
���±�ţ�1004-0609(2015)-07-1920-09
�����ٻ�����Ϳ̼����-��Ϳ��ĥ��ĥ����Ϊ
�� Ⱥ�������٣��Ʋ��Z���ܺ���
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
���ó����ٻ�����Ϳ������16Mn�����Ʊ���WC-12CoͿ�㣬�������˸�Ϳ�����ѧ�����ر����俹ĥ��ĥ�����ܡ����������WC-12CoͿ�������Ϊ̼���٣���Ӳ��Ϊ(1341.0��134.3)HV����϶��Ϊ0.21%��0.04%����Ϳ���ĥ��������ĥ��Ӳ�ȡ�ĥ�����Ⱥͼ����غɵ����Ӷ����ӡ���ĥ����Ӳ�ȵ���Ϳ��Ӳ��ʱ��Ϳ���ĥ�������ĥ��ĥ��Ϊ����ĥ���ʵͣ���ĥ����Ӳ�ȳ���Ϳ���Ӳ��ʱ��Ϳ���ĥ��������Ϊ����ĥ���ʸߡ����⣬WC-12CoͿ�����ĥ�������16Mn��Ҳ������ĥ����Ӳ�ȱ仯���仯��
�ؼ��ʣ�
��ͼ����ţ�U177.2���� ���ױ�־�룺A
Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process
WANG Qun, QU Bang-rong, TANG Zhao-xi, XIONG Hao-qi
(College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: WC-12Co coating was deposited on the 16Mn steel by high velocity oxygen flame (HVOF) process. The mechanical performances, especially, the abrasive wear behavior, of WC-12Co coating were investigated. The results show that the hardness and porosity of the coating are (1341.0��134.3) HV and 0.21%��0.04%, respectively. The wear rate of the WC-12Co coating increases with increasing the hardness, the size and the employed loadings of the abrasives. The abrasive wear mechanism of the WC-12Co coating is mainly abrasion wear and the wear rate is low when the hardness of the abrasive is lower than that of the coating. However, the wear mechanism of the WC-12Co coating is mainly micro-cutting and the wear rate is very high when the hardness of the abrasive is higher than that of the coating. In addition, compared to the 16Mn steel, the relative abrasive wear resistance of the WC-12Co varies with the change of hardness of the abrasives.
Key words: WC-Co coating; high velocity oxygen flame; abrasive wear
Ħ��ĥ���ڹ���ʵ�����Ƿdz��ձ�����������ĥ��ĥ������ɵ�Σ�������������ĥ���ʧЧ���㲿���У�ĥ��ĥ���Լռ40%~50%[1-2]����ˣ���չ��ĥ��ĥ����ϡ����պ����ĥ������о�������Ҫ�����������ʵ��Ӧ�ü�ֵ������Ϳ(�ر��dz����ٻ�����Ϳ(HVOF))����̼����(WC)Ϳ����Ϊ��ĥ��ĥ��Ϳ����и�Ӳ�Ⱥ߿�ĥ�����ܵ��ص㣬���㷺��Ӧ������Դ�����պ��졢ұ�𡢻�е������[3-8]������ʪɳ����ĥ��ĥ��ʵ�������������WCͿ�㿹ĥ��ĥ��������һ�ֳ��õļ�ⷽ������ǰ��ͨ�����ú㶨���غɡ�ĥ������ͳߴ������۲��ϵ�ĥ��ĥ������[9-10]�����ַ���ֻ�ܳ����ԱȲ�����һ������µ������ĥ�ԡ�������֪��������ʵ���У����ڿ�ĥ��ĥ����ϵ�ʹ�ù����кܴ��������ܵ�Ӧ����ĥ������ͳߴ�Ҳ������ͬ����ˣ��б�Ҫ��չ�غɡ�ĥ������ͳߴ�����ر仯�Բ���ĥ��ĥ�����ܺ���ΪӰ����о���MACHIO��[11]�о��˳����ٻ�����ͿWC-VC-CoͿ���ڲ�ͬ�غ��µ�ĥ��ĥ����Ϊ������Ϳ���ĥ���ʻ����������غɵ����Ӷ����ӣ���ĥ���ʵ����ӷ���ԶС���غɵ����ӷ��ȡ�FERN NDEZ��[12]�о��˵�������ͿNiCrBSi��NiCrBSi+WCͿ���ʪɰĥ��ĥ����Ϊ������������Ϳ���ĥ���ʶ���������ĥ���ߴ���غɵ����Ӷ����ӡ�THAKARE��[13]�о��˲�ͬ�ߴ�SiCĥ���Գ����ٻ�����ͿWC-10Co4CrͿ��ĥ��ĥ����Ϊ��Ӱ�죬��������SiC���ȵ�����Ϳ��ĥ���ʳ����Ƚ��ͺ����ӵ�����������[14]�о���ĥ��ĥ���������ѺϽ�ĥ����Ϊ��Ӱ�죬����Ӱ���ѺϽ�ĥ��ĥ����Ϊ�ĸ����ص������̶��ɸߵ�������Ϊ�Ͻ�Ũ�ȡ��غɡ������ٶȡ�ĥ�������ƾ��롣������[15]Ҳ��չ�˳����ٻ�����Ϳ����WCͿ��ĥ��ĥ�������о�������Ϳ���е�WC����Խ������Ӧ�Ŀ�ĥ��ĥ������Խ�á���Ȼ�о���Ա��չ��һЩĥ������仯������������ܶԲ���ĥ������Ӱ����о�������û����ĥ���ߴ�Ա�������Ʒĥ�۳ߴ��Ӱ���Լ��غɱ仯�����ֱ��γ̶�Ӱ��ȷ��濪չ�о������⣬�����ĥ����ĥ��ĥ�������б��㷺���ã�������WCͿ������ڻ�����ϵ������ĥ��Ҳ���ܵ�ĥ�������Ӱ�졣Ϊ�˸��õ����۽���WCͿ���ڲ�ͬ�����µĿ�ĥ�����ܡ�ĥ������Լ�ĥ�����������ĥ�Ե�Ӱ�죬���������ڸı��غɡ�ĥ���ߴ������������£��о����ó����ٻ�����Ϳ�����Ʊ�WC-12CoͿ���ĥ��ĥ����Ϊ����Ӧ���������⣬�����������16Mn������ͬ�����½��в��ԣ�����ĥ�������WC-12CoͿ�������ĥ�Ե�Ӱ�죬����Ϊ����ʵ���к�����ѡ�����WCͿ���ṩ�ο���
NDEZ��[12]�о��˵�������ͿNiCrBSi��NiCrBSi+WCͿ���ʪɰĥ��ĥ����Ϊ������������Ϳ���ĥ���ʶ���������ĥ���ߴ���غɵ����Ӷ����ӡ�THAKARE��[13]�о��˲�ͬ�ߴ�SiCĥ���Գ����ٻ�����ͿWC-10Co4CrͿ��ĥ��ĥ����Ϊ��Ӱ�죬��������SiC���ȵ�����Ϳ��ĥ���ʳ����Ƚ��ͺ����ӵ�����������[14]�о���ĥ��ĥ���������ѺϽ�ĥ����Ϊ��Ӱ�죬����Ӱ���ѺϽ�ĥ��ĥ����Ϊ�ĸ����ص������̶��ɸߵ�������Ϊ�Ͻ�Ũ�ȡ��غɡ������ٶȡ�ĥ�������ƾ��롣������[15]Ҳ��չ�˳����ٻ�����Ϳ����WCͿ��ĥ��ĥ�������о�������Ϳ���е�WC����Խ������Ӧ�Ŀ�ĥ��ĥ������Խ�á���Ȼ�о���Ա��չ��һЩĥ������仯������������ܶԲ���ĥ������Ӱ����о�������û����ĥ���ߴ�Ա�������Ʒĥ�۳ߴ��Ӱ���Լ��غɱ仯�����ֱ��γ̶�Ӱ��ȷ��濪չ�о������⣬�����ĥ����ĥ��ĥ�������б��㷺���ã�������WCͿ������ڻ�����ϵ������ĥ��Ҳ���ܵ�ĥ�������Ӱ�졣Ϊ�˸��õ����۽���WCͿ���ڲ�ͬ�����µĿ�ĥ�����ܡ�ĥ������Լ�ĥ�����������ĥ�Ե�Ӱ�죬���������ڸı��غɡ�ĥ���ߴ������������£��о����ó����ٻ�����Ϳ�����Ʊ�WC-12CoͿ���ĥ��ĥ����Ϊ����Ӧ���������⣬�����������16Mn������ͬ�����½��в��ԣ�����ĥ�������WC-12CoͿ�������ĥ�Ե�Ӱ�죬����Ϊ����ʵ���к�����ѡ�����WCͿ���ṩ�ο���
1 ʵ��
��Ϳ�����Dz����ž��սṤ���Ʊ���WC-12Co��ĩ����ĩ�����ȷֲ�Ϊ5~45 mm������Praxair��˾����������JP8000��HVOF�豸������Ϳ��ʹ�ú���ú����Ϊȼ�ϣ�������Ϊ��ȼ����������Ϊ�ͷ�������ǰ�ڵ��о��������[16]�����ڲ���ú��Ϊȼ�ϣ�������Ϊ��ȼ���ij����ٻ�����ǹ������ú�ͺ��������������ӣ���ǹȼ���ҵ�ѹ��������ǹ�����������ٶȼ���Ӧ�������ٶȶ�����֮���ӣ��Ӷ����Ի�ø߽��ǿ�ȡ������ܺ�Ӳ�ȵ�Ϳ�㡣�ڱ��о��У�ѡ��ϸߵ�ú�ͺ������������ڻ�����ܽϺõ�Ϳ�㣬��1����ΪWC-12CoͿ�����Ϳ���ղ�����
��Ϳǰ���Ժ��Ϊ5mm��16Mn�ְ���г��⡢���͡�Ȼ�����250 ��m������дֻ�������Ϳ����ƺ��ԼΪ0.35 mm��Ϊ�˷�ֹ������ȣ�����Ϳ�����в��ü�Ъ��Ϳ�������ѹ��������ȴ�ķ�ʽʹ�û���������¶Ȳ�����150 �棬ֱ��Ϳ��ﵽԤ���ĺ�ȡ�
��1 WC-12CoͿ����Ϳ���ղ���
Table 1 Spraying parameters of WC-12Co coating

������ɢĥ��ĥ��ĥ�����鷽������ʪɰ���ַ���(JB T 7705-1995)[10]��ѡ��MLS-225��ʪɰ����ĥ��ĥ��ʵ��������Բ��ϵ�ĥ��ĥ�����ܣ����õ�����ת�١���Ʒ�ߴ��Լ�ĥ�������ˮ��ɰ�������������涨�������á�����ת��Ϊ240 r/min��ĥ��ͨ��Ϊ212~380 ��mʯӢɰ��ĥ�����Ϊ1.5 kgɰ��1 kgˮ���ɵ�ɰ�������õ�����غ�Ϊ225 N����Ʒ�ij��Ϳ��ֱ�Ϊ57 mm��25 mm��Ϊ���о�ĥ��ĥ�������仯����Ӧĥ������Ӱ�죬�ڱ��涨�ķ�Χ�ڣ�����һ�����ݶȶ��غɡ�ɰ��������������ʵ��ĵ�������̽����Щ���ض�WC-12CoͿ��ĥ��ĥ�����ܺ������ĥ�Ե�Ӱ�졣��2����Ϊ�����ĥ��ĥ��ʵ��������
��2 ĥ��ĥ��ʵ������
Table 2 Test conditions of abrasive wear
WC-12CoͿ����Ϳ̬����ֲڶ�ΪRa=3���ҡ�Ϊ�˼�С��Ʒ����ֲڶȲ�ͬ��ĥ����������Ӱ�죬����ʽĥ��ʵ��֮ǰ���Ƚ���Ԥĥ���������JB T 7705-1995������һ��͵ڶ���Ϳ�����ÿ���Կ�Ԥĥ500 r������ʽĥ3�֣�ÿ��3000 r�����������ֵ�ֱ��Ϊ178 mm������Ӳ��Ϊ70��2���ڼ���ĥ��ʱ���������ֳߴ�仯��С��������ֱ�����䣬ĥ��Ϊ��Ӧ��ת�����������ܳ�����������ѡ�õ���̼����(SiC)��Ϊĥ��������ʵ�鷢��SiCĥ����Ϳ���ĥ���ʷdz������ԣ��ڽ���ĥ��ʵ��ʱ�����ֵ�ת��Ҳ���ؼ��١���ϳ���ĥ��ʵ��������ʹ��SiC��Ϊĥ��ʱ������Ԥĥת����Ϊ25 r����ʽĥ3�֣�ÿ��75 r����ʵ�黹��û��Ϳ��Ļ������16Mn����100 N���غ��£��ֱ�ѡ��SiO2��SiC��Ϊĥ������ĥ����ԡ���ĥ����������ʧ�����������ܶȺ���ĥ�̣�������ֲ��ϵ�ĥ���ʡ����⣬Ϊ���о���ͬ����ĥ����Ϳ��ĥ�����ܵ�Ӱ�죬��ѡ����Ԥ���������24�ź�36�Ÿ�ռ50%(��������)��SiC��Ϊĥ������ĥ��ʵ�顣ͼ1��ʾΪ��Ӧ��SiO2��SiCĥ����ò�����ס�
����RigakuD/max-2550��X������(ͭ��)����WC-12Co��ĩ��Ϳ�����ṹ������̩����Ӳ�ȼ�(HXD-1000TM)��Ϳ������ϲ���Ӳ�ȣ���ȡ10�����ƽ��ֵ��ΪͿ���Ӳ��(�غ�Ϊ2.94 N)����Ϳ�����Ľ�����Ƭ���á��Ҷȷ����������϶�ʣ���ȡ10�����ƽ��ֵ��ΪͿ��Ŀ�϶�ʡ�
2 ��������
2.1 Ϳ����ṹ
ͼ2��ʾΪWC-12Co��ĩ��Ϳ���XRD�ס���ͼ2���Կ��������ó����ٻ�����Ϳ�����Ʊ�WC-12CoͿ�����ṹ���ĩ���ƣ�Ϳ��ͷ�ĩ�������WC�࣬Ϳ������������������W2C���ɴ˿��Կ���������Ϳ������WC��������������������̼�����⣬Ϳ����δ�����Ե�Co�࣬һ��������ΪX�����Dz���Cu��ʱ����õ�Co���������һ��������Ϊ���������ڵĽ���Co�������������ʱ�����ٶȷdz��죬����Co����˷Ǿ�̬��ԭ��[7, 9, 16]��
2.2 Ϳ��Ļ������ܺ�����֯
WC-12CoͿ����Ӳ��Ϊ(1341.0��134.3)HV����϶��Ϊ0.21%��0.04%��ͼ3��ʾΪͿ������SEM��
��ͼ3(a)���Կ�����WC-12CoͿ��dz����ܣ���Ϳ�������Ľ��Ҳ�dz����ܡ���ͼ3(b)��ʾ��Ϳ�����ı�ɢ������Կ�����Ϳ���зֲ��Ŵ�����ͬ��С�Ļ�ɫWC����������������ʾ��ϸС��ɫ�����Ͱ�����WC������Χ�Ļ�״��ɫ����(��ͼ3(b)��ͷ��ָ��λ��)���������[7, 9, 16]��ͼ2��3(b)�����Ʋ⣬��Щ������ʾ��������W2C�����⣬����Co��ԭ����ҪС��W��WC�ģ����ԣ�ͼ3(b)�в��ֽϰ���ΪCo�࣬���������ճ��������������ڸò��ֵ�Co�������г�����ڣ������˲���ԭ�ӽϸߵĽ���W��Ե��[9, 16]��
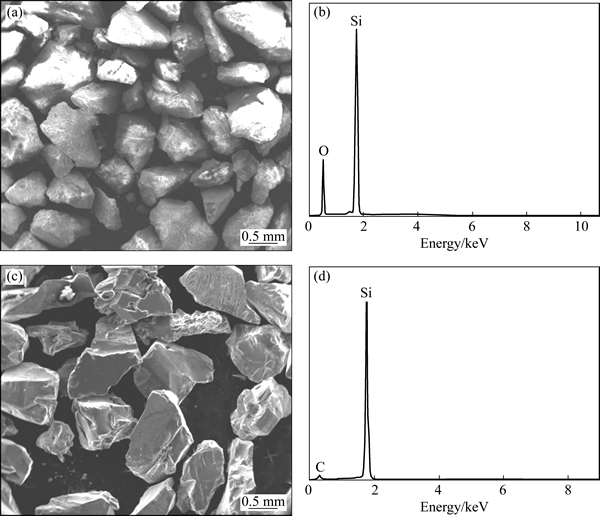
ͼ1 SiO2��SiCĥ������ò������
Fig. 1 Morphologies and EDS spectra of SiO2 ((a), (b)) and SiC ((c), (d))

ͼ2 WC-12Co��ĩ��Ϳ���XRD��
Fig. 2 XRD patterns of WC-12Co powder and coating

ͼ3 WC-12CoͿ��Ľ���SEM��
Fig. 3 Cross-sectional SEM image of WC-12Co coating
2.3 ĥ��ʵ��������WC-12CoͿ��ĥ��ĥ�����ܵ�Ӱ��
2.3.1 �غɶ�WC-12CoͿ���ĥ�����ܵ�Ӱ��
WC-12CoͿ����ͬ��ĥ��(380~830 ��m SiO2)����ͬ�غ�(25��50��100��200 N)�£�ͼ4��ʾΪͿ���ĥ�������ߡ���ͼ4��֪��Ϳ��ĥ���������غɵ����Ӷ����ӣ��ڲ�ͬ�غ������£�Ϳ���ĥ���ʶ���ǰ�ڽϴ��ڼ�С��������Ϊ��Ϳ̬Ϳ�������Ȼ����500 r��Ԥĥ�𣬵��������ֲڶ���Ȼ�ϴ�����Ϳ��ǰ��ĥ���ʽϴ���ĥ��ʵ����ڣ�������ĥ�����ֲڶȼ�С��Ϳ���е�Ӳ�ȵĽ���ճ���౻ĥ��������Ӳ�ȵ�WC����ͻ����ͻ�����棬�Ӷ�Ϳ���в��ϵ���ʧ��û�����

ͼ4 WC-12CoͿ���ڲ�ͬ�غ���Ϳ���ĥ����
Fig. 4 Volume wear loss of WC-12Co coating under different loads
ͼ5��ʾΪWC-12CoͿ����25��200 N�غ���ĥ�����ĺ����Ƭ��SEM����ͼ5��֪��Ϳ��ĥ���ı����ڸ��غ�������Ҫ��Ϳ���ڵ��غ������¸�Ϊ�ֲڣ�����Ҫ����Ϊĥ���ڸ��غ������¶�Ϳ�����ij����������ǿ��ճ����Co�����ױ��г������⣬Ӳ��WC�����ڸ���������������Ҳ������������ճ���������룬�Ӷ�����Ϳ����ֳ����ֲڵ�ĥ���������ĥ���ʡ�
2.3.2 ĥ���ߴ��WC-12CoͿ���ĥ�����ܵ�Ӱ��
ͼ6��ʾΪWC-12CoͿ����ͬ���غ�(100 N)��SiO2���ȷֱ�Ϊ45��75~150��212~380��380~830 ��m��ĥ�������ߡ���ͼ6���Կ�����Ϳ���ĥ��������ĥ���ߴ�����Ӷ����ӡ�
ͼ7��ʾΪͿ���ڲ�ͬ���ȵ�ĥ��������ĥ�����ĺ����Ƭ��SEM����ͼ7��ʾ��Ϳ����ĥ����ò���Կ�������ĥ���ߴ��Сʱ��Ϳ����汻ĥ�������ĥ�۶̶�dz������ĥ���ߴ�ϴ�ʱ��Ϳ����汻ĥ�������ĥ�۳������ϸĥ����ɵĶ̶�dz��ĥ�۶�Ӧ�Ž�С��ĥ���ʣ��ɴ�ĥ����ɵij������ĥ�۶�Ӧ�Žϴ��ĥ���ʡ�ĥ�۳��Ȳ�ͬ����ʪɰ����ĥ��ĥ��ʵ������ص�����ģ�������Ӳ�Ⱥ����������ܵ��غ�һ��ʱ��ĥ����Сֱ��Ӱ��ĥ�۵ij��ȡ�

ͼ5 WC-12CoͿ���ڲ�ͬ�غ���ĥ��������Ƭ��SEM��
Fig. 5 Photos and SEM images of WC-12Co coatings worn surface under different loads

ͼ6 WC-12CoͿ���ڲ�ͬ����SiO2�����µ�ĥ����
Fig. 6 Volume wear loss of WC-12Co under abrasives with different sizes
ͼ8��ʾΪĥ���ߴ�Ա�ĥ��Ϳ����������ĥ�۳���Ӱ���ʾ��ͼ��ͼ8������ֱ��Ϊ178 mm����ĥ����������Ϊ57 mm�������������������ϵ��غ�Ϊ100 Nʱ�������������Ӵ����ֳ��ȵIJ���ֵL0Ϊ20.17 mm���������뱻ĥ������֮�����ĥ��ʱ��ĥ���ߴ��Ӱ�����ֽ��غ�ͨ��ĥ�����õ���ĥ�����������λ�ú�ĥ���뿪ʱ���յ�λ�á������ϵ����λ��Ϊ��ĥ�������ߴ�ĥ��������������������㡣��ĥ��������Ϊ380~830 ��m��ĥ�����������ijߴ�Ϊ750 ��m����ĥ������Ϊ45 ��mʱ����ĥ�����������ijߴ�Ϊ50 ��m��ĥ���������������Բͬʱ�����ֺͱ�ĥ��������������(�����ĥ�����������������)�����������Բ�ļ���λ�÷ֱ�ΪS1(��ĥ�������ĥ���������������õ����)��E1(��ĥ�������ĥ���������������õ��յ�)��S2(ϸĥ�������ĥ���������������õ����)��E2(ϸĥ�����ĥ���������������õ��յ�)����Сĥ�����������Բ������λ��Բ�ľ���ֱ�ΪL1=S1E1=30.64 mm��L2=S2E2=20.96 mm���ø÷�������ó���ĥ�۳�����ʵ�ʱ�ĥ�����������ĥ�۳��Ⱥܽӽ�����ͼ8�ɼ������ýϴ�ĥ����õ�Ϳ�����ĥ�۽ϳ�ԭ�����£������ϸ�������ߴ�ϴ��ĥ�������֡�ҧ�롱ʱ���磬�ҡ��뿪����ʱ������Ե�ʣ����������ĥ���ڱ�������Ʒ��������ø�����ʱ�䡣
��Ϳ���ڲ�ͬĥ�������µ�ĥ����ò��֪(��ͼ7(b)��(d))����ĥ���ߴ��Сʱ��Ϳ���ĥ������ƽ��������ĥ���ߴ�ϴ�ʱ��Ϳ���ĥ������Ϊ�ֲڡ�
�����־�ֹʱ������ʩ�ӵ������ϵ����������ֹ��ɣ�һ����������ֱ�����õ��������棬��һ����ͨ��ĥ�����õ��������档��ߴ�ĥ��ʹ���ֲ����ĵ��Ա��δ��ݻ��˶��ɣ�F=kx��������x�ϴ�ʱ�����������ڴ�ߴ�ĥ���ϵ���Ҫ��������С�����ϵ���Ҫ��Ķ࣬��F1=(D1/d2)F2���ټ�����������ѹ���Ĵ�ߴ�ĥ����Ŀ(�Ӵ�����뵥����ߴ�ĥ�����������֮��)�٣����Դ�ߴ��ĥ�����õ������������Ҫ��С�ߴ�ĥ�����õ������������Ҫ��Ķࡣ��������תʱ��ĥ���Ա�ĥ����������������������Էֽ�Ϊ����������һ���Ǵ�ֱ�ڱ�ĥ��������ѹ����ʹ��ĥ�������롱�������棻��һ������ƽ�������������ˮƽ������ʹĥ��������������������˶����Ӷ�����������ĥ����ϡ���ѹ��Խ��ĥ��ѹ�����������Խ��ˮƽ����Խ��ĥ����ճ���������������Խ��ͬʱ����Ӳ��WC���ӵij��ҲԽ��ʹ��ճ������ױ��г���WC���Ӹ�����ƣ�Ϳ��ѡ��ɶ������յ��´�ճ���������롣���繵�������ٶ�Խ�죬���Ϳ���ĥ����ҲԽ����Ӧ��Ϳ��ĥ�����Ҳ��Ϊ�ֲڡ�
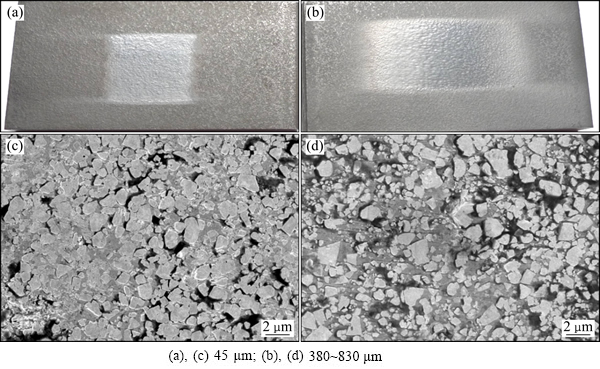
ͼ7 ��ͬ����ĥ��������WC-12CoͿ��ĥ��������Ƭ��SEM��
Fig. 7 Photos and SEM images of WC-12Co coatings worn surface under abrasives with different sizes

ͼ8 ĥ���ߴ�Ա�ĥ����������ĥ�۳���Ӱ���ʾ��ͼ
Fig. 8 Schematic diagram of effect of abrasives size on worn scar length of scar sample
2.3.3 ĥ�����Ͷ�WC-12CoͿ���ĥ�����ܵ�Ӱ��
ͼ9��ʾΪ�����ֲ�ͬĥ��������Ϳ��ÿ�ֵ�ĥ���ʡ���ͼ9���Կ�����SiCĥ����Ϳ���ĥ��dz���ԶԶ����SiO2ĥ����
ͼ10��ʾΪͿ�������ȳߴ���ͬ��SiO2��SiCĥ�������µ�ĥ����ò��

ͼ9 WC-12CoͿ���ڲ�ͬĥ�������µ�ĥ����
Fig. 9 Volume wear loss of WC-12Co coating under different abrasives

ͼ10 WC-12CoͿ����SiO2��SiCĥ�������µ�ĥ�������ò
Fig. 10 Morphologies of worn surfaces of WC-12Co coatings under SiO2 ((a), (c), (e)) and SiC ((b), (d), (f)) abrasives
��ͼ10���Կ�����Ϳ���ĥ�������������Եġ��вۡ��͡��繵����Ϳ�������ֲ�ͬĥ�������µ�ĥ����ò�кܴ��𡣵�ĥ����Ӳ�ȵ���Ϳ��Ӳ�ȵ�SiO2ʱ��ĥ��ֻ��ѹ��Ϳ����WC������Ӳ�Ƚϵ͵Ľ���ճ�����У���������ճ���ಢ�����������繵���̣�Ȼ������ճ����ϱ��г����繵������ϵ�ƣ�ͣ�WC���������ѡ�����(��ͼ10(c)��(e))����ʱͿ���ĥ���ʺܵ͡���ĥ����Ӳ�ȸ���Ϳ��Ӳ�ȵ�SiCʱ��SiC��Ϳ������WC��ճ����ܲ����������ã��Ӷ���Ϳ�����������Ե���������(��ͼ10(d)��(f))���ڹ�����WC���ӱ�������С���С����м��Ϳ��ĥ���ʺܸߡ����ݱ�2�е�ʵ������������ͬʵ������£���ĥ��ΪSiO2ʱ��16Mn�ֵ����ĥ����ΪWC-12CoͿ���170.7��������ĥ��ΪSiCʱ��16Mn�ֵ����ĥ���ʽ�ΪWC-12CoͿ���5.8������ˣ���ĥ���ı�ʱ��WC-12CoͿ�������16Mn�ֵ������ĥ��ĥ�����ܱ仯�ܴ�ͼ11��ʾΪͿ���������ֲ�ͬӲ��ĥ�������£�����ĥ������Ϳ���������Ӷ�Ϳ��ĥ���������ù��̡�
����GAHR[17]����˱�ĥ���ϵ�ĥ������ĥ����Ӳ��(Ha)�뱻ĥ���ϵ�Ӳ��(Hm)֮��ı�ֵ(��)�йء���l��0.8����ĥ���ϵ�ĥ����С����0.8��l��1.25����ĥ���ϴ��ڹ���ĥ������ĥ�������У���l��1.25����ĥ���ϵ�ĥ����ƫ��16Mn�ֺ�WC-12CoͿ���ƽ��ά��Ӳ�ȷֱ�Ϊ156.3HV��1341.0HV��SiO2Ӳ��ԼΪ850.0HV[18]����ˣ���ĥ����SiO2ʱ����ĥ�����Ϊ16Mn��ʱ�� ����ĥ�����ĥ����ƫ����ĥ�����ΪWC-12CoͿ��ʱ��
����ĥ�����ĥ����ƫ����ĥ�����ΪWC-12CoͿ��ʱ�� ����ʱWC-12Co���ڹ���ĥ������ĥ���ʽ�С����ʱ�������16Mn�֣�WC-12CoͿ����зdz�����Ŀ�ĥ��ĥ�����ܣ������ֳ��ϸߵ������ĥ�ԡ���ĥ��ΪSiC(2800 HV [19])����ĥ�����Ϊ16Mn��ʱ��
����ʱWC-12Co���ڹ���ĥ������ĥ���ʽ�С����ʱ�������16Mn�֣�WC-12CoͿ����зdz�����Ŀ�ĥ��ĥ�����ܣ������ֳ��ϸߵ������ĥ�ԡ���ĥ��ΪSiC(2800 HV [19])����ĥ�����Ϊ16Mn��ʱ�� ����ĥ�����ĥ��ƫ��ĥ��ΪSiC����ĥ�����ΪWC-12CoͿ��ʱ��
����ĥ�����ĥ��ƫ��ĥ��ΪSiC����ĥ�����ΪWC-12CoͿ��ʱ�� ��ĥ�����ĥ����Ҳ�ϴ�
��ĥ�����ĥ����Ҳ�ϴ�

ͼ11 ��ͬĥ��������WC-12CoͿ��ĥ�����ʾ��ͼ
Fig. 11 Schematic diagram of wear mechanism of WC-12Co coating under different abrasives
��ʱ�������16Mn�֣�WC-12CoͿ��Ŀ�ĥ��ĥ�����ܵ����ƾ�û����ô�����ˣ���Ϳ��������ĥ�Խ��͡�
3 ����
1) Ϳ���ĥ��������ĥ����Ӳ�ȡ�ĥ�������Ⱥ��غɵ����Ӷ����ӡ�
2)��ĥ����Ӳ�ȵ���Ϳ��Ӳ��ʱ��Ϳ���ĥ�������ĥ��ĥ��Ϊ����ĥ���ʵͣ���ĥ��Ӳ�ȳ���Ϳ��Ӳ��ʱ��Ϳ���ĥ�����Ϊ����Ϊ����ĥ���ʸߡ�
3)��ĥ����Ӳ�Ƚϵ�ʱ�������16Mn�֣�WC-12CoͿ��Ŀ�ĥ��ĥ������ʮ�����죻��ĥ��Ӳ�ȸ�ʱ��WC-12CoͿ��Ŀ�ĥ��ĥ���������Ʋ�������
REFERENCES
[1] ѦȺ��. �й�Ħ��ѧ�о���Ӧ�õ���Ҫ��չ[J]. �Ƽ�����, 2008, 26(23): 1.
XUE Qun-ji. Progress in Chinese tribology research and application[J]. Science and Technology Review, 2008, 26(23): 1.
[2] �ν���, ������. ����ĥ������ĥ����[M]. ����: ������ѧ������, 2001: 4-5.
HE Jiang-ai, WANG Yu-wei. Material wear and abrasion resistant materials[M]. Shenyang: Northeastern University Press, 2001: 4-5.
[3] ������, �����, ����ϲ, ������, �� ��. �����ٻ�����ͿWC-10Co4CrͿ����ͻ���ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(5): 1371-1376.
LI Song-lin, XIANG Jin-tao, ZHOU Wu-xi, LI Yu-xi, CHEN Wen. Sliding wear behavior of high velocity oxy-fuel sprayed WC-10C04Cr coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1371-1376.
[4] MA N, GUO L, CHENG Z X, WU H T, YE F X, ZHANG K K. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure[J]. Applied Surface Science, 2014, 320(30): 364-371.
[5] PICAS J A, RUP REZ E, PUNSET M, FORN A. Influence of HVOF spraying parameters on the corrosion resistance of WC-CoCr coatings in strong acidic environment[J]. Surface and Coatings Technology, 2013, 225: 47-57.
REZ E, PUNSET M, FORN A. Influence of HVOF spraying parameters on the corrosion resistance of WC-CoCr coatings in strong acidic environment[J]. Surface and Coatings Technology, 2013, 225: 47-57.
[6] VENTER A M, OLADIJO O P, LUZIN V, CORNISH L A, SACKS N. Performance characterization of metallic substrates coated by HVOF WC-Co[J]. Thin Solid Films, 2013, 549: 330-339.
[7] DING Z X, CHEN W, WANG Q. Resistance of cavitation erosion of multimodal WC-12Co coatings sprayed by HVOF[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2231-2236.
[8] WANG L J, QIU P X, LIU Y, ZHOU W X, GOU G Q, CHEN H. Corrosion behavior of thermal sprayed WC cermet coatings containing metallic binders in saline environment[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2611-2617.
[9] WANG Q, ZHANG S Y, CHENG Y L, XIANG J. Wear and corrosion performance of WC-10Co4Cr coatings deposited by different HVOF and HVAF spraying processes[J]. Surface and Coatings Technology, 2013, 218: 127-136.
[10] ASTM G 105-02. Standard test method for conducting wet sand/rubber wheel abrasion tests[S].
[11] MACHIO C N, AKDOGAN G, WITCOM M J, LUYCKX S. Performance of WC-VC-Co thermal spray coatings in abrasion and slurry erosion tests[J]. Wear, 2005, 258(1/4): 434-442.
[12] FERNNDEZ J E, del ROCI O FERNNDEZ M, DIAZ R V, NAVARRO R T. Abrasive wear analysis using factorial experiment design[J]. Wear, 2003, 255(1/6): 38-43.
O FERNNDEZ M, DIAZ R V, NAVARRO R T. Abrasive wear analysis using factorial experiment design[J]. Wear, 2003, 255(1/6): 38-43.
[13] THAKARE M R, WHARTON J A, WOOD R J K, MENGER C. Effect of abrasive particle size and the influence of microstructure on the wear mechanisms in wear-resistant materials[J]. Wear, 2012, 276/277: 16-28.
[14] �� ��, �����, ��ΰ��. Hank��s ģ����Һ��ҽ��TLM �Ͻ��ĥ��ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(5): 1293-1299.
LIU Ming, WANG Zhen-guo, HUANG Wei-jiu. Micro-scale abrasive wear behavior of medical material TLM alloy in Hank��s simulated body fluids[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1293-1299.
[15] ����, ������, ����Ӣ, ��־ƽ. WC���ȶ�WC-10Co-4CrͿ��ĥ��ĥ�����ܵ�Ӱ��[J]. ���ϱ���, 2013, 46(1): 19-21.
NI Ji-liang, CHENG Tao-tao, DING Kun-ying, WANG Zhi-pin. Effect of the WC size on the abrasive wear performance of WC-10Co-4Cr coating[J]. Materials Protection, 2013, 46(1): 19-21.
[16] WANG Q, CHEN Z Z, LI L X, YANG G B. The parameters optimization and abrasion wear mechanism of liquid fuel HVOF sprayed bimodal WC-12Co coating[J]. Surface and Coatings Technology, 2012, 206(8/9): 2233-2241.
[17] GAHR K H Z. Microstructure and wear of materials[M]. Amsterdam: Elsevier Science Publishers, 1987: 340-345.
[18] JOSEPH H T, ALBANY O. ASM handbook (Vol. 18): Friction, lubrication and wear technology[M]. USA: ASM International, 1992: 353.
[19] ASL M S, KAKROUDI M G, NOORI S. Hardness and toughness of hot pressed ZrB2-SiC composites consolidated under relatively low pressure[J]. Journal of Alloys and Compounds, 2015, 619: 481-487.
(�༭ �� ��)
������Ŀ������ʡ��ѧ�ƻ���Ŀ(2013WK3027)������ʡ����Ǹɽ�ʦ��Ŀ(521298863)
�ո����ڣ�2014-10-30�������ڣ�2015-05-19
ͨ�����ߣ��� Ⱥ�������ڣ���ʿ���绰��13787113453��E-mail��13787113453@163.com
ժ Ҫ�����ó����ٻ�����Ϳ������16Mn�����Ʊ���WC-12CoͿ�㣬�������˸�Ϳ�����ѧ�����ر����俹ĥ��ĥ�����ܡ����������WC-12CoͿ�������Ϊ̼���٣���Ӳ��Ϊ(1341.0��134.3)HV����϶��Ϊ0.21%��0.04%����Ϳ���ĥ��������ĥ��Ӳ�ȡ�ĥ�����Ⱥͼ����غɵ����Ӷ����ӡ���ĥ����Ӳ�ȵ���Ϳ��Ӳ��ʱ��Ϳ���ĥ�������ĥ��ĥ��Ϊ����ĥ���ʵͣ���ĥ����Ӳ�ȳ���Ϳ���Ӳ��ʱ��Ϳ���ĥ��������Ϊ����ĥ���ʸߡ����⣬WC-12CoͿ�����ĥ�������16Mn��Ҳ������ĥ����Ӳ�ȱ仯���仯��
