ�

ͼ3 2A12Al��ĩ������ò
Fig. 3 Surface morphology of 2A12 Al powder
2.1.2 ��ĩ������
ͼ4��ʾΪ2A12 Al��ĩ�����ȷֲ�����ͼ4���Կ��������ȷֲ�����Ϊ45~250 ��m������70%��ĩ���ȷֲ���150~180 ��m�����־���һ���ֲ�����ķ�ĩ��װ���HIP�����У�������С�ķ�ĩ�ܹ�������ĩ�ļ�϶�У��Ӷ���߷�ĩ���ܶȣ������ڲ������ܵ���ߡ�

ͼ4 2A12 Al��ĩ�����ȷֲ�
Fig. 4 Particle size distribution of 2A12 Al powder
2.1.3 ��ĩ���������
ͼ5��ʾΪ2A12 Al��ĩ��XRD�ס���ͼ5���Կ�������ԭʼ��ĩ�в������ڦ�(Al)����(CuAl2)��S(Al2CuMg)�࣬������������Al2O3��MgAl2O4���ɴ˿����жϣ�HIPǰ��ĩ�ڴ��ˡ���װ�ͳ����ȹ��������У���������нӴ�����������������
ͼ5 2A12 Al��ĩ��XRD��
Fig. 5 XRD pattern of 2A12 Al powder
2.2 ���ϵ����ܶȺ�����֯
ͼ6��ʾΪ���ϲ��ϵĽ�������֯��ͼ6(a)��ʾΪ̼��ά���������еķֲ������к�ɫ��Ϊ̼��ά�����ಿλ�� Al���壻ͼ6(b)��ʾΪ2A12 Al��ĩ������֯����ͼ6���Կ��������ϲ��ϱ���û�п�������ȱ�ݳ��֡���2����Ϊͼ1��4��λ�ô�������ܶ�ֵ���ɱ�2��֪��2A12 Al��ĩ����������ܶ���99%���ϣ����ϲ��ϵ�����ܶ���98%���ϣ��������ϻ�����ȫ���ܡ������ϲ��ϵ�����ܶ��Ե��ڷ�ĩ�����ģ������ɰ��ṹ���£������ȵȾ�ѹ�����в�ͬ��λ�����Ա��γ̶Ȳ�һ�£����ڱ�������ܶȸߡ���������ܶȵ͵��������Բ�ͬ��λ������ܶȲ�һ����
��ͼ6(a)���Կ�������ά��2A12 Al��ĩ֮�䲻���ڼ�϶����ά�����Ŵ�������άǿ�ȸ���Al��ĩǿ�ȣ�����Al��ĩ�����ܻ���λ������̼��άʹ��ĩ�������ѣ�Al��ĩ�ڴﵽ���ܻ���ͬʱ����άҲ��Al����������ӣ��в���ά�ܵ��谭���ã���Al��ĩ�ĽӴ�������١���ͼ6(b)���Է��֣���HIP�����У���ĩ���������Կ��������Ż��������⣬���Ի��Ƶķ�ʽ�������Ա��Σ����η�ĩ��Ϊ�Ϲ���Ķ�������״���ﵽ��������ܻ���ͬʱ���ӽ��������ɼ������洦��ɢ�Ŵ����Ħ�(CuAl2)���S(Al2CuMg)��(����ͷA��ʾ)�������Բ��Ϻ�������״̬�Ͻ����ɢ���ӽ�����ʧ�����Dz�ͬ��[17]�����ں��ߣ����ӽ������ʧ�ߵ�����ǿ����ͨ���������������ٽᾧ��ʵ�ֵģ����ڳ����Բ���2A12���Ͻ��ĩ��ʵ�ַ�ʽ��Ҫ��ͨ�������������ij�����������ٽᾧ����ͨ������Ǩ��ʵ�ֵģ�����Ǩ�ƵĹ��̾���ԭ�ӵ���ɢ���̡����ܻ������У�ԭʼAl��ĩ���洦�ĵڶ����ʵ�����S���谭��ԭ�ӵ���ɢ�������˽����ܶ����¾���Ǩ�����ѣ����ӽ��������ɼ���

ͼ6 ���ϲ��ϵĽ�����
Fig. 6 Metallographic micrograph of composite
��2 ͼ1����������1~4�㴦������ܶ�
Table 2 Relative density of points 1-4 in tensile sample shown in Fig. 1

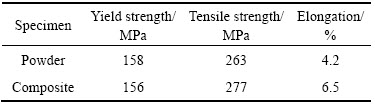
2.3 ���ϵ���ѧ����
��3����Ϊ�������Ͻ��ĩ�������ϲ�����������ѧ���ܡ��ɱ�3��֪�����ϲ������ĩ������ȣ��俹��ǿ�ȺͶϺ��쳤�ʷֱ����5%��54%���涨��������ǿ���൱������̼��άͨ���غɴ���ʹ���ϲ��ϵ�ǿ����ߡ�ͼ7��ʾΪ���ϲ��ϵ�Ӧ��-Ӧ�����ߡ���ͼ7��֪�����ϲ��ϵ�ʧЧ��ʽΪû�����������εĴ��Զ��ѡ�
����϶��ɡ��������ϲ��ϵ���ѧ����ȡ���ڻ���ǿ�Ⱥ���ǿ��ǿ�ȡ����ϲ��ϡ���϶��ɡ�Ϊ
 (1)
(1)
ʽ�У�EcΪ���ϲ��ϵ�����ģ����EfΪ��ά������ģ����EmΪ���������ģ���� Ϊ��ά�����������
�������������
 (2)
(2)
ʽ�У� Ϊ���ϲ��ϵ�����ǿ�ȣ�
Ϊ���ϲ��ϵ�����ǿ�ȣ� Ϊ��ά����ǿ�ȣ�
Ϊ��ά����ǿ�ȣ� Ϊ��������ǿ�ȡ�
Ϊ��������ǿ�ȡ�
��4����Ϊ���ϲ��ϵ�����ǿ�Ⱥ�����ģ��������ֵ��ʵ��ֵ���ɱ�4��֪�����ϲ��ϵ�����ֵ��ʵ��ֵ����ϣ�����̼��ά��������нϺõĽ����ϣ�HIP����û������̼��ά�����ܡ�
��3 2A12����ĩ���Ϻ��ϲ��ϵ���ѧ����
Table 3 Mechanical properties of 2A12 Al alloy powder and composite
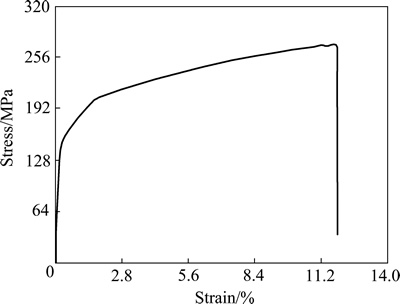
ͼ7 ���ϲ���Ӧ��-Ӧ������
Fig. 7 Stress-strain curve of composites
��4 ���ϲ��ϵ�����ֵ��ʵ��ֵ
Table 4 Theoretical and experimental values of composites

2.4 ���ϵĶϿڷ���
ͼ8��ʾΪ�����崦�Ͽ���ò��SEM����ͼ8(a)�ɿ�����������û�г��ּ��ӺͿ���ȱ�ݣ���ĩ���ֹ���Ķ�������״����ͼ6(b)��ʾ��òһ�¡���ͼ8(b)��ʾ�ĸ߱��Ͽ���ò�ɿ�����Al-Al���淢����ճ��������ĩû�з������ѣ��Ͽ��������Ϊ���Զ��ѣ��������洦�������Ե��ѷ죬��ĩ����Ҳ�������ơ���ͼ8(b)�з�ĩ���ƴ�(����ͷ��ָ)����������������Ҫ��ѧԪ�غ������ڱ�5���ɱ�5��֪����Ԫ�غ����ﵽ7.15%�����ͼ5��֪������Ҫ�������������С��ڴ˴�HIP���������£���ĩ�����������û�з������ѣ����������ش����ڽ��洦����ֹ��ĩ�������ɢ���ӣ���ɢ�̶Ƚϵ͡���������ǿ�ȵĸߵ�ȡ����ԭʼ���ӽ�����ɢ�̶ȵĴ�С�����·�ĩ��������ǿ�ȵ��ڻ���Al��ĩ��ǿ�ȣ�����������Դ�ڷ�ĩ�������Ӵ�����ĩ��������û�з������ѡ����������Ͽ�û�����Ե�����������������֣�����Ϊ���Զ��ѣ�����ͼ7�е�Ӧ��-Ӧ�����߽��һ�¡�����������Ϊ���ڲ�ͬHIP���������£�Al��ĩ�������������ɢ���ӵ�Ӱ���д���������о���
ͼ9��ʾΪ̼��ά���Ͽ���ò��SEM��������������ͼ9(a)Ϊ�Ͽ���ò��SEM��ͼ9(b)��(c)��ʾ�ֱ�Ϊͼ9(a)�����������������ά(����ͷA1��B1��)��EDS�ס����ϲ��ϵĶ��ѻ�����Ҫ��3�֣�1) �������-��ǿ��Ľ�������ǿ�Ƚ�������ô���ƻ��ڽ���������������ţ�ʧЧ��ʽ����Ϊ��ǿ��İγ���2) �����������ǿ�Ⱥͻ���ǿ�ȶ��ܸߣ���ô���غ�ǿ�ȴﵽ��ǿ��Ķ���Ӧ��ʱ����ǿ��ᷢ�����ѣ�3) ��������ǿ�ȵ��ڽ�������ǿ�Ⱥ���ǿ��ǿ��ʱ�����ѻ��������п�϶���γɺͳ��������[18]����ͼ9(a)���Կ�����CF/Al���ϲ��ϵĶ��ѻ����ܸ��ӣ�̼��ά���ֳ���ͬ��ʧЧ��ʽ��CF/Al����������ڹ������ʣ�����̼��ά���в����ֶ���������ά���������������������аγ���������ò��������ά���ӵ�Al��ĩ��û�з������ѡ��������ڽ�������ǿ�ȵ��ڷ�ĩ����ǿ�ȣ��غ����Ž���ӻ��崫�ݵ���ά��ʹ��ά�������ճ����ά���������γ����Ħ����������������������գ��Ӷ�ʹ���ϲ��ϵ�������ߣ���ʣ��������ά����ֶ��ѷ������ò���������ڽ�������ǿ�ȸ�����ά�Ķ���ǿ�ȣ������غ��ȴﵽ����ά�Ķ���Ӧ����ʹ���ϴ���ά�����Ѷ����롣��ά�Ķ���ǿ��ԶԶ����Al��ĩ���壬����ʧЧ��ʽ����˸��ϲ��ϵ�����ǿ�ȡ�

ͼ8 �����崦�ĶϿ���ò
Fig. 8 Fracture morphologies of Al matrix
��5 ���ƴ�����Ҫ��ѧԪ�صĺ���
Table 5 Mass fraction of main chemical element in crack (mass fraction, %)

���ϲ��Ͻ��淴Ӧ�̶ȶ������ܲ����ܴ�Ӱ�졣�����Ľ��淴Ӧ������߽�����ǿ�ȣ�������߸��ϲ��ϵ���ѧ���ܣ������Ľ��淴Ӧ�������ɴ����Ľ����仯����������˸��ϲ��ϵ���ѧ���ܡ���ͼ9(b)��(c)�ɿ��������������Al�������ά���涼���е�CԪ�غ�AlԪ�ء��ɴ˿����жϣ���HIP�����У�CF/Al��������Ļ�ѧԪ�ط�������ɢ��̼ԭ�������е��ܽ�ȼ���Ϊ0��������̼��ά�������巢����ѧ��Ӧ������Al4C3�����仯���
���ͼ6(a)��ͼ9(a)������֪����ά�ķֲ��Ͱγ����������Եķ����ԣ���������HIP�����У���̬����ĩ�������ԽϲԶ����Һ̬���ģ���ά�ķ�����Ҫȡ����ʵ��ǰ���Ų������ι����л�������ı䡣���ŷ�ĩ�����ܻ�����ά���ֵ��Ŵ��������м�ֲ�����ά���ĩ����ɢ��������ļ��٣�ͬʱ���ڹ�̬��Ԫ�ص���ɢ�ٶȽϵͣ����淴Ӧ�����ң���ĩ�����Al2O3��Ҳ����CF/Al�Ľ��淴Ӧ����Щ���ض�����CF/Al��������ǿ�Ȳ��ߣ��м䲿λ����ά�������������γ���ʧЧ��ʽ�������ѵ���ά��Ҫλ���Ŵص���㣬�������ڽ��洦������ĩ���ܻ������з������ѣ���ά������ĩ��ȫ�Ӵ�����������������ɢ��Ӧ�����½�������ǿ�ȸ����ڲ������⣬������ĩ���ѵIJ�λ�����Ӧ�����������ι�������Щ��λ����ά������ѹӦ����������в����ѣ�ͬʱ���Ͽڴ���ά���ѵIJ�λ��ƽ����Ҳ˵���˲�ͬ��λ��ά�������Ĵ�С��һ�������DZ�ʵ���У�����̼��ά�������ϲ��϶��ѷ�ʽ����ѧ���ܵĹ�ϵ��û��˵����
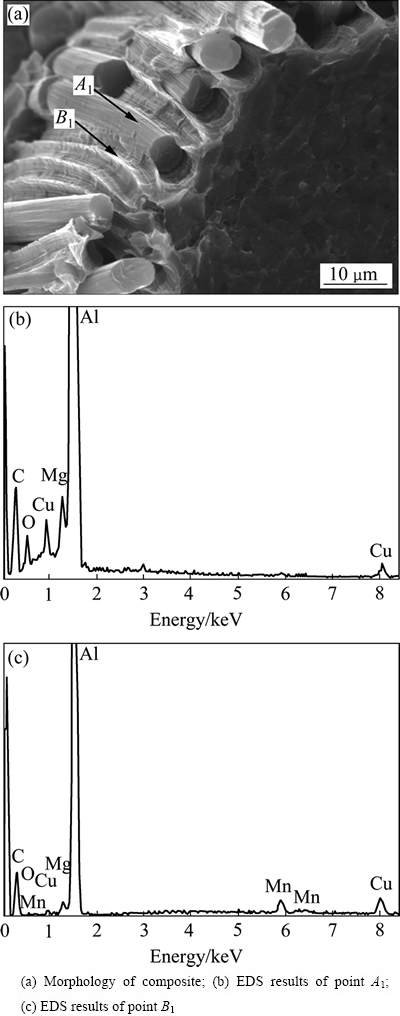
ͼ9 ���ϲ��ϵĶϿ���ò�����������
Fig. 9 Fracture morphology and EDS results of composite
3 ����
1) ͨ��HIP���ճɹ��Ʊ���CF/Al���ϲ��ϡ����ϲ��ϵ��۽ṹ��ʾAl/C��Al/Al�������ӽ��ܣ������ڿ�������ȱ�ݣ�Al��ĩ���������ܶ���99%���ϣ����ϲ��ϵ����ܶ���98%���ϡ�
2) CF/Al���ϲ��ϵ�����ǿ�ȡ�����ǿ�ȺͶϺ��쳤�ʷֱ�Ϊ156 MPa��277 MPa��6.5%�����ϲ��ϵ���ѧ����������ĩ����������˺ܴ����ߣ��俹��ǿ�ȺͶϺ��쳤�ʷֱ����5%��54%������ǿ�Ȼ����൱���Ͽ���ò����Ϊ���Զ��ѡ�
3) ����ĩ������������谭����ɢ���ӣ���������ǿ�ȵ��ڷ�ĩǿ�ȣ����϶�����Դ����ɢ���ӽ��棬��ĩ����û�з������ѡ�CF/Al���淢����Ԫ����ɢ����Ӧ����Al4C3�����仯���̼��ά���ְγ��Ͷ������ֲ�ͬ��ʧЧ��ʽ������ǿ��������ǿ�Ⱥ����н�������ǿ�ȣ���ά��ʧЧ��ʽ˵���˸��ϲ�����ѧ������ߵ�ԭ��
REFERENCES
[1] ��Т��, ����ǿ, ������, κ�ٻ�, ������, �� ��. �ȵȾ�ѹ�Ʊ�Sip/Al-Cu���ϲ��ϵ���֯������[J]. �й���ɫ����ѧ��, 2012, 22(11): 3059-3065.
LIU Xiao-fei, LIU Yan-qiang, FAN Jian-zhong, WEI Shao-hua, MA Zi-li, ZUO Tao. Microstructure and properties of Sip/Al-Cu composites fabricated by hot isostatic pressing[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 3059-3065.
[2] �Ƽ�ï. ���պ�����Ϸ�չ��״��ǰ��[J]. ��������������, 2013, 30(2): 115-121.
TANG Jian-mao. A review of aerospace materials[J]. Spacecraft Environment Engineering, 2013, 30(2): 115-121.
[3] ������, ��ɹ�, �� ��. ���պ������[M]. ����: ������ҵ������, 2002: 23-25.
ZENG Fan-chang, LI Cheng-gong, YU Qiao. Aerospace materials[M]. Beijing: National Defense Industry Press, 2002: 23-25.
[4] LANCIN M, MARHIC C. TEM study of carbon fiber reinforced aluminum matrix composites: Influence of brittle phases and interface on mechanical properties[J]. Journal of the European Ceramic Society, 2000, 20(10): 1493-1503.
[5] ��õ̶, ������, ���ǿ. ������SiC��ǿAl�����ϲ��ϵ���ά��֯��������[J]. �й���ɫ����ѧ��, 2013, 23(4): 1040-1045.
LIU Mei-tan, CAI Xu-sheng, LI Guo-qiang. Microstructure and thermal properties of high-performance SiC reinforced Al matrix composite[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 1040-1045.
[6] ���, ���ƺ�, ������. Cf+SiCp/Al���ϲ��ϵ�����֯����ѧ����[J]. ϡ�н��������빤��, 2007, 36(3): 328-330.
WU Gao-hui, ZHANG Yun-he, KANG Peng-chao. The microstructure and mechanical properties of Cf+SiCp/Al composites[J]. Rare Metal Materials and Engineering, 2007, 36(3): 328-330.
[7] CHAND S. Review carbon fibers for composites[J]. Journal of Materials Science, 2000, 35(6): 1303-1313.
[8] LI S H, CHAO C G. Effects of carbon fiber/Al interface on mechanical properties of carbon-fiber-reinforced aluminum- matrix composites[J]. Metallurgical and Materials Transactions A, 2004, 35(7): 2153-2160.
[9] BUSHBY R S, SCOTT V D. Evaluation of aluminum-copper alloy reinforced with pitch-based carbon fibers[J]. Composites Science and Technology, 1997, 57(1): 119-128.
[10] KYONO T, HALL I W, TAYA M. The effect of isothermal exposure on the transverse properties of a continuous fiber metal-matrix composite[J]. Journal of Materials Science, 1986, 21(12): 4269-4280.
[11] DAOUD A. Microstructure and tensile properties of 2014 Al alloy reinforced with continuous carbon fibers manufactured by gas pressure infiltration[J]. Materials Science and Engineering A, 2005, 391(1): 114-120.
[12] LANG Li-hui, YU Si, WANG Gang, HUANG Xi-na, XU Qiu-yu. Microstructure and mechanical properties of 2A12 Al alloy powder reinforced with continuous carbon fibers manufactured by hot isostatic pressing[C]//2015 12th International Bhurban Conference on Applied Sciences and Technology (IBCAST). Islamabad: IEEE, 2015: 84-88.
[13] TANG Yi-ping, LIU Lei, LI Wei-wei, SHEN Bin, HU Wen-bin. Interface characteristics and mechanical properties of short carbon fibers/Al composites with different coatings[J]. Applied Surface Science, 2009, 255(8): 4393-4400.
[14] LIU Z G, MANG X B, CHAI L H, CHEN Y Y. Interface study of carbon fiber reinforced Al-Cu composites[J]. Journal of Alloys and Compounds, 2010, 504(10): 512-514.
[15] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1997: 2-3.
HUANG Pei-yun. Theory of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1997: 2-3.
[16] �� ��, �� ��, �ҷ�, ������. ��ĩұ��TA7 ELI�Ͻ���Ʊ�������淴Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(1): 299-302.
WU Jun, XU Lei, LEI Jia-feng, LIU Yu-yin. Preparation of powder metallurgy TA7 ELI alloy and its interface reaction layer[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 299-302.
[17] HUANG Y, RIDLEY N, HUMPHREYS F J, CUI J Z. Diffusion bonding of super plastic 7075 aluminum alloy[J]. Materials Science and Engineering A, 1999, 266(1): 295-302.
[18] HSIAO B S, CHEN E J, ISHIDA H. Controlled interphases in composite materials[M]. New York: Elsevier Science, 1990: 613-614.
(�༭ ������)
�ո����ڣ�2015-01-06�������ڣ�2015-06-11
ͨ�����ߣ��� ˼���绰��18813165850��E-mail: yyuussii@163.com
ժ Ҫ�������ȵȾ�ѹ(HIP)�����Ʊ�����̼��ά(CF)��ǿAl�����ϲ��ϡ�����ɨ��羵�������Ǻ�X���������DZ���2A12���Ͻ��ĩ��ò�����ȷֲ�������ɣ����ù�ѧ������ɨ��羵�������ǹ۲츴�ϲ��ϵ�����֯���Ͽ���ò�ͽ�����ɢ��Ӧ��������������Ҫ��ѧ���ܽ��в��ԡ������������ĩ��ò�����Σ�������Ҫ�ֲ���150~180 ��m�����ϲ������ܣ��������ӽ�����ȱ�ݣ���������Ͻ������ȣ����ϲ��ϵ�����ǿ�ȺͶϺ��쳤�ʷֱ����5%��54%�����ѷ�ʽΪ���Զ��ѣ�Al����������Դ�ڷ�ĩ�������棬CF/Al����Ͽڳ���CF�γ��Ͷ���ʧЧ��ʽ��CF/Al���淢��Ԫ����ɢ�����淴Ӧ����Al4C3�����仯���
[2] �Ƽ�ï. ���պ�����Ϸ�չ��״��ǰ��[J]. ��������������, 2013, 30(2): 115-121.
[3] ������, ��ɹ�, �� ��. ���պ������[M]. ����: ������ҵ������, 2002: 23-25.
[6] ���, ���ƺ�, ������. Cf+SiCp/Al���ϲ��ϵ�����֯����ѧ����[J]. ϡ�н��������빤��, 2007, 36(3): 328-330.
[15] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1997: 2-3.
HUANG Pei-yun. Theory of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1997: 2-3.
