
���±�ţ�1004-0609(2015)02-0351-09
��/�����ֺϽ�-�绡���Ϻ��ӽ�ͷ�Ľ������ܼ�����ǿ��
÷����1����Ⱥ��1���� ��1��������1��������1���� ��2
(1. �Ϻ����쾫�ܻ�е�о������Ϻ� 201600��
2. ���пƼ���ѧ �人������ʵ���ң��人 430074)
ժ Ҫ��
�����蹲���Ͻ�Al-12SiΪ�����ϣ����ù��˼���-���������(CMT)���Ϻ��Ӽ����Ʊ���/�����ֽ������ʶԽӽ�ͷ��ͨ��SEM��EDS��XRD�������������������ֺ��ۺ�������������ԵĽ����仯����(IMCs)�㡣�ӽ�ͷ�ϲ����²���IMCs������������ɾ��״��ɰ��״��IMCs��ͨ������Ϊ����ṹ���ֱ�Ϊ�����ֻ����Ħ�-Fe4(Al,Si)13��Ϳ��������Ħ�5-Al8(Fe,Cr)2Si����ɡ�������ƫ����Ϊ0.4 mmʱ����������Ż���ΧΪ80~110 J/mm���ڴ˷�Χ�ڣ�IMCs������ȷ�ΧΪ3~8.5 ��m����ͷ����ǿ�ȴ���130 MPa���ﵽ��ĸ�ĵ�80%���ϡ�
�ؼ��ʣ�
���Ͻ���������������仯����������-�绡���Ϻ���������������
��ͼ����ţ�TG457.1 �� �� ���ױ�־�룺A
Interfacial properties and tensile strength of laser arc hybrid welded dissimilar Al/steel joint
MEI Shu-wen1, CHENG Qun-lin1, JIANG Yong1, HU Pei-pei1, SUN Xi-jian1, GAO Ming2
(1. Shanghai Spaceflight Precision Machinery Institute, Shanghai 201600, China;
2. Wuhan National laboratory for Optoelectronics, Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: Dissimilar metals of Al alloy to stainless steel was conducted by fiber laser-cold metal transfer (CMT) hybrid welding technique using Al-12Si filler wire. By the analyses of SEM, EDS and XRD, the results show that a IMCs layer is found at the interface between stainless steel and fusion zone. From top to bottom of the joint, the thickness of IMCs layer increases gradually and the shape changes from serrated to plate-like. The IMCs layer is usually composed of two layers, the ��-Fe4(Al,Si)13 layer near to stainless steel and the ��5-Al8(Fe,Cr)2Si layer near to fusion zone. When the offset is 0.4 mm, the optimal range of heat input is 80-110 J/mm. Within this range, the thickness of IMCs layer is 3-8.5 ��m, and the tensile strength of the joint is greater than 130 MPa, which is more than 80% of the tensile strength of aluminum base material.
Key words: aluminum alloy; stainless steel; intermetallic compounds; laser-arc hybrid welding; dissimilar joining
�����������Ҵ����������ܻ��������ܼ��ų�Ϊ������ҵ��չ����Ҫ�о����⡣�����������������ǽ���ȼ�����ļ�����β���ŷŵ�����Ч��ʩ֮һ��ʵ����һĿ����Ҫ�����ַ�����һ���Ż�������ܽṹ�������ڳ��������в������ʺϽ����Ͻ���ӹ��������ھ���һϵ���������ԣ����ܶ�С����ǿ�Ⱥͱȸնȸߡ����Ժá�������������á���ʴ����ĥ���ױ�����ɫ�����õļӹ��������Լ��ߵĻ��������Եȣ���ˣ����Ͻ����������������������IJ���֮һ[1-2]��������������ײʵ�������ȫ�����������ڷ������漰����ײ��ʱ����ȫϵ��Զ���ڸֽṹ������Ϊ�˽��������⣬�����������Ӧ�����Ͻ��ͬʱ���ø��ʳ�����ܣ��Դ�����������İ�ȫ���ܣ��ɴ���������Ͻ�ֲ��ϵ������������⡣��������֮��Ĺ��ܶȵͣ������������ܲ�������ӹ����л����ɴ������Խ����仯����(IMCs)�����ؽ��ͽ�ͷ��ѧ���ܣ���������-�����ֲ��Ͻṹ����Ӧ��[3-4]����ˣ�����һ�����˵ĺ��ӷ�����ʵ����-�����ֽ����ĸ�Ч�ʡ������������ǵ�ǰ������ҵ���Ӽ�����ע�Ľ��㡣
�봫ͳ�ĵ绡����ȣ�����-�绡���Ϻ��Ӿ��к����ٶȿ졢��ͷ�����õ��ŵ㣬�������-�����ֽ�����ͷ�������Ѿ�ȡ����һ���ɼ�[5-6]��Fronius��˾������һ���µ�MIG����������������ȼ���(CMT)���ü������к�˿�س�����ͷ�������������������ߺ����ٶȣ����������룬��߹����ȶ���[7-8]������ѧ�߲���CMT���������Ͷ�п�ֽ��к��ӿ��Ի�ó������ۡ��������õĴ�ӽ�ͷ[9-10]���������뼤��-�绡���Ϻ����γ��µļ���-CMT���Ϻ��ӣ��ܹ���ñȴ�ͳ����-MIG���Ϻ��Ӹ���ĺ����ٶȡ����ߵĹ����ȶ��ԡ����ߵ������ɿؾ��ȣ��Ӷ�������������-�����ֽ�����ĺ��ӡ���ˣ����������о�6061���Ͻ�-304��������ֽ����Ĺ��˼���-CMT���Ϻ��ӣ��ص��о��˽�ͷ��ò��������֯�ṹ����ѧ�����Լ�������Ϊ��
1 ʵ��
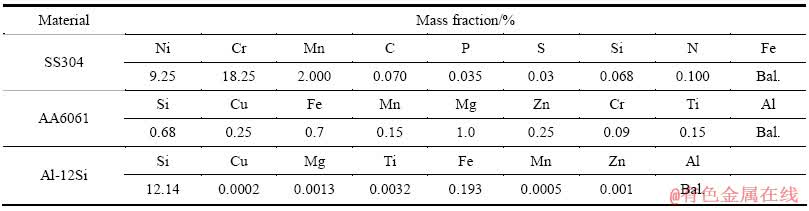
ʵ���豸����YLR-6000���˼�������KUKA��˾��KR60HA�����ˡ�Fronius��˾��TPS4000-CMT������庸���Լ����������ļ���-�绡���Ϻ��ӽ�ͷ��ʵ��ԭ��Ϊ2 mm��6061-F���Ͻ�(AA6061)��2 mm��304�����(SS 304)������ɷ����1���С�����ֺ����Ͻ������ĺ����ߴ��Ϊ100 mm��50 mm������ְ忪��30���б�¿�(��ͼ1��ʾ)������ǰ�ø�ˢ������Ͻ�Ͳ���ֹ������������Ĥ��Ȼ�����ñ�ͪ��ϴ������ۡ�ʵ�麸˿����ֱ��Ϊ1.2 mm��Al-12Si������˿�����ϳɷ����1���С�ʵ����ʹ�õ����Ũ�ȴ���99.9%��
�������Ͻ��벻��ּ����ʪ�Բֱ�Ӻ������Գ��Σ�Ϊ���������ǥ���ڲ���ֱ������ʪ�ԣ�ѡ��Nocolokǥ��Ԥ���ڲ���ֺ������[9]����ǥ������Ҫ�ɷ�ΪAlF3-KF��������ʴ�ͣ�����ʹ�ü�������ʪЧ���õ��ص㣬����ǥ���ڸ�ĸ���¿ڴ�����ͿˢԼ20~30 ��m���Ϳ�㡣
ʵ����ü�����ǰ���绡�ں����������ķ�ʽ���и��Ϻ��ӡ����У�����������뽹�������뺸˿���֮��ľ���(DLA)Ϊ3 mm���������Ϊ55�㣬��˿���쳤��Ϊ10~12 mm����������Ϊ�ɺ�ǹ���촵�������������Ϊ20~30 L/min��Ϊ�˷�ֹ���ӹ����еļ��ⷴ��Դ��������ɵ���������������б10��ķ�ʽ���䡣�ں��ӹ����У������м俪�й��۵���ͭ�����������ײ���ʹ���챳��ǿ�Ƴ��͡����⣬��ͼ1(a)��ʾ���ں��ӹ����У��������ڹ������������λ�ú���ĸ�ı�Ե����һ���ļ�࣬�ڴ˶���Ϊ����ƫ����(d)��
������ɺ�ͨ�����и�ȡ���������������Ľ����Ʊ����������ɽ���������Ȼ��ʹ��Keller��ʴ��(1%~3% HF+2%~6% HNO3+91%~97% H2O���������)��ʴ2~4 s�����ý���������ɨ���������(SEM)�Ժ��ӽ�ͷ���������֯���й۲죬ͬʱͨ�����豸���õ�������(EDS)��������ͽ�������ɷ֣�����X���������ǶԽ�������XRD������
��1 ʵ��ԭ�Ϻͺ�˿�Ļ�ѧ�ɷ�
Table 1 Chemical composition of raw materials and filler wire

ͼ1 ����װ��ʾ��ͼ
Fig. 1 Schematic diagrams of welding set
2 ��������
2.1 ��/�����ֽ�����ͷ�������Լ��ۺ�������֯
ͼ2��ʾΪ�ڼ���ƫ����Ϊ0.4 mm�������ٶ�Ϊ2 m/min�������Ϊ2 kW����˿�ٶ�Ϊ5.4 m/min�������»�õĵ��ͽ�ͷ�Ľ�����ò��������߱�ʾ�����(304SS)�ں�ǰ��λ�ã��Ҳ����߱�ʾ���Ͻ�ĸ��(6061 Al)�ں�ǰ��λ�á�ͨ����ǰ�ͺ������ĶԱȿ�֪���ڼ���͵绡���������£����۵���ĸ�ij���ۻ������ۻ���Al-12Si��˿��Ϻ��γɺ����ۺ���(FZ)�����е��͵��ۻ�������������Զ��ԣ������ĸ�ij��˸������λ���⣬û�г������Ե��ۻ���������ò�ں������Ȼ���ֺ�ǰ�����������ϱ���ΪҺ̬��������Ͳ����ĸ���ڽ��洦ͨ����ѧ��Ӧ�γɽ������ӣ����е��͵�ǥ���������������ԺϽ���Ĵ��ڣ���������Ͳ����ĸ��֮��Ľ����仯�����������������ֽ������ӽ�ͷ�ı������ڣ�Ҳ��������ͷ����Ҫ��ע���о����ص�[11-12]��
�������ֽ�ͷ�ۺ������봫ͳ�ۺ���ͷһ�������к���������Ӱ��������ĸ�ġ�ͼ3��ʾΪ�ۺ������������Ӱ����(HAZ)������֯�����Է�����Ӱ���������ĸ�ľ������Դֻ���������������Ϊ��֦������Σ��ں�������������紦�����Ե������࣬ͨ��EDS�������ָ�������ijɷ�Ϊ59.87Al-40.13Si(Ħ��������%)������Al-Si��Ԫ��ͼ����ȷ����������ΪAl-Si������
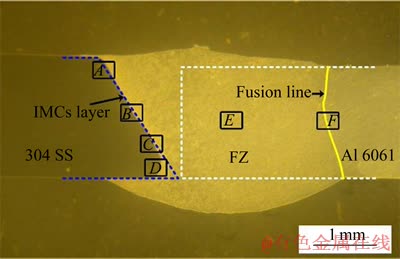
ͼ2 ��/�ּ���-CMT���Ϻ��ӽ�ͷ����SEM��
Fig. 2 Cross-section SEM image of aluminum/steel laser- CMT hybrid welding joint
2.2 ��/�����ֽ�����ͷIMCs���������֯
�����ڽ�ͷ���������ĸ���������ۻ���Ϊ�˱���˵������������Ϊ��ͼ2�е�A��B��C��D 4������������ۡ�ͼ4��ʾΪ���ͽ�ͷ��Ӧ���������IMCs���������֯����ͼ4���Կ������ӽ�ͷ���浽������IMCs������ں�Ⱥ���״�ϴ��ڲ������ԣ�������������������ȱ仯��ΧΪ4~10 ��m��������״�ɾ��״��ɰ��״���ڿ��������ĺ���������д�����״�����仯���������ϸ��Ŀ�״�����仯������ڡ���һ����Ҫ�����ǽ�����������������仯���Ϊ�˱����ķ��㣬�������������һ������仯����㶨��Ϊ��㣬���������ĸ��һ��Ľ����仯����㶨��Ϊ��㡣
��ͼ4(a)��ʾ����ͷ���ϲ���A��������ʾ��״��ƽ�����ԼΪ4 ��m�����ܱ���ԼΪ0.5 ��m����ϸС��״��������������ͼ4(b)��ʾ����ͷ���ϲ���B����Ľ������״��ȻΪ���״��ƽ�����ԼΪ6 ��m�����Ң���ȿ�ʼ���ӡ���ͼ4(c)��ʾ����ͷ���²���C����Ľ������״��ʼ�ɾ��״����˰��״�����ҽ�����ȴﵽ���ԼΪ10 ��m�����ĺ��Լ��4 ��m����ʱ���ֲ�λ�������Ƴ��֡���ͼ4(d)��ʾ����ͷ������D����Ľ����ʴ���״��ƽ�����ԼΪ6 ��m������㸽���ĺ��������ɢ���Ŵ����Ĵ��״�����仯������������������������[13-14]�й����Ͻ�-�����TIG��ǥ���о��еĽ����������ȫ��ͬ��������[4, 12]�У���ͷ������ϲ���������ɣ�ƽ�����ԼΪ9 ��m�������²�����һ�㹹�ɣ����ԼΪ4 ��m����Ȼ����һ�������Դ����������ء�
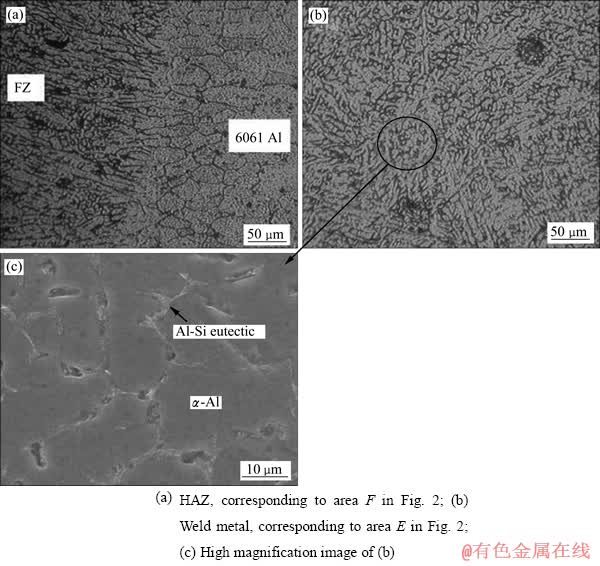
ͼ3 ��/�ּ���-CMT���Ϻ���ͷ��Ӱ����(HAZ)�ͺ�������SEM��
Fig. 3 SEM images of laser-CMT hybrid welded Al/304SS joints in different areas
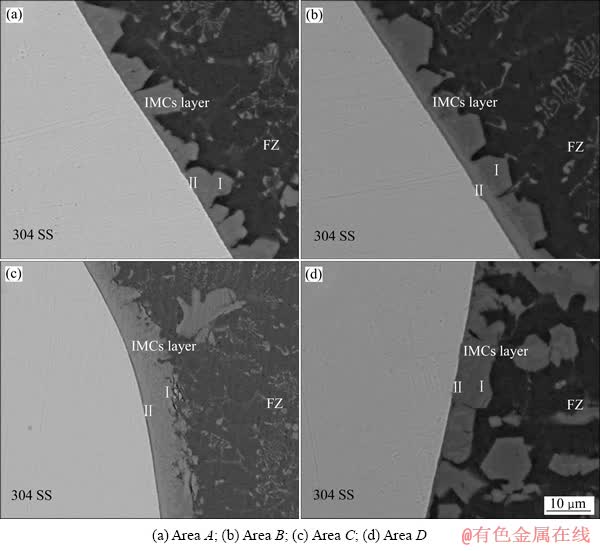
ͼ4 ͼ2�в�ͬ����IMCs������SEM��
Fig. 4 SEM images of IMCs layers of different areas in Fig. 2
�����ּ���绡���Ϻ������У�������Ҫ�����۳صײ����绡����۳��ϲ�����Ӱ������[15]�����ڼ���ĸ����ܶ����ԣ�������λ�ô������Ͻ�ĸ�Ļ�˲�������γ�һ������Ⱥܴ�ġ�С�ס���������Դ���С��ֱ�䵽��ͷ��������������V���¿ڵIJ���ֵĵײ���������ڼ��������÷�Χ�ڣ��Ӷ���λ�õIJ����ĸ�Ļ���Ϊ��������ֱ��������ۻ����ۻ���IJ���ֲ��ϻ����Һ̬�۳��ڵĶ������뺸����������ͺ��������Ӧ�ڽ����ǰ���γ���ͼ4(d)��ʾ�Ŀ�״�����仯���������������Ϊ�����ĸ��û���ۻ���ֻ��ͨ����Һ̬��������������淴Ӧ�������˵�����ڲ�����¿ڵ�Ե�ʣ���ͷ�²�������¼���С�������Ӷ���ø��ߵĽ����¶ȣ����и�ǿ�ҵĽ��淴Ӧ���γɽϺ��IMCs�㡣��Ӧ�ģ���ͷ�ϲ������ϲ�������¼���С��Զ����һ���棬CMT����������۳��ϲ�Ӱ���С����ʱ������Ҫͨ���۳ض������ȵķ�ʽ������������½����¶���Խϵͣ��Ӷ��γɽϱ���IMCs�㡣���⣬��ͷ���ϲ���IMCs����Ϊ�����¶Ƚϵͣ��ֲ��ȴﵽ����������λ�û����������������½�����λ�õ������ٶȲ�һ�£��Ӷ��γɾ��״��ò����ͷ�²�������IMCs������Ϊ�����¶ȸ��ߣ�������������ܵõ���ֵķ�Ӧ�������ٶȸ��ӽӽ����Ӷ��γɿ�״����㡣
2.3 �����Ͻ���ɷ�
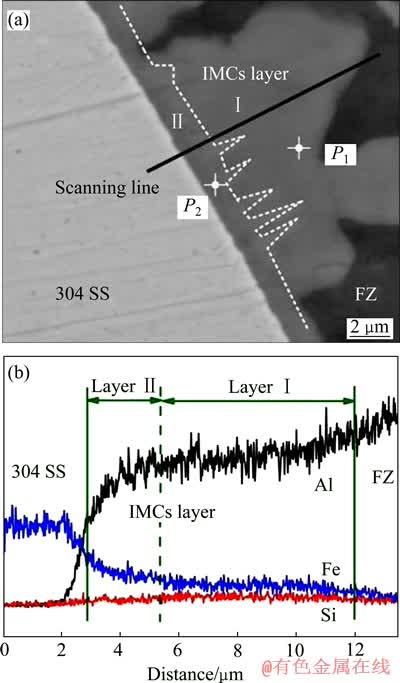
ͼ5��ʾΪIMCs��ĸ߱�SEM���EDS��ɨ���ס���ͼ5���Է��֣��Ӳ����ĸ�ĵ����������Al���������ӣ�Fe�������٣�Si�ڽ����ĺ������Ը��ڲ����ĸ�ġ���Σ����͢���е�Al��Fe��Si�ĺ������Բ�һ�£������������ֲ�ͬ���͵Ľ����仯���
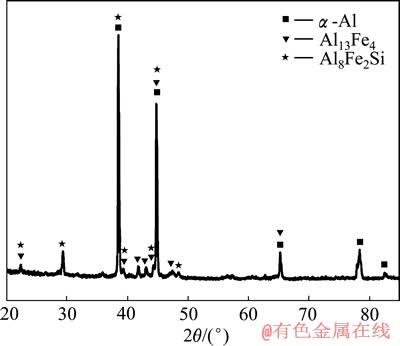
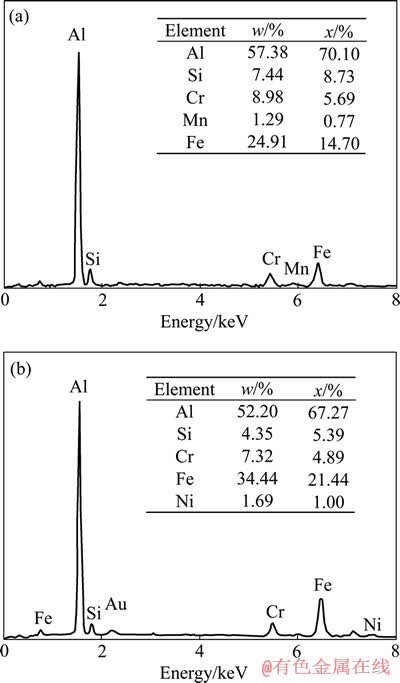
IMCs��������XRD�����ͼ6��ʾ����ͼ6��֪��IMCs�������Al13Fe4��Al8Fe2Si���ֽ����仯������ɡ�ͼ7��ʾΪͼ5��λ��I���P1 ���λ�ڢ���P2���EDS�������������IMCs��������γɵĹ����У�Siԭ�ӿ������Al13Fe4�����е�Alԭ��λ�ò����������У���Crԭ��Ҳ�������Al8Fe2Si�����е�Feԭ��λ�ò����������У��Ӷ��ڼ���IMCs�и�ԭ�ӵ�Ħ������ʱ��Al��Siԭ�ӵ�Ħ�������������һ����㣬ͬ��Fe��Crԭ�ӵ�Ħ������Ҳһ����㡣ͨ������õ�����и�Ԫ�ص�Ħ����Ϊx(Al):x(Fe,Cr):x(Si)=8.03:2.33:1������и�Ԫ�ص�Ħ����Ϊx(Al,Si):x(Fe)=13.6:4�������������ֱ��XRD��������е�Al8Fe2Si���Al13Fe4���Ħ�����кܺõĶ�Ӧ��ϵ����ˣ����Ľ����仯�������ȷ��ΪAl8Fe2Si�࣬���Ľ����仯�������ȷ��ΪAl13Fe4�ࡣ��Ҫָ�����ǣ�����Crԭ�����Al8Fe2Si�ྦྷ���е�Feԭ��λ�ò����������У���ʱ���Ľ����仯�����Ӧ��ΪAl8(Fe,Cr)2Si,ͬ�����Ľ����仯����Ӧ��Ϊ(Al,Si)13Fe4�����⣬Al8(Fe,Cr)2Si��Al-Fe-Si��Ԫ��ͼ��ͨ���æ�5���ʾ����(Al,Si)13Fe4��Al-Fe��Ԫ��ͼ��ͨ���æ����ʾ[16]��
ͼ5 ��ͷ������SEM��EDS��ɨ������
Fig. 5 SEM image of IMCs layer(a) and corresponding line scanning EDS spectrum(b)
ͼ6 ��ͷ������XRD��
Fig. 6 XRD pattern of IMCs layer
ͼ7 ��ͷ�����ͼ5��P1���P2���EDS����
Fig. 7 EDS spectra of points P1(a) and P2(b) in IMCs layers in Fig. 5
2.4 �������ֽ�ͷ�Ŀ���ǿ���������Ϊ
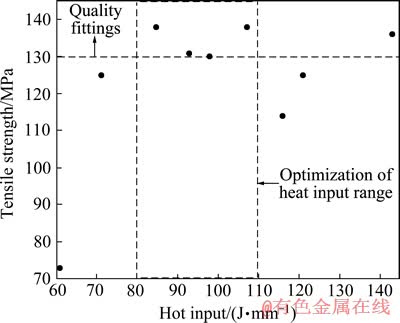
ͼ8��ʾΪ����ƫ����Ϊ0.4 mmʱ��ͬ�ĺ����������Ӧ���������ֽ�ͷ��ǿ�ȡ�ͨ����ʵ�����ݵ�ͳ�Ʒ������涨��ͷ����ǿ�Ȳ�����130 MPaʱΪ���ʽ�ͷ����ʱ��ͷ����ǿ�ȴﵽ��ĸ�ĵ�80%(��ĸ�Ŀ���ǿ��Ϊ170 MPa)���������ʽ�ͷ��Ӧ���������Ż���ΧΪ80~110 J/mm����ʱ��Ӧ�Ľ�����ȷ�ΧԼΪ3~8.5 ��m��
������ʵ���з������н�ͷ�������ڽ���λ�á�ͼ9(a)��ʾΪ���������ڽ���λ�õĺ�۶�����ò����ͼ9(b)~(c)��ʾ��ͨ���ԶϿ�λ�õĸ߱�SEM��������֣��ڲ����ĸ��һ���Լ��ۺ�������һ��ܹ����ֽ����仯���˵������������У�������Դ��IMCs����㣬���ɴ���չ���������ͷ�Ķ��ѡ�
ͼ8 �������ֽ�ͷ����������ͽ�ͷ����ǿ�ȵĹ�ϵ
Fig. 8 Relationship between hot input and tensile strength of Al/steel joint



ͼ9 �������ֽ�ͷ���������ĶϿ���ò
Fig. 9 Fracture morphologies of tensile specimens of Al/steel joint
ͼ10��ʾΪ�������ֽ������Ϻ��ӽ�ͷ�Ķ�����ò��ͼ11��ʾΪͼ10�ж����ϲ�ͬ��ijɷַ���������ڲ����ĸ��һ��Ķ�����òΪ���������������ǵ��͵Ľ������ѣ������ɷַ��������ʾ����Ҫ�ɷ�Ϊ��-Fe4(Al,Si)13�ࡣ���ۺ����������һ��Ķ�����òΪ������״�������Ѿ�����������Ҿֲ��������ƣ��ǵ��͵��ؾ�������ò�������ɷַ��������ʾ���к��н϶�����Ħ�5-Al8(Fe,Cr)2Si�ࡣSONG��[15]ָ�������ܦ�5��ͦ�����Ǵ����࣬����5����и��ߵĿ����ԡ���ˣ�����������У��������Ϊ�ϲ�Ŀ����Զ������γ����ƣ��������Ƶľۼ���ֳ��������������ţ����½�ͷ���ѡ�
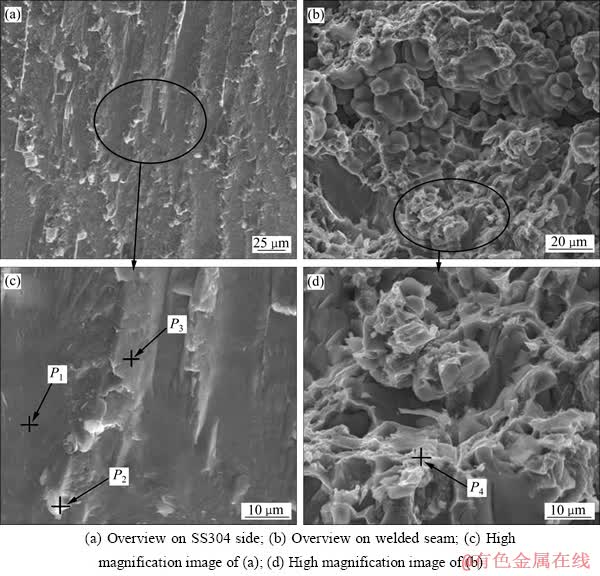
ͼ10 �������ֽ�ͷ�����SEM��
Fig. 10 SEM images of fracture surfaces of Al/steel joint
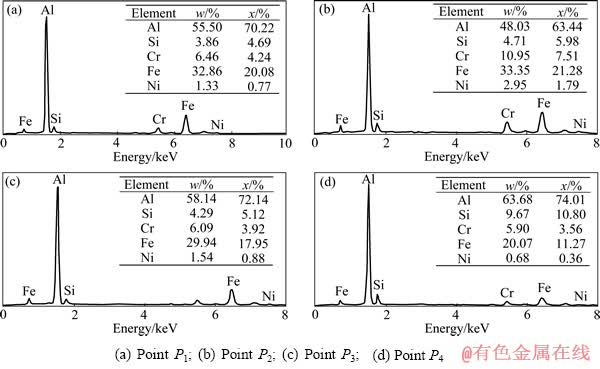
ͼ11 ͼ10���������ֽ�ͷ���治ͬ���EDS����
Fig. 11 EDS spectra of different points in Fig. 10 of fracture surfaces of Al/steel joint
3 ����
1) ���˼���-CMT���Ϻ�����ʵ����/�����ֽ�����Ч���ӣ���ͷ�������Ե�IMCs����㣬�ý����ĺ�Ⱥ���״���ڲ������ԡ��������£������������ȷ�ΧΪ4~10 ��m����״���ɾ��״��ɰ��״��
2) ��ͷ��������ɿ��������ĸ��һ��Ħ�-Fe4(Al,Si)13��Ϳ����ۺ����������һ��Ħ�5-Al8(Fe,Cr)2Si����ɡ�
3) �������ֽ�������-CMT���Ϻ��ӹ�����������Ż���ΧΪ80~110 J/mm���ڸ������뷶Χ�ڵ�IMCs�����ƽ�����Ϊ3~8.5 ��m����ͷ����ǿ�ȴ���130 MPa���ﵽ��ĸ�Ŀ���ǿ�ȵ�80%���ϡ�
4) ����������У�������еĦ������Ϊ�ϲ�Ŀ����Զ������γ����ƣ�����������������������ţ����½�ͷ���ѡ�
REFERENCES
[1] FRIDLYANDER N, SISTER V G, GRUSHKO O E. Aluminum alloys promising materials in the automotive industry[J]. Metal science and heat treatment, 2002, 44(9): 365-370.
[2] HARAGA K. Strength properties of aluminum/aluminum and aluminum/steel joints for light weighting of automotive body[J]. Weld World, 2002, 44: 7-23.
[3] ������, �� ��, �Ƽ̻�, �� ��, �� ��, ���˿�. ��/�����ֽ���˫�۳�TIG��ǥ����ͷ������֯����ѧ���� [J]. �й���ɫ����ѧ��, 2011, 21(12): 3076-3081.
CHEN Shu-hai, MA Ke, HUANG Ji-hua, XIA Jun, ZHANG Hua, ZHAO Xing-Ke. Microstructure and mechanical property of joint by TIG welding-brazing with dual weld pools for steel/aluminum dissimilar metals[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3076-3081.
[4] �ν���, ������, ���, ���㳬. ���Ͻ�/�����ԤͿ���ټ�벻���ǥ����ͷ������[J]. �й���ɫ����ѧ��, 2009, 19(7): 1209-1215.
SONG Jian-ling, LIN San-bao, YANG Chun-li, MA Guang-chao. Characteristics of precoating TIG welding-brazing joint of aluminum alloy to stainless steel[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1209-1215.
[5] �� ��, �ع���, ������. ���ڼ���-MIG������Դ��5A02���Ͻ�/��п����ǥ��[J]. ��е����ѧ��, 2009, 45(3): 94-98.
LEI Zhen, QIN Guo-liang, LIN Shang-yang. Fusion brazing joining for dissimilar between 5A02 aluminium alloy and Zn coated steel based on laser MIG hybrid welding[J]. Journal of Mechanical Engineering, 2009, 45(3): 94-98.
[6] SIERRA G, PEYRE P, BEAUME F D. Steel to aluminium brazing welding by laser process with Al-12Si filler wire[J]. Science and Technology of Welding and Joining, 2008, 13(5): 430-437.
[7] FENG J C, ZHANG H T, HE P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding[J]. Mater Des, 2009, 30: 1850-1852.
[8] PYZALLA A R, BORBELY A, DEGISCHER H P. Study of microstructure and residual stresses in dissimilar Al/steels produced by cold metal transfer[J]. Mater Sci Forum, 2008, 347: 571-572.
[9] ʯ����, �� ��, �뼪��, �ź���. ��/��п�ְ�CMT��ǥ����������֯���ͷ����[J]. ����ѧ��, 2006, 27(12): 61-64.
SHI Chang-liang, HE Peng, Feng Ji-cai, ZHANG Hong-tao. Interface microstructure and mechanical property of CMT welding-brazed joint between aluminum and galvanized steels[J]. Transactions of the China Welding Institution, 2006, 27(12): 61-64.
[10] �� ��, �� �, �½���. ��/��п�ֱ���CMT���ֽ�����ǥ����ͷ��֯����ѧ����[J]. �й���е����, 2012, 21(23): 2625-2629.
YU Gang, CAO Rui, CHEN Jian-hong. Microstructure and Mechanical Properties of CMT Welding-brazing joint for dissimilar materials between aluminum and galvanized steels[J]. China Mechanical Engineering, 2012, 21(23): 2625-2629.
[11] MEI Shu-wen, GAO Ming, YAN Jun, ZHANG Cheng, LI Gen, ZENG Xiao-yan. Interface properties and thermodynamic analysis of laser arc hybrid welded Al/steel joint[J]. Science and Technology of Welding and Joining, 2013, 19(4): 293-300.
[12] GAO Ming, MEI Shu-wen, LI Xiang-you, ZENG Xiao-yan. Characterization and formation mechanism of laser welded Mg and Al alloys using Ti interlayer[J]. Scr Mater, 2012, 67: 193-196.
[13] ������, ����Ⱥ, �����. ��/�����ֺϽ���ǥ����ͷ��������[J]. �й���ɫ����ѧ��, 2008, 18(6): 991-996.
CHEN Shu-hai, LI Li-qun, CHEN Yan-bin. Interface characteristic and property of Ti/Al dissimilar alloys joint with laser welding-brazing[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 991-996.
[14] SONG Jian-ling, LIN San-bao, YANG Chun-li. Microstructure analysis of interface layer with tungsten inert gas welding-brazing joint of aluminum alloy/stainless steel[J]. Acta Metal Sinca, 2009, 45: 1211-1216.
[15] GAO Ming, MEI Shu-wen, WANG Zhe-ming, LI Xiang-you. Process and joint characterization of laser-MIG hybrid welding[J]. Mater Process Technol, 2012, 212: 1338-1346.
[16] MAITRA T, GUPTA S P. Intermetallic compound formation in Fe-Al-Si ternary system: Part��[J]. Mater Charact, 2013, 49: 293-311.
[17] SONG Jian-ling, LIN San-bao, YANG Chun-li. Effects of Si additions no intermetallic compound layer of aluminum-steel TIG welding-brazing joint[J]. Alloys Comp, 2009, 488: 217-222.
(�༭ �� ��)
������Ŀ�����ҹ��Ų�04ר��������Ŀ(2013ZX04001101)
�ո����ڣ�2014-04-02�������ڣ�2014-11-20
ͨ�����ߣ�÷���ģ�����ʦ���绰��021-37842747��E-mail: shuwenmei1@163.com
ժ Ҫ�������蹲���Ͻ�Al-12SiΪ�����ϣ����ù��˼���-���������(CMT)���Ϻ��Ӽ����Ʊ���/�����ֽ������ʶԽӽ�ͷ��ͨ��SEM��EDS��XRD�������������������ֺ��ۺ�������������ԵĽ����仯����(IMCs)�㡣�ӽ�ͷ�ϲ����²���IMCs������������ɾ��״��ɰ��״��IMCs��ͨ������Ϊ����ṹ���ֱ�Ϊ�����ֻ����Ħ�-Fe4(Al,Si)13��Ϳ��������Ħ�5-Al8(Fe,Cr)2Si����ɡ�������ƫ����Ϊ0.4 mmʱ����������Ż���ΧΪ80~110 J/mm���ڴ˷�Χ�ڣ�IMCs������ȷ�ΧΪ3~8.5 ��m����ͷ����ǿ�ȴ���130 MPa���ﵽ��ĸ�ĵ�80%���ϡ�
