
DOI�� 10.11817/j.issn.1672-7207.2020.12.001
�Ͼ�����ӵ�ص�ʪ�������о���չ
����ؼ��Σ���ɣ������ˣ������壬��������
(���ϴ�ѧ ұ���뻷��ѧԺ�����ϳ�ɳ��410083)
ժ Ҫ��
���ٸ��»����Ͷ��������ķ��ٷ�չ��������Խ��Խ��ķϾ�����ӵ�ء��Ͼ�����ӵ���к��еĴ����ж��к����ʣ���Ի��������ཡ����������Σ�������⣬�Ͼ�����ӵ���к��зḻ�м۽���������Ϊ��Ҫ�Ķ�����Դ����ˣ��Ͼ�����ӵ�صĻ����ѳ�Ϊȫ���ע���ȵ㡣ʪ��ұ����̱���Ϊ�ǵ��ܺġ��ͳɱ�������Ⱦ�Լ����ʺϹ�ģ��Ӧ�õķϾ����ӵ�ػ��ռ�����ʪ��ұ����չ��̰������Ԥ�������м۽��������Լ��߸���ֵ��Ʒ���ա����ĶԲ���ʪ��ұ�������շϾ�����ӵ�����м۽������о���״�����������Աȷ������������в�ͬ��������֮������ӣ������ǰʪ��ұ����չ����д��ڵ����⣬����ʪ��ұ�������շϾ�����ӵ�ط�չ�������չ����
�ؼ��ʣ�
�Ͼ�����ӵ����������ʪ��ұ�������չ����
��ͼ����ţ�TF813 ���ױ�־�룺A
���±�ţ�1672-7207��2020��12-3261-18
Review of hydrometallurgical processes for recycling spent lithium-ion batteries
YANG��Jian, QIN��Jitao, LI��Fangcheng, JIANG��Liangxing, LAI��Yanqing, LIU��Fangyang, JIA��Ming
(School of Metallurgy and Environment, Central South University, Changsha 410083, China)
Abstract: The amount of spent lithium-ion batteries has grown dramatically in recent years with the rapid development of electronic products and the rapid development of power vehicles. On the one hand, a large amount of toxic and harmful substances contained in spent lithium-ion batteries will pose a threat to the environment and human health, and on the other hand, the rich valuable metals contained in spent lithium-ion batteries can be used as an important secondary resources, and therefore, the recycling of spent lithium-ion batteries has become a global hotspot. The hydrometallurgical process was considered to be the most suitable method for the recycling of spent lithium-ion batteries. A series of hydrometallurgical procedures include pretreatment of the spent lithium-ion batteries, leaching process and separation of valuable metals from leaching solution. The current status of hydrometallurgical recycling technologies of spent lithium-ion batteries was reviewed in this paper. And then the advantages and problems of different recyding technologies were analyzed. Finally, the prospects and direction of the recycling of spent lithium-ion batteries were put forward.
Key words: spent lithium ion batteries; recycling; hydrometallurgical process; prospects
��Ǧ���ء����ӵ�ء������صȶ��ε����ȣ�����ӵ�ؾ��������ܶȸߡ����������������С������С���Էŵ�Ч�ʵͺ�����ЧӦ���ŵ㣬��1991�걻���ṫ˾�����г���������Խ��Խ�㷺��Ӧ���ڱ�Яʽ�����豸�͵綯��������[1-3]����ͳ�ƣ��й�����ӵ�صı�������2016���78.4��ֻ����������2019���150��ֻ����[4]��Ȼ������Яʽ�����豸������ӵ�ص���������һ��Ϊ3~5 a�����ö�������ӵ�ص���������һ��Ϊ5~8 a[5]�����ű�Яʽ�����豸�Ŀ��ٸ��»����Լ��綯�����Ĵ����ƹ㣬�����������˴����ķϾ�����ӵ�أ�Ԥ�Ƶ�2025�꣬�й���������ӵ�صı�����������50��t[6]����ͼ1��ʾ����ˣ���κ������÷Ͼ�����ӵ���ѳ�Ϊȫ���ע���ȵ㡣
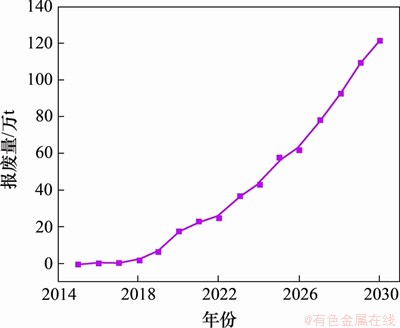
ͼ1���й�����Ӷ���������б�������Ԥ��������
Fig. 1��Current scrap quantity and forecast growth of lithium ion power battery in China
����ӵ��ͨ��������������������ʺ�Ĥ����ɡ����У�������ʯī�������������ͼ�����ͭ����ɣ������ɻ������ʷ�ĩ������Լ������Ϳ���ڼ������������Ƴɡ���ǰ�������������ʷ�ĩ��Ҫ��LiCoO2��LiNiO2��LiMnO2��LiFePO4�Լ�LiNixCoyMn1-x-yO2��[7]����Ĥ����Ҫ�ɷ־۱�ϩ(PP)�����ϩ(PE)������Ȼ�����Խ���[5]������ʷ�Ϊ��̬����ʺ�Һ̬����ʣ���ǰ��������ӵ��ʹ�õĵ���ʶ���ΪLiPF6Һ̬�л�����ʣ��䱩¶�ڳ�ʪ�Ŀ����л����ɼ���Σ����HF [8]���ݱ�����4 000 t�Ͼ�����ӵ���а���1 100 t�ؽ����Լ�200 t�����ж������[2]��һ���棬��ֻ���ü��������մ��������Ի��������ཡ������������в����һ���棬�Ͼ�����ӵ�ذ���5%~20%(������������ͬ)���ܣ�5%~10%������5%~7%��﮺�5%~10%����������(ͭ����������)������һЩ��������������Զ��������Ȼ�����е���������[2,9]���ɳ�Ϊһ����Ҫ�Ķ�����Դ�����������м۳ɷֽ��л��մ�������������ɹ۵ľ���Ч�档�ݹ��ƣ�2020���й��г��ķϾ�����ӵ�ػ����ܾ���Ч�潫����150��Ԫ[10]����ˣ��dz��б�Ҫ�ԷϾ�����ӵ�ؽ��л��գ��Դٽ�������ҵ����ɫ�ɳ�����չ��
��ǰ���Ѿ������ķϾ�����ӵ�ػ��ռ����ɸ���Ϊ��ұ���ʪ��ұ�������ࡣ���͵Ļ�ұ����̰�����صĻ�ԭ���ա������Լ��Ͻ�������;�����Ϊʵ�ַϾ�����ӵ�����м۽����ĸ�Ч�������ã���ұ�����ͨ����ʪ��ұ��������ϡ����磬�����ƹ�˾���ȶԷϾ�����ӵ�ؽ��л�ԭ�������Co-Ni-Cu-Fe�Ͻ�Ȼ��ͨ��ʪ��ұ��ķ�ʽ�õ��ߴ��ĵ�һ�����ͻ�����[11]����ұ����̾��й������̶̡��豸Ҫ����Լ��ɲ�����ǿ�����ƣ���ͬʱҲ����һЩ�ɱ����ȱ�ݣ����ܺĸߡ�������Ⱦ��Ʒ���ȵ͵ȡ����⣬﮺����Ļ�ԭ����ǿ�������ڻ�ԭ�������������Ի��ն��������������������У����һ������[12]��ʪ��ұ����չ��վ��н����ۺϻ����ʸߡ���Ʒ���ȸߡ��ܺĵ��Լ�������ȾС�����ƣ�����Ϊ�Ǹ��Ӹ�Ч�ķϾ�����ӵ�ػ��չ���[13]��
�Ͼ�����ӵ��ʪ��ұ����չ�����Ҫ����Ԥ�������������ʽ����Լ���Ʒ���չ��̣��乤����ͼ2��ʾ�����ĶԸ����չ��̵�ǰ�ķ�չ��״����������������ط�չ�������չ����
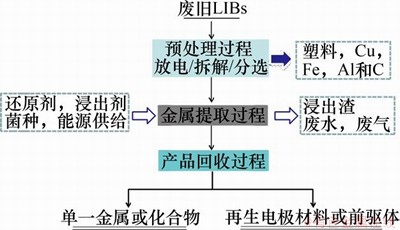
ͼ2���Ͼ�LIBsʪ��ұ��������幤������ͼ
Fig. 2��Main flow chart of spent LIBs hydrometallurgical recovery process
1 Ԥ��������
����ӵ�ؽṹ���ӣ�����ǡ���Ĥ�������������ȶ��������ɣ��б�Ҫͨ��һϵ�з���ʹ�䲻ͬ�������롣�Ͼ�����ӵ��ͨ������һ���IJ����ѹ�����������ʵ�������������������ȼ�ͱ�ը��������в������Ա�İ�ȫ�����ڴˣ��Ͼ�����ӵ�ص�Ԥ��������ͨ������Ԥ�ŵ硢��صķ���Ͳ���Լ���������Ѹ�����ͼ3��ʾ��
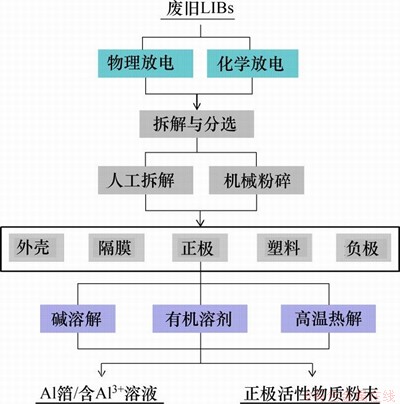
ͼ3��Ԥ��������ͼ
Fig. 3��Flow chart of pretreatment process
1.1���ŵ�
�Ͼ�﮵�صķŵ緽ʽ���շŵ�����������ӵ�ʧ�ɷ�Ϊ�����ŵ�ͻ�ѧ�ŵ�[14]�����У������ŵ����ǿ���ֶηŵ�Ͷ�·�ŵ硣���ڣ�����Umicore��Toxco��˾����Һ���ԷϾ�﮵�ؽ��е���(-198 ��)������ǿ�ƴ��ŵ磬�����ַ������豸Ҫ��ߣ����������Եͣ�������������ǰ�ԷϾ�����ӵ�������ŵ緽���о��϶���ǽ��Ͼ�����ӵ����û�ڵ����ĩ�У���ɵ��������֮���·�������IJ�����������ھ����Ժ���ȡ�ԣ������ĩͨ��ʹ�ý���ͭ�ۺ�ʯī��[15-17]�������ŵ緽�����жԵ��������ƻ����������ҷŵ��������ˮ�ͷ������������ƣ����ڷŵ�����л����������������Ҫ�����ɢ��װ�á����⣬���������ŵ緽��ʱ���ŵ����������Ƚ����ҷŵ�Ч��Ҳ��̫���룬���ڲ��ֲ�ѹ�ߵķϾ�����ӣ���طŵ����ڽ�����ӳ�����ȫ�����ϴ�
��ѧ�ŵ���ָ�ڽ���ؽ����ڵ�������Һ���ͷŵ�ز����������ԭ���ǻ���������������������ԭ��Ӧ�������ĵ�ز���ĵ�������ǰ�����ĵ�������Һ��NaCl��Һ[18-20]��Na2SO4��Һ[21]��MnSO4��Һ[22]�Լ�FeSO4��Һ[23]�ȡ����У�ʹ�ñ�����������������Ϊ5%~20% NaCl��Һ����LI��[24]�о���NaCl��ҺŨ�Ⱥͷŵ�ʱ��ԷϾ�LIBs�ŵ�Ч�ʵ�Ӱ�죬�������������������Ϊ10%��NaCl��Һ�н���6 h��LIBs�IJ�������ɽ�Ϊ��ʼ��30%���ң��ﵽ��ȫ����Ҫ������Cl-�ĸ�ʴ�ԣ��ڷŵ�����лḯʴ�����ǣ�ʹ���ҺLiPF6й¶������ˮ������Ӧ����HF(����Ӧ(1))[25]������ɶ��λ�����Ⱦ��Ϊ�˿˷���һ���⣬�������[22]���ÿ���Ѫ������ԡ���ԭ�Լ��ȶ��Թ����˻�ѧ��������º͵���������Һ�ŵ���ϵ��ȷ����ѷŵ�����Ϊ��0.8 mol/L MnSO4��2 g/L����Ѫ�ᣬpH=2.78���ŵ�ʱ��8 h���ڴ���ѷŵ������£����յ�ز�ѹ����0.54 V��������ɫ��Ч�ŵ��Ҫ��

�������ŵ緽����ȣ���ѧ�ŵ緽�����зŵ�Ч�ʸߡ����ڶ̵����ƣ����������ڴ��ģӦ�á����ܲ��������º͵ķŵ�����Һ��ϵ���Լ�����һ�����ڷŵ�����п����Ի�����к����壬��ɶ��λ�����Ⱦ���ҷŵ����Ҫ���н�һ�����������ڴˣ����Բ������������ͻ�ѧ�������ϵķŵ���ϵ�����ڵ�Ũ�ȵ�����Һ�м����ܶ�����Ĺ��嵼���ĩ���ܻ����ȼ����ŵ�����в����Ķ��λ�����Ⱦ�����⣬�ڷŵ�����У�����ʩ�Ӹ����ֶ��糬������Ӵų�Ҳ�п�����߷ŵ�Ч�ʡ�
1.2����صIJ��
�Ͼ�����ӵ�طŵ���ɺ���Ե�ؽ��в�����ѡ����ͨ���˹����е�ķ�ʽ��ѡ����صĸ������������У��˹�������ڰ�ȫ�����½��������Ƚ��ϵ�ص�����Ƴ��õ���ؾ�о��Ȼ��ؾ�о�ֶ�����õ������������Լ��л���Ĥ���˹���ⷽʽ����ʵ�ַϾ�����ӵ�ظ��������ȫ���롣����ͳ������﮵�سߴ��С�����������˹����Ч�ʵͣ�����ǿ�ȴ��ټ��϶���������������ȣ������䲻�ʺϴ��ģʹ�á�
���˹������ȣ���е������ʵ�ִ��ģ��ҵ�ҳɱ��ϵͣ����ֳ�������Խ�ľ��������Ժ������Ĺ�ҵӦ��ǰ��[26-27]����е���ͨ����ص����顢ɸ�ּ���ѡ�ȹ���õ��ϴֿ�������ǡ���������м�Լ�ϸ������������ĩ����̼�۵Ļ����֡�WANG��[28]���û�е�������̻��LiCoO2�������ʷ�ĩ(Ʒλ>95%)�Ļ�����Ϊ80%���ҡ�BI��[29]��LiFePO4Ϊ����������ѡ�ʹ�����ѡ���ϵķ�ʽ��������������еIJ�ͬ��֣���ת��800 r/min�£�ͭ����м��������м֮��ķ���Ч�ʴﵽ85%���ϡ�����ͨ����е�����ѡ��������ʵ�ַϾɵ�ز�ͬ��ֿ���֮��ķ��룬�����ڵ����ָ��ӣ��ڻ�е��������������ţ�������ʵ�ָ�����ֵ���ȫ���롣SHIN��[9]�ԷϾ�LiCoO2��طŵ��ͨ��������������ɸ�ֵõ���ͬ������Χ����м������Щ��м�ɷֽ��з����ó�Fe��Al�ĺ���������м�������Ͷ����ͣ���Co�ĺ������ֳ��෴�ı仯���ơ�
�ڻ�е�����ѡ�����У�Ϊ����������ʷ�ĩ�Ļ����ʣ�����ͨ��2������3�����齵����м�����ķ�ʽʵ�֣��������Ʊػ������ѡ�Ѷȣ����ͷ�����ֵĻ���Ʒλ����һ�Ļ�е�����ѡ���Լ�˻������ʻ����ʺͻ���Ʒλ����ˣ�ͨ�������ļ����ֶ�ʹ�������ʷ�ĩ�Ӽ������Ѹ��Ե���Ϊ��Ҫ��
1.3���缫��ĩ���Ѹ�
������ĩ��ͨ�����������Ϳ����ѹ�ڼ����������ϡ�Ҫʵ��������ĩ�뼯����ĸ�Ч���룬���Դ�2�������֣�һ���ƻ�������������ʹ��������ʧȥ���صĶ������ƻ����ʹ֮�ṹ�����ƻ�����ʧȥ������á�
1.3.1���ƻ�������������
���ݽ����������ܽ��ڼ�����Һ�е����ԣ���������о�����ڼ�����Һ�п��Դﵽ������ĩ�뼯��������Ŀ�ġ������[30]�о���NaOHŨ�ȡ���Һ�¶��Լ���ûʱ���������ĩ�Ѹ��ʵ�Ӱ�죬������1.5 mol/L NaOH��NaOH������������Ϊ2.5:1.0����Ӧʱ��Ϊ15 minʱ������������ʵ�ּ�������������ȫ�ܽ⡣���Ƶأ�NAYL��[31]����NH4OH��Ϊ����Һ�ܽ⼯����������ͭ������NH4OHŨ��Ϊ4.0 mol/L��Һ��������Ϊ15:1���ܽ��¶�Ϊ60 �棬��Ӧʱ��Ϊ60 min�����£����Al���ܳ���Ϊ97.8%��ͭ�ܳ���Ϊ64.7%���ƻ������������ķ��������ܺĵ͡�������ǿ�����ƣ������������������ӵ���ʽ������Һ�У���Ҫ��һ�����л��մ��������⣬�ù�����Ҫ�����ļ���Һ��Ϊ��ֹ��Һ����������Ⱦ����Ҫ�����кʹ�������������Ҫ����ijɱ����������ڼ��ܽ�����������û�б��ƻ������˺�ɵõ��Ļ���������Ȼ�������ϴ�����壬�����ں����м۽����Ľ�������Ϊ��������ļ�Һ�Է��ϲ�����Ⱦ���ڹ��˹����У�Ҫ���Ѹ��������ʽ��г�ֳ�ϴ�����к͡�
1.3.2���ƻ������
��ǰʹ�õ������ҪΪ��ƫ������ϩ(PVDF)�;��ķ���ϩ(PTEE)[32-33]��ͨ���ܽ���������ƻ�����Ľṹʹ֮ʧ��Ҳ���Դﵽ�缫��ĩ�Ѹ���Ŀ�ģ��Ҽ������������Թ������ʽ�õ����ա�
���ݡ��������ݡ�ԭ���������л��ܼ������ܽ����PVDF��Ŀǰ�������л��ܼ���Ҫ�У�N-��������ͪ(NMP)[34-35]��N��N����������(DMAC)[36]��N��N-����������(DMF)[37]�Ͷ�������(DMSO)[38]�ȡ�HE��[39]�Ա���NMP��DMAC��DMF�Լ�DMSO���л��ܼ���������ĩ�Ѹ��ʵ�Ӱ�죬�������NMP��������PVDF�ܳ��ʣ�������ĩ���Ѹ��ʴ�99%�����⣬�����ֲ��ó��������ܽ��ʹ������ĩ���Ѹ��ʴ�������������ܽ���ȫ��ʹ�ù���NMP���л��ܼ�����ͨ����ѹ��������ʵ���ظ����ã��������Խ���Al����ʽ���ա���Ȼ�л��ܼ��ܽⷨ�����������ƣ����л��ܼ��۸�ͨ������̫�ʺϴ��ģ��ҵӦ�ã����л��ܼ���������ȫ�ܽ�PVDF���õ���������ĩ�������ϴ�����壬�����ں������������⣬�л��ܼ��ܽⲢ���ʺϷ����������͵��Ӽ������磬��������ӵ����ʹ�õ����ΪPTEEʱ��NMP���л��ܼ����ܽ��������Ժ��Բ���[40]��
���ƻ�����Ľṹ�����ǵ�ǰ���뼯������������Ҫ�о�������������Һ��Ϊ���ʻ����ڿ�����ֱ�Ӽ��ȵ��ض��¶ȿ���ʹ���ʧ���Դﵽ���뼯����������Ŀ�ġ�ZENG��[41]��������Һ��1-����-3-�������f�ķ�������([BMIm][BF4])Ϊ���ʣ�������ԡ�ķ�ʽ���м��ȣ���185 ���±���25 min��������ĩ���Ѹ��ʳ���99%��WANG��[42]�Ե����Ȼ���-��������ϵ�뼯���干��ʵ���˻������ʷ�ĩ���Ѹ�����ԭ�������ù��ȹ����е����Ȼ����еļ��Թ����Ŷ�PVDF�е�������ԭ�ӽ��й�����ʹPVDFʧ���190 ���¹���15 min���������ʵ��Ѹ��ʴﵽ99.8%��������Һ����Ϊ���Ƚ��ʣ������ڵ�������ķֽ��¶��¶�����Ľṹ�����ƻ���ʹ֮ʧ����ڴ�����������Ҫʹ�ü۸������Һ�壬������Һ�����Ի��������ã�Ҳ���ʺϴ��ģ�Ĺ�ҵӦ�á�
��������������������¯�м��ȵ�PVDF��PTEE�ֽ��¶�֮�ϣ�ʹ����ֽ�ʧ���ǵ�ǰ��㷺���õķ��뼯���巽����CHEN��[43]�о����Ƚ��¶Ⱥ�ʱ���������ĩ�Ѹ��ʵ�Ӱ�죬������������Ƚ��¶�550 ���±��´���2 h��ʵ��������ĩ�ĸ�Ч�Ѹ������Ƚ�����У�����͵����ʯī�ڸ������ֽ�ȼ�գ�ͨ��ɸ�ֺ���Եõ�ϸ�����������������ʷ�ĩ�����⣬������ĩ�ڸ��´��������в�״�ṹ���ƻ�����������Co3O4����Ժ�����������������Ȼ�����Ƚ����ͨ����Ҫ�ϸ��¶ȣ���������л�������ڸ����Ƚ�����л�ֽ����HF���ж��к������壬��Ҫ�䱸�����β����������װ��[4]��Ϊ�˿˷���һ���⣬WANG��[44]����CaO�����Ƚ�ʵ����������ĩ�ĵ����Ѹ���������Ƚ�����е��ܺģ����Ƚ�����в������к�����HF���Ա�CaOԭλ��������CaF2��ʵ�������������ڱ����¶�Ϊ300 �棬CaO�뼯�����������Ϊ8:1������ʱ��Ϊ30 minʱ��������ĩ���Ѹ��ʴﵽ97%���ϡ�
2 ��������
������ָ����õ������������ʷ�ĩͨ��ʪ��ұ��ķ���ʹ���е��м۽�����������̬ת��Ϊˮ���Ե�����̬���õ�������������(Li+��Ni2+��Co2+��Mn2+��)�Ľ���Һ�����У���������������ʪ��ұ����շϾ�����ӵ�����м۽���Ԫ�صĹؼ����衣�ۺ�������ױ�����������ĩ�Ľ������������ͽ��������IJ�ͬ�ɷ�Ϊ����������л���������������Լ�������������⣬���ø�����ʩ���е��ѧ�����������Լ��糡������ǿ���м۽���Ԫ�صĽ������̡��ܵĽ������̼���·����ͼ4��ʾ��
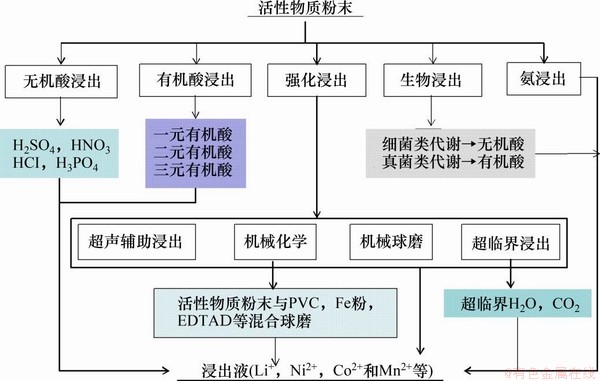
ͼ4���������̹��ռ���·��
Fig. 4��Technological route of leaching process
2.1���������
������H2SO4��HCl��HNO3��H3PO4��������ĩ�������õĽ����������������������ܺ��̵Ļ�ѧ��Ϊ+3��+4�ۣ�����Ni-Co-Mn-H2O�ĵ�λE-pHͼ��֪[45]����̬��Co��Mn�������������ӵ���̬��ˮ��Һ�д��ڡ���ˣ��ڽ��������У�����Ҫ���ӻ�ԭ����Co��Mn�Ӹ��������ԭ��������ˮ�ĵͼ�̬Co2+��Mn2+����������ǵĽ����ʡ�����Cl-���л�ԭ�ԣ����Խ�Co��Mn�Ӹ�̬��ԭΪ�ͼ�̬����HCl��Ϊ�������������ʽϸ�[46-47]�����ڽ��������л���Cl2����(��LiCoO2Ϊ������Ӧ��ʽ(2)��ʾ)���ⲻ�������������������Ҫר�õķ����豸���Ӷ������˻��ճɱ���

����SO42-��NO3-��PO43-���߱�Cl-�Ļ�ԭ��������HNO3��H3PO4��H2SO4��Ϊ������ʱ��Ҫ���ӻ�ԭ���������������ʷ�ĩ�Ľ����ʡ���ǰ�����Ļ�ԭ���ɷ�Ϊ����ԭ�����л��ʻ�ԭ�������У�����ԭ����H2O2[48-50]��Na2SO3[51]��NaHSO3[52]��Na2S2O5[53]�ȣ��л��ʻ�ԭ����������[54]������[55]������Ѫ��[56]�ȡ���ǰʹ�����Ļ�ԭ����H2O2����LiCoO2Ϊ������ʹ��H2O2��Ϊ��ԭ��ʱ����Ӧ���£�


GAO��[57]�Ա������ӻ�ԭ��H2O2ǰ�����Ԫ�ؽ����ʱ仯�����ӽ�������ѧ�Ƕȶ�����������˽��ͣ�����������������������6%��H2O2ʱ����ͬ�������£�Ni��Co��Mn�Ľ������ɲ��ӻ�ԭ��ʱ��30%����������97%���ϣ������ڻ�ԭ��ʱ����̬��Co��Mn����ԭ�ɸ����ܽ��Co2+�Լ�Mn2+��ʹ�����̵Ľ������ۻ�ֱܷ���δ���ӻ�ԭ��ʱ��41.52��41.64��41.16 kJ/mol����37.17��39.38��38.74 kJ/mol���Ӷ�ʹ����Ԫ�صĽ�����������ߡ�
��H2O2��ȣ��л��ʻ�ԭ�����м۸�͡��״洢�Լ���ȡ�����Ʊ��о��߹㷺��ע[58]��MENG��[54]��H3PO4��Ϊ����������������Ϊ��ԭ����LiCoO2�н����м۽��������Ż������£�Li��Co�Ľ����ʷֱ�ﵽ98%��99%��ͨ�����������ڽ��������е���Ϊ�����о������������ȱ��������������ᣬ�������������ɶ����������ᡢ����ͼ���ȣ���Щ���������ձ�������CO2��H2O�����Ƶأ��������[55]�����H2SO4+���۵Ľ�����ϵ�����Ż������£�����97%��Li��Ni��Co������������92%��Mn��������Mn�����ʽ����������������Ե͵�ԭ����Mn2+���¶Ƚϸߵ�ˮ��Һ�����ױ�������MnO2��Mn2O3���½��������С������л�����Ϊ������ԭ�����ڽ�������ʱ���ɱ������һЩ�л��ʲ����ڽ���Һ�У����������ϵ�������������Ӱ�졣
2.2��������
��������Ϊ���������ڻ�ԭ�������£��ɻ�ýϸߵ��м۽���Ԫ�ؽ����ʡ����������������ǿ�ᣬ��ʴ��ǿ���Խ����豸Ҫ��ϸߡ���Σ��ڽ��������л����һЩ�к�������Cl2��SO3�Լ�NOx��[59-60]��������������Ҫ�����ռ�������װ�ã�����ѹ������������ȣ��л������������ᣬ�Խ����豸��Ҫ��ͣ����л������Ȼ���⣬������ɶ�����Ⱦ�����⣬�����л��ᶼ��һ���Ļ�ԭ����������ᡢ�������Լ�����Ѫ����ֳ���ǿ�Ļ�ԭ���ԣ���Ϊ�������ɴٽ��۽�������̬��ԭΪ�ͼ�̬�������л�����������ԣ��о�����ͼ���л������������Ϊ�Ͼ�����ӵ�ؽ�������
CHEN��[61]����������Ϊ����������������Ϊ��ԭ������LiCoO2�Ľ���������������£���ʹLi��Co�Ľ����ʳ���98%��ZENG��[62]�Բ�����Ϊ������������LiCoO2�������ڽ����¶�Ϊ95 �棬����ʱ��Ϊ150 min����Һ��Ϊ15 g/L��ת��Ϊ400 r/min�£�����98%��Li��97%��Co���������ڼ���H2O2ʱ������Ԫ�صĽ����ʲ�û�����Ա仯��������Ϊ�ڽ��������У����᱾��Ҳ����Ϊ��ԭ��(����ʽ)��


һ���棬�л������������ᣬ��ˮ��Һ������ȫ���룬��ɽ�����Һ�����ɵ�H+Ũ�ȵ͡���ʹ�����㹻�Ļ�ԭ��H2O2���л���Ҳ�������������������ʳ�ַ�Ӧ�����½������ʽ��������ڱ�֤���������ʵ�ͬʱֻ��ѡȡ�͵Ľ�����Һ�ȣ����ֵ��������������̵Ļ������ʵĴ���������͡���һ���棬�л���ͨ���۸��Ҵ�����л�����Է��������ϴ���������������������������������Ӷ�ʹ�ɱ�������ӣ���̫�ʺϴ��ģ��ҵӦ�á�
2.3���������
��������л��������ȣ���������Ի����Ѻá��ɱ��ϵ������ڹ�ҵ��Ӧ�ã���һ�ֽϺõ������������������Ļ�������������������������л����������Ͼ�����ӵ���е��м۽���Ԫ��[6]������Ϊֹ�����Dz������������ȡ�м۽���[63-65]��
Ϊ��̽�������������м۽�������������̵Ļ��ƣ�XIN��[63]�ֱ������˾��������˾������Ͼ���ԪNCM����е��м۽���Ԫ�أ������ʾLi��Ҫ������˾���л��в����������ܳ�����Ni��Co�Լ�Mn�Ľ���������Fe2+��ͬ���õĽ����MISHRA��[64]����������������˾����ڴӷϾ�LiCoO2����н���Co��Li��������Һ��ʼpH=2.5����Һ��Ϊ10 g/L��Fe2+��ʼ����Ũ��Ϊ3 g/L��S��������Ϊ1%������25 dʱ��Co��Li�Ľ����ʷֱ�Ϊ65%��10%���ҡ�Ϊ�����������Ľ����ʣ�ZENG��[65]���������������˾�Ϊ���֣������һ��ͭ������������մӷϾ�LiCoO2�н���Li��Co��������Cu2+����Ũ��Ϊ0.75 g/L�Ļ����½���6 d����99%��Co������������û��Cu2+ʱ��Co�Ľ����ʽ�Ϊ43.1%��
�����ϸ�����ԣ�����ù��������ù�Լ�����ù��������и�ǿ��������������Ľ������ʡ�HOREH��[66]���ú���ù��Ϊ�������ڽ����Ͼ�����ӵ���е��м۽������ڿ���������Ϊ1%������14 dʱ���ӽ�100%��Cu��95%��Li��������Mn�Ľ�����Ҳ������70%����Al��Ni�Լ�Co�Ľ�����ֻ��40%���ҡ����������֣�����ù��л��в������л�����Ҫ���������ᡢƻ���ᡢ�������������ȣ�����������Խ����Ľ����ʹ������
����ͨ��һЩ���ӵĴ����û��߸ı������ϵ����ʹһЩ�����Ľ�����������ߣ����������������Ȼ�����ڹ�ҵ�д��ģӦ�ã���ԭ���ǣ�һ���棬�������������״�����������Ҫ��ߣ���һ���棬�����������ֻ���ڼ��Ϳ��ܶ��²��ܱ��ֳ����õĽ���Ч�����ҽ������ڳ�������������������������̵Ĵ�������[66-67]��
2.4��������
���ᡢ�л����Լ����������ԭ�����ǻ��������Խ��������������������Է�ĩ֮��ķ�ӳ�����������õ��Ľ���Һ�в���Ũ�������ϸߣ��Ի���ǰ����Ϊ�����������Լ�������������ȫ������pH����10����[52]������Ҫ�����ļ��кͽ���Һ�еIJ��ᣬ��ᵼ�¶��������ͬ�����������������������ǻ���ǿ���Ի����°����������������֮����������á�Ŀǰ�����д����ӷϾ����ӵ����ͨ���������м۽���Ԫ�ص��о�����[68-70]��
ZHENG��[69]��NH3��H2O-(NH3)2SO4-Na2SO3������ϵ��LiNixCoyMn1-x-yO2�������������н����м۽���������(NH3)2SO4�䵱pH�������Na2SO3��Ϊ������ԭ��������ѽ��������£�����98%��Ni�Լ�Co����������Mn�Ľ�������2%���¡���ԭ����Ni2+��Co2+��NH3��Ӧ�����γ��ȶ���Ni(NH3)n2+��Co(NH3)n2+�����������Һ�У���Mn�ڽ��������������γ�Mn(NH3)x2+��������(NH4)2Mn(SO3)��H2O��������ʽ����������С�Mn�����ʵ������ڽ���Һ�н������Ӽ�������롣���������ձ�����������������ý���Һ����Ũ�ȸߵ����⣬ͨ����������������ɣ�����ʵ��Co��Ni�Լ�Cu�ĸ�Ч��������Mn��Al��������������
2.5������ǿ������
һ��أ�������Ͱ���������Ҫ�ϳ��Ľ���ʱ��ͽϸߵĽ����¶ȡ�Ϊ����߽����Ľ���Ч�ʣ��ɲ���һЩ������������ǿ�����������ĸ��������ֶ��г��������Լ���е��ѧ����[71-72]��
JIANG��[71]��H2SO4��Ϊ��������H2O2��Ϊ��ԭ���ӷϾ�LiCoO2�н���Li��Co���ڽ����¶�Ϊ30 ��ͽ���ʱ��Ϊ30 minʱ��ֻ��70%��Co��Li����������ʩ�ӳ�������ʱ��Co��Li�Ľ����ʾ�����95%���볣���������ȣ������������������������ͽ��������¶Ⱥ�ʱ�䣬��ԭ���ǣ�һ���棬�ڽ��������У��������Դٽ����ӵĴ������ã���һ���棬���ڳ����ġ���ѨЧӦ�������ڻ������ʷ�ĩ������������ĽӴ������ϲ��������ķ���̬С���ݣ���Щ����̬������Һ-�̽Ӵ����洦�����������ţ������������������������˼��������Ӧ����ij�ʼ���[72-73]��
�Կ���Ԥ�Ƚ��лԤ��������������������Ľ����ʣ����ڴˣ�ZHANG��[74]����LiCoO2��PVC��ĩ�����ĥ�ķ�ʽ�ӷϾ�����ӵ������ȡ�м۽���������������û�е���յ��������ʷ���������ѧ�仯���ڹ�����ĥ36 h��ȡ������ˮ�����������ʾ����90%��Co��99%��Li�����������Ƶأ�WANG��[75]��LiCoO2�ֱ���PVC��FeCl3��Na2-EDTA�Լ�EDTA�����ʻ����ĥ�������������������EDTA�����ĥ��Li��Co�Ľ�������ߣ��ֱ�ﵽ99%��98%��������������о����֣��ڻ����ĥ������Li��Co�ֱ���EDTA�����γ���ˮ���Խ���������Li-EDTA��Co-EDTA����е��ѧǿ���������չ��ձ����������ʹ�ã�����Ч���������Ⱦ��������Ч�ʺʹ������д�������
���⣬Ҳ�б�����ijЩ���˻����½����Ͼ�����ӵ�ػ����������м۽�����BERTUOL��[76]�Գ��ٽ�CO2Ϊ��ȡ������H2SO4��H2O2��Ϊ���ܼ��ӷϾ�����ӵ������ȡCo����������÷����봫ͳʪ����ȣ��������̼��������˽���ʱ�䣬���������Ϊ4%��H2O2�����£�Co����ȡ���� 5 min�ڼ��ɴﵽ98%���ϡ����ھ�����ϩ(PVC)��Cl-�ڸ����������ѳ������ԣ�LIU��[77]�����ٽ�ˮ�й�����PVC��LiCoO2��ĩ��������������¶�Ϊ350 �棬PVC��LiCoO2������Ϊ3:1������ʱ��Ϊ30 min����Һ��Ϊ16 g/L�£�����95%��Li�Լ�Co��������������������ڳ��ٽ�ˮ��PVC���Ȳ�����HCl��ʵ���˶�Li��Co�Ľ������˷�ͬʱʵ����PVC��������������������ֱ���Ƚ�PVC�������ж�����IJ���[78]�����Դﵽ��ɫ�����Ͼ�����ӵ�غͷ�PVC��Ŀ�ġ������Ϸ�������Ҫ�ڸ�ѹ�����²���ʵ�֣����豸Ҫ����Ұ�ȫ���������ڴ��ģ�ƹ�Ӧ�á�
MENG��[79]�����һ�ֵ绯ѧ��������LiCoO2���м۽����ķ�����������ƻ������Ϊ���������Բ��缫��Ϊ������LiCoO2��ĩ�Ƴɵĵ缫��Ϊ��������ʩ��8 V�ĵ�ѹ������������£�����95%��Li��90%��Co��������������������о����֣��ڽ��������У��ڲ��缫�Ϸ���������Ӧ������LiCoO2��ĩ�ڵ糡��������������������H+��Ӧ����ԭ��Co2+����ת����̷�Ӧ����ʽ��ʽ(5)��ʽ(6)��


Co�����ڵ缫���������ڵ糡������������Co(OH)2��Ȼ����������Һ�б��Co2+���÷��������˻�ԭ����ʹ�ã����䱾�������ǻ������Խ�������������LiCoO2��ĩ֮��ķ�Ӧ��
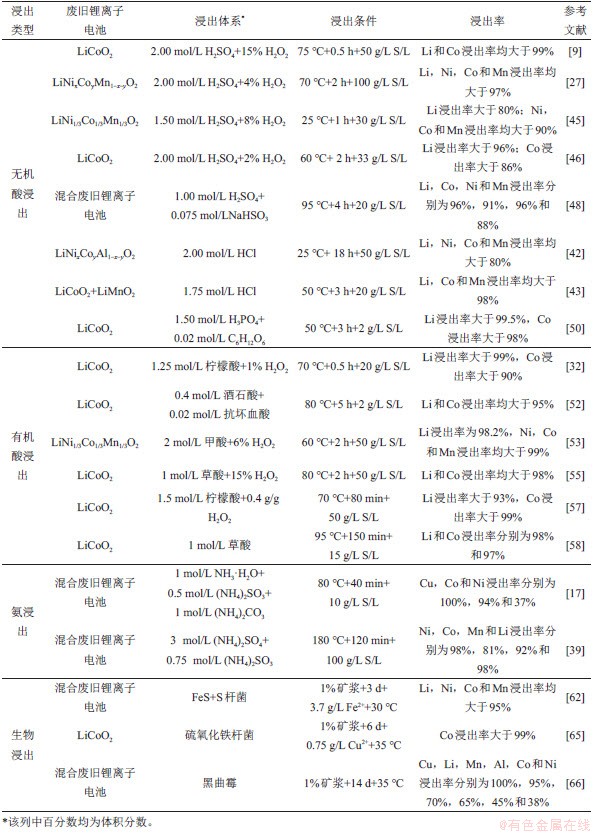
�����������м۽����Ľ������ܽ���ʱ�䡢�����¶ȡ�������Ũ�ȵ�����Ӱ�죬�����͵Ľ�����ϵ�½�������������µĽ��������1��ʾ��
��1����ͬ������ϵ�·Ͼ�LIBs���м۽���������
Table 1��Leaching rate of valuable metals from spent LIBs under different leaching systems
2.6��ѡ���Խ���
���ڵ缫��������Ķ������Լ��ɷֵĸ�����ʹ���ý���Һ�к��ж����м۽������ӣ��⽫���Ӵӽ���Һ�з����ijһ�������������ǰ������Ѷ��Լ����ճɱ���Ϊ�˽��ͽ���Һ���м۽���������ķ���ͻ����Ѷȣ���Ϊ��ѡ���Եػ��ո���ֵ�ߵĽ����ɷ֣�һЩ�о��߸��ݲ�ͬ�������������������е���Ϊ���������ѡ���Խ����ķ�����
����LiCoO2��LiNiO2��LiNi1/3Co1/3Mn1/3O2�Ȼ��Ե缫��ĩ�ľ��ͽṹ��Ϊ��-NaFeO2��״�ṹ������Li�����ӵ���ʽ���ɵش����ڲ�״�ṹ�У�ͨ����صij�ŵ缴��ʵ��������Ƕ����ˣ�LiӦ���������������ױ����������ڴˣ�CHEN��[80]�����һ�ִ�������������ѡ���Խ���﮵ķ�������ʵ���в���������H3PO4��Ϊ���������ֱ�Բ�ͬ���͵������������ʽ��н������������������������£�LiCoO2��Li2MnO2��LiNi1/3Co1/3Mn1/3O2�Լ�LiFePO4��﮵Ľ����ʾ��ɴﵽ92%���ϣ�����������(Co��Ni��Mn��Fe��)�Ľ����ʾ���20%���¡��Խ������̵Ķ���ѧ�����о����֣�Li�Ľ�����������ɢ���ƣ��ҽ������ۻ��Զ�����������ĵͣ���֤ʵ��Li����������������ڱ�������PENG��[81]�����һ��ѡ���Գ���Cu�Ľ������գ���������Ϊ������������������Ϊ��ԭ�����ӷϾ�LiCoO2�н����м۽��������ּ����������Cu�Ľ����ʴ�ͣ���Co��Li�Ľ�����������������ԭ���ǣ�һ���棬Cu2+�������ᷴӦʹ��Һ�е�Cu2+���±���ԭ��Cu�۽��������У���һ���棬�����᱾�����л�ԭ�ԣ��ٽ���LiCoO2�и�Co(��)ת��ΪCo2+������������Co��Li�Ľ����ʡ��ù����ڽ���Co�Լ�Li��ͬʱѡ���Եس���Cu���������ڽ��ͽ���Һ�������ӵĹ�������
����MC2O4(MΪNi��Co��Mn)������ˮ����Li2C2O4������ˮ����ˣ�H2C2O4�ȿ���Ϊ�Ͼ������������ʵĽ��������ֿ���Ϊ�������ӵ�ѡ���Գ�������ZENG��[62]�Բ�����Ϊ��������H2O2��Ϊ��ԭ������LiCoO2��ĩ�н����м۽�������������������������¶�Ϊ95 �棬����ʱ��Ϊ150 min����Һ��Ϊ15 g/L��ת��Ϊ400 r/minʱ������97%��Co��CoC2O4��2H2O�ij�����ʽ���գ���Li����Li2C2O4����ʽ��������Һ�У�ʵ����Li��Co�ڽ����α������Ŀ�ġ�
ѡ���Խ���������һ�ָ�Ч�����ķϾ�������ĩ���м۽��������ķ��������У�ѡ���Խ���Li�ı��˳����������������Li��˼·�����������Li���ۺϻ����ʡ�ѡ���Գ���Coʵ�����ڽ�����Co��Li�ķ��룬��������˺�����������Ĺ����÷��������ʺ��ڴ�����һ�Ҵ��ȸߵķϾ������������ʡ�����Ni��Co�Լ�Mn�Ļ�ѧ������������ڳɷָ��ӵĻ�ϻ������ʷ�ĩ�ڽ�����ͬʱ������ʵ��ijһ�������ӵ�ѡ���Գ������ҵõ��IJ�������������ʣ���Ҫ���н�һ������������
3 �����ᴿ����Ʒ���չ���
ͨ����ͬ������������ϵ�õ������м۽������ӵĽ���Һ����Ҫ��һ���������Եõ����յ�Ŀ�����ù��̰�������Һ�ľ������Ӻ����ղ�Ʒ�ķ�����ա�
3.1������Һ��������
�ڹ�ҵ�����У���е�����ѡ������ʵ�ַϾ�����ӵ�ظ����֮��������Ҫ��������Ȼͨ�����������ĵ����Ż�����ǰ�Ͼ�����ӵ�ظ������֮��ķ���Ч�ʴ��������������Ȼ��������(Լ10%)��Feм��Cuм��Alм���ӽ���������ʷ�ĩ�С��ڽ��������У���Щ������м���������Ӧ�����ӵ���ʽ�������Һ�С����⣬�ڷϾ�����ӵ�����鴦���У����Һ��LiPF6���ճɱ��ߣ�������������л��մ�������Ҳ�ᵼ�½���Һ�з����ȷǽ����������ӱ����롣��Ȼ����������ڷϾ�����ӵ�ػ��յ����ױ���û���ἰ��Щ�����ͷǽ����������ӣ����ǣ�Ϊ�˱�����Щ�������ӶԻ��ղ�Ʒ�Ĵ��Ⱥ��������Ӱ�죬����Խ���Һ���о������ӡ�
Ŀǰ���ڹ�ҵ�����У��ӽ���Һ�����ķ�����ҪΪ�к�ˮ�ⷨ�����������������������Լ�Fe(OH)3ˮ�ⷨ[82]�������ϣ�Fe3+��ˮ���Fe(OH)3���������ڽ���Һ��pH��3.53����25 ��ʱ����Һ�е�Fe3+Ũ�ȼ�����1 ��mol/L����Fe(OH)3���������͵Ľ�����̬�����ڽ���Һ��ʹ��������ѣ����ڳ��������У����ɵ�Fe(OH)3�������������Һ�е���������������Ni2+��Co2+�ȣ����Ŀ����������Թ���������ʽ��ʧ�����ڴˣ��о������з��������ͻ����������������ա��������������ȣ��������г����������д��м۽����ٵ��ŵ㣬���ڳ�����������Ҫ�ϸ����Fe3+������Ũ����1 g/L���£��ұ��������������Һ�м�����������[83]�����������������Ļ���Ϊ


������������Ȼ�����ϴ��Ͼ�����ӵ�ؽ���Һ��Fe3+������Ũ�Ƚϵͣ�һ��Ϊ2~3 g/L���ҹ�ҵ������һ����H2SO4��Ϊ������ʹ����Һ�к��д�����SO42-����NaOH���ڽ���ҺpH�������������NaSO4��ֵ��ע����ǣ��û�����������������H+���������ԣ���Ҫ��ʱ����NaOH��������Һ��pH�ȶ���1.5~1.8�����ַ�Ӧ�¶�Ϊ85~90 �棬��Ӧʱ��Ϊ4~6 h���ڴ������£�Fe��ȥ������99.5%����[84]��
������������Al3+��ͨ���ص���pHȥ���������ڽ���Һ��pH>5ʱ����Һ�е�Al3+��Al(OH)3����ʽ����������Һ����Al3+Ũ�ȿɽ���1 ��mol/L[85]�����Ͼ�����ӵ�ؽ���ҺNi2+��pHΪ5.1ʱ��ʼ���������ԣ����ƽ���Һ��pH��4.5~5.0֮���ʹAl3+��ȥ���ʳ���98%[86]��ȥ������Һ��Cu2+����Ҫ��������ȡ��ͭ[87]��Fe���û���ͭ[88]�Լ�Na2S2O4��ͭ[89]�ȡ���ȡͭ���õ���ȡ��ΪM5640����ѧ����[87]����M5640�Ӻ���Ni2+��Co2+�����ӵ���Һ����ȡ��ͭ�������������pH=3�����Ϊ1:1����ȡ���������Ϊ15%����ʱ��Ϊ5 min�£�ͭ���ӵ���ȡ�ʸ���99.8%����ȡ��ͭ���в�Ʒ���ȸߵ��ŵ㣬����ȡ���۸�����ȡ����������һ���Ķ��ԣ����ܻ���ɶ��λ�����Ⱦ�����ڴˣ�LI��[88]����Fe���û��Ӻ���Ni��Co�Լ�Mn�����ӵķϾ�����ӵ�ؽ���Һ�г�ͭ��������������¶�Ϊ30 �棬Fe��Cu������Ϊ1.5����Ӧʱ��Ϊ30 minʱ������Һ�в�����Cu2+����������Ϳɽ���0.175��10-6��Fe���û���ͭ�������л�����ȡ�������룬����ͭ��Һ����������Fe2+�����һ��������Fe3+���ȥ���������˾������ӵĹ�������������2�ֳ�Cu������ȣ�Na2S2O4��ͭ�������й�ҵ���ģӦ�õ�DZ������ԭ����Na2S2O4��Cu2+�����Ի����Ի����£�������Cu2+�γ���ϣ�����Һ���ȣ�Cu2+��Cu2S����ʽ������������

����������Ni2+��Co2+��Mn2+�Ȳ��߱������������Ӷ����ܷ���Cu2+��������[89]����Na2S2O4�Ӻ�Ni2+����Һ�г�ͭ������������£�Cu��ȥ������98%���ϣ���Ni����ʧ����1%���¡�
���ڽ���Һ�еķǽ�����������F��P�ȵ�ȥ����δ������ر�������ƾ���п���Һ�г�F�ľ��飬�����Ƚ�����Һ��pH����5~7��Ȼ����벻����ˮ�ļ�����������ϡ��̼����(La��Ce��)���Դﵽ��ȳ�F��Ŀ��[90]������AlPO4��FePO4�����ڳ����ͨ�����ƽ���Һ��pH���Դﵽͬʱȥ��Al��Fe��P��Ŀ�ġ����ȵ�[91]����Fe3+ȥ������Һ�е�P����Fe��P������Ϊ3��pHΪ1.5~2.0�����£����跴ӦΪ15 min���پ���30 min����Һ�в�����P���������ɽ���15��10-6���¡��������Ϸ��������ڽ���Һ��F��P�����ӵ����������ϵͣ����ڳ�Fe3+��Al3+�Ĺ������Թ���������ʽͬʱȥ����
3.2����Ʒ���չ���
����Һ�����������ӺԾ�����Һ�е��м۽������ӽ��н�һ�����ա����ݴ�����ʽ�����ղ�Ʒ��̬�IJ�ͬ����Ʒ���շ������Ը���Ϊ��ѧ���������ܼ���ȡ������������Լ��ܽ�-��������
3.2.1����ѧ��������
��ѧ�������dz��õĴ���Һ�г������ս���������ķ�������ԭ���ǣ����ض���pH�£�����Ӻ�Һ�м���OH-��CO32-�Լ�C2O42-�ȳ�������ʹ��Һ�еĽ��������Խ������������ʽ������
PANT��[92]����H2C2O4�ͱ���Na2CO3��Һ�ֱ�����Ͼ�����ӵ�ؽ���Һ��Li��Ni��Co�Լ�Mn���ӡ����ȣ��ڽ���Һ�м���H2C2O4���ڽ���Һ��pHΪ1.5����CoC2O4��2H2O����ʽ����Co����Σ����뱥��Na2CO3��Һ���ڹ���Һ��pH��7.5����MnCO3����ʽ����Mn����������̺�Һ�м��뱥��Na2CO3������ҺpH��9����NiCO3����ʽ����Ni��������Li����Һ��pH��14����Li2CO3����ʽ����Li�����Ƶأ�CONTESTABILE��[93]��Li+��Co2+�Ľ���Һ�м���4 mol/L NaOH�������Co(OH)2����ʽ����Co��
������������⣬����һЩ�����ӽ���Һ�г������ս���������ķ�������HUANG��[94]�Ӻ���Li+��Mn2+��Fe3+�ķϾ�����ӵ�ؽ���Һ�л����м۽��������Ȳ�������Һ�帡ѡ��[Hbet][Tf2N]������Һ�е�Fe3+��[Fe(bet)n][(Tf2N)3]����ʽѡ���Գ����������HCl���з��ܣ�������FeCl3����ʽ����Fe��������Fe��Һ�����ӱ���KMnO4��Һ��������Һ�е�Mn2+����MnO2/Mn2O3����ʽ���ա��������̺�Һ�м���Na3PO4��Һ����Li+��Li3PO4����ʽ���ա�����������£�����81%��Li��85%��Fe�Լ�81%��Mn�����գ�����Li3PO4��FeCl3��MnO2/Mn2O3������Ĵ��Ⱦ���98%���ϡ�
���ڷϾ�����ӵ������࣬���õĽ�����Ҳ������ͬ�����õĽ���Һ�������и��ӵĽ���������Cu��Li��Ni��Co�Լ�Mn�ȡ�Ϊ�˱���ֲ����յ�һ����������ʱ���ӵIJ����Լ����ͻ��ճɱ���ֱ����ǰ�������ʽ���������̸��������ơ���ǰ������������ǰ������Ҫ��NixCoyMn1-x-y(OH)2[95-96]��NixCoyMn1-x-yCO3[97]�Լ�NixCoyMn1-x-yC2O4[98]��ZOU��[96]����ʹ��H2SO4+H2O2�Ľ�����ϵ�����Ͼ�����ӵ�صõ�����Li��Ni��Co��Mn��Fe��Al�����ӵĽ���Һ�������4 mol/L NaOH��Һ���ڽ���ҺpH��4.5���ң�����Al(OH)3��Fe(OH)3������ڹ��˺�Һ��Ni��Co�Լ�Mn���ӵ����ʵ�����Ϊ1:1:1����������NaOH����pH��11���õ�Ni1/3Co1/3Mn1/3(OH)2ǰ���壬���ͨ�����뱥��Na2CO3��Һ��Li2CO3����ʽ����Li�����⣬HE��[97]�Լ�LI��[98]�ֱ������Ƶķ����ӷϾ�����ӵ�ؽ���Һ��ֱ�ӻ����Ʊ���Ni1/3Co1/3Mn1/3CO3��Co0.13Ni0.13Mn0.54C2O4ǰ���壬��ͨ����Li2CO3��������Ʊ������������ʡ�
ʹ�û�ѧ���������ӽ���Һ���յõ��IJ�Ʒ��̬������ͬ��Ŀǰ�������б�����Li��Ni��Co�Լ�Mn�IJ�Ʒ����Ҫ������ʽ��ͼ5��ʾ��
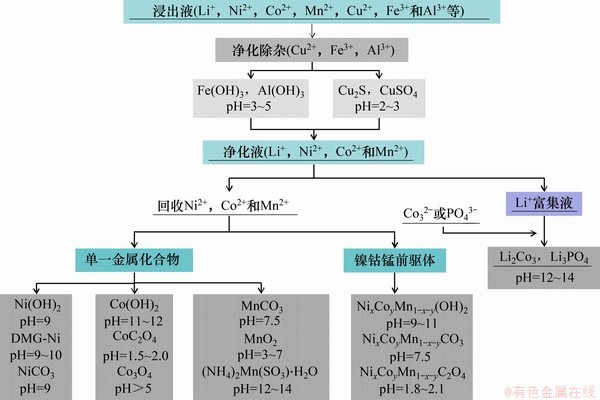
ͼ5��һЩ���͵IJ�Ʒ���չ���
Fig. 5��Some typical product recycling processes
3.2.2���ܼ���ȡ����
�ܼ���ȡ������һ�ֳ��õĴ���Һ�з���������ӵķ�������ԭ�������û�������2�ֲ�ͬҺ���е��ܽ�Ȳ�ͬ��ʵ�ָ��Է��롣���ܲ��ô˷��������������ȡ�������ӵ�Ч�ʽϵͣ����˷���Ȼ��һ�ָ�Ч���еķ��������ж�����ȡ����Cyanex 272��D2EHPA��Acorga M5640��������(TOA)��PC-88A�����ڴӷϾ�����ӵ�ؽ���Һ�з������Ni��Co��Cu�ȡ�ZHAO��[99]�Ӻ���Li��Co��Mn�����ӵķϾɵ�ؽ���Һ�з�����յ�һ�������ϣ����Ȳ���Cyanex 272+PC-88AЭͬ��ȡ��ϵ��pHΪ5.2~5.4ʱ��ȡCo�Լ�Mn����H2SO4�����л���õ�����Co2+�Լ�Mn2+����������Һ���������������Һ��pH��5����EDTA����������Һ��ȡMn2+�������Co2+�������0.01 mol/L��H2SO4��Mn�����л�����з��͵õ��ߴ���Mn��������Һ��
��ǰ���������Ͼ�����ӵ�ؽ���Һ�а��������Ľ������ӣ�ֻ���õ������ܼ���ȡ������������������������ѣ�����ȡ����������ƹ����ŵĻ�ѧ��Ч���Ϊ�˾����ܱ���������⣬���û�ѧ��������ȡ�������ϵķ����Եø������ơ�CHEN��[100]�Ӻ���Li+��Ni2+��Co2+�Լ�Mn2+�Ľ���Һ�з�����ո��������ӡ����ȣ����õ��ڽ���ҺpH��5�����ö���ͪ�(C4H8N2O2)����Ni2+��Ȼ����pH��6��������Һ�¶�Ϊ55 �棬����(NH4)2C2O4��CoC2O4����ʽ����Co������ȡ��D2EHPA��pH=5��ˮ�������������Ϊ0.5��ʱ��Ϊ300 s��������ȡMn�������0.5 mol/L Na3PO4��Li3PO4����ʽ����Li��ͨ���û��չ��̣�����98%��Ni��Co�Լ�Mn�ֱ���C4H8N2O2-Ni��CoC2O4��2H2O��MnSO4����ʽ���գ�����89%��Li��Li3PO4����ʽ���ա�
�ܼ���ȡ�������ܺĵ͡�����Ч���á����ò�Ʒ���ȸߵ��ŵ㡣����ȡ���۸��ձ鰺���������˻��մ������̵ijɱ���
3.2.3������������
���˳���Ļ�ѧ���������ܼ���ȡ���⣬����һЩ����������绯ѧ���������ܽ�-�������ȱ����ڴӷϾ�����ӵ�ؽ�������Һ�л��ս�������������
�绯ѧ���������ڵ糡�������´ӽ���Һ���Խ�������������������ʽ�����м۽����ķ�����RABAHARAN��[101]���ں�Li+��Co2+�Լ�Mn2+����Һ��pH��2.0~2.5���ڵ����ܶ�Ϊ200 A/m2ʱ���������Co��Mn�����У�����Һ��Co2+��������������Co(ʽ(9))��Mn2+��������MnO2����ʽ����(ʽ(10))��



���������չ����У�Co��Mn�Ļ����ʾ���95 %���ϡ����Ƶأ�LUPI��[102]ʹ�õ���������Ӻ�Ni2+��Co2+�ķϾ�����ӵ�ؽ���Һ�������Ni���ڵ����ܶ�Ϊ250 A/m2�������¶�Ϊ50 �棬����ҺpHΪ3.0~3.2��Ni2+��H3BO3����Ũ�ȷֱ�Ϊ50 g/L��20 g/Lʱ��Ni�����ĵ���Ч�ʺ��ܺķֱ�ԼΪ87%��2.96 kW��h/kg���Ҵ�����Ľ���Һ��Ni2+������������100��10-6���뻯ѧ���������ܼ���ȡ����ȣ����õ绯ѧ�������������Һ�е��м۽������������������Ӽ����ҵõ��Ľ�������������﴿�ȸߣ����˹�����Ҫʩ�ӵ糡�����ܻ����������ܺġ�
���⣬Ҳ���о����������ܽ�-�����ķ�ʽ�ӽ���Һֱ���Ʊ����������������ʡ�YAO��[103]������һ�ִӷϾ�����ӵ�ؽ���Һ��ֱ������LiNi1/3Co1/3Mn1/3O2�������ϵķ��������ȣ�����������+H2O2�Ľ�����ϵ�����Ͼ���Ԫ����ӵ�أ�Ȼ���ڽ���Һ��ﮡ������ܡ������ӵ����ʵ�����Ϊ3.05:1.00:1.00:1.00���ð�ˮ����pH��8��ͨ��ˮԡ���Ƚ���Һ�õ�ʪ�����������750 ��������12 h�õ��������������ϡ������ԣ��������������ϱ��ֳ����õĵ绯ѧ���ܡ����Ƶأ�LI��[104]����������������ܽ�-�����ķ����ϳ��������缫���ϣ�������������Ϊ������ϵ�ϳɵ������������ϱ��ֳ��Ϻõĵ绯ѧ���ܡ��ܽ�-��������һ�ִӷϾ�����ӵ�ؽ���Һ�л����м۽����Ĵ�����ʽ�����л�������Ⱦ���ص㣬�����л�����Ϊ���ϼ�����ˮ��Ϊ��ϼ����õ��������缫���ϱ��ֳ����õĵ绯ѧ���ܡ�Ȼ�����÷����Խ���Һ�Ĵ���Ҫ��ߣ���ǰ����������Һ�к��ж����������ӣ������г��Ӿ�����ֱ�Ӳ��ø÷������������ĵ缫�������ܿ��ܴﲻ��Ҫ��
�ۺ϶Ա��������������û�ѧ�������������Һ�еĸ��ֽ���������һ�ֽϵ��ܺĺͳɱ��ķ������ر����ù������ķ�ʽֱ�Ӻϳ�������ǰ��������˸��ӵĽ������ӷ��������ѧ����������һЩ���㣬�����Һ�л�����Ŀ�������������Ľ�����ǽ������ӣ���Ŀ��������ӳ������̿��ܻ�����������ӣ����»��ղ�Ʒ�Ĵ��Ƚ��͡����⣬���ù�����������������ǰ����ʱ����Ҫ���ڽ���Һ�н������ӵ����ʵ����ȣ��ҳ��������п��ܻ����ﮡ���ˣ��������ֻ��շ������ϵĻ��շ�ʽ�ƺ�����Ч���С�
4 ������չ��
1) Ŀǰ����طŵ����ò�ͬŨ�ȵ�NaCl��Һ��Ϊ�ŵ���ʣ�����Cl-�ĸ�ʴ����������ɵ��������𣬵��µ��Һ��й¶����������Ⱦ����ˣ�����һ�������º�Ч�ķŵ���ϵ�ǵ�ǰ��Ҫ��������⡣
2) ��е�����ѡ���˹�������Ч�ʺϴ��ģӦ�ã�����е�����ѡ����ʵ�ַϾ�����ӵ���в�ͬ��ּ�ĸ�Ч���룬��ˣ����ʵ�ַϾ�����ӵ���в�ͬ��ּ�ĸ�Ч����Ӧ�ǽ���о����ص�֮һ��
3) �ڻ������ʴӼ������Ѹ��Ĺ����ж�����ȴ����ķ�ʽ���˹�����Ҫ�����������ڴ˹����л����HF��PF5���к����塣Ϊ�˼��ٻ�����ж�����IJ������������±��չ������ڱ��С�
4) ��ǰ�缫�����������м۽������ӵĽ�������������������л����������������Լ������������У�H2SO4����ʵ���˹�ҵ��Ӧ�á����ڽ��������У���������ʵ��ҽ���Һ�в���Ũ�Ƚϸߣ���ˣ�����������������е��������ʡ�����������̵Ĵ������������������������п��ܴ����Ķ�����ȾӦ�ǽ���о��Ĺ�ע��֮һ��
5) ��ǰ�ԷϾ�����ӵ�صĻ��չ�ע��༯���ڽϸ߸���ֵ���������������ϣ��ϵ���ֵ�ĸ���ʯī����ҲӦ�ǽ��Ĺ�ע�㡣
6) ��ѧ���������ܼ���ȡ���Ǵӽ���Һ�л��շ����м۽�����2����Ҫ���������ڽ���Һ�к��ж��ֽ������ӣ�Ϊ�˻�����õķ���Ч���ͽϸߵĻ��ղ�Ʒ���ȣ���2�ַ��������������ʹ�á�����һ�Ľ����������Ʒ���չ��̸��ӣ��������ӣ�������Ni��Co��Mn�����ӻ�ѧ�������ƣ����ܱ�֤��һ����������Ĵ��ȡ�Ϊ�˱����������⣬���ù����������ܽ�-�����ķ�ʽֱ�Ӵӽ���Һ�кϳ�������ǰ�����DZȽϺõķ����������շ�����Ȼ����һЩ���⣬��ϳ�ǰ����֮ǰ��Ҫ�Խ���Һ������ȳ��ӡ���ˣ�����һ�ָ�Ч�����Ĺ�����ֱ���Ʊ�ǰ����������������ڱ��С�
�ο����ף�
[1] ��Խ, ���, ��ʀ·,�� . �Ͼ�����ӵ�����м۽����Ļ��ռ�����չ[J]. ϡ�н���, 2013, 37(2): 320-329.
WU Yue, PEI Feng, JIA Lulu, et al. Overview of recovery technique of valuable metals from spent lithium ion batteries[J]. Chinese Journal of Rare Metals, 2013, 37(2): 320-329.
[2] ORDOEZ J, GAGO E J, GIRARD A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries[J]. Renewable and Sustainable Energy Reviews, 2016, 60: 195-205.
[3] LU Weiguang, WANG Zhonghang, CAO Hongbin, et al. A critical review and analysis on the recycling of spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering,2018, 6: 1504-1521.
[4] YAO Yonglin, ZHU Meiying, ZHAO Zhuo, et al. Hydrometallurgical processes for recycling spent lithium-ion batteries:a critical review[J]. ACS Sustainable Chemistry & Engineering, 2018, 6(11): 13611-13627.
[5] ���, ����, ���ٹ�, ��. �Ͼ�����Ӷ�����ػ��յ��о���״[J]. ϡ�н���, 2019, 43(2): 201-212.
LI Jianbo, XU Zheng, JI Zhongguang, et al. Overview on current technologies of recycling spent lithium-ion batteries[J]. Chinese Journal of Rare Metals, 2019, 43(2): 201-212.
[6] ZENG Xianlai, LI Jinhui, SINGH N. Recycling of spent lithium-ion battery: a critical review[J]. Critical Reviews in Environmental Science and Technology, 2014, 44(10): 1129-1165.
[7] ������, κ�»�. �Ͼ�����ӵ�����м۽����������ü����о���չ[J]. ����������ұ��, 2018(2): 56-60.
YI Wenyan, WEI Zhihui. Progress of recovery and recycling of valuable metals from spent lithium-ion battery[J]. Metal Materials and Metallurgy Engineering, 2018(2): 56-60.
[8] GRANATA G, PAGNANELLI F, MOSCARDINI E, et al. Simultaneous recycling of nickel metal hydride, lithium ion and primary lithium batteries: accomplishment of European guidelines by optimizing mechanical pre-treatment and solvent extraction operations[J]. Journal of Power Sources, 2012, 212: 205-211.
[9] SHIN S M, KIM N H, SOHN J S, et al. Development of a metal recovery process from Li-ion battery wastes[J]. Hydrometallurgy, 2005, 79(3/4): 172-181.
[10] ��Խ, ���, ��ʀ·, ��. �ӷϾ�������﮵���л������������[J]. ��Դ����, 2014, 38(4): 629-631.
WU Yue, FEI Feng, JIA Lulu, et al. Recovery of aluminum, iron and lithium from spent lithium iron phosphate batteries[J]. Chinese Journal of Power Sources, 2014, 38(4): 629-631.
[11] BARIK S P, PRABAHARAN G, KUMAR B. An innovative approach to recover the metal values from spent lithium-ion batteries[J]. Waste Management, 2016, 51: 222-226.
[12] GEORGI-MASCHLER T, FRIEDRICH B, WEYHE R, et al. Development of a recycling process for Li-ion batteries[J]. Journal of Power Sources, 2012, 207: 173-182.
[13] CHAGNES A, POSPIECH B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries[J]. Journal of Chemical Technology & Biotechnology, 2013, 88(7): 1191-1199.
[14] WANG Guangxu, LI Jia, XU Zhenming. Recycling valuable metals from spent lithium ion discharge batteries[J]. Materials Review, 29, 113-123.
[15] ����ΰ, �Ƽ���, ����. һ�ַϾ�����ӵ�صĻ��շ���[P]. CN: 201810894917.9. [2018-08-08].
TANG Yiwei, HUANG Jiaqi, PENG Can. A method for recycling spent lithium ion battery[P]. CN:201810894917.9. [2018-08-08].
[16] �����. һ�ַϾ�����ӵ�صĻ��շ���[P]. CN: 201910571441.X. [2019-06-28].
ZHANG Xianghong. A method for recycling spent lithium ion battery[P]. CN: 201910571441.X. [2019-06-28].
[17] ʷ���. �Ͼ�����Ӷ������������������������ϵĻ��ռ�������[D]. ֣��: ֣�ݴ�ѧ��ѧѧԺ, 2017: 1-2.
SHI Caihong. Recovery and reuse of LiNixCoyMn1-x-yO2 cathode material from spent lithium ion power batteries[D]. Zhengzhou: Zhengzhou University. College of Chemistry, 2017: 1-2.
[18] HE Yaqun, ZHANG Tao, WANG Fangfang, et al. Recovery of LiCoO2 and graphite from spent lithium-ion batteries by Fenton reagent-assisted flotation[J]. Journal of Cleaner Production, 2017, 143: 319-325.
[19] LU Mi, ZHANG Houan, WANG Bingchen, et al. The re-synthesis of LiCoO2 fro m spent lithium ion batteries separated by vacuum-assisted heat-treating method[J]. International Journal of Electrochemical Science, 2013, 8(6): 8201-8209.
[20] KU H, JUNG Y, JO M, et al. Recycling of spent lithium-ion battery cathode materials by ammoniacal leaching[J]. Journal of Hazardous Materials, 2016, 313: 138-146.
[21] NIE Hehe, XU Long, SONG Dawei, et al. LiCoO2: recycling from spent batteries and regeneration with solid state synthesis[J]. Green Chemistry, 2015, 17(2): 1276-1280.
[22] ������, ������, ����ʤ, ��. �Ͼ�����ӵ�طŵ��ʵ���о�[J]. Ӧ�û���, 2015(4): 594-597.
SONG Xiuling, DAI Shuqi, XU Yongsheng, et al. Experimental study on the discharge of the waste lithium ion battery[J]. Applied Chemical Industry, 2015(4): 594-597.
[23] YAO Linpeng, ZENG Qi, QI Ting, et al. An environmentally friendly discharge technology to pretreat spent lithium-ion batteries[J]. Journal of Cleaner Production, 2020, 245: 118820.
[24] LI Jia, WANG Guangxu, XU Zhenming. Generation and detection of metal ions and volatile organic compounds(VOCs) emissions from the pretreatment processes for recycling spent lithium-ion batteries[J]. Waste Management, 2016, 52: 221-227.
[25] ���㼪, �ﻢԪ, ������, ��. ���Һ��Ũ�Ⱥ��¶ȶ���������ظ������ܵ�Ӱ��[J]. ��ʴ��ѧ���������, 2012, 24(2): 149-152.
FAN Huiji, SUN Huyuan, SUN Lijuan, et al. Effects of chloride ion concentration and temperature on anode performance of aluminum/air batteries[J]. Corrosion Science and Protection Technology, 2012, 24(2): 149-152.
[26] WANG Fangfang, ZHANG Tao, HE Yaqun, et al. Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment[J]. Journal of Cleaner Production, 2018, 185: 646-652.
[27] ZHANG Guangwen, HE Yaqun, WANG Haifeng, et al. Application of mechanical crushing combined with pyrolysis-enhanced flotation technology to recover graphite and LiCoO2 from spent lithium-ion batteries[J]. Journal of Cleaner Production, 2019, 231: 1418-1427.
[28] WANG Haifeng, LIU Jiangshan, BAI Xuejie, et al. Separation of the cathode materials from the Al foil in spent lithium-ion batteries by cryogenic grinding[J]. Waste Management, 2019, 91: 89-98.
[29] BI Haijun, ZHU Huabing, ZU Lei, et al. A new model of trajectory in eddy current separation for recovering spent lithium iron phosphate batteries[J]. Waste Management, 2019, 100: 1-9.
[30] �����. ���ܷϾ�����ӵ�ػ��ռ��������Թ����о�[D]. ������: ��������ҵ��ѧ��ѧ�뻯��ѧԺ, 2013: 1-2.
WANG Caihong. Research on recovery technology and pilot test process of cobalt-containing spent lithium ion batteries[D]. Harbin: Harbin Institute of Technology, School of Chemistry and Chemical Engineering, 2013: 1-2.
[31] NAYL A A, ELKHASHAB R A, BADAWY S M, et al. Acid leaching of mixed spent Li-ion batteries[J]. Arabian Journal of Chemistry, 2017, 10: S3632-S3639.
[32] ����Ծ, ���º�, ��־��, ��. ���϶�����ӵ�����ȶ��Ե�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2005, 36(4): 587-593.
HU Chuanyue, LI Xinhai, WANG Zhixing, et al. Influence of materials on thermal stability of lithium-ion batteries[J]. Journal of Central South University(Science and Technology), 2005, 36(4): 587-593.
[33] ����, ף����, ���ٸ�. ����ӵ��PVDF����Ĥ���ϵ��Ʊ������о�[J]. ��Ĺ�ҵ�뼼��, 2019, 48(3): 5-7.
XU Caidi, ZHU Chengyan, WANG Ronggen. Study on the preparation technology of PVDF nano-diaphragm material for lithium ion battery[J]. Light Industry and Technology, 2019, 48(3): 5-7.
[34] BAUER W, NOTZEL D. Rheological properties and stability of NMP based cathode slurries for lithium ion batteries[J]. Ceramics International, 2014, 40(3): 4591-4598.
[35] LI Li, CHEN Renjie, SUN Feng, et al. Preparation of LiCoO2 films from spent lithium-ion batteries by a combined recycling process[J]. Hydrometallurgy, 2011, 108(3/4): 220-225.
[36] LI LI, DUNN J B, ZHANG Xiaoxiao, et al. Recovery of metals from spent lithium-ion batteries with organic acids as leaching reagents and environmental assessment[J]. Journal of Power Sources, 2013, 233: 180-189.
[37] XU Yanan, SONG Dawei, LI Li, et al. A simple solvent method for the recovery of LixCoO2 and its applications in alkaline rechargeable batteries[J]. Journal of Power Sources, 2014, 252: 286-291.
[38] BOYDEN A, SOO V K, DOOLAN M. The environmental impacts of recycling portable lithium-ion batteries[J]. Procedia CIRP, 2016, 48: 188-193.
[39] HE Lipo, SUN Shuying, SONG Xingfu, et al. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning[J]. Waste Management, 2015, 46: 523-528.
[40] GAO Shiyan, SU Yuefeng, BAO Liying, et al. High-performance LiFePO4/C electrode with polytetrafluoroethylene as an aqueous-based binder[J]. Journal of Power Sources, 2015, 298: 292-298.
[41] ZENG Xianlai, LI Jinhui. Innovative application of ionic liquid to separate Al and cathode materials from spent high-power lithium-ion batteries[J]. Journal of Hazardous Materials, 2014, 271: 50-56.
[42] WANG Mengmeng, TAN Quanyin, LIU Lili, et al. A low-toxicity and high-efficiency deep eutectic solvent for the separation of aluminum foil and cathode materials from spent lithium-ion batteries[J]. Journal of Hazardous Materials, 2019, 380: 120846.
[43] CHEN Yongming, LIU Nannan, HU Fang, et al. Thermal treatment and ammoniacal leaching for the recovery of valuable metals from spent lithium-ion batteries[J]. Waste Management, 2018, 75: 469-476.
[44] WANG Mengmeng, TAN Quanyin, LIU Lili, et al. A facile, environmentally friendly, and low-temperature approach for decomposition of polyvinylidene fluoride from the cathode electrode of spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(15): 12799-12806.
[45] WANG Shubin, WANG Chao, LAI Fengjiao, et al. Reduction-ammoniacal leaching to recycle lithium, cobalt, and nickel from spent lithium-ion batteries with a hydrothermal method: Effect of reductants and ammonium salts[J]. Waste Management, 2020, 102: 122-130.
[46] JOULIE M, LAUCOURNET R, BILLY E.Hydrometallurgical process for the recovery of high value metals from spent lithium nickel cobalt aluminum oxide based lithium-ion batteries[J]. Journal of Power Sources, 2014, 247: 551-555.
[47] BARIK S P, PRABAHARAN G, KUMAR L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study[J]. Journal of Cleaner Production, 2017, 147: 37-43.
[48] YANG Yue, LEI Shuya, SONG Shaole, et al. Stepwise recycling of valuable metals from Ni-rich cathode material of spent lithium-ion batteries[J]. Waste Management, 2020, 102: 131-138.
[49] CHENG Qian, CHIRDON W M, LIN Meiduan, et al. Characterization, modeling, and optimization of a single-step process for leaching metallic ions from LiNi1/3Co1/3Mn1/3O2 cathodes for the recycling of spent lithium-ion batteries[J]. Hydrometallurgy, 2019, 185: 1-11.
[50] ZHU Shuguang, HE Wenzhi, LI Guangming, et al. Recovery of Co and Li from spent lithium-ion batteries by combination method of acid leaching and chemical precipitation[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2274-2281.
[51] ½��Զ, �Ź���, ����Ӣ, ��. ��������-��ԭ���������մӷϾ�����ӵ���л���LiNi0.6Mn0.2Co0.2O2[J]. ϡ�н�����Ӳ�ʺϽ�, 2017, 45(6): 14-23.
LU Xiuyuan, ZHANG Guiqing, CAO Zuoying, et al. Recovery of LiNi0.6Mn0.2Co0.2O2 from spent lithium ion batteries by leaching with H2SO4 and reductants[J]. Rare Metals and Cemented Carbides, 2017, 45(6): 14-23.
[52] MESHRAM P, PANDEY B D, MANKHAND T R.Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching[J]. Chemical Engineering Journal, 2015, 281: 418-427.
[53] VIECELI N, NOGUEIRA C A, GUIMARAES C, et al. Hydrometallurgical recycling of lithium-ion batteries by reductive leaching with sodium metabisulphite[J]. Waste Management, 2018, 71: 350-361.
[54] MENG Qi, ZHANG Yingjie, DONG Peng. Use of glucose as reductant to recover Co from spent lithium ions batteries[J]. Waste Management, 2017, 64: 214-218.
[55] ������, �, �Ÿ�, ��. �Ͼ���Ԫ����ӵ���������ϵĵ��ۻ�ԭ�������ռ��䶯��ѧ[J]. �й���ɫ����ѧ��, 2019, 29(1): 159-166.
LAI Yanqing, YANG Jian, ZHANG Gang, et al. Optimization and kinetics of leaching valuable metals from cathode materials of spent ternary lithium ion batteries with starch as reducing[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(1): 159-166.
[56] NAYAKA G P, PAI K V, SANTHOSH G, et al. Dissolution of cathode active material of spent Li-ion batteries using tartaric acid and ascorbic acid mixture to recover Co[J]. Hydrometallurgy, 2016, 161: 54-57.
[57] GAO Wenfang, ZHANG Xihua, ZHENG Xiaohong, et al. Lithium carbonate recovery from cathode scrap of spent lithium-ion battery:a closed-loop process[J]. Environmental Science & Technology, 2017, 51(3): 1662-1669.
[58] PAGNANELLI F, MOSCARDINI E, GRANATA G, et al. Acid reducing leaching of cathodic powder from spent lithium ion batteries:glucose oxidative pathways and particle area evolution[J]. Journal of Industrial and Engineering Chemistry, 2014, 20(5): 3201-3207.
[59] SUN Liang, QIU Keqiang. Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries[J]. Waste Management, 2012, 32(8): 1575-1582.
[60] �ռ���, ����, ���ǹ�. �Ʊ������ܡ��̸����������������ѧ����[J]. ��ع�ҵ, 2008, 13(1): 18-22.
SU Jitao, SU Yuchang, LAI Zhiguang. Thermodynamic analysis of preparation of multiple hydroxid of Ni, Co and Mn[J]. Chinese Battery Industry, 2008, 13(1): 18-22.
[61] CHEN Xiangping, LUO Chuanbao, ZHANG Jinxia, et al. Sustainable recovery of metals from spent lithium-ion batteries: a green process[J]. ACS Sustainable Chemistry & Engineering, 2015, 3(12): 3104-3113.
[62] ZENG Xianlai, LI Jinhui, SHEN Bingyu. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid[J]. Journal of Hazardous Materials, 2015, 295: 112-118.
[63] XIN Yayun, GUO Xingming, CHEN Shi, et al. Bioleaching of valuable metals Li, Co, Ni and Mn from spent electric vehicle Li-ion batteries for the purpose of recovery[J]. Journal of Cleaner Production, 2016, 116: 249-258.
[64] MISHRA D, KIM D J, RALPH D E, et al. Bioleaching of metals from spent lithium ion secondary batteries using Acidithiobacillus ferrooxidans[J]. Waste Management, 2008, 28(2): 333-338.
[65] ZENG Guisheng, DENG Xiaorong, LUO Shenglian, et al. A copper-catalyzed bioleaching process for enhancement of cobalt dissolution from spent lithium-ion batteries[J]. Journal of Hazardous Materials, 2012, 199/200: 164-169.
[66] HOREH N B, MOUSAVI S M, SHOJAOSADATI S A.Bioleaching of valuable metals from spent lithium-ion mobile phone batteries using Aspergillus Niger[J]. Journal of Power Sources, 2016, 320: 257-266.
[67] BANIASADI M, VAKILCHAP F, BAHALOO-HOREH N, et al. Advances in bioleaching as a sustainable method for metal recovery from e-waste:a review[J]. Journal of Industrial and Engineering Chemistry, 2019, 76: 75-90.
[68] WU Caibin, LI Bensheng, YUAN Chengfang, et al. Recycling valuable metals from spent lithium-ion batteries by ammonium sulfite-reduction ammonia leaching[J]. Waste Management, 2019, 93: 153-161.
[69] ZHENG Xiaohong, GAO Wenfang, ZHANG Xihua, et al. Spent lithium-ion battery recycling-reductive ammonia leaching of metals from cathode scrap by sodium sulphite[J]. Waste Management, 2017, 60: 680-688.
[70] WANG Shubin, WANG Chao, LAI Fengjiao, et al. Reduction-ammoniacal leaching to recycle lithium, cobalt, and nickel from spent lithium-ion batteries with a hydrothermal method: Effect of reductants and ammonium salts[J]. Waste Management, 2020, 102: 122-130.
[71] JIANG Feng, CHEN Yuqian, JU Shaohua, et al. Ultrasound-assisted leaching of cobalt and lithium from spent lithium-ion batteries[J]. Ultrasonics Sonochemistry, 2018, 48: 88-95.
[72] ����Ǭ. ������Ԥ����-���������������ྫ��Ļ����о�[D]. ����: ����������ѧұ����Դ����ѧԺ, 2018: 1-2.
CHEN Yuqian. Basic Research on microwave roasting pretreatment-ultrasonic assisted leaching of germanium concentrate[D]. Kunming:Kunming University of Science and Technology, School of Metallurgy and Energy Engineering, 2018: 1-2.
[73] ���⽿, ������, ������, ��. �����ͺ�������Ԥ������ѡ���Խ�������[J]. ��ɫ����(ұ������), 2018(1): 16-19.
YANG Weijiao, MA Baozhong, JIANG Xingming, et al. Selective leaching of nickel and cobalt from limonitic laterite after activation pretreatment[J]. Nonferrous Metals(Extractive Metallurgy), 2018(1): 16-19.
[74] ZHANG Qiwu, SAEKI S, TANAKA Y, et al. A soft-solution process for recovering rare metals from metal/alloy-wastes by grinding and washing with water[J]. Journal of Hazardous Materials, 2007, 139(3): 438-442.
[75] WANG Mengmeng, ZHANG Congcong, ZHANG Fushen. An environmental benign process for cobalt and lithium recovery from spent lithium-ion batteries by mechanochemical approach[J]. Waste Management, 2016, 51: 239-244.
[76] BERTUOL D A, MACHADO C M, SILVA M L, et al. Recovery of cobalt from spent lithium-ion batteries using supercritical carbon dioxide extraction[J]. Waste Management, 2016, 51: 245-251.
[77] LIU Kang, ZHANG Fushen. Innovative leaching of cobalt and lithium from spent lithium-ion batteries and simultaneous dechlorination of polyvinyl chloride in subcritical water[J]. Journal of Hazardous Materials, 2016, 316: 19-25.
[78] ��ϣ�, ��־��, �侰��, ��. �������غ������÷�����PE��PS��PVC�Ƚ�����о�[J]. ȼ�ϻ�ѧѧ��, 2012, 40(9): 1147-1152.
LUO Xitao, WANG Zhiqi, WU Jingli, et al. Study on the pyrolysis mechanism of polyethylene, polystyrene, and polyvinyl chloride by TGA-FTIR[J]. Journal of Fuel Chemistry and Technology, 2012, 40(9): 1147-1152.
[79] MENG Qi, ZHANG Yingjie, DONG Peng. Use of electrochemical cathode-reduction method for leaching of cobalt from spent lithium-ion batteries[J]. Journal of Cleaner Production, 2018, 180: 64-70.
[80] CHEN Xiangping, CAO Ling, KANG Duozhi, et al. Recovery of valuable metals from mixed types of spent lithium ion batteries.Part II:Selective extraction of lithium[J]. Waste Management, 2018, 80: 198-210.
[81] PENG Chao, HAMUYUNI J, WILSON B P, et al. Selective reductive leaching of cobalt and lithium from industrially crushed waste Li-ion batteries in sulfuric acid system[J]. Waste Management, 2018, 76: 582-590.
[82] ������, ���, ������, ��. �����Ӹ����Ͻ��������Һ�г���[J]. ʪ��ұ��, 2006, 25(4): 198-201.
HU Guorong, LI Guo, DENG Xinrong, et al. Removal of iron from sulfuric acid leaching solution of ferrochromium alloy by goethite[J]. Hydrometallurgy of China, 2006, 25(4): 198-201.
[83] ������, ����Ԫ, ������, ��. п����Һ��������[J]. ��ɫ����, 2010, 62(3): 84-88.
DENG Yonggui, CHEN Qiyuan, YI Zhoulan, et al. Removal of ferrous/ferric ions from zinc leaching solution by goethite process[J]. Nonferrous Metals, 2010, 62(3): 84-88.
[84] ������, ������, �����, ��. �û����������Ʊ�������п������[J].���ϴ�ѧѧ��(��Ȼ��ѧ��), 2006, 37(4): 685-691.
YANG Zhenghui, GONG Zhuqing, LI Hongxu, et al. Preparation of Ni-Zn ferrite from sodium jarosite residue[J]. Journal of Central South University(Science and Technology), 2006, 37(4): 685-691.
[85] ���⽿, ������, �, ��. �������Һ�е�����Ч�ѳ�[J]. ��ɫ��������, 2018, 8(4): 61-65.
YANG Weijiao, MA Baozhong, YANG Pu, et al. High-efficiency removal of aluminum from nitric acid leaching liquor[J]. Nonferrous Metals Engineering, 2018, 8(4): 61-65.
[86] ����, Ƥ¶, �ο˽�, ��. ���̿������������Һͬ��ȥ�������������о�[J]. ʪ��ұ��, 2015, 34(3): 218-221, 224.
LUO Yan, PI Lu, HE Kejie, et al. Simultaneously removing of iron and aluminum from leaching liquor of flue gas desulfurization with pyrolusite[J]. Hydrometallurgy of China, 2015, 34(3): 218-221, 224.
[87] ��ѧ��, ���, ����, ��. ���������Һ�������ӹ����о�[J]. ϡ�н���, 2010, 34(2): 271-275.
LI Xuepeng, YANG Bin, LIU Dachun, et al. Purification of nickel sulphate electrolyte[J]. Chinese Journal of Rare Metals, 2010, 34(2): 271-275.
[88] LI Jinhui, LI Xinhai, HU Qiyang, et al. Study of extraction and purification of Ni, Co and Mn from spent battery material[J]. Hydrometallurgy, 2009, 99(1/2): 7-12.
[89] ������. �������ϵ��ۺ������о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ��ѧ�뻯��ѧԺ, 2002: 1-2.
HU Baolan. Research on comprehensive utilization of nickel-containing waste [D]. Hefei:Hefei University of Technology. School of Chemical Engineering, 2002: 1-2.
[90] ����ΰ, ����Ӱ, ������, ��. ��Al��Ca���ϳ������ں�������п��Һ�еij�������[J]. �й���ɫ����ѧ��, 2016. 26(5): 1151-1157.
LIU Zhengwei, YU Xiaoying, ZHONG Xiaocong, et al. Performance of Ca, Al-containningcomposite defluoridation agent in zinc sulfate solution[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(5): 1151-1157.
[91] ����, ����, ������, ��. ������������γ����յĶԱ��о�[J]. ��У��ѧ����ѧ��, 2013, 27(3): 159-165.
ZHANG Meng, QIU Lin, YU Xiaoqing, et al. Comparison of phosphorus removal processes by ferrous salts and ferric salts[J]. Journal of Chemical Engineering of Chinese Universities, 2013, 27(3): 159-165.
[92] PANT D, DOLKER T. Green and facile method for the recovery of spent lithium nickel manganese cobalt oxide(NMC) based Lithium ion batteries[J]. Waste Management, 2017, 60: 689-695.
[93] CONTESTABILE M, PANERO S, SCROSATI B. A laboratory-scale lithium-ion battery recycling process[J]. Journal of Power Sources, 2001, 92(1/2): 65-69.
[94] HUANG Yanfang, HAN Guihong, LIU Jiongtian, et al. A stepwise recovery of metals from hybrid cathodes of spent Li-ion batteries with leaching-flotation-precipitation process[J]. Journal of Power Sources, 2016, 325: 555-564.
[95] SA Qina, GRATZ E, HE Meinan, et al. Synthesis of high performance LiNi1/3Mn1/3Co1/3O2 from lithium ion battery recovery stream[J]. Journal of Power Sources, 2015, 282: 140-145.
[96] ZOU Haiyang, GRATZ E, APELIAN D, et al. A novel method to recycle mixed cathode materials for lithium ion batteries[J]. Green Chemistry, 2013, 15(5): 1183-1191.
[97] HE Lipo, SUN Shuying, YU Jianguo. Performance of LiNi1/3Co1/3Mn1/3O2 prepared from spent lithium-ion batteries by a carbonate co-precipitation method[J]. Ceramics International, 2018, 44(1): 351-357.
[98] LI Li, ZHANG Xiaoxiao, CHEN Renjie, et al. Synthesis and electrochemical performance of cathode material Li1.2Co0.13Ni0.13Mn0.54O2 from spent lithium-ion batteries[J]. Journal of Power Sources, 2014, 249: 28-34.
[99] ZHAO J M, SHEN X Y, DENG F L, et al. Synergistic extraction and separation of valuable metals from waste cathodic material of lithium ion batteries using Cyanex272 and PC-88A[J]. Separation and Purification Technology, 2011, 78(3): 345-351.
[100] CHEN Xiangping, ZHOU Tao, KONG Jiangrong, et al. Separation and recovery of metal values from leach liquor of waste lithium nickel cobalt manganese oxide based cathodes[J]. Separation and Purification Technology, 2015, 141: 76-83.
[101] RABAHARAN G, BARIK S P, KUMAR N, et al. Electrochemical process for electrode material of spent lithium ion batteries[J]. Waste Management, 2017, 68: 527-533.
[102] LUPI C, PASQUALI M. Electrolytic nickel recovery from lithium-ion batteries[J]. Minerals Engineering, 2003, 16(6): 537-542.
[103] YAO Lu, FENG Yong, XI Guoxi. A new method for the synthesis of LiNi1/3Co1/3Mn1/3O2 from waste lithium ion batteries[J]. RSC Advances, 2015, 5: 44107-44114.
[104] LI Li, CHEN Renjie, ZHANG Xiaoxiao, et al. Preparation and electrochemical properties of re-synthesized LiCoO2 from spent lithium-ion batteries[J]. Chinese Science Bulletin, 2012, 57(32): 4188-4194.
(�༭ �²ӻ�)
�ո����ڣ� 2020 -06 -16; �����ڣ� 2020 -08 -22
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51674298)����ʿ���ѧ����������Ŀ(2018M630910)������ʡ��Ȼ��ѧ����������Ŀ(2017JJ3384) (Project(51674298) supported by the National Natural Science Foundation of China;Project(2018M630910) supported by the Postdoctoral Science Foundation of China; Project(2017JJ3384) supported by the Natural Science Foundation of Hunan Province)
ͨ�����ߣ������ˣ����ڣ�����ʪ��ұ�����о���E-mail��lxjiang@csu.edu.cn
ժҪ�����ŵ��Ӳ�Ʒ�Ŀ��ٸ��»����Ͷ��������ķ��ٷ�չ��������Խ��Խ��ķϾ�����ӵ�ء��Ͼ�����ӵ���к��еĴ����ж��к����ʣ���Ի��������ཡ����������Σ�������⣬�Ͼ�����ӵ���к��зḻ�м۽���������Ϊ��Ҫ�Ķ�����Դ����ˣ��Ͼ�����ӵ�صĻ����ѳ�Ϊȫ���ע���ȵ㡣ʪ��ұ����̱���Ϊ�ǵ��ܺġ��ͳɱ�������Ⱦ�Լ����ʺϹ�ģ��Ӧ�õķϾ����ӵ�ػ��ռ�����ʪ��ұ����չ��̰������Ԥ�������м۽��������Լ��߸���ֵ��Ʒ���ա����ĶԲ���ʪ��ұ�������շϾ�����ӵ�����м۽������о���״�����������Աȷ������������в�ͬ��������֮������ӣ������ǰʪ��ұ����չ����д��ڵ����⣬����ʪ��ұ�������շϾ�����ӵ�ط�չ�������չ����
[1] ��Խ, ���, ��ʀ·,�� . �Ͼ�����ӵ�����м۽����Ļ��ռ�����չ[J]. ϡ�н���, 2013, 37(2): 320-329.
[5] ���, ����, ���ٹ�, ��. �Ͼ�����Ӷ�����ػ��յ��о���״[J]. ϡ�н���, 2019, 43(2): 201-212.
[7] ������, κ�»�. �Ͼ�����ӵ�����м۽����������ü����о���չ[J]. ����������ұ��, 2018(2): 56-60.
[10] ��Խ, ���, ��ʀ·, ��. �ӷϾ�������﮵���л������������[J]. ��Դ����, 2014, 38(4): 629-631.
[15] ����ΰ, �Ƽ���, ����. һ�ַϾ�����ӵ�صĻ��շ���[P]. CN: 201810894917.9. [2018-08-08].
[16] �����. һ�ַϾ�����ӵ�صĻ��շ���[P]. CN: 201910571441.X. [2019-06-28].
[17] ʷ���. �Ͼ�����Ӷ������������������������ϵĻ��ռ�������[D]. ֣��: ֣�ݴ�ѧ��ѧѧԺ, 2017: 1-2.
[22] ������, ������, ����ʤ, ��. �Ͼ�����ӵ�طŵ��ʵ���о�[J]. Ӧ�û���, 2015(4): 594-597.
[30] �����. ���ܷϾ�����ӵ�ػ��ռ��������Թ����о�[D]. ������: ��������ҵ��ѧ��ѧ�뻯��ѧԺ, 2013: 1-2.
[32] ����Ծ, ���º�, ��־��, ��. ���϶�����ӵ�����ȶ��Ե�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2005, 36(4): 587-593.
[33] ����, ף����, ���ٸ�. ����ӵ��PVDF����Ĥ���ϵ��Ʊ������о�[J]. ��Ĺ�ҵ�뼼��, 2019, 48(3): 5-7.
[60] �ռ���, ����, ���ǹ�. �Ʊ������ܡ��̸����������������ѧ����[J]. ��ع�ҵ, 2008, 13(1): 18-22.
[72] ����Ǭ. ������Ԥ����-���������������ྫ��Ļ����о�[D]. ����: ����������ѧұ����Դ����ѧԺ, 2018: 1-2.
[82] ������, ���, ������, ��. �����Ӹ����Ͻ��������Һ�г���[J]. ʪ��ұ��, 2006, 25(4): 198-201.
[83] ������, ����Ԫ, ������, ��. п����Һ��������[J]. ��ɫ����, 2010, 62(3): 84-88.
[85] ���⽿, ������, �, ��. �������Һ�е�����Ч�ѳ�[J]. ��ɫ��������, 2018, 8(4): 61-65.
[86] ����, Ƥ¶, �ο˽�, ��. ���̿������������Һͬ��ȥ�������������о�[J]. ʪ��ұ��, 2015, 34(3): 218-221, 224.
[87] ��ѧ��, ���, ����, ��. ���������Һ�������ӹ����о�[J]. ϡ�н���, 2010, 34(2): 271-275.
[89] ������. �������ϵ��ۺ������о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ��ѧ�뻯��ѧԺ, 2002: 1-2.
[91] ����, ����, ������, ��. ������������γ����յĶԱ��о�[J]. ��У��ѧ����ѧ��, 2013, 27(3): 159-165.
