

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 1967-1974
Tribology behavior of double-glow discharge Mo layers on titanium alloy in aviation kerosene environment
TANG Jin-gang1, LIU Dao-xin1, TANG Chang-bin1, ZHANG Xiao-hua1, XIONG Hua2, TANG Bin3
1. Corrosion & Protection Research Institute, Northwestern Polytechnical University, Xi��an 710072, China;
2. Xi��an Aviation Power Control Technology Limited Company, Xi��an 710072, China;
3. Institute of Surface Engineering, Taiyuan University of Technology, Taiyuan 030024, China
Received 10 August 2011; accepted 5 September 2011
Abstract:
In order to improve the tribology behavior in aviation kerosene, molybdenum (Mo) modified layers were fabricated on Ti6Al4V base alloy using a double-glow plasma surface alloying technique. The morphology, microstructure, microhardness and element depth distribution of the Mo modified layers were studied. The tribology properties of Ti6Al4V base alloy, Mo modified layers and 5CrMnMo tool steel sliding with GCr15 steel or QSn4-3 copper alloy counterparts in aviation kerosene were comparatively researched. The effect of roughness on the sliding wear behavior was discussed. The results indicate that the Mo modified layers with polishing treatments not only reduce the friction coefficient of Ti6Al4V base, but also enhance the wear resistance of the counterparts. The Mo modified layers have better tribology behavior than 5CrMnMo steel. It is also found that the wear volume loss of the counterparts is proportional to the value of roughness of Mo modified layers, which is related directly to the ploughing wear between micro convex bodies of the layers and counterparts.
Key words:
wear; friction coefficient; Ti6Al4V; aviation kerosene; Mo;
1 Introduction
In order to enhance the wear resistance and reliability of components (valves and sleeves) in aviation engine fuel control system, it is quite general to use high speed steels or tool steels for their high strength and good wear resistance, such as X40CrSiMo10-2 [1], SUH36 [2] and Cr12MoV [3]. However, because of the high density and low ratio of specific strength, the ratio of pull/weight of aviation engines decreases and the energy consume increases. So, it is becoming a hot research to use aluminum or titanium alloys to replace structural steels in recent years [4,5]. Titanium alloy is one of the best light materials for its high ratio of specific strength, excellent corrosion resistance and high fatigue resistance. But its poor wear resistance and high friction factor limit its application in sliding operational environment. It is necessary to improve the tribology behavior of titanium alloy in the aviation kerosene environment using surface modification technologies for its practical use to fabricate valves or sleeves [6,7]. PVD hard coatings can efficiently raise the wear resistance of titanium alloys, while the poor cohesive strength between the base and the coatings limits its use in valves and sleeves operating with precision assembly. Plasma nitriding could gain a metallurgy layer with the base, while NH3 or H2 used as work medium in nitriding could cause titanium hydrogen brittleness. A double-glow plasma surface metallurgy technique could broaden the surface metallurgy application field [8], and has a good prospect in improving the wear resistance of metals [9,10]. Mo coatings could efficiently heighten the tribology behavior of titanium alloy because Mo coatings have good tribology behavior and can solute with Ti element without the limit of element ratio [11-13]. In addition, the double-glow plasma surface metallurgy technique generally influences the surface roughness of the components. However, there is less study about the effect of the surface roughness on the tribology behavior of counterparts in the aviation kerosene environment.
In this study, a Mo metallurgy layer was gained by a double-glow plasma surface metallurgy technique on Ti6Al4V base to replace tool steel in the aviation fuel control system. The effect of roughness on the wear behavior of counterparts was also discussed.
2 Experimental
2.1 Materials
The Ti6Al4V alloy used in this work was tempered at 820 �� with a composition of 6.70 Al, 4.21 V, 0.10 Fe, 0.14 O, 0.07 Si, 0.03 C, 0.015 N, 0.003 H and balance Ti (mass fraction, %). The microhardness was HK0.025422. The 5CrMnMo was tempered at 960 ��+720 �� in air with a composition of 0.50 C, 0.60 Cr, 0.15 Mo, 1.2 Mn, 0.25 Si and balance Fe (mass fraction, %). The microhardness was HK0.0251127.
2.2 Preparation of surface metallurgy Mo layers
Ti6Al4V discs with dimensions of d30 mm��8 mm were ground to a 2000 grit finish using SiC papers, and then diamond polished. This procedure achieved a roughness Ra of 0.04 ��m.
Figure 1 shows the sketch of the double-glow plasma surface metallurgy equipment. Mo alloying process was conducted by a double-glow plasma surface alloying technique [10]. L is the distance between the targets, E1 is the source voltage and E2 is the cathode voltage. A Mo plate (99.95%) and specimen worked as sputtering target and substrate, respectively. The base vacuum of the system was 50-100 Pa. On establishing the vacuum, pure argon was let in as the work medium to sputter-clean the surface of the base and target for 30 min, and then the alloying proceeded. Mo atoms were sputtered out and deposited on the surface of the substrate which was heated to a high temperature by ion bombardments. A Ti-Mo metallurgy alloy layer was formed through the following diffusion process of Mo on the surface of the Ti6Al4V base. The process was operated at 850 �� for 3 h. The process parameters were E1 of 700-1000 V, E2 of 300-700 V and pressure of 50-70 Pa. The power supply was a DC pulse source with a pulse frequency of 10 kHz at 80% duty cycle.
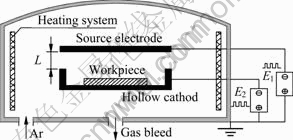
Fig. 1 Sketch of double-glow plasma surface metallurgy equipment
2.3 Characterization of Mo alloying layers
The surface micro-morphology was characterized by scanning electron microscopy (SEM, Hitachi S-570). The cross-section microhardness of the alloying layer was measured by an HV-1000 Knoop microhardness tester under a load of 0.245 N lasting for 20 s. The phase transformation of the Mo alloying layer was determined by X-ray diffraction (XRD, D/max-RB). The cross- section element distribution of the Mo alloying layer was determined by a glow discharge optical emission spectrometer (GDS, GDA 750), and the ductility of alloying layer was researched by a tester with a Vickers diamond penetrator squeezing researched layers reciprocally [14,15].
The wear test was carried out by a ball-on-disk tester under a load of 10 N in 3# aviation kerosene at room temperature. The counterpart was a GCr15 sphere with 5 mm in diameter (HK0.025757) and QSn4-3 copper alloy pin with 5 mm in diameter. The wear trace diameter was 7 mm. The sliding velocity was 200 r/min and the wear time was 120 min. Each test was carried out 3 times. Samples were diamond polished to different values of roughness. The wear volume loss was measured with a SJ-201 profile meter.
3 Results and discussion
3.1 Characterizing of Mo layers
Figure 2 shows the surface and cross-section SEM morphology of the Mo layers. Figure 3 shows the element and microhardness depth distribution, and Fig. 4 shows the XRD result of the Mo layers. There are cellular micro pits on the Mo layer surface, and this is related intensively with ion bombardments in the double-glow surface metallurgy process [9,16]. The Mo layer consists of a pure Mo layer and a diffusion layer. The pure Mo layer is about 10 ��m and the diffusion layer is 25 ��m in thickness. The gradient distribution of Mo and Ti elements along the depth indicates that a metallurgical cohesion occurs between Ti6Al4V base and Mo layers.
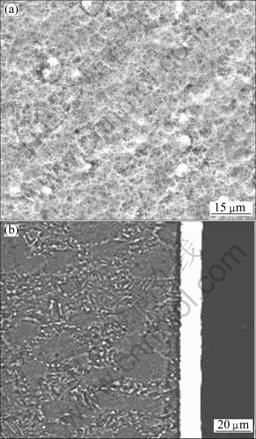
Fig. 2 SEM images showing surface (a) and cross-section (b) of Mo alloying layers
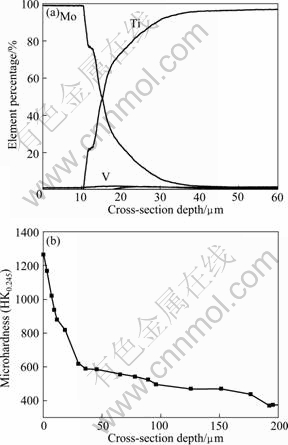
Fig. 3 Element (a) and micro-hardness (b) depth distribution of Mo alloying layers
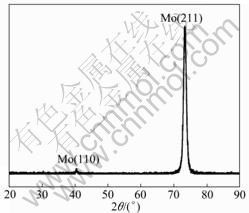
Fig. 4 XRD pattern of Mo alloying layers
The microhardness of Mo layer (HK0.0251264) is about 3 times that of the Ti6Al4V base (HK0.025422) and the depth of microhardness improving layer is about 200 ��m. This is favorable for the load-carrying ability and tribology properties. The XRD analysis shows that the Mo layer is homogeneous and compact with preferential orientation of (211).
Figure 5 shows the fatigue micrograph of the dynamic repeating presses of the Mo alloying layers. In the oscillating squeezing process, Mo layer surface is always in contact with Vickers diamond penetrator and bore fatigue compress load. Mo layers could bear a maximum fatigue load of 40 N at 1000 cycles without cracks. This indicates a high ductility for the Mo layers on titanium alloy. However, because of the variance of the ductility between the Mo alloying layers and titanium alloy base, there are obvious cracks on the corner of indentation due to the great stress concentration after 3000 cycles of fatigue squeezing load.
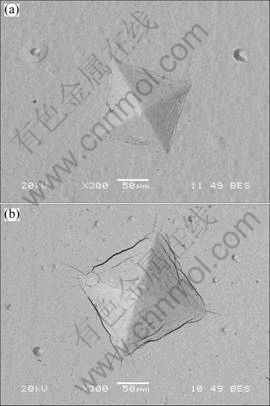
Fig. 5 SEM images showing fatigue microstructures of dynamic repeating presses of Mo alloying layers under maximum load of 40 N: (a) 1000 cycles; (b) 3000 cycles
3.2 Tribology behavior
3.2.1 Tribology behavior sliding with GCr15 counterparts
To be convenient, the Mo layer on titanium alloy is labeled ��M�� and the Mo layer with a polishing treatment following is labeled ��M+P��. The initial roughness Ra of the double-glow Mo layer is 0.56 ��m. Figure 6 shows the wear test results of 5CrMnMo steel and Ti6Al4V with different surface treatments sliding with GCr15 counterparts. It can be seen that the wear track of Ti6Al4V base is the worst and the friction coefficient is the highest. This is due to the severe abrasive and adhesive wear of Ti6Al4V base with low microhardness. However, the friction coefficient for both Mo modified layers and 5CrMnMo is obviously lower due to the sufficient lubricating effect of aviation kerosene. Compared with Ti6Al4V, the wear resistance of 5CrMnMo is raised obviously, due to the high microhardness and low friction coefficient.

Fig. 6 Comparison of wear resistance of 5CrMnMo steel and Ti6Al4V with different surface treatments sliding with GCr15 counterparts: (a) Wear volume loss; (b) Friction coefficient vs time
Because the microhardness of Mo layers is much higher than that of 5CrMnMo, the wear volume loss of Mo modified layers is increased about 14 times than that of 5CrMnMo. However, the wear volume of GCr15 counterparts sliding with Mo modified layers is very huge. After the polishing treatment following, the roughness Ra of Mo alloying layers drops to the level of polished 5CrMnMo. So, the abrasive wear volume and the friction coefficient of GCr15 counterparts decrease. The wear volume of GCr15 sliding with the polished Mo alloying layers is much lower than that with 5CrMnMo. In addition, the wear volume of Mo modified layers is much little.
Figure 7 shows the wear morphology of 5CrMnMo steel, Ti6Al4V and Mo alloying layers with or without polishing treatments following sliding with GCr15 counterparts. It can be seen that the wear tack of 5CrMnMo is slight with little abrasive wear and polishing feature. In contrast, the wear track of Ti6Al4V sliding with GCr15 conterparts is wide and deep with obvious abrasive and adhesive wear charactertics. There are less erasing feature on the wear track of Mo layers than 5CrMnMo. So, it is feasible to fabricate Mo alloying layers on Ti6Al4V to replace 5CrMnMo with Ti6Al4V for anti-attrition of component mass and improving the service life of valves or sleeves in aviation engines.
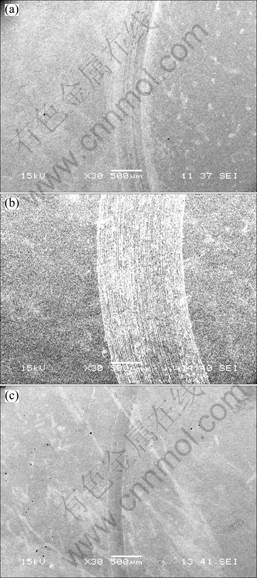
Fig. 7 SEM images showing wear morphology of 5CrMnMo steel (a), Ti6Al4V (b) and M+P (c) (Ra=0.04 ��m) sliding with GCr15 counterparts
3.2.2 Tribology behavior sliding with Cu alloy counterparts
Figure 8 shows the wear test results of 5CrMnMo steel and Ti6Al4V with different surface treatments sliding with Cu alloy counterparts. Due to the low microhardness of Cu alloy (HK0.025197), the wear volume loss of Ti6Al4V is much little. The friction coefficient of T6Al4V sliding with Cu alloy counterparts is low. This is partially attributed to the solid lubricating effect of Cu alloy transferred to the surface of Ti6Al4V. Owing to the high microhardness of 5CrMnMo and the good lubricating effect, the abrasive wear is reduced. The wear volume loss and the friction coefficient of 5CrMnMo is lower than that of Ti6Al4V. Because of the high initial roughness of Mo alloying layers (Ra=0.56 ��m), the wear volume loss and the friction coefficient of Cu counterparts sliding with Mo layers are high, although the wear volume loss of Mo layers is negative with Cu alloy transferred. With Mo alloying layers polished following, the roughness Ra is reduced from 0.56 to 0.04 ��m and the friction coefficient from 0.15 to 0.11 without the loss of wear resistance of Mo alloying layers. With Mo alloying layers polished following, the wear volume loss of Cu alloy counterpart is reduced to be less than that of 5CrMnMo. So, the system friction coefficient, surface roughness and microhardness are vital for reducing the wear volume loss of both samples and counterparts. It is essential not only to enhance the wear resistance of titanium but also not to influence the wear resistance of wear counterparts by replacing high strength steel with titanium alloy to fabricate valves or sleeves. It shows favorable tribology behavior to fabricate a Mo alloying layer on Ti6Al4V without raising the wear volume of counterparts with a polishing treatment following.

Fig. 8 Comparison of wear resistance of 5CrMnMo steel and Ti6Al4V with different surface treatment sliding with Cu alloy counterparts: (a) Wear volume loss; (b) Friction coefficient versus time
Figure 9 shows the wear morphology of Ti6Al4V and 5CrMnMo steel sliding with Cu counterparts. It can be seen that the wear mechanism of Ti6Al4V base is abrasive and adhesive with Cu alloy transferred from the counterparts. The wear track of 5CrMnMo is characterized by adhesive wear and slight erasing wear. It is indicated that soft Cu alloy is transferred from the counterparts to Ti6Al4V base or 5CrMnMo surface and forms a thin solid lubricating film under the synergistic effect of mechanical and chemical actions.
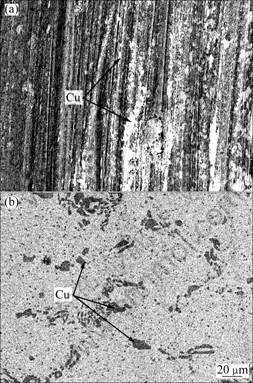
Fig. 9 SEM images showing wear morphology of Ti6Al4V and 5CrMnMo steel sliding with Cu alloy counterparts: (a) Ti6Al4V alloy; (b) 5CrMnMo steel
3.2.3 Effect of roughness on tribology behavior of Cu alloy counterparts
As shown by the above results, although the wear resistance of titanium alloy is improved obviously, the roughness has an important effect on the wear resistance of the counterparts. So the effect of the polishing treatment for Mo alloying layers on the wear behavior of Cu alloy counterparts was researched in this study. Figure 10 shows the wear test results of Cu alloy counterparts sliding with Mo layers versus roughness. It is indicated that the wear volume loss ?V of Cu alloy counterparts is proportional to the value of surface roughness. In addition, to reduce the wear volume loss of Cu alloy counterparts sliding with Mo layers to be lower than that with 5CrMnMo, the roughness of Mo layers must be polished to be equal to or less than 0.17 ��m.
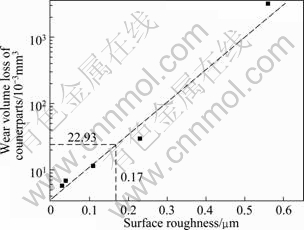
Fig. 10 Wear volume loss of Cu alloy counterparts versus surface roughness of Mo alloying layers
The effect of roughness of Mo layers on the wear behavior of Cu alloy counterparts is determined by the abrasive wear mechanism and lubricating effect in aviation kerosene [17]. A parameter which is commonly used to establish the lubrication regime is the so-called factor ��, defined by the ratio of the thickness of elastohydrodynamic films (hmin) and the composite roughness of the mating surfaces, and is expressed as [18]:
![]() (1)
(1)
where ![]() and
and ![]() are the roughness of one contact surface and the other, respectively. In general, �� is used to predict the transition of fluid-film lubrication (FFL) and mixed lubrication (ML). It can be stated that if �� is higher than 3, full fluid lubrication is established, contact between the asperities of the mating surfaces is impeded by the lubricant film and the wear tends to be zero. If �� is equal to or less than 1, the surfaces are lubricated by the boundary lubricating film and thus wear cannot be avoided. If 1<��<3, varying degrees of ML exist. The value of the factor �� reflects the ratio of contact area impeded by the lubricant film or micro asperities. The high roughness value Ra of the initial Mo alloying layers (Ra=0.56 ��m) induces a larger ratio of asperity contact wear area in the contact zone. The factor �� for Mo alloying layers is increased with the polishing treatment reducing roughness of Mo modified layers. More area is impeded by the lubricant film in the contact zone and the wear volumes loss of Cu alloy counterparts is prevented with abrasive wear induced.
are the roughness of one contact surface and the other, respectively. In general, �� is used to predict the transition of fluid-film lubrication (FFL) and mixed lubrication (ML). It can be stated that if �� is higher than 3, full fluid lubrication is established, contact between the asperities of the mating surfaces is impeded by the lubricant film and the wear tends to be zero. If �� is equal to or less than 1, the surfaces are lubricated by the boundary lubricating film and thus wear cannot be avoided. If 1<��<3, varying degrees of ML exist. The value of the factor �� reflects the ratio of contact area impeded by the lubricant film or micro asperities. The high roughness value Ra of the initial Mo alloying layers (Ra=0.56 ��m) induces a larger ratio of asperity contact wear area in the contact zone. The factor �� for Mo alloying layers is increased with the polishing treatment reducing roughness of Mo modified layers. More area is impeded by the lubricant film in the contact zone and the wear volumes loss of Cu alloy counterparts is prevented with abrasive wear induced.
In addition, although the roughness of initial polished Ti6Al4V is low, the factor �� increases due to the severe abrasive wear of soft Ti6Al4V base in the wear test. Therefore, the ratio of elastic FFL decreases and the wear volume loss of Cu alloy counterparts is aggravated.
Figure 11 shows the wear morphology of Cu alloy counterparts sliding with Mo alloying layers with or without polishing treatments following. It can be seen that the wear track of Cu alloy counterparts sliding with Mo alloying layers is 2.5 mm wide in diameter. This is attributed to the harsh abrasive wear of Mo alloying layers with high initial roughness. With the roughness of Mo alloying layers of 0.04 ��m, the wear track of Mo alloying layers is reduced to be 0.5 mm wide in diameter. So, the roughness of Mo alloying layers has an important effect on the wear behavior of Cu alloy counterparts through influencing the wear mechanism.
4 Conclusions
1) A 35 ��m thick Mo alloying layer is fabricated on Ti6Al4V surface by the double-glow plasma discharge technique. The Mo alloying layer consists of a Mo depositing layer and a diffusion layer with good ductility. The surface microhardness is increased by twice. The gradient distribution of microhardness and Mo element depth distribution indicates that a metallurgical cohesion occurs between Ti6Al4V base and Mo layers.
2) The Mo alloying layer enhances the wear resistance of Ti6Al4V in aviation kerosene. With polishing treatments following, its wear resistance is higher than that of 5CrMnMo. The wear volume loss of GCr15/QSn4-3 alloy counterparts sliding with polishing Mo layers is lower than that with 5CrMnMo. It is feasible to fabricate Mo alloying layers on Ti6Al4V to replace 5CrMnMo for reducing the mass and improving the service life of valves or sleeves in aviation engines.
3) The roughness of Mo alloying layers has an important effect on the wear volume loss of QSn4-3 alloy counterparts. In aviation kerosene environment, the wear volume loss of QSn4-3 counterparts is proportional to the value of roughness of Mo alloying layers.
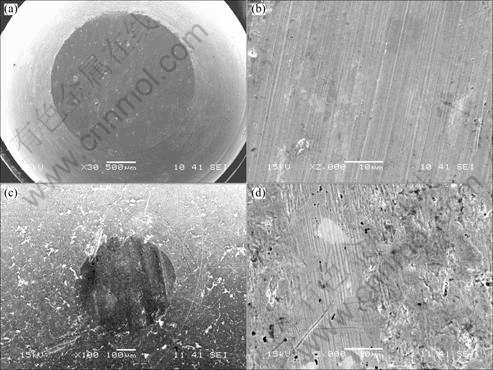
Fig. 11 SEM images showing wear morphology of Cu alloy counterparts sliding with M (a, b) and M+P (c, d) (Ra=0.04 ��m)
References
[1] KLIMPEL A, DOBRZANSKI L A, LISIECHI A, JANICKI D. The study of the technology of laser and plasma surfacing of engine valves face made of X40CrSiMo10-2 steel using cobalt-based powders [J]. J Mater Process Technol, 2006, 175: 251-256.
[2] OOTANI T, YAHATA N, FUJIKI A, EHIRA A. Impact wear characteristics of engine valve and valve seat insert materials at high temperature [J]. Wear, 1995, 188: 175-184.
[3] ZHANG J G, XU H B, SHI H S. Microstructure and properties of spray formed 5CrMnMo steel for rolls [J]. J Mater Process Technol, 2001, 111: 79-84.
[4] CARRERA E, RODRIGUEZ A, TALAMANTES J, VALTIERRA S, COL?S R. Measurement of residual stresses in cast aluminium engine blocks [J]. J Mater Process Technol, 2007, 189: 206-210.
[5] GURRAPPA I. An oxidation model for predicting the life of titanium alloy components in gas turbine engines [J]. J Alloys Compd, 2005, 389: 190-197.
[6] WILSON A D, LEYLAND A, MATTHEWS A. A comparative study of the influence of plasma treatments, PVD coatings and ion implantation on the tribological performance of Ti�C6Al�C4V [J]. Surf Coat Technol, 1999, 114: 70-80.
[7] SUN J F, HAN Y, CUI K. Innovative fabrication of porous titanium coating on titanium by cold spraying and vacuum sintering [J]. Mater Lett, 2008, 62: 3623-3625.
[8] TAKTAK S, AKBULUT H. Diffusion kinetics of explosively treated and plasma nitrided Ti�C6Al�C4V alloy [J]. Vacuum, 2004, 75: 247-259.
[9] LIU Dao-xin, TANG Bin, PAN Jia-de, HE Jia-wen. The effect of glow-discharge ionized nickel-chromizing with arc source and shot peening on the fretting fatigue resistance of Ti alloy [J]. Tribol, 2001, 21(2): 81-85.
[10] XU Z, LIU X, ZHANG P, ZHANG Y, ZHANG G, HE Z. Double glow plasma surface alloying and plasma nitriding [J]. Surf Coat Technol, 2007, 201: 4822-4825.
[11] DU H L, DATTA P K, BURNELL-GRAY R S, GUO X. Influence of plasma-sprayed Mo coating on sulphidation behaviour of Inconel600 and Nimonic PEll alloys [J]. Surf Coat Technol, 1995, 76-77: 1-6.
[12] LARIBI M, VANNES A B, TREHEUX D. Study of mechanical behavior of molybdenum coating using sliding wear and impact tests [J]. Wear, 2007, 262: 1330-1336.
[13] LIU Z Q, HUA M. Wear transitions and mechanisms in lubricated sliding of a molybdenum coating [J]. Tribol Int, 1999, 32: 499-506.
[14] LIU Guo-hua, LIU Dao-xin, ZHANG Xiao-hua, TANG Jin-gang. Failure behaviors of Cu/Ni multilayer film under multiple impacting and repeating press load [J]. China Surface Engineering, 2009, 22(2): 31-36. (in Chinese)
[15] YI Mao-sheng. Evaluation of bonding strength between thin film and substrate by a new indentation tester [J]. Chinese Journal of Vacuum Science and Technology, 1999, 19(2): 89-96. (in Chinese)
[16] LI Z, LIU S S, CHEN Z Y. Study on plasma discharge parameters in double-glow plasma surface alloying furnace [J]. Vacuum, 2009, 83: 801-804.
[17] LUO J B, LIU S. The investigation of contact ratio in mixed lubrication [J]. Tribol Int, 2006, 39: 409-416.
[18] WEN Shi-zhu, HUANG Ping. Principles of tribology [M]. Beijing: Tsinghua University Press, 2002. (in Chinese)
�ѺϽ����Թ�������Mo�Ͻ���
����ú�ͻ����е�Ħ��ѧ��Ϊ
�����1��������1, �Ƴ���1��������1���� ��2���� ��3
1. ������ҵ��ѧ ��ʴ������о��������� 710072��
2. �������ն������ƿƼ�����˾������ 710072��
3. ̫ԭ������ѧ ���湤���о�����̫ԭ 030024
ժ Ҫ��Ϊ�����ѺϽ��ں���ú���е�Ħ��ѧ���ܣ����ûԹ�������������Ti6Al4V�Ͻ�����Ʊ�Mo�Ͻ㡣�����Ͻ�ı�����ò���۽ṹ�����ԺϽ����Ӳ�Ⱥ�Ԫ���ز���ķֲ����Ա��о��ѺϽ���塢��Mo�Ͻ��5CrMnMo���߸��ں���ú���зֱ���GCr15�ּ�QSn4-3ͭ�Ͻ��丱��ĥʱ����ĥ���ܣ���̽����Mo�Ͻ�ı���ֲڶȶ�Ħ��ĥ����Ϊ��Ӱ�졣���������������������ѺϽ����Թ�������Mo�Ͻ㲻�������������ѺϽ��Ħ��������������Ч��ǿ��Ħ���丱����ĥ�ԡ���Mo�Ͻ��Ħ����������5CrMnMo���߸֡�ʵ�黹����ͭ�Ͻ��丱��ĥ�������ʧ��Mo�Ͻ�ı���ֲڶȳ����ȣ�����Ҫ���ɺϽ����丱����֮�����ĥ��ĥ�����þ����ġ�
�ؼ��ʣ�ĥ��Ħ��������Ti6Al4V������ú�ͣ�Mo
(Edited by FANG Jing-hua)
Foundation item: Projects (50671085, 51171154) supported by the National Natural Science Foundation of China; Project (2007AA03Z521) supported by the High-tech Research and Development Program of China
Corresponding author: LIU Dao-xin; Tel: +86-29-88491479; E-mail: liudaox@nwpu.edu.cn
DOI: 10.1016/S1003-6326(11)61415-5
Abstract: In order to improve the tribology behavior in aviation kerosene, molybdenum (Mo) modified layers were fabricated on Ti6Al4V base alloy using a double-glow plasma surface alloying technique. The morphology, microstructure, microhardness and element depth distribution of the Mo modified layers were studied. The tribology properties of Ti6Al4V base alloy, Mo modified layers and 5CrMnMo tool steel sliding with GCr15 steel or QSn4-3 copper alloy counterparts in aviation kerosene were comparatively researched. The effect of roughness on the sliding wear behavior was discussed. The results indicate that the Mo modified layers with polishing treatments not only reduce the friction coefficient of Ti6Al4V base, but also enhance the wear resistance of the counterparts. The Mo modified layers have better tribology behavior than 5CrMnMo steel. It is also found that the wear volume loss of the counterparts is proportional to the value of roughness of Mo modified layers, which is related directly to the ploughing wear between micro convex bodies of the layers and counterparts.
