
���±�ţ�1004-0609(2010)S1-s0775-05
TC11�Ͻ����Ͷͼ����������ά����Ԫ��ֵģ��
���������� ���� ��
(�й������ع����Ź�˾������ 471039)
ժ Ҫ��
��������Ԫ������TC11�ѺϽ��Ӷͼ�ģ���̽�������ά��ֵģ��������ó��˱����в��ϵ�����״̬���¶ȳ��ֲ����ɡ���������Ԫģ������ģ�ͳ��ι��ղ��������Ż���ƣ���������TC11�ѺϽ��Ӷͼ�ģ�ͳ��ι������顣ʵ����֤������Ԫģ����������Ϊȷ��TC11�ѺϽ��Ӷͼ����칤���ṩ�����ݡ�
�ؼ��ʣ�
TC11�Ͻ�����������ά����Ԫ��ֵģ����
��ͼ����ţ�TG319���� ���ױ�־�룺A
3D FEM numerical simulation of forging process of TC11 titanium alloy complicated forge
WAN Zi-yong, YU Wei, YANG Rui
(Luoyang Ship Materials Research Institute, Luoyang 471039, China)
Abstract: Based on the FEM, a 3D numerical simulation of forging process of TC11 titanium complicated forge was carried out, the laws of material flow and temperature field distribution were revealed based on the results of FEM simulation. The process parameters and mould structure were optimized. Experiments of forging process of TC11 titanium alloy complicated forge were made. FEM simulation results were verified by experiments. The research offers the principle for optimizing the process parameters and mould structure of C11 titanium alloy complicated forge.
Key words: TC11 titanium alloy; forge; 3D FEM simulation
TC11�Ͻ���һ���ۺ��������õĦ�-������ǿ�ѺϽ���500 ���������������ǿ����(����ǿ�ȡ���俹����)�������нϸ�����ǿ�ȡ��úϽ���Ҫ�������캽�շ�������ѹ�����̡�ҶƬ����Ͳ�������Ҳ����������ɻ��ṹ��[1]��
��������Ԫ��ֵģ�ⷽ������������������֮ǰ���Զ�����̽��з������ھ������ٵ��������������£��ܹ��õ������������ɡ��¶ȳ���Ӧ�䳡�������Ϣ������Ԥ�����ȱ�ݣ����ƶͼ���������ˣ���ֵģ���ڲ��ϵij��ι����еõ��㷺Ӧ�á�ʷ�Ƶ�[2]��TC11Ҷ�ֵĵ��¶�����̽�������ֵģ�⡣�����õ�[3]��TC11�ѺϽ�Ķ���ζհι��ս���������Ԫ������
����ij��˾���úϽ�Ӧ���ڷɻ�ij���ܸ��²�λ�Ķͼ����������ڴ˴����ƵĶͼ�������״���ӣ�����TC11�Ͻ����Բ���ο����ߣ������¶ȷ�Χխ����ʹ����TC11�Ͻ�ͼ���ǰ�������г��ֲ��׳��Σ����κ�ͼ��������ƽ϶�����Ϊ�ˣ��������߲��ø�ճ��������Ԫ��������TC11�Ͻ�ģ�ͼ����ι��̽�����ֵģ�⣬ģ�������ǰ�ڳ���ʵ��Ĺ��գ��о��˶ͼ����ι��̽����������ɡ����ι����¶ȳ��ֲ��Լ��غɵȣ��Թ��ս����Ż��������������������֤��ģ�������������Ǻϡ�
1 �ͼ����ι��̵�����Ԫģ��
TC11�ѺϽ�ͼ����μ�ͼ1���Ӷ���Ƕȿ��ǣ�ͼ1�жͼ��ϲ�̨������䣬��˽��ϲ�̨��λ�ŵ���ģ���ͼ��ײ���Ȼ��״���ӣ���������䣬��Ϊ��ģ��ģ��ͼ2��ʾ����ֵģ����̵ļ���ģ�ͼ�ͼ3�����У����ϳߴ����ǰ�ڼ��㼰ʵ��õ�����ߴ�Ϊd50 mm��40 mm���߲���ǵ�R3Բ�ǣ����Ϲ�����Ϊ50 000�������嵥Ԫ��
���ϲ�������Ӧ��ģ�ͼ�ͼ4[4]�����ϳ�ʼ�����¶�Ϊ950 �棬���ǵ�ת�ƹ���������ʧ��ģ�����趨�����¶�Ϊ930 �档ģ�߲���ΪH13��ģ���¶�Ϊ300 �棬�����¶�Ϊ20 �棬Ħ������Ϊ0.3��

ͼ1 �ͼ�ģ��
Fig.1 Forging model
ͼ2 ģ����ģ��
Fig.2 Geometrical model of die: (a) Top die; (b) Bottom die

ͼ3 ��ֵģ�⼸��ģ��
Fig.3 Geometrical model of FEM model
2 ģ����������
ǰ�������в���800 t��ѹ������ѹ�ƣ�һ��γ��Σ���ģѹ���ٶ�Ϊ10 mm/s�����ι��̶ͼ�Ե��λ��������Ҷͼ����ƽ϶࣬��ɶͼ����ϡ��ݴ�����������ֵģ�⡣
2.1.1 ���ι��̽�������������
������̲�ͬ�εĽ�����������ͼ5��ʾ����ͼ5���Կ�����ͼ5(a)~(c)��Ϊ��ֳ��νΣ��˽ν�����Ҫ����������������ë�ߣ���Ĥǻ�������ͼ5(c)~(d)Ϊ���������Σ��˽ν���������ë�߷�������������ʼ����ģą̊́��λ��䡣�ӱ��ι��̿����öͼ���ģ��λ����䣬�ϲ�̨��λ������䡣
2.1.2 ���ι����¶ȳ�����
ͼ6��ʾΪ��ͬ���ν������ڲ��¶ȷֲ�ʾ��ͼ����ͼ6���Կ�����ͼ6(a)~(b)�ı��νΣ������ڲ��¶�ԼΪ930 �棬�߲���ģ�߽Ӵ���λ�¶Ƚϵͣ�Ϊ800 �����ң������кܱ�һ�㣻ͼ6(b)~(c)�ı��νΣ������ڲ��¶��Ա�����930 �����ң��IJ�λ�õ��¶����ߣ�����930 �棬ԭ�����ڱ��ι����ж�����ЧӦ��ɲ�����ģ�������ϽӴ���λ�¶ȼ����½��������¶Ƚ���750 �����£����¶Ȳ�Ҳ�ϱ����Գ���Ӱ�첻���ڵ�90��ʱ��800 �������¶Ȳ��Ѿ��Ϻ�TC11�Ͻ��ʺ���800 �����¶��죬�¶ȹ��ͻ���ɽ������ο����������������Լ����½���ʹ��
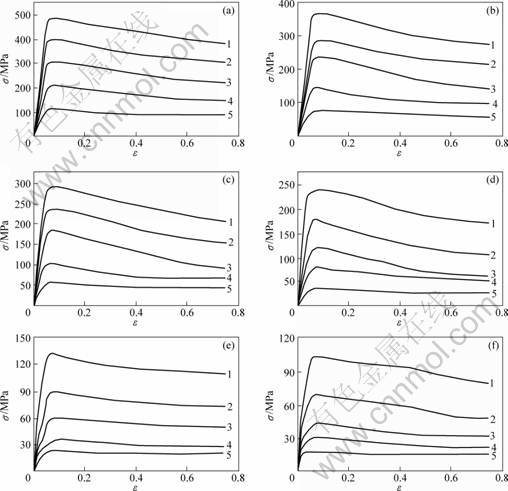
ͼ4 TC11�ѺϽ��ȱ��ε�Ӧ����Ӧ������
Fig.4 Stress��strain curves of TC11 alloy (1��10 s-1; 2��100 s-1; 3��10-1 s-1; 4��10-2 s-1; 5��10-3 s-1): (a) 800 ��; (b) 850 ��; (c) 900 ��; (d) 950 ��; (e) 1 000 ��; (f) 1 050 ��
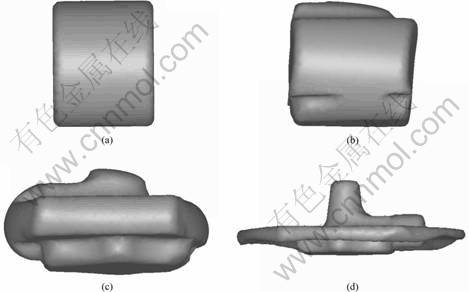
ͼ5 ��ͬ�εĽ�������ʾ��ͼ
Fig.5 Schematic diagrams of material flow in different deformation stages: (a) Step 1; (b) Step 30; (c) Step 60; (d) Step 80
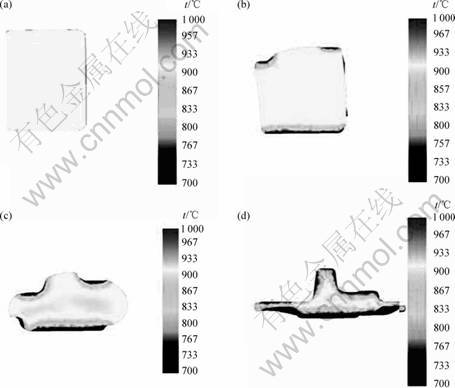
ͼ6 ��ͬ���νε��¶ȷֲ�
Fig.6 Temperature distribution in different deformation stages: (a) Step 1; (b) Step 30; (c) Step 60; (d) Step 90
�ͼ������������ơ�
2.1.3 �غɷ���
��ͼ7���Կ���������غɲ�����450 t������800 tѹ�����������غ�����
���Ϸ�����֪��ǰ������ʵ��ͼ������׳�������������Ҫԭ����Ϊ�������������ģ�߽Ӵ���λ�½��Ͽ죬�����ڲ����죬��ɲ��������½����������ơ�
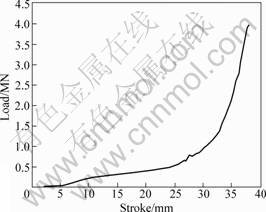
ͼ7 �غɡ��г�����
Fig.7 Load��stroke curve
��������ģ������������Ҫԭ�����ڶ�������¶ȹ��ͣ���ˣ���������γ��ι��գ��������������䣬����������60��ʱ����¯���¼��ȣ��ٴ�ѹ�ơ�
ͼ8��ʾΪ����γ��κ�ͼ��¶ȷֲ��������ͼ6(d)��ȣ��¶ȷֲ������Ը��ƣ�930 �����Ҹ��������������������֮��850 ��������������Χ��С��������¶����ߣ�ģ�������ϽӴ���λ���� 800 ��ĵ�������Ϊ�ܱ�һ�㣬�Զ������Ӱ�첻 ��

ͼ8 ����ζ������ճ��ν��¶ȷֲ�
Fig.8 Temperature distribution in finish-forging stages
3 ʵ����֤
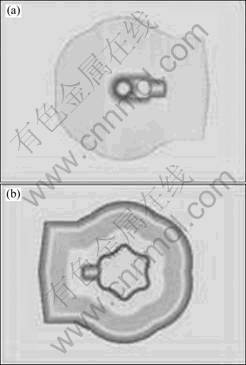
����ģ��������������ԭ���������ղ�������������γ��Σ������������ϸ�Ķͼ���ͼ9��ʾΪ���κϸ������ģ����Աȡ���ͼ9���Կ�����ģ�����ʵ�ʶͼ�����������Զͼ�������ɫ̽�ˣ�����Ҫ���������е�������ã�������ر���

ͼ9 ʵ������ģ�����Ա�
Fig.9 Comparison of experiment and simulation: (a) Qualified formed part; (b) Simulate part
4 ����
1) ͨ������Ԫģ�⣬�õ������ϳ��ι��̵Ľ���
�������ɡ��¶ȳ����غ�����ȣ������TC11ģ�ͼ��������������Ƶ����⡣
2) ģ������ʵ��Ӧ�ý���ĶԱȷ������������ģ�������ʵ���������������˵��ģ�������������̾���ָ�����塣
REFERENCES
[1] ���й����ղ����ֲᡷ�༭ίԱ��. �й����ղ����ֲ�: ͭ�Ͻ��ѺϽ�[M]. ����: �й���������, 2001: 147-173.
China aeronautical materials handbook Editorial Board. China aeronautical materials handbook: Copper alloy and titanium alloy[M]. Beijing: Standards Press of China, 2001: 147-173.
[2] ʷ ��, ���±�, �� ��. TC11�ѺϽ�Ҷ�ֵ��¶��������ά����Ԫģ��[J]. ��ѹ����, 2008, 32(2): 19-22.
SHI Ke, SHAN De-bin, L? Yan. 3D FEM simulation of isothermal forging process for TC11 titanium alloy impeller[J]. Forging and Stamping Technology, 2008, 32(2): 19-22.
[3] ������, ��С��, �ź���, ��. TC11�ѺϽ����ζղ�������ά����Ԫģ��[J]. ��ѹ����, 2009, 34(1): 1-5.
WANG Zhong-tang, DUAN Xiao-liang, ZHANG Hai-yan, et al. 3D FEM simulation of multi-pass upsetting and stretching for TC11 alloy[J]. Forging and Stamping Technology, 2009, 34(1): 1-5.
[4] �����. TA15��TC11�ѺϽ��ȱ��β��ϱ���ģ���о�[D]. ����: ������ҵ��ѧ, 2007: 24-32.
SHEN Chang-wu. Research on material constitution models of TA15 and TC11 titanium alloys in hot deformation processes[D]. Xi��an: Northwestern Polytechnical University, 2007: 24-32.
(�༭ ����Ƽ)
ͨ�����ߣ����������绰��0379-67256994��E-mail��axz66@sina.com
