
DOI��10.19476/j.ysxb.1004.0609.2019.04.16
Ӳ�ʺϽ�ǰ���浶мճ���γɼ�Ԫ����ɢ����ģ��
�½��1, 2��֣����1��������1���� Ϊ1������˫1
(1. ������������ѧ ���ҵط����Ϲ����ص�ʵ���ң������� 150080��
2. ����ѧԺ ���繤��ѧԺ������ 351100)
ժ Ҫ��
��Ϸƿ˵ڶ�����������ǰ���浶м��Ԫ��Ũ�ȷֲ������ð�����ģ�ͣ����������¶�Ӱ��ĵ�мԪ����ɢ���̣�ͨ����������������ճ�����γɹ��̣����üн����ͺ��Ӽ��ڲ�ͬ�¶��µ���ɢ�ֱ����ģ��ճ��δ�����Ͳ���ʱ�ڲ�ͬ�¶��µ�Ԫ����ɢ�����̽���¶Ⱥ�ճ����Ԫ����ɢ��Ӱ�죻ͬʱ�������ɢ�Լ��ڲ�ͬ�¶��µ�Ԫ��Ũ�ȷֲ�������������������������ݴ�����������ȷ�����о�������ճ���IJ�������Ӱ����ɢ������Ũ�ȣ�����һ���̶���Ӱ����ɢ�Ľ��̣������¶ȵ����ߣ���ɢ���ʼ���ɢ���붼����Ӧ�������о�������ڴ��۲����ʾԭ���˶����ɣ�������ߵ��߿�ճ���������ܾ�����Ҫ���塣
�ؼ��ʣ�
Ԫ����ɢ��Ӳ�ʺϽ���ճ������ɢ������
���±�ţ�1004-0609(2019)-04-0790-13���� ��ͼ����ţ�TG701���� ���ױ�־�룺A
Ӳ�ʺϽ�����Ӳ��̼�����ĩ���ʵؽ����Ľ�����ĩ(һ��ΪCo��Ni��Fe)��Ϊԭ�ϣ�������ĥ��ϡ����Ρ��ս���ɵĸ��ϲ��ϡ�������Ⱦ��г������ٸֵ�Ӳ�ȣ����ܳ��ܽϴ�ij���غɣ�ͬʱ���ܳ������������еĸ��£���Щ���������ʹӲ�ʺϽ���ΪӦ����㷺�ĵ��߲���[1]��Ͳ���Ǽ��ⷴӦ���Ĺؼ���������2.25Cr1Mo0.25V�ֶ���ë���Ļļӹ��������ӣ�ͬʱ2.25Cr1Mo0.25V�����Ըߣ�ǿ�ȴ������ӹ�ʱ����Ӳ�ʺϽ���ճ�ᣬ�����Ѽӹ����ϣ������лļӹ�ʱ�����ϱ�����������Ƥ��ȱ�ݵĴ�����ɲ�����ӣ����߾����˴����ܵ���ǿ�ij���غɺ���Ӧ����ѭ���������������������̵Ľ��У�Ԫ����ɢҲ���Ϸ������ı䵶����ṹ������[2-4]����ճ�������������С�ڱ��������ʱ��������������ء���ˣ�̽���ӹ�������Ԫ����ɢ��Ӱ�������Ҫ���塣
������ֲ���Ԫ����ɢ��Ϊ�����۷����������ʵ����֤��������ѧ���Ѿ������˴������о��������������е����빤��֮��Ԫ����ɢ���棺�������[5]ѧ��ͨ����Ӳ�ʺϽߺ�M2��������3Cr1Mo0.25V������Ӳ�ʺϽ��е�Coճ�����빤����Fe��Mo��Cr��ͬ��Ԫ�ص�������ǿ���¶Ƚϸ�ʱ������-м�Ӵ���������ճ������������Ӣ�˵�[6]���ý��������Ӳ�ʺϽ������ĥ�����и�ķ����������ĥ�Ľ�����й۲��Ԫ�ط����������ڶ�Ԫ����ɢĥ��ķ�����⣻�ϸ��ֵ�[7]ͨ�����������������и��¸�ѹ�����µĵ�����ɢĥ��ճ������������з�����ͨ���������Ԫ���淽������ʾ�˵���ĥ���������ͨ�����۷�������Ӳ�ʺϽ���ɢĥ����ɽ��ж���������SOKOVIC��[8]�� ����Ϳ������մɹ���/���������ϵ���ɢ������Ԫ����ɢʹ���߽߱���ɷ����仯�������������л�е���˵Ŀ����ԣ������ֲ����о����棬����[9]ͨ����Fe/Al��ɢ����ͷ��������֯��Ԫ���ڽ��渽������ɢ��Ϊ�Լ�Ԫ����ɢ���γɽ��������֮���ϵ���о���̽������ɢ�����淴Ӧ���γɻ����������ֵ�[10]���ù�̬��ɢ����ʵ�ָ��غϽ��ͭ�����ӣ���������ɢ��Ӧ�¶ȶԽ��淴Ӧ��Ϊ�ͽ�ͷ���ܵ�Ӱ�죬��ϲ��Է����õ�Cu�ڸ��غϽ��е���ɢϵ����SUN��[11]�о��˹��ղ�����˫�����ȱ���ұ���Ϲ����ж�Ԫ����ɢ��Ϊ�IJ�ͬӰ�죬�����Ԫ����ɢģ����Ԥ��Ԫ����ұ���Ͻ��渽���ļ���ֵ������ģ���п�������ЧӦ�����ЧӦ�����ʵ�Ӱ�죻AHMED��[12]����Boltzmann-Matano��Sauer��Freise��Hall�ķ����Ի���ɢϵ�����Ƚ����˱Ƚ��о���������[13]���ø�ʴ���о��˸�̼����иָ�����ɢǰ���״��֯���ݻ��������ɨ��羵�����˴�״ƫ������Ҫ�Ͻ�Ԫ�صķֲ���ͨ��������ɢǰ������ɢ���Cr��ƫ����ֲ��Աȣ��ó�������ɢ���ܴٽ�Ԫ�ص��ٷ��䣻�Ź����[14]��SiC��ά��Ti����Ti2AlNb��Ϊԭ�ϣ�ʹ�������ѹ�������Ʊ�������ά�������㸴�ϲ��ϣ���������ɺ�����֯���з������õ�����淴Ӧ�����Լ����洦��������̬�����ε�[15]�Բ��ù�Һ��ɢ���ӷ����Ʊ���ZChSnSb11-6/20�Ÿ�˫�������ϲ��ϣ���ͨ���������Է��������������ڲ��Ͻ������Fe��Sn���γɻ���ɢ���ɲ㣬������ǿ����ߣ������[16]���ù����ĩ�����ϸ��¹�����ɢ�����Ʊ���������ά��״����Ni-Cr-Fe��ĭ�Ͻ𣬽���������Է��������������¶Ȼ�ʹ��˿Ni-Cr-Fe�Ǽ���Cr��FeԪ��Ũ�����ӣ�ѹ��ǿ����ߺ������������ܽ��ͣ�����漵�[17]�Ʊ���45�Ÿ�Ϊ����ĸ�����ͭ�������纸�㣬��ͨ������ɢ�������о��纸�������֮��Ԫ����ɢ���纸����֯��Ħ�����ܵ�Ӱ�죻YANG��[18]ͨ����ĩ�ս��Ʊ������մɣ�������XRD�����۲�����IJ��죬��������������ս��¶ȵ����ߣ������ľ����ߴ������ܶȾ��������ӣ�����1500 ��ĵ絼����������1400~ 1450 ��ʱ����ͨ���ս�������ս��¶ȶ�Ԫ����ɢӰ����ͣ�SILVA��[19]ͨ��ʵ���������ɢ���㷢�����ȴ����ڼ�̼�������Ͻ�Ԫ�ػᷢ�����ɢ����ɢ���Ӱ��Ϳ�����ͻ���֮������������ѧ���ܡ�
����Ԫ����ɢ�����淴Ӧ�Խ��漰�������ܵ�Ӱ�������о�������������ӹ������е���ǰ����ճ���IJ�������Ԫ����ɢ�Ļ����о����١���ˣ����Ľ������ʵ�����ճ�����γɹ��̣�ͬʱ���н����ͺ��Ӽ��ڲ�ͬ�¶��±���һ��ʱ�䣬����ģ��ճ��δ�γɺ��γɺ��Ԫ����ɢ���������ճ�����¶ȶ�Ԫ����ɢ��Ӱ�죻���ݷƿ˵ڶ����ɣ�����Ԫ����ɢģ�ͣ����������ʵ���ģ�ͽ�����֤��ϣ��ͨ���Ե�м�Ӵ�����Ԫ����ɢ��Ϊ���о���̽����ɢ��Ϊ��Ӱ�����أ���ʾ����ճ���������������ߵ�����������ָ�����塣
1 ��-мԪ����ɢģ��
�������ӹ������У�Ӳ�ʺϽ�ǰ���浶-м��Ӵ����Ӵ��洦����ɢ�������ֽ������ϼ�Ԫ�ػ���ɢ����Ԫ��Ũ��������ʱ��仯���仯�ģ���˿ɲ��÷ƿ˵ڶ����ɶ���������ɢԪ����ijһ״̬�µ�Ũ�ȷֲ���������ǰ����ʼ�������ʵ���м�Ӵ����乤�����Ũ�ȱ��ֺ㶨ֵ���Ӵ��������¶Ⱥ�Ӧ����������ɹ���������ǰ����IJ������������ۻ����������ճ���IJ��������ѡ�ð�������ɢģ����������м���Ԫ����ɢ״̬����ģ����ͼ1��ʾ��
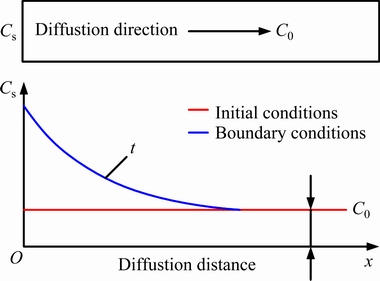
ͼ1 ��������ɢģ��
Fig. 1 Semi-infinite length diffusion model
��������������-����������£������빤������Ԫ�ز�����ɢ��ǰ����ı���ɷֺ�����֯�����仯�����յ��µ���ʧЧ�Ĺ��̡����У������¶���Ϊ���������ɢ�бز����ٵ�һ����ֱ��Ӱ����ɢ�Ľ��̣�Ϊ��̽���¶ȵ�Ӱ�죬�ҽӴ�������ɢ���Ϸƿ˵ڶ����ɣ���
 (1)
(1)
ʽ�У�CΪԪ��Ũ�ȣ�tΪ��ɢʱ�䣻DΪ��ɢϵ����pΪ�¶�Ӱ��ָ����TΪ��Ч�¶ȣ�T0Ϊ��Ч�ο��¶ȡ�
�� ���������߿ɼ�Ϊ
���������߿ɼ�Ϊ
 (2)
(2)
�����߽��л��֣����� �÷��̵�ͨ��Ϊ
�÷��̵�ͨ��Ϊ
 (3)
(3)
ʽ�У�AΪ��ӦԪ�ص�Ũ�ȱ仯���ȣ�BΪ���Ľ��洦��Ԫ��Ũ�ȡ�
���ݽ�Ͻ��洦��ɢԪ��Ũ�ȵij�ʼ�����ͱ߽�������ȷ�����̵Ľ⡣
��ʼ����Ϊ
 (4)
(4)
�߽�����Ϊ
 (5)
(5)
���յõ���ɢ���̵����������⣬��Ԫ����ɢŨ�ȼ��㹫ʽΪ
 (6)
(6)
ʽ�У�xΪ��ɢ���룬��m��C0Ϊ�����ʼŨ�ȣ�%��CpΪ����������ɢԪ������Ũ�ȣ�%��DΪ��ɢϵ����m2/s��pΪ�¶�Ӱ��ָ����tΪ��ɢʱ�䣬s��TΪ��Ч�¶ȣ�K��T0Ϊ��Ч�ο��¶ȣ�K��
2 ��-мճ�����γ�
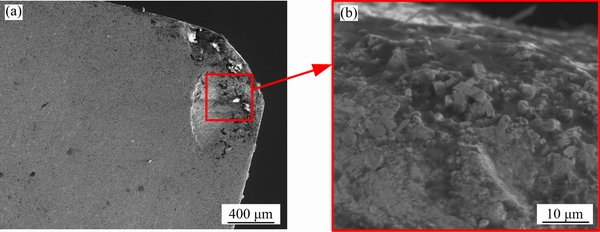
��ʵ��������ʵ�鼰���������ӹ�2.25Cr1Mo0.25VͲ�ڲ��ϵ��ֳ������ֺܶ൶��ǰ�����в�ͬ�̶ȵ�ճ�ᣬ��ͼ2��ʾ���������ӹ������У����ڹ�����������Ƥ��ȱ�ݵĴ�����ɲ�����ӣ����µ��ߴ��ڶ������������߾����˴����ܵ���ǿ�ij���غɺ���Ӧ����2.25Cr1Mo0.25VͲ�ڲ��Ͼ��нϺõĸ������Լ�ǿ�ȣ����������ʹ��м�ײ��뵶�߱�����ܽ�ϣ�ʹ���ߵı���ԭ�Ӽ�ľ���ﵽ��������ij̶ȣ��ߵ������¶�ʹ˫���ı���ԭ�Ӷ������˽ϸߵ���ɢ�������ɿ���������ɢ���γ��ι̵�ճ���㣬����ν�ġ�ճ��������ճ��IJ��������������иı���ԭ�еĵ���ǰ���漸����״��ʹ�ӹ�����ߵͲ�ƽ������Ӱ��ӹ��ijߴ羫��[20]��
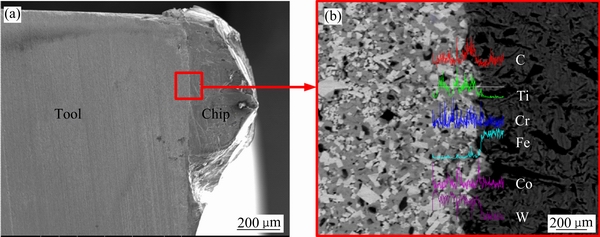
���е��о�������CoԪ����ΪӲ�ʺϽ��е�ճ�����ܹ���ʪ���۵�����۽���̼����Ӳ���࣬���赶�߲�����Ҫ��������ԣ�������Fe��Cr��CoԪ��Ϊͬ��Ԫ�أ�����ͬ�ĵ���ṹ��ԭ�Ӽ�����ǿ�������γ��û������塣2.25Cr1Mo0.25VͲ�ڲ��ϵ���������������������������������������ʹǰ������ܴܺ��������������ݵ�-м���Ӵ��������С�����������㣬�䵶-м�Ӵ�����ѹǿΪ100 MPa���Ӷ���֤�˲��ϱ���Ľ��ܽӴ���ԭ�Ӽ����ﵽ��С���𣻸�����������ɢ������ʹ��-м�е�Ԫ�ش��������γ��ι̽�ϡ��ԺϽߵ�ǰ���������ɨ��������õ��������ڵ�Ԫ�����༰������Fe��CrԪ�صĴ��ڽ�һ��֤������ɢ�ķ�������ͼ3��ʾ��
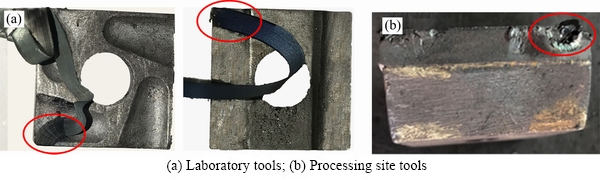
ͼ2 ����ǰ�����ճ������
Fig. 2 Bonding phenomenon of tool rake face
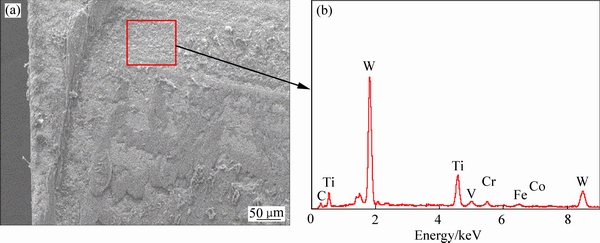
ͼ3 ����ǰ������ɨ�����
Fig. 3 Scanning analysis of tool rake face
���ø�����Ӱ�Ǽ�¼�������������е�м�Ӵ�����Ķ�̬ͼ����ͼ4��ʾ����ͼ4��֪��������ÿ���г�ʱ��ǰ�����ʱ�䶼��������м������һ������ʱ���ܵ�����غɵ�Ӱ�죬����ճ��ι̵���м����һ������ʱ�����ͻ����䣬��ճ���ι̵���м����߲��ֵ��߲�����ɵ���ǰ����ı�����ò�ı䣬�����������̵�ѭ��������������ɵ���ǰ���������
��������ʼ�մ��ڸ��¸�ѹ�Ļ����£�ΪԪ�ص���ɢ�ṩ��������������ͬʱ����������Խ����ĵڶ�������������ǰ���浶-мճ�����γɵ����յ�������һ���Ϊ4���Ρ�
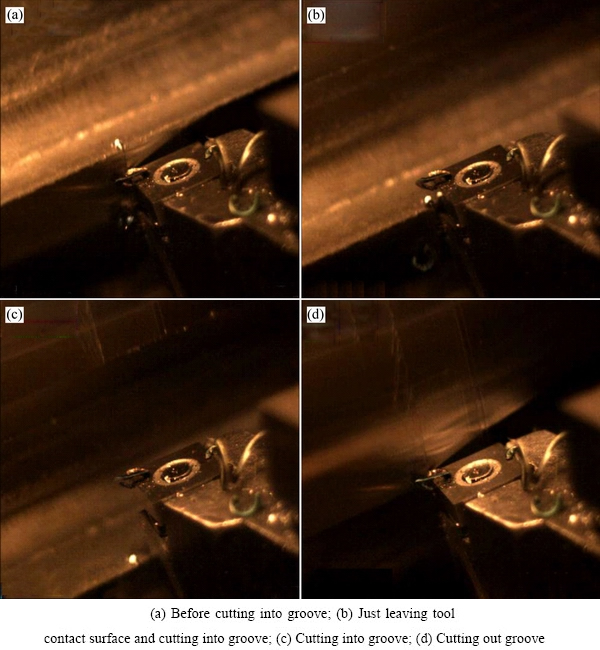
ͼ4 ������Ӱ�Ǽ�¼��˲ʱ����״̬ͼ��
Fig. 4 Images of instantaneous cutting state recorded by high-speed camera
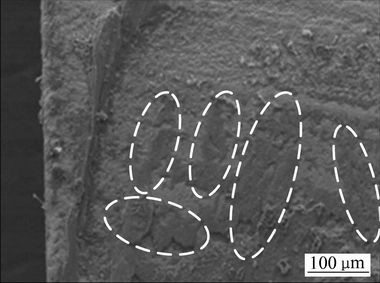
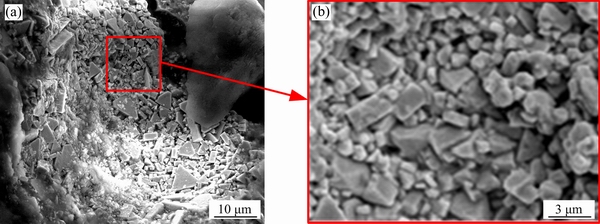
1) �����ݵ��γɡ��������̵Ľ����ƻ���Ӳ�ʺϽ߱���������ԣ�ʹ���߱����Ӳ������¶�������γ��ڶࡰ�µ�״����������ͼ5��ʾ����ЩӲ�����ǿ�ȡ�Ӳ�Ⱥ��۵�ܸߣ������е��¶Ⱥ���ʹ���ڻ������¸մӹ������µ���м����Ҳ��ôֲڣ�����ǰ����ʱ��Ӳ�ʵ�Ӵ�������Ӳ�����Ӳ�ȸ��ߣ��������ϸ��ױ��Σ������������������ȵ��������γɵ�м���нӴ���Ԫ����ɢ����������
2) ��-мճ���ij����γɡ�����������ĥ��Ӿ磬������м�����ڵ���ǰ�����ϣ����γ�ʱճ�������С����м�뵶��ǰ����������С�����ȶ����������䣻������ֻ����µ���м�뵶��ǰ����Ӳ�ʵ���ܽӴ����ڸ����γ��µ�ճ���˷�����ֱ��Ӳ�����ļ�϶����ǿ�ȡ�Ӳ�Ƚ�С�Ĺ���������䣬���ָ���ĵ����ĽӴ���ʹ��ճ�����������֮���¸�ѹ�Ļ������ٽ���мԪ����ɢ�Ľ��У��Ӷ�ʹ���γ�ճ�Ӳ��ι�ճ���ڵ���ǰ�����ϣ��ɴˣ�����ճ��������γɣ���ͼ6��ʾ��
3) ��-мճ�������γɡ����ŵ�-м������IJ���Ħ����ҧ�ϣ��������м�����ڵ���Ӳ����ı��棬��ԭ�������֮��Ľ�ϱ���������ճ�ᣬ��֮���Ͻ��е�Ԫ����ɢ��Ϊ���ڵ���ǰ�������мճ��ǿ�ȴ�����м�ڲ��ļ�������ǿ�ȣ������γɱ���ճ����(��ͼ7��ʾ)���ı�����м��Ӳ�ʺϽߵĽӴ�״̬��
4) ǰ����������������ڵ���ǰ�����γɵ�ճ����ʼ���ܵ�������Ӧ���ͻ�еӦ�������ã�ʹ�ò����������ճ�����뵶�������Ч��������С�����ǿ�ȼ���������ճ��������ڲ���������������ƣ�����Ʋ������ڼ�Ӧ���������£�������ƽ�б�����չ����ٽ����������������������ǿ�ȼ�С��ijһ�̶�ʱ����ճ����˺�Ѳ�����м���ߣ���ɵ��ߵ�������ͼ8��ʾ��
ͼ5 ����ǰ����ĥ����ĥ������Ӳ���������ò
Fig. 5 Hard phase particles morphologies of tool rake face wear (a) and surface wear area (b)
ͼ6 ��-мճ���ij����γ�
Fig. 6 Initial formation of tool-chip bonding

ͼ7 ��-мճ���Ļ����γ�
Fig. 7 Basic formation of tool-chip bonding
ͼ8 ����ǰ����������������Ӳ���������ò
Fig. 8 Hard phase particles morphologies of tool rake surface damage (a) and damaged area (b)
3 ��ɢʵ��
Ԫ����ɢʼ�հ����������������̣���������Ԫ�ص����뼰��������Ԫ�ص���ʧ�ı��˵�����ijɷֺ��۽ṹ������Ӱ�쵶�ߵ����ܣ����¶���Ϊ����Ҫ����������֮һ������Ӱ����м����ɫ������Ӱ��Ԫ�صĻ���ɢ���̡�Ϊ�˸��õ�̽������ճ���Լ��¶ȶ�Ԫ����ɢ��Ӱ�죬��YT15Ӳ�ʺϽ߲�����2.25Cr1Mo0.25VͲ�ڲ��������ɢż��������ɢʵ��̽����Ӱ����ɡ�
3.1 ��ɢż�Ľṹѡ��
�ۺ����ϵ�-мճ�����γɿ�֪��Ħ�����Ĺ�����ճ���γ����ƣ�һ�㾭��3���Σ���һ����Ҫ��Ħ�����̣�ͨ���Ӵ���֮����Ħ���ų�������������ۡ�������ȣ�ʹ�����Ľ������汩¶�������ɳ��ڸ�����֮���Ħ���������������Ħ�����ڶ������ڷ���Ħ���Ĺ�������ɽӴ����¶ȵ����ߣ����ο����½����ھ�ѹ���ͽ����Ӧ���Ĺ�ͬ�����£���������������������ʹ�����������ԭ�ӽӽ���ԭ���ܷ����������õķ�Χ�ڣ�����ԭ����ɢ�����ϣ�������ٽᾧ��������������Ħ�����̵Ľ��У��Ӵ����Խ��Խ���������γ����������㣬�����ֺ�����Ļ�еҧ�ϣ�ǰ�ڵ�ҧ�ϵ���٣�ҧ�����С�����ױ��ƻ������ڵ�ҧ�ϵ������������ӣ������ڼ�����ʱ�γ��ι̽�ͷ���ھ�ѹ�����¶ȺͽӴ���Ħ�����������£�ճ��������С����������Ԫ�ص�ת�ƣ������γ��ȶ�ճ������ι̽�ͷ�Ĺ��̡���ˣ����û�е�н��ͺ��ӽṹ�����Լ�����ʵ����֤��ģ������������δ����ճ���Ͳ���ճ������̽��ճ����Ԫ����ɢ��Ӱ�졣
3.2 ʵ�鷽��
��е�н��Լ����Ʊ�����Ͳ�ڲ���2.25Cr1Mo0.25V�ӹ��ɳߴ�Ϊ16 mm��16 mm��5 mm�������������������������������ļӹ�ֱ��6 mm���Ŀף�����˨��������������YT15Ӳ�ʺϽ������̶���һ��ͨ��Ť�ذ���ʩ��Ť��ʹ����ܽӴ��������Լ����Ʊ����Ȳ�������������2.25Cr1Mo0.25V������YT15Ӳ�ʺϽ��Ʊ��ɼн�����Ȼ�����ѹ������ʽ��Ͳ�ڲ����뵶�߲��Ϻ�����һ���γ��ι̵Ľ�ϣ���ͼ9��ʾ�����Ʊ���е�н��Լ��ͺ����Լ�֮ǰ��Ҫ�Թ����͵�Ƭ�ĽӴ���������ۺ�������ȥ������������ĥ�⣬��Ӵ�����ֲڶȴﵽ0.05���Ա�֤�����͵�Ƭ���ܽӴ���
��ɢʵ�������¯(��ͼ10��ʾ)�н��У��ֱ���600��800��1000 �汣��60 min���û�е�н��Լ�����ģ������������δ����ճ��ʱ��ͬ�¶ȵ�Ԫ����ɢ״�����ú����Լ�����ģ�����������в���ճ��ʱ��ͬ�¶ȵ�Ԫ����ɢ״����
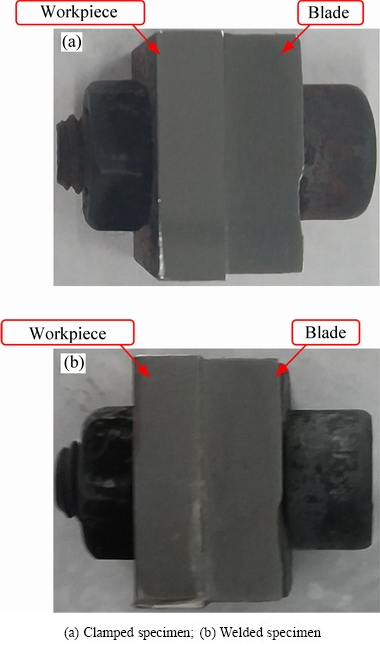
ͼ9 ��ɢż�������ò
Fig. 9 Appearances of diffusion couple
ͼ10 ��ձ���¯��Ƭ
Fig. 10 Photo of vacuum holding furnace
����ɢ������Ļ�е�н��Լ��������ʴ�����������������Ĥ����֤ƽ��Ĺ⻬��������ʹ�þƾ���ϴ���õ��ྻ��������ʹ��ɨ��羵��������й۲⣬���������������õ��Ӵ���Ԫ��Ũ�ȷֲ�����ɨ��ͼ�ף���ͼ11��ʾ��
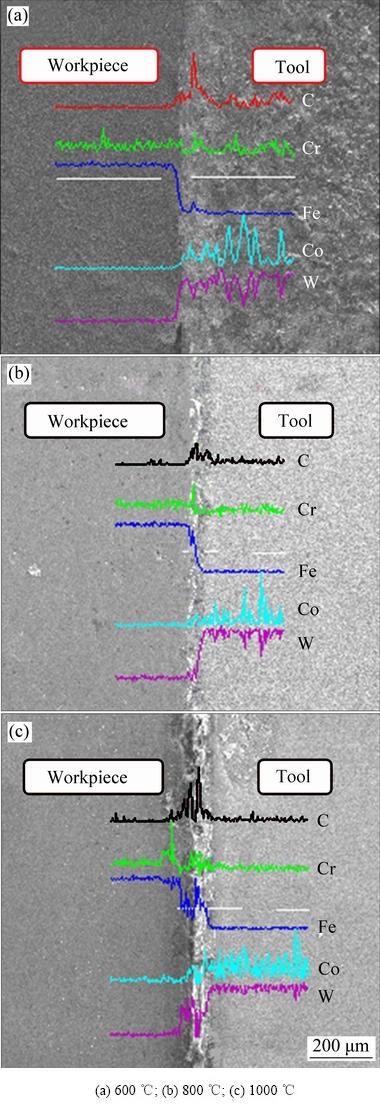
ͼ11 ��ͬ�¶���ɢ�������е�н��Լ������Ԫ��Ũ�ȷֲ���ɨ����
Fig. 11 Line scanning maps of element concentration distribution at mechanical clamping specimens interfaces after diffusion treatment at different temperatures
����ɢ������ĺ��Ӽ���ͬ���ı��洦�����õ��ྻ��������Ȼ��ʹ���������ǽ�������Ũ��ɨ�裬��ͼ12��ʾ��

ͼ12 ��ͬ�¶���ɢ�������Լ������Ԫ��Ũ�ȷֲ���ɨ����
Fig. 12 Line scanning maps of element concentration distribution at welded specimens interface after diffusion treatment at different temperatures
4 ���������ģ����֤
4.1 ��ɢʵ��������
����ǰ�˹�����֪���������ӹ������У��������ϻ߲���ֻ��������е����͵�������Ӧ��������͵���������Ӵ�λ�ò�������������滯�� ��[21-22]������������ɢżʵ���������¯�н��У��������Ϻ͵��߲��Ͻ���Ӵ�λ��ͬ����������������滯�������Fe��W�ֱ�Ϊ�������Ϻ͵����к�������Ԫ�أ�����ɢ��Ϊ����ڵͺ���Ԫ�ظ�Ϊ���ԣ�ͬʱCo��ΪӲ�ʺϽ�ճ���࣬һ������ʪӲ���࣬��һ������ߺϽ�������ԣ�ֱ��Ӱ��Ӳ�ʺϽ�����ܣ����ѡ��Fe��W��Co 3��Ԫ����Ϊ��Ԫ����������ɢ����Ũ�ȱ仯��
��ͼ11�зֱ���ȡFe��W��Co 3��Ԫ�ز�ͬ�¶���Ӳ�ʺϽ߲����ɢŨ��ֵ�����Ƴ�Ԫ��Ũ�ȵı仯���ߣ���ͼ13��ʾ��
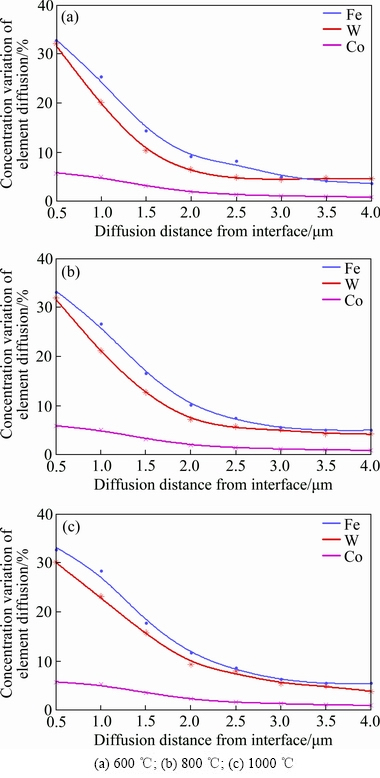
ͼ13 ��е�н��Լ��ڲ�ͬ�¶��µ�Fe��W��CoԪ��Ũ�ȱ仯����
Fig. 13 Concentration variation curves of Fe, W and Co elements for mechanical clamping specimens at different temperatures
��ͼ13��֪��δ����ճ��ʱ���ڲ�ͬ���¶��£���ͬԪ�ص���ɢ���벻ͬ������ͬ��Ԫ����˵���¶����ߣ�����ɢ������Ӧ���ӣ����¶ȶ���W��Ӱ�������¶ȵ����߸����������Դ��ڶ�Fe��Co��Ӱ�죻���ڲ�ͬԪ����˵����ͬ�¶��µ���ɢ����Ҳ������ͬ��������3~5 ��m֮�ڣ���Զ����ɢ����ʱ����Ũ����������һ�¡�
ͬ�����Էֱ���600 �桢800 ���1000 �汣��60 min�ĺ����Լ����б��洦������ͼ11����ͼ����ȡ���߲����ɢŨ��ֵ�����Ƴ���Ũ�ȱ仯���ߣ���ͼ14��ʾ��
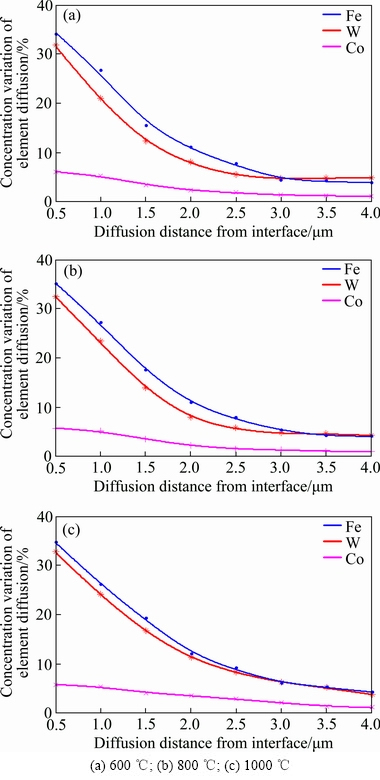
ͼ14 ���Ӽ��ڲ�ͬ�¶���Ԫ��Ũ�ȱ仯����
Fig. 14 Element concentration variation curves of welded parts at different temperatures
��ͼ14��֪����ճ���γ�ʱ������ͬ��Ԫ����˵�������¶ȵ����ӣ���ɢ���ʺ���ɢ������Ӧ���ӣ����ڲ�ͬԪ����˵����ͬ�¶Ⱥͱ���ʱ���µ���ɢ���벻����ͬ��������Զ���Ͻ���3~5 ��m��Ԫ��Ũ������һ�¡������¶ȵ����ߣ���������Ŀ�϶�رպͶ�̬�ٽᾧ����������Ԫ�ص���ɢ�������ӣ�������ʱ��һ��ʱ��Ԫ�ص���ɢ�����������ӡ���ɢ��Ϊ�����ڲ��ʵ��˶��Ļ�����ʽ������Χԭ�ӵ����ã�ԭ�ӵ�ԾǨ��Ҫ�˷�һ�������ݣ����³�ѹ�º��ѽ��У��¶ȵ����߲����ṩ��ԭ��ԾǨ�����������ͬʱ������Χԭ�ӵ����˶�������ԭ���������뿪ԭ��λ�ö����¿�λ��������ԭ�ӵ���ɢ����ɡ�������Ԫ�ز������࣬��W��CoԪ�ص���ʧ�Ӿ硣ͬʱ�������������̵Ľ��У���м���ϵ���ǰ����ճ�ᡢ���ߡ���ճ�ᣬѭ����������ɲ��������Ӳ��������м�����ߣ��������Ԫ�صġ�����������ʧ���ı䵶��ǰ������ɢ����۽ṹ������Ӱ�쵶���������ܡ�
�Ա�ͼ13��14��֪������ͬ���¶��£�����ճ����ͬ��Ԫ����һ����Ӱ�죬�Բ�ͬ��Ԫ�ص�Ӱ���Dz�ͬ�ġ������Լ���Fe��CoԪ�ص���ɢŨ�ȼ������Ը��ڼн��Լ���ͬ��Ԫ�ص���ɢ��������Զ����洦����һ�£�˵��ճ����Fe����ɢŨ�ȼ������ھ�����漸�״�������Ӱ�죬������Ӱ������ɢ������Ũ�ȡ�ͬ���������Լ���WԪ�ص���ɢ���ڼн�����WԪ�ص�Ũ�ȣ�ͬ����Ӱ��������Ũ�ȣ�����1000 ��ʱ��W��Ӱ���Ϊ���ԣ�˵��ճ�����γ���һ���̶��ϴٽ�W����ɢ��
4.2 ģ�͵���֤
1) ģ�Ͳ���ȷ��
�Ե�м�Ӵ�������Ϊ�߽磬ʹ�ð�������ɢģ�͵õ����߲��Ԫ��Ũ�ȷֲ����̿��Լ�Ϊ������ʽ��
 (7)
(7)
ʽ�У�CΪijԪ��Ũ�ȣ�A��BΪ���ϵ������
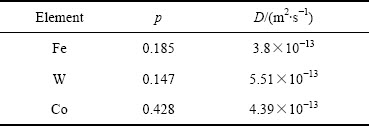
�ֱ��1000 ����Fe��W��Co 3��Ԫ���ڵ��߲��Ԫ��Ũ�ȱ仯�ֲ�����������ϣ���ͼ15��ʾ��3��������ߡ�
�����в���ֵ�ڱ�1���г���
2) ģ�͵���֤
ʵ��������������������Ƥ��ɰ�ۡ����ݵȵĴ��ڣ�����ʱ�������ڶ���������״̬�������������������̲����ȶ������ϴ����ܳ���غɽϴ����Ϊ�˸��к�ʵ�ʹ������ڹ������濪һͨ�ۣ������߾���ͨ�����룬���ܳ���ϴ����µ������𣻵������г�ʱ����м���ײ����ڵ��߱��棬�γ�ճ����
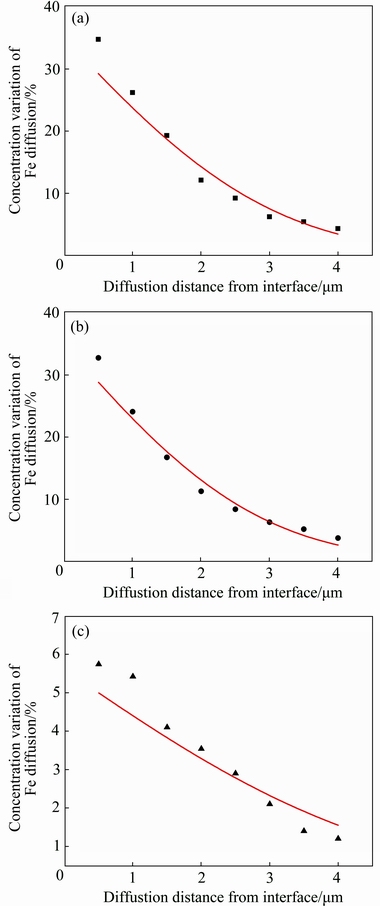
ͼ15 Fe��W��CoԪ�ر仯Ũ���������
Fig. 15 Concentration variation fitting curves of elements Fe (a), W (b) and Co (c)
��1 ��ɢ������δ֪����
Table 1 Unknown parameter of diffusion equation
Ϊ����֤ģ�͵���ȷ�ԣ�ʵ���Ҳ����ƺ�ΪYT15��Ӳ�ʺϽ߽�������Ͳ�ڲ���2.25Cr1Mo0.25V������ʵ�顣ͼ16��ʾΪ����Ͳ�ڲ��ϴ����������ƽ̨���������ղ�����ת��Ϊ110r/min���������ap=2 mm��������f=0.2 mm/r������ʱ��t=60 min��
Ϊ�˱��ڶ�����в������������ȴ�ճ��λ�ô��غ���������и�õ�������������ɰֽ��������д�ĥ���������桰ë�̡�����֤������ƽ��������ĥ���������븯ʴҺ(�������ƺ����軯�ذ���1:5�ı��������ձ�����������ˮ�Ҵ�)��1~3 min����ȥ���������������ʵȣ����þƾ���������ϴ���õ��ྻ���Լ������ڽ��в������Եõ��ɾ�������������е羵ɨ������������õ����������ò��Ԫ��Ũ�ȷֲ�����ͼ17��ʾ��
��ͼ17����ȡFe��W��Co 3��Ԫ�ص�Ũ�ȣ���������Ԫ��Ũ�ȱ仯���ߣ����÷��̵ó�������Ũ�ȱ仯���ߣ������ƻ����Ǻϣ���ͼ18��ʾ��
��ͼ18��֪������ֵ��ʵ�����ֵ��һ�������ںܺõ��Ǻϣ�������Щ����Ũ�Ȼ���ڻ��������Ũ��ֵ������Ũ��������������30%���ڣ����������������¼�����������ģ��Լ��������̲������ƣ�������ɹ�����������Ƥδ��ȫ���䣬���ܵ�����Ĥ�Լ����ϱ������ڵ�ɰ�۵�ȱ�ݿ���Ӱ����ɢ�Ľ��У��ڽ���Ԫ��Ũ�Ȳ���ʱ����������������һ����ƫ�
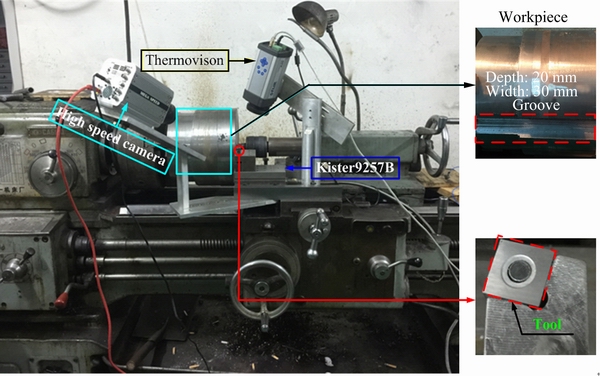
ͼ16 ����2.25Cr1Mo0.25V���ϲ���ϵͳ
Fig. 16 Testing system of cutting 2.25Cr1Mo0.25V
ͼ17 ճ������ı�����ò������ɨ��
Fig. 17 Surface topography (a) and energy scanning spectrum (b) of specimens with bonding
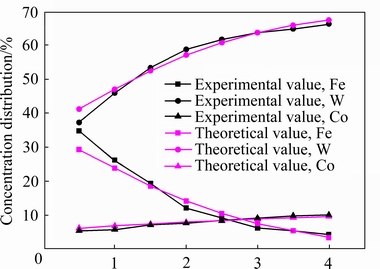
ͼ18 Fe��W��CoԪ��Ũ�����ۺ�ʵ��ֲ�
Fig. 18 Theoretical and experimental concentration distributions of Fe, W and Co
5 ����
1) ��������£�ʹ�üн����ͺ��Ӽ��ڲ�ͬ�¶��±���һ��ʱ��ɽ���ģ��ճ��δ�γɼ��γɺ�ͬ�¶���Ӳ�ʺϽ��������ߺ���м��Ԫ�صĻ���ɢ���̣���ϽӴ��ڶ��������Ľ�����ѹĦ�����η���������������������ճ�����γɡ�
2) ��Ϸƿ˵ڶ����ɣ�ѡ�ð�������ɢģ�����������߲��Ԫ����ɢ״̬�������˿����¶�Ӱ��ĵ�-м��ɢ���۷��̣�ͨ��ɨ��羵�������ⶨ���������е��߲���ճ������Ԫ��Ũ�ȷֲ���������Ԫ�صĽ���Ũ�ȱ仯���ߣ���֤������ģ�͵���ȷ�ԡ�
3) ͨ��������ͬ�¶��µ���ɢŨ�ȷֲ���֪������ͬ��Ԫ����˵�������¶ȵ����ߣ���ɢ���ʺ���ɢ������Ӧ���ӣ�ͨ���Աȼн����ͺ��Ӽ�����ͬ�¶ȵ�Ũ�ȷֲ���֪��ճ�����γɲ�Ӱ�����յ�Ũ�ȣ�����һ���̶ȴٽ���ɢ���̡�
REFERENCES
[1] �� ��, �����, �� ��, �ų��. Ӳ�ʺϽ��¼����о���չ[J]. �й���ҵ, 2010, 25(1): 45-49.
LI Li, LUAN Dao-cheng, HU Tao, ZHANG Cong-cai. On the new technologies on cemented carbide tool[J]. China Tungsten Industry, 2010, 25(1): 45-49.
[2] ������, ����־, �� �, �˺���. ������YG8Ӳ�ʺϽ�Ӳ�ȡ������ܼ���϶�ȵ�Ӱ��[J]. Ӳ�ʺϽ�, 2013, 30(1): 41-45.
ZHU Li-rong, ZHAO Sheng-zhi, ZHANG Hao, DENG Hong-yan. Effect of small amount of Fe on properties of WC-Co cemented carbide[J]. Cemented Carbide, 2013, 30(1): 41-45.
[3] �� ��, ������, ���ſ�, ���ɷ�, �߳�, ����Ӣ, ������, лҫƽ. Fe-1.24%Cu-0.62%Ni�Ͻ��������ܵķ��Ӷ���ѧģ��[J]. �����ȴ���ѧ��, 2017, 38(10): 150-158.
LIU Ke, HU Li-juan, FENG Xuan-kai, ZHANG Qiao-feng, GAO Chao, DONG Hai-ying, LIANG Wan-yi, XIE Yao-ping. Molecular dynamics simulation of tensile properties of Fe-1.24%Cu-0.62%Ni alloy[J]. Transactions of Materials and Heat Treatment, 2017, 38(10): 150-158.
[4] ������. ���ٶ�����������ƣ��ʧЧʵ��������о�[D]. ����: ɽ����ѧ, 2016: 11-26.
WANG Yin-tao. Experimental and simulation investigation on fatigue of high speed intermittent cutting tools[D]. Jinan: Shandong University, 2016: 11-26.
[5] ������. �Ѽӹ�����3Cr-1Mo-1/4V�ֵ���������������������о�[D]. ������: ������������ѧ, 2005: 20-23.
AO Xiao-chun. Study on the cutting and disrepair mechanism of the difficult-to-machine material 3Cr-1Mo-1/4V steel[D]. Harbin: Harbin University of Science and Technology, 2005: 20-23.
[6] ��Ӣ��, ���ĺ�, ����ϲ, ������. �����������ߵ���ɢĥ�����о�[J]. ���켼�������, 2009, 31(1): 116-118.
WANG Ying-zi, TAO Wen-hong, YANG Zhong-xi, LI You-sheng. Diffusion wear detection of cutting tool in high speed machining[J]. Manufacturing Technology & Machine Tool, 2009, 31(1): 116-118.
[7] �ϸ���, ����, �� ��, ��ҫ�, ���Ƿ�. ��������������Ӳ�ʺϽ���ɢĥ����Ϊ�о�[J]. ������, 2016, 50(3): 11-15.
YAN Fu-gang, LI Yan-guo, LIU Li, CHENG Yao-nan, LU Ya-fei. Research on diffusion wear behavior of carbide tool in heavy cutting process[J]. Tool Engineering, 2016, 50(3): 11-15.
[8] SOKOVIC M, KOSEC L, DOBRZANSKI L A. Diffusion across PVD coated cermet tool/workpiece interface[J]. Journal of Materials Processing Technology, 2004, s157/158(1): 427-433.
[9] �� ��. Fe/Al���ֽ�����ɢ�������γɻ����о�[D]. ��: ���տƼ���ѧ, 2012: 13-52.
WANG Jing. The formation mechanism research of Fe/Al dissimilar materials bonding interface[D]. Zhenjiang: Jiangsu University of Science and Technology, 2012: 13-52.
[10] ������, ������, �� ��, �Ź���, �� ��. ���غϽ�(CoCrFeMnNi)/ͭ�����ɢ���ӵĽ�����Ϊ����ͷ�����о�[J]. ��е����ѧ��, 2017, 53(2): 84-91.
LIU Yu-lin, LUO Yong-chun, ZHAO Dan, ZHANG Guo-qing, KANG Long. Interfacial behavior and joint performance of high-entropy alloy CoCrFeMnNi and pure Cu joints obtained by vacuum diffusion welding[J]. Journal of Mechanical Engineering, 2017, 53(2): 84-91.
[11] SUN C Y, LI L, FU M W, ZHOU Q J. Element diffusion model of bimetallic hot deformation in metallurgical bonding process[J]. Materials & Design, 2016, 94(3): 433-443.
[12] AHMED T, BELOVA I V, MURCH G E. Finite difference solution of the diffusion equation and calculation of the inter-diffusion coefficient using the Sauer-Freise and Hall methods in binary systems[J]. Procedia Engineering, 2015, 105(247): 570-575.
[13] �� ��, �¼���, ������, �� ΰ. ������ɢ��GCr15�ִ�״��֯���Ͻ�Ԫ�طֲ���Ӱ��[J]. �����ȴ���, 2017, 42(10): 223-226.
LIU Chao, CHEN Ji-lin, ZHANG Peng-cheng, WANG Wei. Effect of high-temperature diffusion on zonal structure and alloying element distribution of GCr15 steel[J]. Heat Treatment of Metals, 2017, 42(10): 223-226.
[14] �Ź���, ԭ÷��, ����ϼ, �����, ������, �� ��. SiC��ά��ǿTi/Ti2AlNb���㸴�ϲ����Ʊ���������Ϊ�о�[J]. ϡ�н���, 2017, 41(10): 1093-1098.
ZHANG Guo-qing, YUAN Mei-ni, LI Shu-xia, HOU Hong-liang, QU Hai-tao, ZHAO Bing. Fabrication and interface reaction of SiC fiber reinforced Ti/Ti2AlNb[J]. Chinese Journal of Rare Meals, 2017, 41(10): 1093-1098.
[15] ����, �� ��, �� �, ������, ���绪. ZChSnSb11-6/20�Ÿ�˫�������ϲ��ϵ���ɢ����[J]. �й���ɫ����ѧ��, 2016, 26(7): 1451-1458.
ZOU Jun-tao, ZHAO Yan, WANG Chan, YANG Xiao-hong, LIANG Shu-hua. Diffusion bonding of ZChSnSb11-6/20 steel bimetal composite material[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(7): 1451-1458.
[16] �� ��, ��־��, �ﶫ��. ����Ni-Cr-Fe��ĭ�Ͻ��Ʊ���������ѧ����[J]. �й���ɫ����ѧ��, 2018, 28(8): 1609-1622.
PANG Qiu, HU Zhi-li, SUN Dong-li. Preparation and high temperature mechanical properties of open-cell Ni-Cr-Fe alloy foams[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(8): 1609-1622.
[17] �����, ������, ��Ч��, �� ��, �����, ������. ����ɢ�Ը�����ͭ�������纸����֯��Ħ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(7): 1487-1497.
LIU Shu-jie, LI Wen-sheng, YANG Xiao-tian, HE Ling, WANG Da-feng, HE Yan-yan. Effect of thermal diffusion on microstructure and wear behaviors of plasma spray welded high Al bronze coating[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(7): 1487-1497.
[18] YANG Q Q, MENG B, LIN Z L, ZHU X K, YANG F, WU S. Effect of sintering temperature on the elemental diffusion and electrical conductivity of SrTiO3/YSZ composite ceramic[J]. Ionics, 2017, 23(4): 967-975.
[19] SILVA P A, WEBER S, INDEN G, PYZALLA A R. Influence of hard particle addition and chemical interdiffusion on the properties of hot extruded tool steel compounds[J]. Materials Science and Engineering A, 2009, 516(1): 193-200.
[20] ��ҫ�, ������, �����, �� ��, ������. �����������������µĵ�-мճ��ʧЧ[J]. ��е����ѧ��, 2012, 48(19): 169-176.
CHENG Yao-nan, LIU Xian-li, LI Zhen-jia, LIU Li, WANG Hai-ting. Adhering failure of the tool-chip in the process of extremely heavy cutting[J]. Journal of Mechanical Engineering, 2012, 48(19): 169-176.
[21] DENG J X, LI Y S, SONG W L. Diffusion wear in dry cutting of Ti-6Al-4V with WC/Co carbide tools[J]. Wear, 2008, 265(11): 1776-1783.
[22] YI H F, ZHAO P H, JIE Q L, ZHI X Y. Material response at tool-chip interface and its effects on tool wear in turning Inconel 718[J]. Materials and Manufacturing Processes, 2014, 29(11/12): 1446-1452.
Formation of sticking-welding on rake face of carbide tool and its theoretical model of element diffusion
CHEN Jin-guo1, 2, ZHENG Min-li1, LI Peng-fei1, ZHANG Wei1, SUN Yu-shuang1
(1. College of Mechanical and Power Engineering, Harbin University of Science and Technology, Harbin 150080, China;
2. School of Electrical and Mechanical Engineering, Putian University, Putian 351100, China)
Abstract: Based on the Fick��s second law, the elements concentration distribution of the rake face was described and the semi-infinite length model was used to establish the diffusion equation of the rake face considering the influence of temperature. By analyzing the formation of the sticking-welding during the cutting process, the welded and clamping parts at different temperatures were used to approximately simulate the elements diffusion at different temperatures with or without sticking-welding, so the effects of temperature and sticking-welding on the elements diffusion can be explored. At the same time, combined with elements concentration distribution of the diffusion specimens at different temperatures, data processing and parameter determination were carried out by using data fitting software. The results show that sticking-welding does not affect the final diffusion concentration, but it affects the diffusion process to a certain extent, and with the increase of temperature, the diffusion rate and diffusion distance increase correspondingly, the results are significance for revealing the law of atom movement at microscopic level and improving the anti-adhesion and anti-fracture performance of carbide tool.
Key words: elements diffusion; carbide tool; sticking-welding; diffusion equation
Foundation item: Project(51575146) supported by the National Natural Science Foundation of China; Project(JAT170506) supported by the Education of Research for Young and Middle-aged Teachers of Fujian Province, China; Project(K201709) supported by CAD/CAM Open Issues of Fujian University Engineering Research Center, China.
Received date: 2018-03-28; Accepted date: 2018-11-06
Corresponding author: ZHENG Min-li; Tel: +86-18646097088; E-mail: zhengminli163@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51575146)������ʡ�������ʦ����������Ŀ(JAT170506)��CAD/CAM����ʡ��У�����о����Ŀ��ſ���(K201709)
�ո����ڣ�2018-03-28�������ڣ�2018-11-06
ͨ�����ߣ�֣���������ڣ���ʿ���绰��18646097088�����棺0451-86390512��E-mail��zhengminli163@163.com
ժ Ҫ����Ϸƿ˵ڶ�����������ǰ���浶м��Ԫ��Ũ�ȷֲ������ð�����ģ�ͣ����������¶�Ӱ��ĵ�мԪ����ɢ���̣�ͨ����������������ճ�����γɹ��̣����üн����ͺ��Ӽ��ڲ�ͬ�¶��µ���ɢ�ֱ����ģ��ճ��δ�����Ͳ���ʱ�ڲ�ͬ�¶��µ�Ԫ����ɢ�����̽���¶Ⱥ�ճ����Ԫ����ɢ��Ӱ�죻ͬʱ�������ɢ�Լ��ڲ�ͬ�¶��µ�Ԫ��Ũ�ȷֲ�������������������������ݴ�����������ȷ�����о�������ճ���IJ�������Ӱ����ɢ������Ũ�ȣ�����һ���̶���Ӱ����ɢ�Ľ��̣������¶ȵ����ߣ���ɢ���ʼ���ɢ���붼����Ӧ�������о�������ڴ��۲����ʾԭ���˶����ɣ�������ߵ��߿�ճ���������ܾ�����Ҫ���塣
[1] �� ��, �����, �� ��, �ų��. Ӳ�ʺϽ��¼����о���չ[J]. �й���ҵ, 2010, 25(1): 45-49.
[2] ������, ����־, �� �, �˺���. ������YG8Ӳ�ʺϽ�Ӳ�ȡ������ܼ���϶�ȵ�Ӱ��[J]. Ӳ�ʺϽ�, 2013, 30(1): 41-45.
[4] ������. ���ٶ�����������ƣ��ʧЧʵ��������о�[D]. ����: ɽ����ѧ, 2016: 11-26.
[5] ������. �Ѽӹ�����3Cr-1Mo-1/4V�ֵ���������������������о�[D]. ������: ������������ѧ, 2005: 20-23.
[6] ��Ӣ��, ���ĺ�, ����ϲ, ������. �����������ߵ���ɢĥ�����о�[J]. ���켼�������, 2009, 31(1): 116-118.
[9] �� ��. Fe/Al���ֽ�����ɢ�������γɻ����о�[D]. ��: ���տƼ���ѧ, 2012: 13-52.
