
���±�ţ�1004-0609(2014)02-0484-07
5-�����ĵ�������µ��̵������Ϊ
�� ΰ���� �ϣ���������䳿
(���״�ѧ ��ѧ����ѧԺ������ 416000)
ժ Ҫ��
����5-�����ĵ���(AT)��Ϊ�̵�������̵��������Ӽ����о���ͬ���Ӽ������������ܶȡ�Mn2+Ũ�ȡ������Ũ�ȵ��������̵��������Ч�ʵ�Ӱ�죬�Լ����Ӽ������µ��Һ���������ӶԵ������Ӱ�졣����SEM�۲����̵���������еĵ缫����״̬���������Ե�λɨ�跨�о����Ӽ��������缫���̵�Ӱ�졣��������������Ӽ�AT����0.07 g/L�������ܶ�460 A/m2��[Mn2+] 18 g/L���ϡ������Ũ��100~120 g/L�ĵ�������£��̳��������е���Ч�ʿɴ�72%���ϣ�ʹ�ø����Ӽ��������Һ��������Fe��Co��Ni��Cu�������Ӵ��ڡ��̳��������е���Ч�ʱ仯��羵�۲���̳ɾ������Լ����������Ĵֲڳ̶Ⱦ�������ԣ����Ӽ�ATͨ���Ծ������ⷴӦ����������������̳����ĵ���Ч�ʡ�
�ؼ��ʣ�
��������������Ӽ���5-�����ĵ�����
��ͼ����ţ�TF803.27 �� �� ���ױ�־�룺A
Electrodeposition behavior of manganese in presence of 5-amino-1H-tetrazole
LIU Wei, CHEN Shang, LI Chang-an, DING Qi-chen
(College of Chemistry and Chemical Engineering, Jishou University, Jishou 416000, China)
Abstract: The 5-amino-1H-tetrazole (AT) was employed as a novel additive during electrodepositing of manganese. Effects of the amount of additive, current density, concentrations of Mn2+ and ammonium sulfate on the current efficiency of the electrodeposition were investigated, and the effect of impurity ions on electrodeposition was also examined. The surface morphology of electrode was examined by SEM. The effect of additive on cathode electrochemical behaviors was studied by linear sweep voltammetry (LSV). The results indicate that the current efficiency can reach 72% under the following optimum conditions: AT content of 0.07 g/L, current density of 460 A/m2, [Mn2+]��18 g/L, [(NH4)2SO4] of 100-120 g/L. A small amount of contaminating metal ions, such as Fe, Co, Ni and Cu, are allowed to present in electrolytic solution. The variation of current efficiency in electrodeposition correlates with the status of crystal growth and roughness of cathode. The increasement of current efficiency of electrodeposition can be attributed to the inhibition towards the reduction of hydrogen in the presence of AT.
Key words: manganese; electrodepositon; additive; 5-amino-1H-tetrazole
��������;ʮ�ֹ㷺��������ҪӦ���ڸ���ұ��[1-2]��Ŀǰ�й����ǽ����̵���Ҫ���������ѹ��Լ����ڹ�[3-5]�������̵���Ҫ���������ǵ��ұ������ʵ����������Ҫ������������Ӽ����ٽ����ڵ缫�ϵĵ�������ݹ۹����⣬�����õ���ҵ��������Ҫ��SeO2��SO2���Լ�������Ϊ���ĸ������Ӽ�[6]���������̳���Ҫ����SO2���������̴��Ƚϸߣ�������Ч�ʽϵ�(55%~60%)���Ե��Һ����Ҫ��ߣ����������ѿ��ơ��ҹ���Ҫ����SeO2��Ϊ������Ӽ�������Ч�ʽϸ�(70%)��������������ǿ�����������̲�Ʒ�������ߣ�ͬʱSeO2�����彡���ͻ���Σ�����ڻ����Ͳ�ҵ�����Ŀ��ǣ����һ������Ź涨�˽��ڿ�ʼ�����ȫ��ҵ��ʵ��������⣬�Ե������ҵ����˼����ս��
������ѧ���ڵ�������Ӽ���������һ��̽���Ե��о������[7]�Ծ۱�ϩ�����������Ρ����������Ƴ����Ӽ��������Ӽ���Ȼ������Ⱦ�����ǵ����Һ�м��������λ����������״�����̳������������л�ճ���������ɵ��̲��ϣ����ϵ�ճ��-�̳������ܵ��²�Ʒ���������ߣ����������ǵ���̲�ƷҪ���ָ��֮һ�������Ƶ�[8]��3�־ۺ�������������Ƴ����Ӽ�������Ч�ʴﵽ70%�������ڽ���-���ѭ�������и߾�����ֲ��������ֽ����ת��Ϊ����������Ӷ����µ��Һ�еĸ߾��ﲻ���ۻ����ۻ���һ���̶Ⱥ��Ӱ���̵ĵ�����������ѵ�[9]�Ա������������Ӽ��������Ӽ���Զ���ڹ�ҵ�����ܶ������¾��нϸߵ���Ч�ʣ�Ȼ���ϵ͵ĵ����ܶ��Ʊؽ�������Ч�ʡ�GONG��[10]����SO2���ǰ�����Ϊ������Ӽ�����Ȼ�����Ӽ����õ���Ч�ʽϸߣ������ڵ����ܶ�Ϊ65 A/m2�ĵ�������õ��ģ��˵����ܶ�ԶԶС��ʵ�ʹ�ҵ����Ҫ���������ڹ�ҵ������Ӧ�á�ILEA��[11]��H2SeO3��Zn2+�����Ӽ�����������Zn2+��������ߵ���Ч�ʺͽ��͵��,�������ں�������Ȼ��Ի������Σ����һ�ֽϺõ����Ӽ�Ҫ��������������Ч�ʸߣ�ʹ�÷��㣬�����ȶ���������Ҫ����ͬʱ��������Ҫ������Ӽ��Ƚ����ѣ��йص��о��ദ������Σ��÷�����о���������ҵ��չ�����ش�
�������߽�ϵ����ʵ�ʹ�ҵ��������������һ���������Ӽ����� 5-�����ĵ���(5-amino-1H-tetrazole�� AT)�����̵�������̣����̵��������Ч�ʺͳ��������״̬��Ӱ�����أ��Լ����Ӽ����̵�����绯ѧ��Ϊ��Ӱ������о���
1 ʵ��
1.1 �������Լ�
ʵ�����������Ƹ�Ĥ����(1 L)��PHS-25��pH��(�Ϻ��յ���ѧ��������˾)��HH-S��ˮԡ��(֣�ݳ��ǿƹ�ó����˾)��AN0905�͵�����ƽ(�Ϻ����ž��ܿ�ѧ��������˾)��WLS���ֺ�����Դ(�Ͼ�ɣ�������豸��)��CHI660B�绯ѧ����վ(�Ϻ���������˾)��S-3400N��ɨ��羵(�ձ�������˾)��
��Ҫʵ��ҩƷ�������̡�����李�һˮ��-5-�����ĵ���(AT)���������������������(SDD)��Ϊ��ҵ�������������Լ���Ϊ��������
1.2 ���Һ�Ʊ�
ʵ������ĵ��Һ���չ�ҵ���ҺҪ���Ũ�ȷ�Χ���á�����Mn2+Ũ��Ϊ18 g/L�������Ũ��Ϊ100 g/L�Ļ����Һ��50 ���£��ڻ��Һ�а���0.1 g/L��������SDD�����跴Ӧ2 h�Գ�ȥ�����ؽ�������[12]�����ã����˺�����Һ�м���һ���������Ӽ�AT���Ա�����á���ⲹ��Һ��Mn2+Ũ��Ϊ35 g/L , �����Ũ��Ϊ100 g/L����������ͬ�ϣ�������ͬ�����Ӻ������Ũ�ȵ���Һ��������Ҳ��ͬ��
1.3 �������
������ģ��Ĺ�ҵ��Ĥ�����У�������Ǧ��������Ԫ�Ͻ��(28.50 cm2)Ϊ����������ְ�(32.5 cm2)Ϊ�������е��[13]���Ƚ���������ְ徭��е�⡢���⡢ˮϴ�������������0.5%�Ĺ�������Һ�н���10 min�����á������ʼ���ð�ˮ�����ҺpHֵ����7.2~7.4��ˮԡ���Ƶ��Һ�¶���40~42 �棻�ں���������µ�⣬���������������벹��Һ�Ա��ֵ��Һ�е�Mn2+Ũ����Ҫ��ķ�Χ�ڣ�����pHֵ������7.4~8.0�����ʱ��Ϊ10 h����Ʒ��3%���ظ���ضۻ���ˮϴ��70 ���ɣ�������ÿ��ʵ������ƽ����3�飬ȡƽ��ֵ��������ʽ�������Ч�ʣ�
 (1)
(1)
ʽ�У� ��ʾ����Ч�ʣ�%��Ic��ʾ�����ܶȣ�A/m2��Ac��ʾ�����ְ������m2��m0��ʾ������������g��mt��ʾ���������������������g����t��ʾ���ʱ�䣬h��q��ʾ�̵ĵ绯ѧ������1.025 g/(A��h)��
��ʾ����Ч�ʣ�%��Ic��ʾ�����ܶȣ�A/m2��Ac��ʾ�����ְ������m2��m0��ʾ������������g��mt��ʾ���������������������g����t��ʾ���ʱ�䣬h��q��ʾ�̵ĵ绯ѧ������1.025 g/(A��h)��
1.4 ������ò
����SEMɨ��羵�۲첻ͬ���ʱ��εõ��ĵ���̱�����ò��
1.5 �绯ѧ����
����CHI660B�绯ѧ����վ���������缫��ϵ���αȵ缫Ϊ���ʹ��缫(SCE)�������缫Ϊ���缫�������缫Ϊ���Ʋ����Բ�ε缫(2.5 cm2)���������Ե�λɨ��ķ����ֱ���������Բ�ε缫������4�������е������������ߣ�1) 100 g/L����泥�2) 0.07 g/L AT�������100 g/L��3) 18 g/L Mn2+��100 g/L����泥�4) 0.07 g/L AT��18 g/L Mn2+��100 g/L����李���Һ�¶�Ϊ40 �棬ɨ�跶ΧΪ-0.4~-1.9 V��ɨ���ٶ�Ϊ10 mV/s��
2 ���������
2.1 AT�����Ե���Ч�ʵ�Ӱ��
��Mn2+Ũ��Ϊ18 g/L�������Ũ��100 g/L�������ܶ�Ϊ400 A/m2ʱ��ATŨ�ȶԵ���Ч�ʵ�Ӱ����ͼ1��ʾ����ͼ1�ɼ�����AT����Ϊ0.07 g/Lʱ�������ĵ���Ч�ʣ�����Ч��Ϊ70.3%����AT������0.07~0.09 g/Lʱ��������Ч�ʻ���ά�ֲ��䣻����ATŨ�Ƚϸ�ʱ������Ч�������½����̳��������������������ӻ�ԭ�������ӻ�ԭ�����������Է�Ӧ������Ч�ʴ�Сȡ�������ߵ����׳̶ȡ�����AT�������Ӽ���һ�ֺ������ԭ�ӵ��л���ܽ�ǿ�ҵ������ڵ缫���棬��������[14]���谭�����Ӵӽ�����缫��ת���Լ���ȡ���ӹ��̣���ˣ�ATŨ�Ƚϵ�ʱ���������ӵ��谭���ñȽ��������̳����ĵ���Ч����ߣ���ATŨ�Ⱥܸ�ʱ���������ӵĻ�ԭҲ���������谭������Ч�ʻ������½���

ͼ1 ATŨ�ȶԵ���Ч�ʵ�Ӱ��
Fig. 1 Effect of AT concentration on current efficiency
2.2 �����ܶȶԵ���Ч�ʵ�Ӱ��
Mn2+Ũ��Ϊ18 g/L�������Ũ��100 g/L��AT����Ϊ0.07 g/Lʱ�������ܶȶԵ���Ч�ʵ�Ӱ����ͼ2��ʾ����ͼ2�ɼ����������ܶ�Ϊ460 A/m2ʱ������Ч�ʽϸߣ�����Ч�ʿɴ�72.2%���������ܶȳ���460 A/m2ʱ��������Ч�ʿ�ʼ���͡�������Ϊ�������ܶȽϸ�ʱ�������������������Ե�д���֦����ͬʱ����������ü�Ϊ�ֲڣ�����������ʵ���������ʵ�ʵ����ܶȽ��ͣ���Ĺ���λ���ͣ��Ӷ����͵���Ч��[13]��
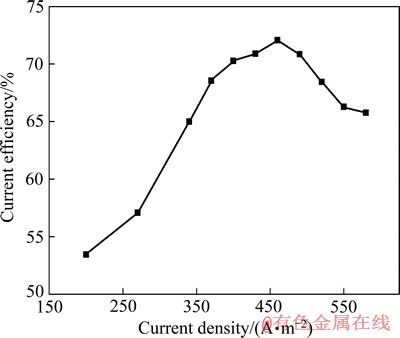
ͼ2 �����ܶȶԵ���Ч�ʵ�Ӱ��
Fig. 2 Effect of current density on current efficiency
2.3 Mn2+Ũ�ȶԵ���Ч�ʵ�Ӱ��
�������Ũ��Ϊ100 g/L��AT����Ϊ0.07 g/L�������ܶȷֱ�Ϊ400��460��520 A/m2ʱ��Mn2+Ũ�ȶԵ���Ч�ʵ�Ӱ����ͼ3��ʾ����ͼ3�ɼ������ŵ��Һ������Ũ�����ӣ�����Ч�������ӣ�Mn2+Ũ�ȳ���20 g/L����Ч�����Ӽ��٣������ܶ�Ϊ460 A/m2ʱ����ͬ����������Ӧ�ĵ���Ч�ʽϸߡ������е�Mn2+Ũ�ȳ���30 g/L���һ��ʱ�����е缫�����㷢��������Mn2+Ũ�ȹ��ߣ����Һ���ѭ�����̰���������׳��ֽᾧ�������Ӷ�Ӱ������������[15]����ʵ�ʹ�ҵ�����У�ͨ�����̿����ȡ���ܴﵽ��Mn2+Ũ�����̿�ƷλӰ�죻Ŀǰ���̿��Ϊƶ��Ҫ���Mn2+Ũ�Ȳ������á����ǻ���Ҫ��֤Mn2+Ũ����15 g/L���ϣ��������Ч���½���Ϊ�����������ɱ�������
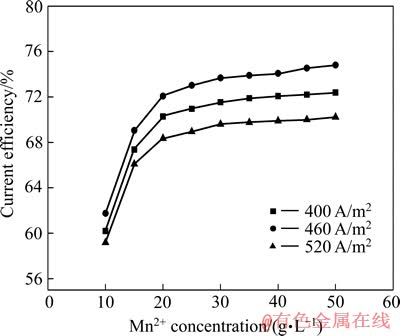
ͼ3 Mn2+Ũ�ȶԵ���Ч�ʵ�Ӱ��
Fig. 3 Effect of Mn2+ concentration on current efficiency
2.4 �����Ũ�ȶԵ���Ч��Ӱ��
��Mn2+Ũ��Ϊ18 g/L��AT����Ϊ0.07 g/L�������ܶ�460 A/m2ʱ�������Ũ�ȶԵ���Ч�ʵ�Ӱ�����1���С�
��1 �����Ũ�ȶԵ���Ч�ʵ�Ӱ��
Table 1 Effect of ammonium sulfate concentration on current efficiency
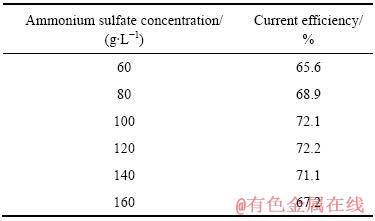
������ڵ�������Ƿdz���Ҫ�ĸ������ʣ����������ڣ�1) ������Һ�ĵ����ԣ�2) ��Һ�н�����ķ��Ӱ���Mn2+��ϣ���������������ʹ���̳��������ܹ⻬��ͬʱҲ����ҺpHֵ�ı仯�������á��ӱ�1���Կ������������Ũ�ȴ�60 g/L���ӵ�100 g/Lʱ������Ч���������ԣ�ͬʱ�������ù⻬�������㲻�����䣬��˱��۵���Ч�����[16]�������ߵ������Ũ�Ȼ�ʹ�����������̶ȹ��ߣ��̵ij��������ѣ���˵���Ч�ʻ������½������ڹ�ҵ�����������Ũ�ȹ��ߣ���ʱ����Ҳ�ᵼ�µ��۸�Ĥ���������谭����Һ������������������������pHֵ�������������г������ܽ⣬��������Ũ��������ں��ʵķ�Χ�ڡ�
2.5 �������ӶԵ���Ӱ��
�ڵ����ܶ�Ϊ460 A/m2��Mn2+Ũ��Ϊ18 g/L�������Ũ��Ϊ100 g/L��AT����0.07 g/Lʱ���������ӶԵ���Ӱ�����2���С�
Co��Ni��Cu��Fe��Щ�������ǵ缫��λ����Ҫ�ߵĽ�������Щ���������ڵ��Һ�л������̻������̹������ڳ������У����ڳ��������γɾֲ��绯ѧ��أ��������е�����Ϊ����������ʴ���ģ��������ʱ�����̲��ܳ�������ˣ��������ʱ����Һ���ʺ������ϸ��Ҫ�������������Ҳ�����Ӽ��������йء�����֪ʹ�õ����Ӽ��У�ʹ��SeO2���Ӽ����������Һ����Խϸߵ����ʺ�������˶���ȡ���Һ���̵�Ҫ������ʵ����͡��ӱ�2�ɼ���Co��Ni��Cu��Fe�⼸�ֵ��Һ������ܳ��ֵ����ʶ��̳�������Ӱ�죬����Co2+�Ե��Ӱ�����0.5 mg/L��Ũ�Ⱦ�ʹ���̲���������������[Ni2+]Ϊ1 mg/Lʱ���̿��Գ�����ֻ�ǵ���Ч���������ͣ�[Ni2+]Ϊ2 mg/Lʱ���̲���������������[Cu2+]Ϊ10 mg/Lʱ���̲�������������[Fe3+]Ϊ2 mg/Lʱ������Ч�������½�������Fe3+����ˮ�������[Fe3+]Ũ�ȸ��ߵ�ʵ������������ʵ��ɼ���AT�����£���Һ����������һ�������������ӣ����������������ֱ���[Co2+]=0.5 mg/L��[Ni2+]=1 mg/L��[Cu2+]=0.5 mg/L��[Fe3+]=1 mg/L����Ȼ���ڿ��ܵ������£���ҵ������ȡ�ĵ��ҺԽ��������Խ�������̳������������С�
2.6 ��������
��2 �������Ӷ��̵�������̵�Ӱ��
Table 2 Effect of impurity ions on electrodeposition of manganese

�ڵ����ܶ�Ϊ460 A/m2��Mn2+Ũ��Ϊ18 g/L�������Ũ��Ϊ100 g/L��AT����Ϊ0.07 g/Lʱ�������ʱ��Ե���Ч��Ӱ��Ͳ�ͬ�����ʱ�����õ���Ʒ�ı���SEM��ֱ���ͼ4��5��ʾ��
��ͼ4��֪�������ǰ1~4 h������Ч�����ͣ������ͽ���������4 h��5 h����Ч���½��ӿ죬6 h�����Ч�ʾͻ���ά�ֲ��䡣ͼ5��ʾΪ��ͬ�����ʱ����������SEM����ͼ5�ɼ���ǰ4 hʱ���̵ijɾ��������̺��й��ɣ������ɵ��̵ľ��桢���������ɼ������5 hʱ���̵ijɾ����濪ʼ���ģ����ͬʱ�۲쵽���5 h�Ժ�����������ֲ��ҵ缫��Ե֦�������࣬�������̵ij��ְ����ŵ���Ч�ʵĽ��͡�����Ч����ʱ�併�Ϳɹ������������أ�1) �̵ĵ���������У����γɹ���ľ��濪ʼ�������Ľᾧ�������γɵľ��淽�������������ĵ�ᾧ�����ǻ����ͣ��ɾ��ٶ����ķ�ʽ�������5 h�����̵ĵ�ᾧ����ԭ�����������������ԭ���ľ��⡢���治�������ɱ棬����������̵ĵ�ᾧ�ٶȣ��Ӷ����µ��һ��ʱ�����Ч���½��Ͽ죻2) �缫�����ֲںͱ�Ե֦�������ӻ�ʹ��ʵ�������������ʵ�ʵ����ܶ�Ҳ���½����Ӷ�����Ч�ʽ��͡������ڣ��̾������״̬�ʹֲڶȶ��仯���������Ч��Ҳ���ȶ���72%���ҡ�
2.7 �绯ѧ����
��40 ��������1��2��3��4����������������ͼ6��ʾ��
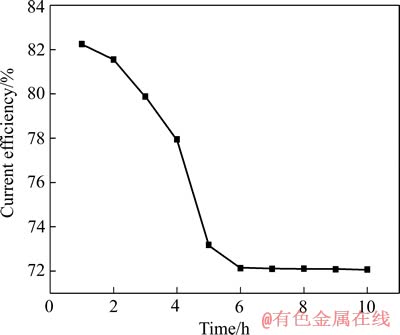
ͼ4 �����ʱ��Ե���Ч�ʵ�Ӱ��
Fig. 4 Effect of electrodeposition time on current efficiency
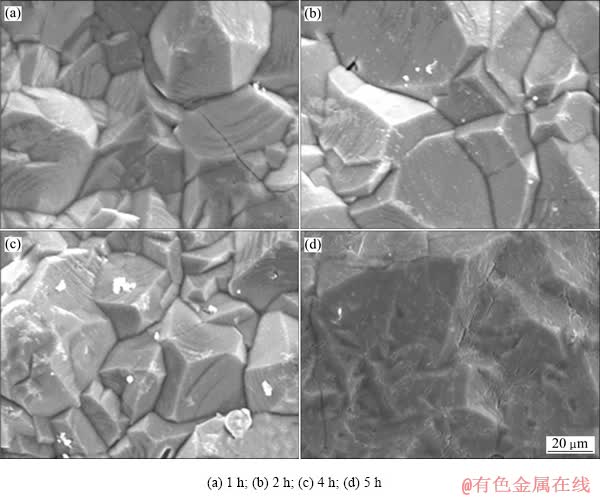
ͼ5 ��ͬ�����ʱ����������SEM��
Fig. 5 SEM images of cathodic surface at different electrodeposition times
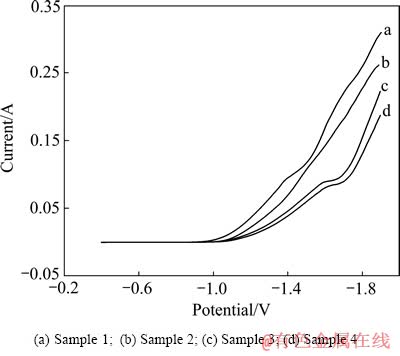
ͼ6 ������������������
Fig. 6 Cathode polarization curves of samples
�̵ij����������������ڵ缫����������������ķ�Ӧ[17]���۲�ͼ6�е�4�������������ߣ��Ա�����a��b��֪��δ����AT������1����������ʼ������λ��-1.0 V������������AT������2����������������λ���Ը���0.1 V���ҡ���ͬ���������λ�����£�����AT������2�����������������Խ��ͣ�˵�����Ӽ�AT���������������λ�����������������ϵ��������Ա�����c��d�����ڲ���ֵ缫�Ŀ�ʼ������λ����-1.6 V��������-1.6~-1.7 V����һ��ƽ̨����ʱ��ʼ�����̵Ļ�ԭ���������ӻ�ԭ�γɾ�����Ӧ�����������Ӽ�AT������dƽ̨��Ӧ�ĵ���Ҫ��������c�ģ�˵���������Ӵ����£�AT�������ӵ�������Ȼ�������Ե��������á�������d������Ҫ���̵�������������б���Ե�������c��˵��AT���̵�����Ҳ����һ�����������ã��������ڳ�����ƽ�����ܵĽ����̡���ˣ����Ӽ�AT��������Ҫ������������������ƣ�ʹ���̿����ڵ缫��������������
3 ����
1) ���ʵ��������AT����Ϊ0.07 g/L�������ܶ�Ϊ460 A/m2ʱ������Ч�ʽϸߡ�Co��Ni��Cu��Fe��4���������ӶԵ���Ч��Ӱ��ϴ�AT���ڵ��������������������Ӵ��ڡ�
2) �Ե�����ǰ���̳�����ı���۲��������Ʒ���澧��������Լ��ֲڶ������Ч�ʾ�������ԣ���ᾧ���չ���ľ������������ƽ�����ܱ���ɻ�ýϸߵĵ���Ч�ʡ�
3) �̵�����������������߱�����5-�����ĵ���ļ������ʹ����������λ���Ը��ƣ������������������Ӷ�ʹ���ڵ缫�ϳ������������ף���ߵ���Ч�ʡ�
REFERENCES
[1] �� Ƽ, ������, ������. ��������Ӽ��о���չ[J]. ��ѧ��ҵ�빤�̼���, 2012, 33(3): 21-25.
YANG Ping, MAN Rui-lin, ZHAO Peng-fei. Research progress of additive of electrolytic manganese[J]. Journal of Chemical Industry & Engineering, 2012, 33(3): 21-25.
[2] ETXEBARRIA N, ANTOLIN R, BORGE G, POSADA T, RAPOSO J C. Optimisation of flow-injection-hydride generation inductively coupled plasma spectrometric determination of selenium in electrolytic manganese[J]. Talanta, 2005, 65: 1209-1214.
[3] DUAN Ning, WANG Fan, ZHOU Chang-bo, ZHU Chun-lei, YU Hong-bing. Analysis of pollution materials generated from electrolytic manganese industries in China[J]. Resources, Conservation and Recycling, 2010, 54: 506-511.
[4] DUAN Ning, DAN Zhi-gang, WANG Fan, PAN Cen-xuan, ZHOU Chang-bo, JIANG Lin-hua. Electrolytic manganese metal industry experience based China��s new model for cleaner production promotion[J]. Journal of Cleaner Production, 2011, 19: 2082-2087.
[5] ����ϼ. �й��������̹�ҵ50���귢չ�ع���չ��[J]. �й���ҵ, 2010, 28(1): 1-6.
ZHOU Liu-xia. The review and prospects of 50 years in EMM industry China[J]. China��s Manganese Industry, 2010, 28(1): 1-6.
[6] ����, �� ��, ������, �� ��, �ճ�Ԫ. ����������Ӽ����о���չ[J]. �й�ϡ��ѧ��, 2008, 26: 934-937.
SUN Da-gui, LIU Bing, LIU Zuo-hua, DU Jun, TAO Chang-yuan. Advances on additives for electrolytic metal manganese[J]. Journal of Rare Earths, 2008, 26: 934-937.
[7] �� ��, ������, ����ѧ, Ƥ���, ������, ������. һ�����ڵ�����������л����Ӽ������Ʊ�����: �й�, CN 101717958A[P]. 2010-06-02.
YANG Chao, TIAN Xi-ke, TIAN Xi-xue, PI Zhen-bang, WANG Yan-xin, TIAN Xi-wen. A kind of organic additive for the manufacture of electrolytic manganese and its preparation: CN 101717958A[P]. 2010-06-02.
[8] ������, �� ��, ����ѧ, Ƥ���, ������. ������Ч������������������Ӽ������Ʊ�����: �й�, CN 101260538A[P]. 2008-09-10.
TIAN Xi-ke, YANG Chao, TIAN Xi-xue, PI Zhen-bang, TIAN Xi-wen. A kind of selenium-free environmental and effective additive for the manufacture of electrolytic manganese and its preparation: CN 101260538A[P]. 2008-09-10.
[9] ������, �泿��, �˵���, ���Ļ�. һ�ֺ������Ӽ��ĵ������Һ�����Ʊ�������Ӧ��: �й�, CN 102492958A[P]. 2012-06-13.
LIU Shao-you, LUO Chen-yan, DENG De-yi, TANG Wen-hua. The preparation and application of solution with novel additive for the manufacture of electrolytic manganese: CN 102492958A[P]. 2012-06-13.
[10] GONG J, ZANZARI G. Electrodeposition and characterization of manganese coatings[J]. The Electrochemical Society, 2002, 149(4): 209-217.
[11] ILEA P, POPESCU I C, URDA M, ONICIU L. The electrodeposition of manganese from aqueous solutions of MnSO4. ��: Electrowining by galvanostatic electrolysis[J]. Hydrometallurgy, 1997, 46: 149-156.
[12] ����ɽ, ʯ����. ���������й����ʵ�Ӱ�켰��Դ��ȥ������[J]. ���״�ѧѧ��: ��Ȼ��ѧ��, 2009, 30(4): 97-99.
ZHANG Wen-shan, SHI Chao-hui. Effect, source and removal of impurities in electrolyzed manganese metal[J]. Journal of Jishou University: Natural Science Edition, 2009, 30(4): 97-99.
[13] �� ��. ����̸������Ӽ���ʵ���о�[D]. ����: �����ѧ, 2010: 1-51.
TANG Min. Study on compound additive of electrolytic manganese[D]. Chongqing: Chongqing University, 2010: 1-65.
[14] �� ��. ���ͺ����л���ʴ���ĺϳ���Ӧ���о�[D]. ����: ����������ѧ, 2009: 1-57.
ZHANG Miao. Synthesis and application of new type of N-containing organic corrosion inhibitors[D]. Lanzhou: Lanzhou University of Technology, 2009: 1-57.
[15] ����. ������������Ӽ������Ƽ�������������о�[D]. ����: �й����ʴ�ѧ, 2006: 1-58.
LUO Dong-yue. Research of selenium-free additive for electrolytic manganese and exploitation of the electrolytic technique[D]. Beijing: China University of Geosciences, 2006: 1-58.
[16] �콨ƽ. �����������������и����ضԵ�ĵ�Ӱ��[J]. �й���ҵ, 1999, 17(3): 32-35.
ZHU Jian-ping. Influences of different factors on electricity consumption in production of electrolytic manganese metal[J]. China��s Manganese Industry, 1999, 17(3): 32-35.
[17] ��Ԫ��, ÷���. �������������������̵ĵ绯ѧ��Ӧ����ߵ���Ч�ʵ�̽��[J]. �й���ҵ, 2001, 19(1): 17-19.
ZHOU Yuan-ming, MEI Guang-gui. Study on the cathode and anode electrochemical reaction & increase current efficiency from electrolyzing manganese[J]. China��s Manganese Industry, 2001, 19(1): 17-19.
(�༭ ��ѧ��)
�ո����ڣ�2013-04-24�������ڣ�2013-10-15
ͨ�����ߣ��� �ϣ������ڣ���ʿ���绰��13508430595��E-mail: shangchen2000@163.com
ժ Ҫ������5-�����ĵ���(AT)��Ϊ�̵�������̵��������Ӽ����о���ͬ���Ӽ������������ܶȡ�Mn2+Ũ�ȡ������Ũ�ȵ��������̵��������Ч�ʵ�Ӱ�죬�Լ����Ӽ������µ��Һ���������ӶԵ������Ӱ�졣����SEM�۲����̵���������еĵ缫����״̬���������Ե�λɨ�跨�о����Ӽ��������缫���̵�Ӱ�졣��������������Ӽ�AT����0.07 g/L�������ܶ�460 A/m2��[Mn2+] 18 g/L���ϡ������Ũ��100~120 g/L�ĵ�������£��̳��������е���Ч�ʿɴ�72%���ϣ�ʹ�ø����Ӽ��������Һ��������Fe��Co��Ni��Cu�������Ӵ��ڡ��̳��������е���Ч�ʱ仯��羵�۲���̳ɾ������Լ����������Ĵֲڳ̶Ⱦ�������ԣ����Ӽ�ATͨ���Ծ������ⷴӦ����������������̳����ĵ���Ч�ʡ�
[1] �� Ƽ, ������, ������. ��������Ӽ��о���չ[J]. ��ѧ��ҵ�빤�̼���, 2012, 33(3): 21-25.
[5] ����ϼ. �й��������̹�ҵ50���귢չ�ع���չ��[J]. �й���ҵ, 2010, 28(1): 1-6.
[6] ����, �� ��, ������, �� ��, �ճ�Ԫ. ����������Ӽ����о���չ[J]. �й�ϡ��ѧ��, 2008, 26: 934-937.
[12] ����ɽ, ʯ����. ���������й����ʵ�Ӱ�켰��Դ��ȥ������[J]. ���״�ѧѧ��: ��Ȼ��ѧ��, 2009, 30(4): 97-99.
[13] �� ��. ����̸������Ӽ���ʵ���о�[D]. ����: �����ѧ, 2010: 1-51.
[14] �� ��. ���ͺ����л���ʴ���ĺϳ���Ӧ���о�[D]. ����: ����������ѧ, 2009: 1-57.
[15] ����. ������������Ӽ������Ƽ�������������о�[D]. ����: �й����ʴ�ѧ, 2006: 1-58.
[16] �콨ƽ. �����������������и����ضԵ�ĵ�Ӱ��[J]. �й���ҵ, 1999, 17(3): 32-35.
[17] ��Ԫ��, ÷���. �������������������̵ĵ绯ѧ��Ӧ����ߵ���Ч�ʵ�̽��[J]. �й���ҵ, 2001, 19(1): 17-19.
