
DOI��10.19476/j.ysxb.1004.0609.2019.11.16
QBe2.5����ͭ��20#�ּ���㺸��ͷ���ܷ���
�� ���������£��� �ڣ�����ΰ���� ��
(�ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063)
ժ Ҫ��
���õ������弤��ʵ�ֳ���QBe2.5����ͭ��20#�����ֲ��ϵļ���㺸���������ղ�����QBe2.5/20#�ֵ㺸��ͷ������Ρ���ѧ���ܺ�Ԫ�غ�����Ӱ������Լ�����֯�ṹ��������������ź��ӹ��ʺ�������ȵ�����ͷ��������H���ۿ�B�������Һ��찼��Խ�����ء����������幦��Ϊ20 W����������Ϊ8.0 msʱ�����ͷ����ǿ�ȿ��Դﵽ98.36 N����ͷ��Ҫ�ɸ�Cu�Ħ����Fe�Ħ�������ɣ���������FeԪ�غ����뺸�������L������أ�CuԪ�غ������°����h�ɷ���ء����ӹ��ʺ�������Ҫͨ���ı�ʵ�ʺ�������H�Ͱ������h���ı��ͷ���ܡ�
�ؼ��ʣ�
���ֲ���������㺸������֯��������
���±�ţ�1004-0609(2019)-11-2594-07���� ��ͼ����ţ�TG441.7���� ���ױ�־�룺A
����ͭ��Ϊһ�ֻ�ѧ�����ȶ����нϸ߿�ʴ���ܵ���ɫ�Ͻ𣬾����ܺ�ʱЧ�ȴ������нϺõ���ѧ���ܣ�ͬʱ�־߱��ߵĵ����ʡ������ʡ����õ������ԡ������ԡ��Ǵ��Ե�����[1-2]��������������ͭ�㷺�����ھ��ܵ��ӵ��������պ��졢�����DZ��ȶ��������ں��պ��������У�����ͭ����������г����Ե��������������ڹ��ܼ������죬���磬ѹ�����������������ľ���ִ�л�����[3-5]�����������ľ���ִ�л����г����ø��Ϲ���������������ͭ�����ܼ������ṹ���������ͨ��20#�֣��������������㹹����ʹ�����ܣ������ܹ��õ�ͭ�ֵ��ۺ����ܡ�ԭ�ṹ����ǥ�����ӣ���ͷǿ��С������������ϵ������ϴ����ѶȽϴ�[6-7]����ͨ�ۻ����������ṹ����̫���������ơ����ڼ��⺸���������ܶȸߣ��ۻ��������٣�����ȴ�����С���ŵ�[8]������㺸�ǿ�ѡ���ӷ�����
Ŀǰ��������ѧ�߶����ֲ��ϼ���㺸��������о�����������[9]���ü���㺸��������SPCC����NdFeB�����壬���Խ�ͷ���γɹ��̡�Ӳ�ȡ�ǿ�ȺͶ�����Ϊ�������о��������µ�[10]ͨ������Բ�ҿ�Ͻ���316L����ֽ����˵㺸���о��˲�ҿ�Ͻ���316L�����˿������㺸��ͷ�ı�����ò�Լ������������γɻ����������[11]�о��˲���������Ͻ�㺸���ա��������������������ŵ�������������������ӣ���������������ij˻�������ء���С����[12]�������弤�⺸��NiTi�Ͻ�ϸ˿�����˵㺸�������������㺸��ͷ����ǿ�ȿ��Դ�ĸ�ĵ�70%��Ȼ����ͭ�Ͻ����������ϵļ���㺸��δ������������ͭ�Ͻ��������������⺸���о���Ҫ�����ڼ���ԽӺ����档����[13]��̼�ֺ�T1��ͭ���ֲ��Ͻ��м��⺸�Խ����飬������������ü�����ƫ����Ϊ0.8 mmʱ����ʵ�ֵ�ͭ���ۺϱȡ�SHEN��[14]����Nd:YAG�������ԽӺ�������ͭ��300ϵ�в���֣����ֵ�������ƫ��ͭ��0.4 mmʱ���ܵõ����ʵĺ��ӽ�ͷ��MAI��[15]Ϊ�˱���ͭ�����ۻ�������ȱ�ݣ�����Nd:YAG����ƫ��0.2 mm�ڸֲ�ĸ�ĵİ취�Խ���ͭ���߸֡�����ͭ�Ͻ��������������⺸��������ѧ����Ҫͨ���ı����ƫ�������ı��ͷ�����ܡ�
����ͭ�Ͻ����������������Խϲͭ�Ͻ�Լ���������ʵͣ��㺸ֻ��С�����ڵľֲ����ȵ����⣬��Ҫ��ͭ�����ֽ�������㺸���������о������IJ��õ������弤���0.1 mm������ͭ��Ƭ��0.5 mm��20#�ֽṹ�����е㺸���о��������弤��Ը����ֲ��ϵ㺸��ͷ������Ρ���ѧ���ܵ�Ӱ����ɣ�����������㺸�����µ�Ԫ�غ����仯�Խ�ͷ���ܵ�Ӱ�졣
1 ʵ��
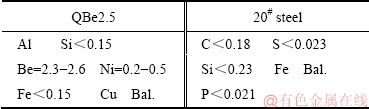
�������Ϊ0.1 mm���QBe2.5��Ƭ��0.5 mm���20#�֣��仯ѧ�ɷּ��������ܼ���1����ǰ�����и����20#�ּӹ���25 mm��5 mm��0.5 mm�Լ�Ƭ������ͭ��ƬҲ���ó�25 mm��5 mm��0.1 mm�ijߴ磬������Ƭ����е��ĥ���ͪ���͡�Ϊ��֤������˳�����У���ǰ������ͭ���溸�Ӵ�Ϳ���þƾ��ܽ�ɺ�״��TiO2���Լ�(�Ⱦƾ��ӷ��ɺ��ٺ���)���Դٽ�����ͭ�Լ�������գ�Ϳ��ĺ��Ϊ�պó���ڸ�����ͭ������ɫ���������SISMA SL80��Nd��YAG���⺸��ϵͳ���к��ӣ���ƽ������Ϊ80 W��
��1 QBe2.5��20#�ֻ�ѧ�ɷ�
Table 1 Chemical component of QBe2.5 and 20# steel (mass fraction, %)
���Ӳ���ͼ1��ʾǰ�ü�����岨�Ρ�����Ԥ������������ʱ���ּ�����幦��PA= 24 W�������������TA=0.8 ms���Լ����ֱ��D=0.3 mm���䣬���ӹ�����Ar����������������У�ֻ�ı亸�ӹ���PB(�ɵ���ΧΪ0~24 W)����������TB���ɵ���ΧΪ0.3~9.9 ms��
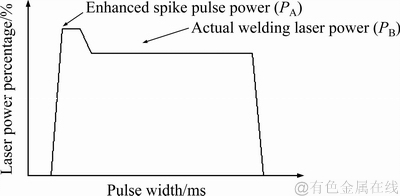
ͼ1 �������岨��
Fig. 1 Welding pulse waveform
����ʱ����ͼ2��ʾ���ӽṹ���м���㺸���������ź��������и������������ͼ3��ʾ���������������4%������ƾ���Һ��ʴ�����õ���ɨ�������۲캸��ͷ��֯�ṹ������INSTR ON5540�͵��Ӿ�������ʵ����Ժ���Ŀ���ǿ�Ƚ��з����������ٶ�Ϊ1 mm/min�������������ǶԺ���Ԫ�طֲ����з�����

ͼ2 ��״�ߴ�ʾ��ͼ
Fig. 2 Schematic diagram of shape and size (Unit: mm)
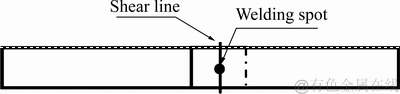
ͼ3 �������λ��
Fig. 3 Cutting position of welding spot
2 ���������
2.1 ���ղ����Ժ�����ε�Ӱ��
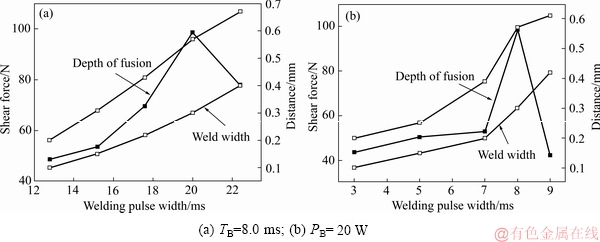
ͼ4��ʾΪ��ͬ���ղ����½�ͷ���漰�������ò������ͼ4(a)��(b)��(c)Ϊ�������幦��PB�ֱ�Ϊ17.6 W��20 W��22.4 W�ĺ��������ò�����ֺ����������TBΪ8.0 ms���䣻ͼ4(d)��(e)��(f)Ϊ�����������TB�ֱ�Ϊ5 ms��7 ms��9 ms�ĺ�����棬���ֺ��ӹ���PBΪ20 W����ͼ4�пɿ��������ۺ��߽�Ϊ���ԣ�����ʵ��Σ�δ�����ס����Ƶ�ȱ�ݡ�ʵ��������µĺ�������(H)��ʵ�����ӿ���(B)����Ӧ�ں��ӹ��ʺ�������ȣ���ͼ5��ī��ɫ������ʾ�����ź��ӹ��ʺ�������ȵ�����H��B����Ӧ���ɼ��������������ۻ���������ҲԽ��
2.2 ���ղ����Խ�ͷ��ѧ���ܵ�Ӱ��
ͼ5��ʾΪ��ͬ���ղ����µĽ�ͷ����ǿ���Լ�����(H)���ۿ�(B)����ͼ5(a)�пɿ�������TB=8 msʱ�����ż���ʵ������������Լ��ۿ�����������ͷ����ǿ����������С����ʵ�ʺ��ӹ���PBΪ20 Wʱ���㺸��ͷ����ǿ��Ϊ98.36 N�����ֺ��ӹ���PB=20 W����ͼ5(b)�ɿ��������ź���������ȵ�������������ۿ���������ͷ����ǿ��ͬ������������С�Ĺ��̣��������������TBΪ8.0 msʱ���㺸��ͷ����ǿ�������ͼ5(a)��(b)��֪����������ۿ��뺸�ӹ��ʻ��������Թ�ϵ���뺸��������ȣ����ӹ��ʲ��������ڶԺ�����εĿ��ơ�
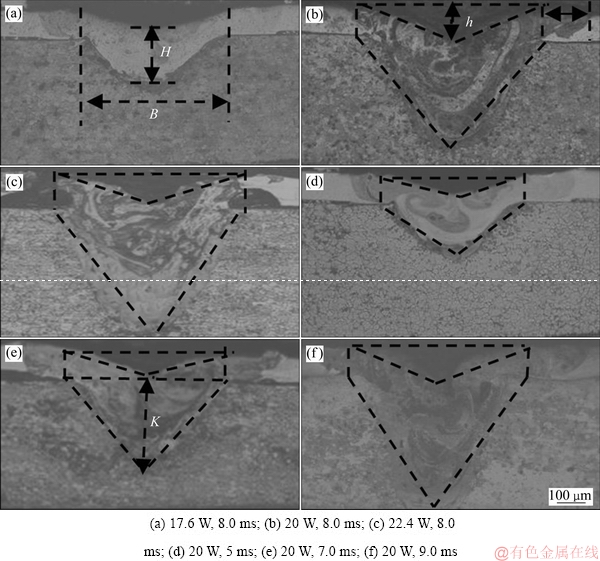
ͼ4 ��ͬ���ղ����Ľ�ͷ�������ò
Fig. 4 Cross-section morphologies of joints with different process parameters
ͼ5 ���ղ������ͷ����ǿ�ȡ�����������ۿ���ϵ
Fig. 5 Relationship between process parameters and tensile shear force, weld penetration and weld width
2.3 �㺸��ͷ����֯����
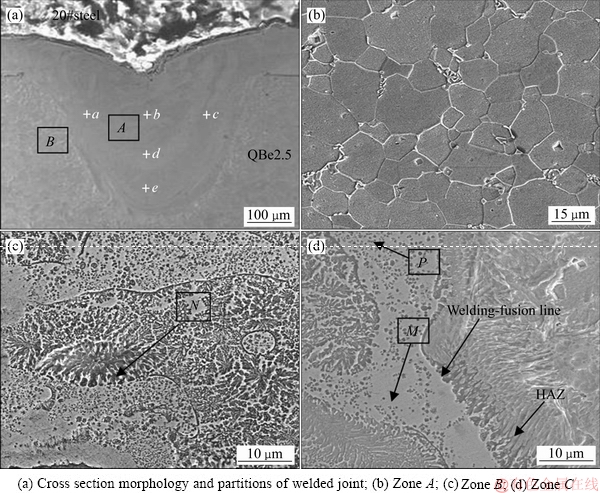
ͼ6��ʾΪ���ղ���PB=20 W��TB=8.0 ms��QBe2.5����ͭ/20#�����ֽ����Ľ�ͷ���������ò�Լ�����������֯����ͼ6(a)�ɿ����������ڲ���ɫ��dz��ͬ��������������֯�ֲ������ȣ����ڼ��⺸�ӿ��ټ��Ⱥ���ȴ��ʹ�ú������������Ȼ���ͼ6(b)��ʾΪ20#��ĸ������֯ͼ��ĸ����֯Ϊ�����������������ֲ��ھ��紦������塣ͼ6(c)��(d)��ʾ�ֱ�Ϊ�����ڲ�A���Լ��ۺ��߸���B����Ŵ���Cu-Fe��Ԫ��ͼ[16]����ͼ7��ʾ��������������̹�����Fe�����Ԧ�-Fe����̬��������������Ӧ���γɦ�-Fe�࣬���۳�ʣ��Һ���ɸ�Fe��L1���븻Cu��L2����ɣ���æ�-Fe+��-Cu�Ļ���࣬���������¶ȣ���-Feת��Ϊ��-Fe���ں�����������ͼ6(a)�е�A������������������ͣ��ʱ������¶��ݶȽϵͣ��Ӧ�-Fe���������Ħ�-Cu���㹻ʱ�䳤�Ӷ��γɳ���ĵ���֦��(N��)����ͼ6(c)��ʾ���ڿ����ۺ������������Ͻ��洦��ͼ6(a)�е�B�������ڽϴ�����¶��ݶȣ������۳ص����̣�����������-Fe�������ۺ��߱�Ե�Ͽ���ƽ�澧(M��)Ϊ��-Fe��Cu�ڦ�-Fe�еĹ��ܶȺ�С����ˣ������ɫ����״��-Cu��ƽ�澧�Ħ�-Fe����ɢ����(��ͼ6(d)��P��ʾ)���ɼ������£�������Ҫ�ɦ�-Fe ���-Cu�Ļ������ɡ�
ͼ6 �㺸��ͷ��ͬ��������֯
Fig. 6 Microstructures of different zones in spot weld
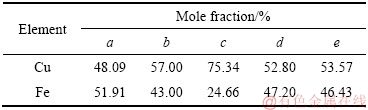
��2����Ϊͼ6(a)����ͭ��ԭ�ӱȽ������ͼ6(a)�Լ���2��֪��CuԪ�طֲ������������ڲ����������ϸ���FeԪ�ء�
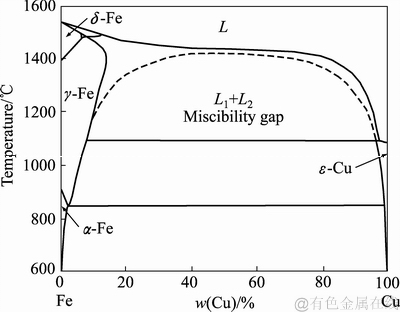
ͼ7 Cu-Fe��Ԫ��ͼ[16]
Fig. 7 Binary phase diagram of Cu-Fe[16]
��2 ����ͭ������
Table 2 Content of Cu and Fe in welding joint
2.4 ���ղ����Խ�ͷ���ܵ�Ӱ����ɷ���
��ǰ�Ŀ�֪�����ż�������������㺸��ͷ����ǿ�ȶ�����������С�ı仯���ƣ��ۺϷ�����ԭ�����ź�������������ӣ�����洦���ۿ�B������ͷ�Ŀ�����������Ʊػ����ӽ�ͷ�Ŀ���ǿ�ȡ�Ȼ����������������ӡ�����洦���ۿ�B�������ͬʱ�����찼�����hҲ��֮����h��������ͭĸ�ĺ�Ⱥ���Ч�Ľ���洦���ۿ�B���٣�ʹ�ý�ͷ�Ŀ�����ǿ�Ƚ��͡���ˣ�Ϊ���ٱ��氼�ݵ�Ӱ�죬���������ȵ��ͺ��ӡ�
���⣬�����������ӵ�ͬʱ��ʹ�ú������ۻ�20#�ֵı���Ҳ���ӣ���������[17]��֪��Fe-Cu�Ͻ������ȡ���ڦ�-Cu�ͦ�-Fe��������������ֲ�״̬����ˣ������ӽ�ͷǿ�ȽǶȷ�����ϣ�����ô�������뺸�ӡ����ǣ���PB=20 W��TB=8.0 msʱ������ײ�������Ҫ��������ͭ���ۻ��������������Cu����ȴ����Ҫ����Fe������
Ϊ�ˣ���Ժ�����Fe��Cu���м��㣬����ͼ4�еĺ�����κͺ�������֯��֪�����������������������b��ֻ�ۻ���������ͭ��û����ֽ�ϡ���ô���ɼ��躸������Բ���������ͭ������״�ĸֻ����ɵ���ѧģ�ͣ���ͼ8��ʾ��
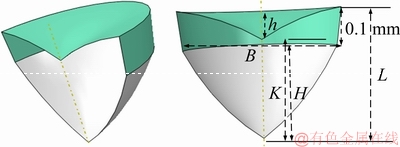
ͼ8 �㺸��ͷ��ѧģ��
Fig. 8 Mathematical model of spot welding joint
��ô������������ʱ����������ͭ�����Vt�ɱ�ʾΪ
 (1)
(1)
��ô������������ʱ�ֵ����Vg�ɱ�ʾΪ
 (2)
(2)
ʽ�У�BΪʵ�����ӿ��ȣ�KΪ������浽����ײ��ľ��룬ҲΪ�ۻ��ֵ����(������ͼ4(c)��ʾ)������Cu���ܶ�Ϊ8.9 g/cm3��Fe���ܶ�Ϊ7.8 g/cm3�����ʽ(1)��(2)�ɵã�������Cu��Fe������֮�ȿɱ�ʾΪ
 (3)
(3)
��ʽ(3)��֪���ڲ����ǽ�����ʧ������£�Cu��Fe������֮��ֻ���ۻ��ֵ����K�йأ���KֵԽ������Fe�ĺ���Խ�ߣ�������Cu��ռ��������ԽС����ʵ�ʺ�����ο�֪�����ź��ӹ��ʺ������������찼��Խ�����ء�
��ô����ʧCu������ɱ�ʾΪ
 (4)
(4)
ʽ�У�hΪ���찼����ȣ�BΪ�������ӿ��ȡ���ô��ʵ�ʺ�����Cu��Fe������֮��Ϊ
 (5)
(5)
��ͼ8��֪��K����H��h��ʾ������K=H+h-0.1�� ��ô��ʵ�ʺ�����Cu��Fe������֮�ȿɱ�ʾΪ��

 (6)
(6)
��ͼ8��֪�����������L=H+h���ۺ�ʽ(6)��֪��ʵ�ʺ�����Cu��Fe����֮���뺸���°����h��ʵ�ʺ������H�йء���ʵ�ʺ�����Fe��ռ�����뺸�������L������أ���������Cu��ռ�������°����h�ɷ���ء�
����ʽ(6)���㣬��PB=20 W��TB=8.0 msʱ������ʵ�����HΪ0.35 mm���°����hΪ0.054 mm�����ӿ���BΪ0.58 mm�ɵã�����1.2:1(b������ͭδ����ģ���У���������ͭ�ļ���ֵ��ʵ��ֵ��С)����PB=20 W��TB=8.0 msʱ�Ľ�ͷ����Ľ���ͺ���������Ԫ�طֲ����в��ԣ�EDS������2��ʾ�����ݱ���������ʾ��CuԪ�طֲ������������ڲ����������ϸ���FeԪ��(ȥ����Ƕ��֬����)���ɴ˻���������ʽ���㡣
�������������ӹ��ʺ������ı䣬��������H�Ͱ������h�����仯��������FeԪ�غ�CuԪ�صĺ����밼�����h��ʵ�ʺ�������H�йأ�����ͷ�������뺸����FeԪ�غ�CuԪ�غ����йء����⣬���찼�����h�ı�ʱ������ʵ��������������������仯����ͷ��ѧ����Ҳ��Ӧ�ı䡣�ɴ˿ɼ�������㺸ʱ�����ղ���ͨ���ı亸������H�Ͱ������h���ı亸����Cu��Fe�ĺ�����ֵ�Լ���ͷ��������������Ӷ��ı��ͷ�����ܡ�
3 ����
1) ���õ����弤�����ʵ������ͭ��Ƭ/�����ֽ�����ӡ���������H���ۿ�B���ź��ӹ��ʺ�������������������Һ��ӹ��ʸ����ڶԺ�����εĿ��ơ������ӹ���Ϊ20 W����������Ϊ8.0 msʱ����ͷ�Ŀ���ǿ��Ϊ98.36 N��
2) �㺸��ͷ��Ҫ�ɸ�Cu�Ħ����Fe�Ħ�����ɡ�������FeԪ����ռ�ı����뺸�������L������أ��������� CuԪ����ռ�������°����h�ɷ���ء�
3) QBe2.5����ͭ��Ƭ/20#�����ֲ��ϼ���㺸ʱ�����������ȵ��ͺ��ӡ����ղ���ͨ���ı亸������H�Ͱ������h�����ı亸����Cu��Fe�����ı�ֵ�ͽ�ͷ��������������Ӷ�Ӱ���ͷ���ܡ�
REFERENCES
[1] ����Ⱥ, ��ƽ. ��ͭ�Ͻ��г���Ӧ��ǰ��չ��[J]. ϡ�н���, 2005, 29(3): 350-352.
DONG Chao-qun, YI Jun-ping. Prospect of beryllium copper alloy��s market and application[J]. Chinese Journal of Rare Metals, 2005, 29(3): 350-352.
[2] �� ��, ̷ ��, �� Ƽ, �� ��. ����ͭ�������о�����[J]. ���ϵ���, 2014, 28(23): 100-103.
FAN Ying, TAN Yun, TAO Ping, FENG Jie. Summary of studies on the mechanical properties of beryllium bonze[J]. Materials Review, 2014, 28(23): 100-103.
[3] ��չ��, �Թ�ΰ, ������, �� ��. �ռ䱡��ʽ��չ�۵�չ�������������ʽ�о�[J]. �ѧ��, 2013, 34(3): 299-307.
ZHANG Zhan-zhi, ZHAO Guo-wei, JIAO Jing-yong, HUANG Hai. Deployment simulation and coiling method study of a space thin-wall deployable boom[J]. Journal of Astronautics, 2013, 34(3): 299-307.
[4] SOFFA W A, LAUGHLIN D E. High-strength age hardening copper-titanium alloys: Redivivus[J]. Progress in Materials Science, 2004, 49(3/4): 347-366.
[5] л����, �� ��, �ƺ���. ������״����֯ͭ��ͭ�Ͻ�ij���չ������Ϊ�����������[J]. �й���ɫ����ѧ��, 2011, 21(10): 2325-2335.
XIE Jian-xin, WANG Yu, HUANG Hai-you. Extreme plastic extensibility and ductility improvement mechanisms of continuous columnar -grained copper and copper alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2325-2335.
[6] MARSHALL A T, HAVERKAMP R G. Electrocatalytic activity of IrO2-RuO2 supported on Sb-doped SnO2 nanoparticles[J]. Electrochimica Acta, 2010, 55(6): 1978-1984.
[7] WANG Jian-tao. Biological hydrogen production and hydrogen generation[J]. Energy Conservation Tecnology, 2010, 159(28): 56-59.
[8] MAZAR A M, YAZDIAN N, MA J, KOVACEVIC R. High power laser welding of thick steel plates in a horizontal butt joint configuration[J]. Optics & Laser Technology, 2016, 83: 1-12.
[9] ������, ���ٿ�, LI Xiao-gang, DING Yu-quan, �� ��, �� ��, ZHOU Yun-hong. SPCC����NdFeB������ļ���㺸[J]. �廪��ѧѧ��(��Ȼ��ѧ��), 2008, 48(11): 1904-1907.
CHANG Bao-hua, BAI Shao-jun, LI Xiao-gang, DING Yu-quan, ZHANG Hua, DUDong, ZHOU Yun-hong. Laser spot welding of SPCC steel to NdFeB magnets[J]. Journal of Tsinghua University(Science and Technology), 2008, 48(11): 1904-1907.
[10] ������, �� ��, ������, �뼪��, ZHOU Y N. ��ҿ�Ͻ���316L���������㺸�����γɻ���[J]. ϡ�н������Ϲ���, 2013, 42(10): 2079-2082.
HUANG Yong-de, HE Peng, LIN Tie-song, FENG Ji-cai, ZHOU Y N. Porosity formation mechanism in laser spot microwelding of Pt-Ir alloy and 316L stainless steel wires[J]. Rare Metal Materials and Engineering, 2013, 42(10): 2079-2082.
[11] �� ��, ��ʥ��, ������. ���岻��������Ͻ�㺸���ռ������γɻ����о�[J]. Ӧ�ü���, 2016, 36(1): 46-52.
LIU Yi, YU Sheng-fu, WANG Dan-dan. Research on welding technology and crack formation mechanism of pulse laser spot welding between thin plate stainless steel and aluminum ally[J]. Applied Laser, 2016, 36(1): 46-52.
[12] ��С��, �����, ������. ������NiTi�Ͻ�˿����㺸��ͷ����֯������[J]. �й���ɫ����ѧ��, 2005, 15(1): 19-23.
YAN Xiao-jun, YANG Da-zhi, LIU Li-ming. Microstructures and properties of laser spot- welded joint of superelastic NiTi alloy wire[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(1): 19-23.
[13] �� ��. ͭ�����ֲ��ϼ��⺸���о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2009, 21-30.
FU Jun. Laser welding for copper-steel joint[D]. Shanghai: Shanghai Jiao Tong University, 2009: 21-30.
[14] SHEN Hong-wei, GUPTA M C. Nd: yttritium-aluminum- garnet laser welding of copper to stainless steel[J]. Journal of Laser Applications, 2004, 16(1): 2-8.
[15] MAI T A, SPOWAGE A C. Characterisation of dis similar joints in laser welding of steel-kovar, cop per-steel and copper-aluminium[J]. Materials Science and Engineering A, 2004, 37(4): 224-233.
[16] CHEN Qing, JIN Zhang-peng. The Fe-Cu system: A thermodynamic evaluation[J]. Metallurgical and Materials Transactions A, 1995, 26(2): 417-426.
[17] ���̻�, ��Ӧ��. Fe-Cu�Ͻ������ò�����������о�[J]. �¼����¹���, 2006(10): 44-46.
LIU Ji-hua, YANG Ying-bin. Study on micro- pattern and electromagnetic nature of Fe-Cu alloy[J]. New Technology & New Process, 2006(10): 44-46.
Performance analysis of laser spot welded joint of QBe2.5 beryllium bronze and 20# steel dissimilar materials
XIONG Jian, HUANG Yong-de, LI Lei, SUN Song-wei, HAO Kun
(National Defense Key Disciplines Laboratory of Light Alloy Processing Science and Technology, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The laser spot welding of ultra-thin QBe2.5 beryllium bronze and 20# steel dissimilar materials was realized using low power pulse laser, the influence of parameters on weld formation, mechanical properties and element content of QBe2.5/20 steel spot welding joints as well as its microstructure were analyzed. The results show that, with the increase of welding power and pulse width, the weld depth and width gradually increase, and the weld sag is more serious. When the pulse power is 20 W and the pulse width is 8.0 ms, the tensile shear of the joint can reach 98.36 N. The joint is mainly composed of a mixture of �� phase rich in Cu and �� phase rich in Fe, however, the proportion of Fe in the weld is positively correlated with the depth of the weld, while the proportion of Cu is inversely correlated with the depth of the concave. Welding power and pulse width mainly change joint performance by changing weld penetration and sag depth.
Key words: dissimilar materials; laser spot welding; microstructure; joint performance
Foundation item: Project(SAST2018058) supported by Shanghai Aerospace Science and Technology Innovation Fund, China; Project(20171BBE50010) supported by Key R & D projects of Jiangxi Province, China; Project(GJJ180505) supported by Science and Technology Research Project of Jiangxi Provincial Department of Education, China
Received date: 2018-07-30; Accepted date: 2019-03-11
Corresponding author: HUANG Yong-de; Tel: +86-13767007228; E-mail: 54940089@qq.com
(�༭ �� ��)
������Ŀ���Ϻ�����Ƽ����»���������Ŀ(SAST2018058)������ʡ�ص��з��ƻ���Ŀ(20171BBE50010)������ʡ��������ѧ�����о���Ŀ(GJJ180505)
�ո����ڣ�2018-07-30�������ڣ�2019-03-11
ͨ�����ߣ������£������ڣ���ʿ���绰��13767007228��E-mail��54940089@qq.com
ժ Ҫ�����õ������弤��ʵ�ֳ���QBe2.5����ͭ��20#�����ֲ��ϵļ���㺸���������ղ�����QBe2.5/20#�ֵ㺸��ͷ������Ρ���ѧ���ܺ�Ԫ�غ�����Ӱ������Լ�����֯�ṹ��������������ź��ӹ��ʺ�������ȵ�����ͷ��������H���ۿ�B�������Һ��찼��Խ�����ء����������幦��Ϊ20 W����������Ϊ8.0 msʱ�����ͷ����ǿ�ȿ��Դﵽ98.36 N����ͷ��Ҫ�ɸ�Cu�Ħ����Fe�Ħ�������ɣ���������FeԪ�غ����뺸�������L������أ�CuԪ�غ������°����h�ɷ���ء����ӹ��ʺ�������Ҫͨ���ı�ʵ�ʺ�������H�Ͱ������h���ı��ͷ���ܡ�
[1] ����Ⱥ, ��ƽ. ��ͭ�Ͻ��г���Ӧ��ǰ��չ��[J]. ϡ�н���, 2005, 29(3): 350-352.
[2] �� ��, ̷ ��, �� Ƽ, �� ��. ����ͭ�������о�����[J]. ���ϵ���, 2014, 28(23): 100-103.
[3] ��չ��, �Թ�ΰ, ������, �� ��. �ռ䱡��ʽ��չ�۵�չ�������������ʽ�о�[J]. �ѧ��, 2013, 34(3): 299-307.
[11] �� ��, ��ʥ��, ������. ���岻��������Ͻ�㺸���ռ������γɻ����о�[J]. Ӧ�ü���, 2016, 36(1): 46-52.
[12] ��С��, �����, ������. ������NiTi�Ͻ�˿����㺸��ͷ����֯������[J]. �й���ɫ����ѧ��, 2005, 15(1): 19-23.
[13] �� ��. ͭ�����ֲ��ϼ��⺸���о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2009, 21-30.
[17] ���̻�, ��Ӧ��. Fe-Cu�Ͻ������ò�����������о�[J]. �¼����¹���, 2006(10): 44-46.
