
���±��: 1004-0609(2006)05-0793-07
��ת�����������۵η��ж���ѧ�����̽���
���ƽ1, P. Tsakiropoulos2
(1. ����������ѧ ������ϵ, �Ϻ� 200237;
2. School of Mechanical and Materials Engineering, University of Surrey, Guildford Surrey GU2 7XH, UK)
ժ Ҫ��
��������ת�����������۵η��������̽��̵�һ����ѧģ��, ����Runge-Kutta����������ֵ���, ģ���������۵η��������̵Ļ������, ̽�ֹ��̺Ͳ��ϲ�����Ӱ�졣 �������: ����ת�������������۵ξ�����һ����Ĺ���, ������ԼΪ0.2Tm; �����������ڼ�, �۵ε���ȴ���ʲ����dz���, ���۵㸽����ȴ����ԼΪ5��104K/s; ���ٶ�Խ��, ��ȴ����Խ��, �۵ο�ʼ�������������ʱ��Խ��, �����ҿ�СЩ; �۵ι����¶ȶ��۵ι���Ⱥ���ȴ����Ӱ�첻����, ��������������еľ�������, ����������ƽǶ�, ���˲��ô�Ĺ����¶ȡ�
�ؼ���: ��������; ��ת��; ����������; ��ѧģ�� ��ͼ�����: TF123.23
���ױ�ʶ��: A
Droplet dynamic and solidification progress during rotating disk centrifugal atomization
LI Hui-ping1, P. Tsakiropoulos2
(1. Department of Inorganic Materials, East China University of Science and Technology,
Shanghai 200237, China;
2. School of Mechanical and Materials Engineering, University of Surrey,
Guildford Surrey GU2 7XH, UK)
Abstract: A mathematical model of droplet dynamic and solidification progress during rotating disk centrifugal atomization was developed and numerically solved by Runge-Kutta��s method. The flight and solidification of a nickel droplet was simulated. The effect of process and materials parameters was studied. The results show that the droplet experiences a large undercooling of about 0.2Tm and the cooling rate is not constant during the flight, about 5��104K/s at the melting point. With increasing disk speed the cooling rate increases, and this leads an early start and completion of solidification. A small atomizing chamber can be used. The droplet superheat has a weak effect on nucleation temperature and cooling rate, but the flight distance at f=1 increases. Therefore, a high droplet superheat is not suitable for the design of atomizing chamber.
Key words: centrifugal atomization; rotating disk; flight and solidification; mathematical model
��ת�����������ǽ�����ĩ�����һ����Ҫ����, ���������Pratt & Whitney�ɻ����칫˾���ơ� ��������صķ�ĩ�ߴ硢 ��ò�Ŀɿ��Ժ�������Լ��ɱ������������ܵ����ǵ�����, �Ľ�����ת����������װ��ʱ�б���[1-4]�� ��Щ����, ���Ǹ��ǽ�����������������γ������������(CSD)���ں��ղ����Ľ���������[5]��
��ת����������/�����Ļ���������, ���ۻ�װ�ó������ۻ��õĽ���Һ������װ�õ�������ת�̵�����, �������ڹ��Ժ�������˦����, ����Һ�ؾ���ֲ�����������ת�����γ�һ����ҺĤ�� ��ҺĤ������ת�̱�Եʱ, ����������Һ�Ρ� �����ķ�����, ��ЩҺ�������γɷ�ĩ������ڻ������γɽ����β�Ʒ�� ʵ�ʵ���ת����������/������һ����Ϊ���ӵĹ���, �漰: ����Һ����ת���ϵķֲ��� ���Ⱥ�����[6], ����Һ����ת���ϡ� �̱ߡ� ���������, �۵�����ת����ķ��к�����(���Ʒ۶���)���۵��ڻ����ϵij���������(�������������)�ȡ� ��ǰ, ��ת�����������о���Ҫ��������ת����ƺͲ��������Է�ĩ�ߴ����ò��Ӱ��[3, 4, 7], ȱ���Թ��̵�ϸ����ʶ�� �����������۵�����ת����ķ�����������������������ܵ���ʶ�������ҳߴ��ȷ��������Ҫ��ָ�����á� ��������ּ���ⷽ����Щ������
1 ��ѧģ��
1.1 �۵η��ж���ѧ
�۵�����ת�̱��γɺ�, ���ڹ��Ժ���������, �۵α�������ת�̡� �ڷ��й�����, �۵δ��ݶ���������������, �������ٶȺ��¶Ƚ��͡�
�۵�����ת������˶�����ţ�ٵڶ���������:
![]()
ʽ�� FΪ�������۵��ϵ���; mΪ�۵ε�����; upΪ�۵ε��ٶ�; tΪʱ�䡣 �������۵��ϵ�����Ҫ���������ק���� ���������� ����ת������������, ����������Ӱ�첻�� Ϊ�����, �ݲ������������������á� �ٶ��۵������εġ� �˴�֮��û������������˶��������۵�Ҳ����һ������, ����ק���ɱ�ʾΪ[8]
![]()
ʽ�� AΪ�۵�ͶӰ���, A=��d2p/4; ��gΪ�����ܶ�; ugΪ�����ٶ�; CdΪ��קϵ��, �ɱ�ʾΪ[9]
![]()
ʽ�� ReΪ�۵���ŵ��, Re=��gdp|up-ug|/��g; ��gΪ����ճ��; dpΪ�۵�ֱ���� �о�����, ����ת������������, �۵���Ҫ��3��ģʽ����[10]�� �ڵ�״������, �۵γߴ����ʽΪ[11]
![]()
ʽ�� DΪ��ת��ֱ��; ��Ϊ��ת�̽��ٶ�; QΪ����Һ����; �ҡ� �ѷֱ�Ϊ�۵α����������ܶȡ�
��ʽ(2)��(3)����ʽ(1), ��������

��ʽ�������۵��ڷ����е��˶����ɡ�
���۵�����ת�̱��γ�ʱ, �۵ξ�������ת�̱�ҺĤͬ�����ٶȡ� ���, ʽ(5)�ij�ʼ����Ϊ
![]()
ʽ�� vt, um�ֱ�Ϊ�۵�����ת�̱ߵ�������ƽ�������ٶ�, �ɱ�ʾΪ[12]

ʽ�� ��Ϊ�۵ε�ճ�ȡ�
������۵ε��ٶȺ�, �۵εķ��о���ls�ɰ���ʽ����:
![]()
1.2 �۵ε��¶�
�ڷ��й�����, �۵��Է���Ͷ�����ʽ��������������, �۵��¶����͡� �Դ���������, �۵ν�����4����(��ͼ1): Һ����ȴ; �κ����ٻ�; ���ȿ��Ƶ���ȴ; ������ȴ��
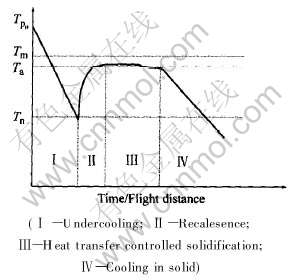
ͼ1 �������۵��ڷ����е�����ʾ��ͼ
Fig.1 Schematic of solidification of pure metal droplet
��Һ����ȴ��, �۵δ�������������, �����¶Ƚ���, ֱ���ﵽ�κ��¶�Tn�� ����һ��, �۵���Ȼ��Һ̬�� �۵ε�����ʧΪ�۵ε����������� ����һ���γ�, ���̽��е÷dz�Ѹ��, ���̷ų�������Զ�����۵δ�������������, �۵ε��¶�Ѹ������, �۵ν����κ����ٻԽΡ� �������̵Ľ���, �۵��¶�������, �������ʽ���, ���̷ų�����������Ϊ�۵ε�ɢ����ƽ��, �۵��¶Ȳ�������, �۵ν��봫�ȿ��Ƶ���ȴ��, ��һ�γ����������۵�ȫ�����̳ɹ��塣 Ȼ��, ����ɢ�ȵĽ���, �۵��¶��ٴ��½���
1.2.1 Һ����ȴ
����һ��, �۵ε�����ʧ(�����ͷ���)Ϊ�۵ε����������� ���ݴ���ѧ����ԭ��, �۵ε��¶�Ӧ������ʽ:
![]()
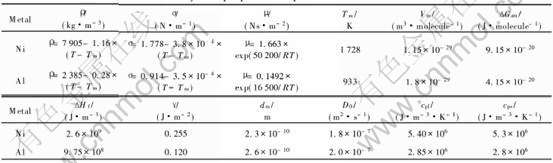
ʽ�� Tp, Tg�ֱ�Ϊ�۵κ�������¶�; ��ΪStefan-Boltzmann ����; ��Ϊ�۵εĺڶ�; cplΪ�۵ε�Һ̬������; hcΪ�۵�������Ķ�������ϵ��, ����ʽΪ[13]
![]()
ʽ�� PrΪ�������������, Pr=��gcpg/kg; ��g�� kg�� cpg�ֱ�Ϊ�����ճ�ȡ� ����ϵ���ͱ����ݡ�
1.2.2 �κ����ٻ�
���۵ε��¶���ȴ���������۵�ʱ, �۵β������Ͽ�ʼ����, ����Ҫ���䵽һ�����¶�, ��һ�¶�Ҫ����Ҫ�����κˡ� �κ�����J�ɱ�ʾ����[14]:
![]()
ʽ�� kb�� hp�ֱ�ΪBoltzmann��Planck����; VmΪ�������; ��GamΪԭ��ԾǨ����Һ�̽���ļ�����; ��GcΪ�ٽ��κ���������(�ٽ��κ˹�), �ɽ�һ����ʾ����[9, 14]:
ʽ�� ��Ϊ��Һ������; TmΪ�����۵�; ��Ϊ��ʪ��; ��HfΪ�ۻ�DZ��; ��T=Tm-TΪ����ȡ�
ʽ(12)��(13)�����˷Ǿ����κ˵��κ����ʡ� ����=180��ʱ, ����ʽ�Ӽ�Ϊ�����κ˵��κ����ʡ� Ϊʹģ�����һ����, ѡ��������ʽ��
�κ��¶�Tn����Ϊ[14]
![]()
ʽ�� vΪ�۵����, v=��d3p/6; tnΪ�κ��¶�ʱ�ķ���ʱ��; T��Ϊ��ȴ����, T��=dT/dt; J(t)�� J(T)�ֱ�Ϊ��ʱ����¶ȱ�ʾ���κ����ʡ� �κ��¶�Tn�����ڲ巨ȷ����
������κ��¶Ⱥ�, �������ʼ���ʽΪ[14]

ʽ�� dmΪ������Чֱ��; D0Ϊ��ɢ������
���������۵�, �۵��еĹ����������������֮��Ĺ�ϵΪ
![]()
���κ����ٻ���, �۵��ǹ̡� Һ�����, ���̷ų����ۻ�DZ�Ȳ����ֲ����۵ε�ɢ�ȶ��һ��������۵��¶ȿ�������, �۵��¶�Ӧ������ʽ:
ʽ�� fΪ�������; cplsΪ�̡� Һ�����ı�����, �ɰ���ʽ����:
cpls=cpl(1-f)+cpsf(18)
ʽ�� cpsΪ�۵εĹ�̬�����ݡ�
1.2.3 ���ȿ��Ƶ���ȴ
�����ٻԵĽ���, �����������͡� ���̷ų�������������ɢ��ƽ��, �۵��¶Ȳ�������, ά�����ٻ��¶�Ta�� ��һ�εĴ��ȡ� ���̹����Կ���ʽ(17)��������dTp/dt=0��
1.2.4 ������ȴ
����һ��, �۵���ȫ����ɹ��塣 �۵ε��¶���ѭ��������:
![]()
2 ���㷽��
ʽ(1)~(19)�������۵���������ȴ�� ���̹�������Ӧ��ѭ�Ļ������ɡ� ������, ����������һ�����Գ��ַ�����, �����Ľ�Runge-Kutta ������⡣ ����ʱ, ��������ص�����, Ȼ������۵γߴ�, �������۵ε��ٶȡ� ����������¶ȵȡ�
3 ���������
����������ת����ķ�������������Ѿ�������ģ�⡣ ģ��Ļ�������Ϊ: ��ת��ֱ��D=0.1m, ���ٶȦ�=15000r/min, �۵ι����¶Ȧ�Tsuper=50K, ����Һ����Q=2.35��10-6m3/s�� ���������������������ڱ�1[14]��
�������, �ڱ�ģ��������, ������Ҫ�����ڵ�״������, ��������[10]��������۵ε�ֱ��Ϊ107.9��m�� �۵ε��ٶȡ� �¶ȡ� ��ȴ���ʺ�����������ʱ��ı仯��ͼ2��ʾ��
��ͼ2�ɼ�, �����ʱ�������, �۵εķ����ٶ�����(ͼ2(a))�� ����Ҫ���۵������������������õĽ���� �۵ξ�����һ����Ĺ���, �����Ȧ�TԼΪ0.2Tm, ������СҺ�η������ľ����κ˵�ʵ��������һ��[15]�� ���κ˺�, �۵ο����ٻԵ��ӽ��������۵�, ����������һ�¶�ֱ�������۵�ȫ�����̡� Ȼ��, �۵ν��������ȴ�Ρ� ͬ�����������, ��ת�����������������̳�����ʱ�����(ͼ2(b)), ����۵���ȫ����ʱ�����еľ���ҲԽ���� Ϊ��ֹ�۵�����������������ʱ��һ�������ճ����������, ���Ҫ�����������ҡ� �ڱ�ģ��������, һ��ֱ��Ϊ1.6m���������DZ���ġ�
��1 ��������������������
Table 1 Physical properties of pure nickel and aluminum
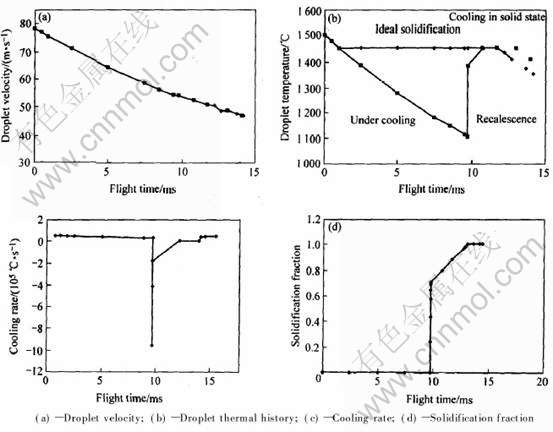
ͼ2 Ni�����۵εķ��������̽���
Fig.2 Heat transfer and solidification progress during flight of Ni droplet
��ͼ2(c)�ɼ�, ���������й�����, �۵���ȴ���ʲ����dz���: ��Һ����ȴ��, �����ʱ�������, ��ȴ�������н��͡� ����Ҫ�����ڸ��·���ɢ�����ø�ǿ�������ʱ���ӳ��۵��ٶȽ��͵��µĶ���ɢ���½�֮�ʡ� ����һ�������ȴ����ԼΪ5��104K/s, ��������[16]ͨ����������֦���ۼ����Ƶ���ȴ�����������Ǻ�; ���κ����ٻԽ�, �۵ε��¶ȿ�������, ��ȴ����Ϊ��ֵ; ���ٻԽ���ʱ, �۵��¶�ά���ڽ����۵㸽��, ��ȴ���ʼ���Ϊ��; �ڹ�����ȴ��, �����۵��¶ȡ� �ٶȽ���, ��ȴ������С��Һ����ȴ�ε���ֵ��
3.1 ��ת�̽��ٶȵ�Ӱ��
��ת�̽��ٶȶ��۵γߴ硢 �����ٶȡ� �Ⱦ����� ��ȴ�ٶȡ� �κ��¶Ⱥ����̽���ʱ�ķ��о����Ӱ����ͼ3��ʾ��
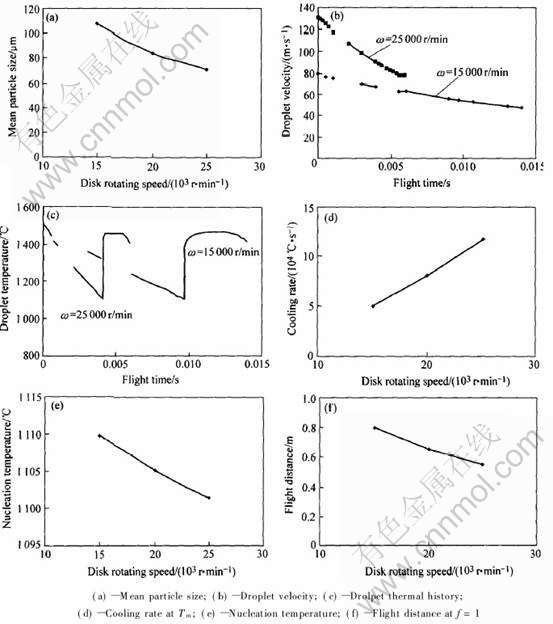
ͼ3 ��ת�̽��ٶȶ��۵γߴ硢 �����ٶȡ� �Ⱦ����� ��ȴ���ʡ� �κ��¶Ⱥ��������ʱ���о����Ӱ��
Fig.3 Effects of disk rotating speed on mean particle size, droplet velocity, thermal history,cooling rate, nucleation temperature and flight distance at end of solidification
��ͼ3(a)�ɼ�, ���ٶ�Խ��, �۵γߴ�ԽС, ����Ҫ�����ڽ��ٶ�Խ��, ����Һ�ܵ���������Խ��, �����������۵�Խϸ�� ��ͼ3(b)�ɼ�, ����ٶ�ʱ(25000r/min)�۵��д�ķ����ٶ�(ͼ3(b), ������ٶ�ʱ�۵εķ����ٶ�˥���ø��졣 ����Ҫ�����ڴ���ٶ�ʱ�۵��뿪��ת�̵ij�ʼ�ٶ�Խ��, �������ٶ�ʱ�۵��д�ķ����ٶ�; ��ķ����ٶ��д����ק��, ����˴���ٶ�ʱ�۵η����ٶ�˥���ø���Щ�� ����ٶ�ʱ��ķ����ٶȺ�С�ĵξ���ͬ�����˴���ٶ�ʱ�۵ο�ʼ���̺ͽ������̸���Щ(ͼ3(c))�� �����ٶ�Խ��, �۵��뻷���Ķ�������Խǿ; �۵�ԽС, �۵���������Խ��; ���, ���ٶ�Խ��, �۵ε���ȴ����Խ��(ͼ3(d)), ���ֵ����˴���ٶ�ʱ�д�Ĺ���(ͼ3(e))�� ���ٶ�����, ��ȴ��������, ���̿�ʼ������, ���̽�����Ҳ����, ������̽���ʱ�۵η��о�����֮�½�(ͼ3(f)), �ڱ�֤�۵�����������������ʱ������ճ�ںͽ�һ�������ǰ��Ҫ����, �����ҿ���Ƶ�СЩ�� ���Ϊ��������װ�õ���ƴ����˿��ɵĻ�����
3.2 �۵ι����¶ȵ�Ӱ��
�ɱ�2�ɼ�, �۵ι����¶ȶ��۵εξ��� ��ȴ���ʺ��κ��¶�Ӱ�첻����; ���۵ι����¶�����, �۵εξ������۵�ʱ����ȴ�������н���, ���κ��¶��������ߡ� �۵��¶ȸ�, ����Һ��������С, ��������������۵εξ���С��һ��ԭ�� �۵��¶ȸ�, �۵���ȴ�������۵�����ʱ�䳤, ��������������������, �۵η����ٶȾ�С, �������ɢ����, ���۵�ʱ����ȴ����Ҳ��С�� �����ֵ������κ��¶ȵ����ߡ�
�ӱ�2Ҳ�ɿ���, �����¶ȶ��۵����̽���ʱ�ķ��о����нϴ�Ӱ�졣 �����¶�Խ��, ���̽���ʱ�ķ��о���Խ��, Ҫ��֤�۵�����������ǰ��ȫ����, ���Ҫ�����������ҡ� ����200K, ������ֱ�����1.9m�� ���, ��Ĺ����¶ȶ�����������Dz����ġ� 3.3 ���������Ӱ��
ͼ4 �Ƚ��˽�������������������� ��ͬ�Ľ����в�ͬ������������, �������ͬ�IJ���������, ���ǵı����Dz�һ���ġ� ���Ƚ���, ������Ŀ����Ƚϴ�, ��������ٶ��½��ø���Щ(ͼ4(a))�� ���۵��ڷ����е���ȴ�����ͬʱȡ��������֮��Ĵ���������۵ε����������ʡ� ����ת������������, ����Ͷ���ͬʱ�����á� �ڸ�����, ��������Ҫ����, ����۵�ߵĽ�����ȴ���ʸ���Щ, ��ʼ���̺����̽���Ҳ����Щ(ͼ4(b))�� ���, ����Al��������Ҫ��Ƶø���Щ��
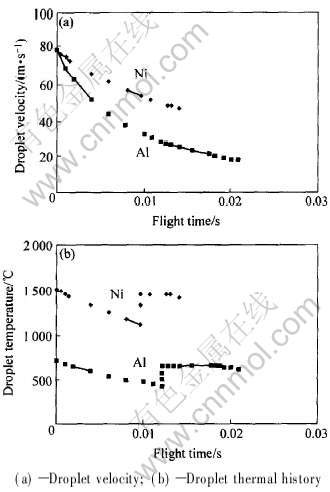
ͼ4 ����������۵η��������̽��̵�Ӱ��
Fig.4 Effects of different metals on droplet velocity and temperature
��2 �۵ι����¶ȶ�һЩ���̲�����Ӱ��
Table 2 Effects of droplet superheat on some important solidification parameters

4 ����
1) ��������ת�����������۵η��������̽��̵�һ����ѧģ��, ������ֵ����������ģ�⡣ ģ��������: �ڷ��й�����, �۵ξ�����һ����Ĺ���, ������ԼΪ0.2Tm; �����������ڼ�, �۵ε���ȴ���ʲ����dz���, ���۵㸽����ȴ����ԼΪ5��104K/s��
2) ���ٶ�Խ��, �۵γߴ�ԽС, ��ȴ����Խ��, �۵ο�ʼ�������������ʱ��Խ��, �����Ҫ���������ԽС�� ����ٶ�����, �۵ι����Ҳ����, ���Ϊ���ϵĿ������̼ӹ������˸��õ�������
3) �۵ι����¶ȶ��۵ι���Ⱥ���ȴ����Ӱ�첻����, ����Ĺ����¶�Ҫ�����������ҡ� ����������ƽǶ�, ���˲��ô�Ĺ����¶ȡ�
REFERENCES
[1]���ٵ�, ������, ���ഺ. �������Ϳ��������Ʒۼ������о�[J]. ��е���������, 2003, 6: 98-99.
LI Rong-de, LIU Jin-min, XIANG Qing-chun. Study on two new techniques of rapid solidification atomization for metal powder production[J]. Machinery Design & Manufacture, 2003, 6: 98-99.
[2]Folio F, Lacour A. Centrifugal atomization of metallic alloys in inductive plasma onto cooled disc[J]. Powder Metallurgy, 2000, 43(2): 245-252.
[3]Ozturk S, Arslan F. Production of rapidly solidified metal powders by water cooled rotating disc atomization[J]. Powder Metallurgy, 2001, 44(2): 171-176.
[4]Labrecque C, Angers R, Tremblay R. Inverted disk centrifugal atomization of AZ91 Magnesium alloy[J]. Canadian Metallurgical Quarterly, 1997, 36(3): 169-175.
[5]Zhao Y Y. Modelling deposit growth on tilted rotating cylindrical substrate in centrifugal spray deposition[J]. Powder Metallurgy, 2000, 43(2): 117-122.
[6]Ho K H, Zhao Y Y. Modelling thermal development of liquid metal flow on rotating disc in centrifugal atomisation[J]. Materials Science and Engineering, 2004, A365: 336-340.
[7]Angers R, Tremblay R, Dube D. Formation of irregular particles during centrifugal atomization of AZ91 alloy[J]. Materials Letters, 1997, 33: 13-18.
[8]Ԭ�仪, ����, �캣��, ��. �����������������Ͻ������������(��)[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2004, 31(1): 7-11.
YUAN Wu-hua, CHEN Zhen-hua, XU Hai-yang, et al. Heat flow of multi-layer spray deposited heat-resistant Al alloy pipe blank(��)[J]. J Hunan University (Natural Sciences), 2004, 31(1): 7-11.
[9]Grant P S, Cantor B, Katgerman L. Modelling of droplet dynamic and thermal histories during spray forming (��) individual droplet behaviour[J]. Acta Metall Mater, 1993, 41(11): 3097-3108.
[10]Li H, Tsakiropoulos P. Calculation of powder size in centrifugal atomization and spray forming[J]. J Materials Synthesis and Processing, 1997, 5(1): 117-121.
[11]Angers R. Powder production and spray forming[A]. Advances in Powder Metallurgy & Particulate Materials[C]. New Jersey: MPIF, 1992. 79-88.
[12]���ƽ. Ӧ�ò�����Ԥ����ת����������Ĥ״�������ķ�ĩ�ߴ�[J]. ��ĩұ��ҵ, 2006(1): 17-21.
LI Hui-ping. Application of wave theories to predict the powder particle size in film formation regime during centrifugal atomization by rotating disk[J]. Powder Metallurgy Industry, 2006(1): 17-21.
[13]����ΰ, �ż�ɽ, ������. ����������̵ļ���ģ�ͼ��Ż�����[J]. ����ѧ��, 1999, 35(2): 147-151.
FU Xiao-wei, ZHANG Ji-shan, SUN Zu-qing. Modeling and optimizing software of spray deposition process[J]. Acta Metallurgica Sinica, 1999, 35(2): 147-151.
[14]Clyne T W. Numerical treatment of rapid solidification[J]. Metall Trans B, 1984, 15: 369-381.
[15]�¹�, ����־. ��ƽ���������ͽ�������[M]. ����: ��ѧ������, 2004. 71.
CHEN Guang, FU Heng-zhi. Advanced Metallic Materials by Non-equilibrium Solidification[M]. Beijing: Science Press, 2004. 71.
[16]����, �����, ���ͽ�. �����������ղ����Կ�������LY12Ӳ����ĩ����Ӱ����о�[J]. ��е����ѧ��, 1990, 26(4): 45-49.
CAO Yang, LI Guo-jun, YANG Xian-jin. The effect of centrifugal atomisation processing on characteristic of rapidly solidified LY12 alloy powders[J]. Chinese Journal of Mechanical Engineering, 1990, 26(4): 45-49.
�ո�����: 2005-01-26; ������: 2006-02-21
ͨѶ����: ���ƽ, ������; �绰: 021-64761458; E-mail: lihuipingecust@sina.com
[1]���ٵ�, ������, ���ഺ. �������Ϳ��������Ʒۼ������о�[J]. ��е���������, 2003, 6: 98-99.
[12]���ƽ. Ӧ�ò�����Ԥ����ת����������Ĥ״�������ķ�ĩ�ߴ�[J]. ��ĩұ��ҵ, 2006(1): 17-21.
[13]����ΰ, �ż�ɽ, ������. ����������̵ļ���ģ�ͼ��Ż�����[J]. ����ѧ��, 1999, 35(2): 147-151.
[14]Clyne T W. Numerical treatment of rapid solidification[J]. Metall Trans B, 1984, 15: 369-381.
[15]�¹�, ����־. ��ƽ���������ͽ�������[M]. ����: ��ѧ������, 2004. 71.
