
�й���ɫ����ѧ�� 2004,(06),889-895 DOI:10.19476/j.ysxb.1004.0609.2004.06.002
Ԫ�ط�ĩ�������μ���Ӧ�ϳ��Ʊ�TiAl�Ͻ���˲���
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
��Ti��AlԪ�ط�ĩΪԭ��, ͨ���������κ����η�Ӧ�ϳɷ�, �Ʊ�����϶��Ϊ38.3%��48.2%��Ti 46.5%Al (Ħ������) �����仯������˲��ϡ���������϶��Ϊ48.2%��TiAl�Ͻ���˲��ϵ��Ʊ�����Ϊ:����ѹ��35.3��104��43.1��104N (����ֱ��200mm) , �ս������������0.33K/s, �ֱ���873��1473K�¶��±���50��60min���о�����:����ս��, TiAl�Ͻ���TiAl��Ti3Al�������, Ti3Al�ຬ�����ս��¶����߶�����;���Ʊ���TiAl�Ͻ���˲��ϵ���ɼ����ɴ�2.56��m, ��Ӧ������Ϊ11.8��m, ����Ϊ3.219��10-5m��Pa-1��s-1;ԭ�����еĿ�϶��AlԪ��ƫ��ɢ������γɹ��˲��Ͽ�϶����Ҫԭ��
�ؼ��ʣ�
TiAl�Ͻ�;Ԫ�ط�ĩ;����;����ս�;���˲���;ƫ��ɢ;
��ͼ����ţ� TF125.6
�ո����ڣ�2003-12-20
���������ص�����о���չ�滮������Ŀ (2003CB615707);
Fabrication of TiAl filter material through elemental powdercold roll forming and reactive synthesis
Abstract��
Ti-46.5%Al (mole fraction) intermetallic compound filter materials with overall porosity of 38.3% (48.2%) were fabricated through elemental powder cold roll forming and reactive synthesis. The TiAl alloy filter material with maximum porosity was fabricated under cold pressure of 35.3��10443.1��104 N (with the roller diameter of 200 mm) , heating rate of 0.33 K/s, and thermal retardation time of 50 and 60 min at 873 and 1 473 K, respectively. The results show that the microstructure of TiAl filter material consists of TiAl and Ti3Al phases, and that the content of Ti3Al phase increases with the sintering temperature. The most probable aperture of the TiAl alloy filter material is 2.56 ��m, and its maximum aperture and air permeability are 11.8 ��m and 3.219��10-5 m��Pa-1��s-1, respectively. The prime reasons are considered to be the existence of the porosity in sheet bars and Al self-diffusion in the process of reactive synthesis.
Keyword��
TiAl alloy; elemental powder; rolling; vacuum sintering; filter material; partial diffusion;
Received�� 2003-12-20
Ŀǰ��Ĥ��Ҫ��������: �մ�Ĥ����ͨ����Ĥ
TiAl�����仯������ΪDZ�ڵ����ʸ��½ṹ����, �ܺõؼ������մɺ���ͨ�������ŵ�, ���ֳ�������������ܡ� ��ѧ����, �Լ������Ŀ������������ܺͿ�����ǿ/�����������ʴ����
1 ʵ��
��Ti�� AlԪ�ط�ĩ��Ti-46.5%Al (Ħ������) �ijɷ������V�ͻ��ϻ��л�Ͼ���, V�ͻ��ϻ���ת��Ϊ50 r/min�� ����Ϻõ�ԭ�Ϸ�ĩ�÷�ĩ�����������ơ� ����ֱ��Ϊ200 mm�� �ڻ�Ϸ�ĩ��, ��ԭ�����IJ�ͬ���������ľƾ����ȡ� ����һ�������Ʋ���, �������Ϊ1.3~1.6 mm�� ƽ��ߴ�Ϊ500 mm��230 mm��4�ְ��� (1#~4#) �� �ֱ��÷�����ƽ���α꿨�߲ⶨ�˰����������ͳߴ�, ���ȷֱ�Ϊ0.001 g��0.02 mm�� ���������ܶȲⶨ��
ȡС������ (70 mm��60 mm�� (1.3~1.6) mm) ��������սᡣ �ս��¶ȷֱ�Ϊ1 200��1 300 �档 ͨ�������ѹ������������ѹ, ѹǿ�ֱ�Ϊ0�� 6��9 kPa�� ��նȿ�����1��10-3~1��10-4 Pa֮�䡣 ͬʱ, Ϊ�˷�ֹҺ��Al�ij��ֶ�ʹ��Ӧ���ھ���, �Ӷ���ɰ������λ���, ��Ӧ���Ե���Al���۵��� (500~600 ��) ����30~60 min��
�ս��, ����BTP-3���ײ������ܼ���Dz�����TiAl���˲��ϵ������� �����Լ����ֲ��� ���ð����·��ⶨ��TiAl���˲��ϵ��ܶȺͿ�϶�ʡ� ͬʱ, ��ɨ��羵�۲�Ͻ������֯�Ϳ�����ֲ��� ��X�������� (XRD) ������TiAl���˲��������, ���û����ϴ�����������ຬ����
2 ��������
2.1 �����������ĺ����ò
Ti�� AlԪ�ط�ĩ���ư����ĺ����ò��ͼ1��ʾ��

ͼ1 Ti�� AlԪ�ط�ĩ���ư����ĺ����ò Fig.1 Photo of Ti, Al elemental powder rolling blanks
��ͼ1���Կ���, ͨ��Ti�� AlԪ�ط�ĩ��������, �����Ʊ�����ߴ������ (500 mm��230 mm�� (1.3~1.6) mm) , ������������, ��һ����ǿ��, ���κκ��ȱ��, ���������Ľ������� ͬʱ, �۲����������֯�ɷ���, �����Ʒ���, Ti�� AlԪ�ط�ĩ�������в�ͬ�̶ȵ�����, ���γ̶Ƚϴ��AlԪ�ط�ĩ���������������Ʒ������TiԪ�ط�ĩ����, �γɿ�����������Ӧ�����ᡣ �������������ս���Ϊ�ɷ���, ���ַ�ĩ���������������֯�����ڱ�����������״, �ڷ�Ӧ�ϳɹ����пɽ�Ϊ��Ч�ط�ֹ�����ı��λ��ѡ�
2.2 �������������ܶȷ���
��ͬ���ư������ܶ������Ӧ�ķ�ĩ���༰�����������1��ʾ��
��1 �����ܶȺͶ�Ӧ�ķ�ĩ���༰�������� Table 1 Density and rolling parameters of blanks
| Mixed powder | Grain size of Ti elemental powder/mm |
Grain size of Al elemental powder/mm |
Rolling force/kN | Mill rotational rate/ (r��min-1) |
Density/ (g��cm-3) |
Relative density/% |
| Sample 1# | 0.104-0.147 | <0.074 | 360-440 | 0.5 | 3.09 | 83.5 |
| Sample 2# | <0.061 | <0.074 | 300-360 | 1.0 | 3.18 | 85.9 |
| Sample 3# | 0.038-0.061 | <0.074 | 400-420 | 1.0 | 3.08 | 83.2 |
| Sample 4# | <0.038 | <0.074 | 380-400 | 1.0 | 3.02 | 81.6 |
Ti�� AlԪ�ط�ĩ�����������ܶ�Ϊ3.02~3.18 g��cm-3, ����ܶ�Ϊ81.6%~85.9%, ��Ҫȡ���ڷ�ĩ����, ��ȷ�е�˵, ȡ���ڷ�ĩ����װ�ܶȡ� ������ǰ�����������ԭ���ɵõ������ܶ���p���ĩ����װ�ܶ���l֮��Ĺ�ϵ
ʽ�� H��Ϊҧ�����; ��Ϊ�������; ��Ϊ����ϵ����
��ʽ (3) ��֪, ���ư������ܶ����ĩ����װ�ܶȳ����ȡ� ʵ����, 2#��ĩ�൱��3#�ϴַۺ�4#ϸ�۵ĺ�����, �����õ��ķ�ĩ����װ�ܶȽϴ� ��ҧ�������ͬ�������, ��װ�ܶȴ�ķ�ĩ������ʱҧ��ķ�������������, ����ʹ�ð������ܶ�ͬʱ����
2.3 �ս����������
��Ti�� AlԪ�ط�ĩ��������ս������, Ϊ�˷�ֹҺ��Al�ij��ֶ�ʹ��Ӧ���ھ���, �����Ե���Al���۵��� (600 ��) ����50 min, Ȼ��ֱ�����1 200 ���1 300 �汣��60 min, ��ն�Ϊ (3.9~5.3) ��10-3 Pa�� �ս���ɺ�, ���ս���������X�����������, �����ͼ2��ʾ��

ͼ2 Ti�� AlԪ�ط�ĩ�����ս���XRDͼ Fig.2 XRD patterns of TiAl alloys after sintered at different temepratures (a) ��1 200 ��; (b) ��1 300 ��
��ͼ2���Կ���, �����ֱ�1 200 �漰1 300 ���ս��, ������ɾ�ΪTiAl���Ti3Al�ࡣ ���û����ϴ���ⶨ��TiAl�Ͻ���TiAl���Ti3Al�����Ժ���, ������2��ʾ��
�ӱ�2�ɿ���, �Ͻ���Ti3Al��ĺ������ս��¶ȵ������нϴ���ȵ����ӡ� 1 300 ����1 200 �����, Ti3Al��Լ������30.6% (��������) ��
��2 TiAl�Ͻ���TiAl�� Ti3Al�������Ժ��� Table 2 Relative contents of TiAl phaseand Ti3Al phase in TiAl alloy
| Nominal composition |
Sintering temperature/�� |
w (TiAl) /% | w (Ti3Al) /% |
| Ti-46.5%Al | 1 200 | 75.9 | 24.1 |
| Ti-46.5%Al | 1 300 | 45.3 | 54.7 |
2.4 TiAl�Ͻ���˲��ϵĿ�϶����
��ɨ��羵�۲���2#TiAl�Ͻ���˲��ϵĿ��ֲ�, �����ͼ3��ʾ�� ��ͼ3�ɿ���, 2#TiAl�Ͻ���˲��ϵĿ��ֲ���Ϊ����, ������10~20 ��m֮��, ��ɼ�����1~10 ��m֮��, �����һ����С��1 ��m���ס� �Կ�϶������гɷ���ɨ�����, �����ͼ4��ʾ��

ͼ3 2#TiAl�Ͻ���˲��Ͽ��ֲ���SEM�� Fig.3 SEM image of aperture distribution of 2#TiAl alloy filter material
��ͼ4���Կ���, �ڿ�϶����, ����һ��ǿ�ȵ�Ԫ��Al��, ��Ԫ��Ti�������ʧ�� ��˵��, ��϶�����ڷ�Ӧ�ϳ�ǰ��ӦΪAlԪ�ط�ĩ����, ���߶�ӦΪ��Ҫ��Al������������ԭ������϶�� ��Ti�� AlԪ�ط�Ӧ�ϳɹ�����, ����AlԪ�ص���ɢ���ʴ���TiԪ�ص���ɢ����, �Ӷ���ɺϽ��е�

ͼ4 2#TiAl�Ͻ���˲��Ͽ�϶����Ԫ����ɨ�� Fig.4 SEM image of pore area and elemental line scanning of 2#TiAl alloy filter material (a) ��SEM image; (b) ��Al; (c) ��Ti
ƫ��ɢЧӦ (��KirkondallЧӦ)
�ɴ˿�֪, ��������ƫ��ɢ������������������ľ��Ŀ�϶, ����Χ�������һ���̶ȵĸ������� �ڶ�TiAl���Ͻ�ĸ��¿��������ܵ��о��з���, �Ͻ�������һ���̶ȵĸ������ԺϽ�Ŀ��������ܷdz������� ��һ��Զ�ײ��϶���, ��Ҫ���н�һ����ʵ���о���
2.5 TiAl�Ͻ���˲��ϵ��ܶȷ���
�ս��TiAl�Ͻ���˲��ϵ�����ܶȼ��������ư���������ܶȵĶԱ����3��ʾ��
�ɱ�3���Կ���, ����ܶ�Ϊ80%���ϵ����ư����ֱ�1 200��1 300 �������ѹ (��ѹ) �ս��, ������ܶȴ���Ƚ���, ��Ϊ51%~62%, ���͵ķ��ȸߴ�21%~32%�� ���������ѹ�ս�֮��, ����н�����Լ30%�Ŀ�϶�ȡ� ��������϶��48.2%��1#TiAl�Ͻ���˲��ϵ��Ʊ�����Ϊ: ����ѹ��35.3��104~43.1��104 N (����ֱ��Ϊ200 mm) , �ս���̵���������0.33 K/s, �ֱ���873��1 473 K�¶��±���50��60 min�� �ս����Ŀ�϶�ȼ�����϶�����ս�ѹǿ�ı仯��ϵ��ͼ5��ʾ��
��ͼ5���Կ���, ��ͬ�ս������ܿ�϶�Ȼ�϶�Ȼ�������ѹǿ�����������, �ұ��ֳ���ǿ�Ĺ�����, ��仯��Χ��0~6.4%֮�䡣 ������10 kPa���ڵ�ѹǿ�������ս��Ŀ�϶����һ����Ӱ��, Ӱ��̶ȶԲ�ͬ�ķ�ĩ�Ͳ�ͬ���ս��¶ȶ���, �����ԵIJ������ԡ� ��ĩ����Խ��, �ս��¶�Խ��, �ս�����϶�������ֵ�ѹǿ�ı仯�̶�Խ�� �ս��¶�Ϊ1 200 ��ʱ (ͼ5 (a) �� (b) ) , 4#ϸ���ս���϶����ѹǿ�ı仯��Χ (0~0.5%) ԶС��1#�ַ۵ı仯��Χ (0.7%~6.0%) ; ���ս��¶�����1 300 �� (��ͼ5 (c) �� (d) ) , 4#ϸ�۵ı仯��Χ���� (0.5%~2.8%) , ����ԶС��1#�ַ۵� (4%~6.4%) �� ���������е�2#��3#��ĩ, ѹǿ�����ս���϶�ȵ�Ӱ��̶Ƚ���1#�ۺ�4#��֮�䡣
2.6TiAl�Ͻ��ײ��Ϲ������ܲ��Խ��������ʵ�������豸ΪBTP-3���ײ������ܼ��
��3 �ս��������ư���������ܶ� Table 3 Relative density of TiAl sheets before and after sintering
| Sample No. |
Relative density of blanks/% |
Sintered at 1 200 �� | Sintered at 1 300 �� | |||||
| Pressure/Pa | Pressure/Pa | |||||||
| 0 | 6 | 9 | 0 | 6 | 9 | |||
| 1 | 83.5 | 51.8 | 52.5 | 54.4 | 52.0 | 56.2 | 57.7 | |
| 2 | 85.9 | 55.5 | 55.3 | 57.8 | 56.7 | 57.5 | 57.6 | |
| 3 | 83.2 | 54.1 | 55.4 | 57.6 | 55.0 | 57.4 | 58.8 | |
| 4 | 81.6 | 60.2 | 60.3 | 60.7 | 60.5 | 61.0 | 61.7 | |

ͼ5 �ս������ܿ�϶�ȼ�����϶�����ս�ѹǿ�ı仯���� Fig.5 Curves of overall porosity and open porosity of sintered sheets under different pressures (a) ��1 200 ��, overall porosity; (b) ��1 200 ��, open porosity; (c) ��1 300 ��, overall porosity; (d) ��1 300 ��, open porosity
��, ����������ѹ��������2#TiAl���˲��ϵ������� �����Լ����ֲ��� ����������ù�ʽΪ
ʽ�� dΪ��С����ѹǿ��p��Ӧ������; ��Ϊ�Ӵ���; ��Ϊ��ʪҺ��ı���������
����K�ı���ʽΪ
ʽ�� ��pΪѹ��,
ʵ�����������ѹ����ʹ�õ���ʪҺ��Ϊ95%���Ҵ�ˮ��Һ, ������ĽӴ��� (��) Ϊ�㡣 ����ʪĤ�����������뱻��Ĥ�����������, ʪĤ���Ĥ������ (R) ��ӳ����Ĥ������İٷ���:
��R (d) �Կ�d���, �õ����ֲ�����:
ʵ����2#TiAl���˲��ϵ�����KΪ3.219��10-5 m��Pa-1��s-1, ʪ�ɱ�R���d�Ĺ�ϵ���� (������������) ��ͼ6��ʾ��
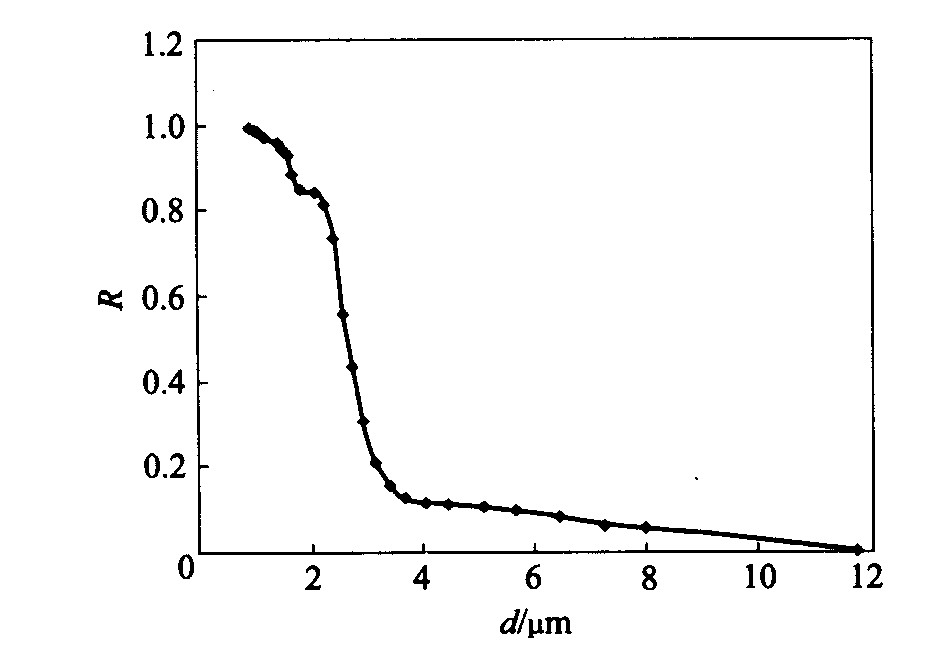
�Դ˻������߽��в�ִ���, �õ���ͼ7��ʾ��TiAl���˲��Ͽ��ֲ����ߡ�
��ͼ7��֪, 2#TiAl���˲��ϵ�����Ϊ11.8 ��m, ��ɼ���Ϊ2.56 ��m, ��С��2 ��m�Ŀ��������3��ǿ����С������, ���ֵ�ֱ�Ϊ1.69�� 1.48��1.18 ��m�� �ɴ˿�֪, ��һ���Ʊ�������, TiAl���˲��ϵĿ��ֲ�״����������һ�������ص�, ���ֲֿ��ĵ�һ�Ժ�ϸ�ֲ��Ķ����, ��ֿ�ϸ��֮�����һ�����Եķֽ�ֵ, ��2#TiAl���˲��϶���, �˷ֽ�ֵΪ2 ��m��
���ֿ��ֲ��Ľ�����TiAl�Ͻ���������������صġ� �ڶ�Ti/Al������TiAl�Ͻ���
ͼ6 2#TiAl���˲��Ͽ��������� Fig.6 Aperture integral curve of 2#TiAl alloy filter material

ͼ7 2#TiAl���˲��Ͽ��ֲ����� Fig.7 Aperture distribution curve of 2#TiAl alloy filter material
�������ܶȷ����в��ѿ���, TiAl�Ͻ��ײ���Լ40%�Ŀ�϶����, �н�20%�Ŀ�϶��Ϊ�������ι���������; ���ս������, ��������Լ20%�Ŀ�϶���ڷ�Ӧ�ϳɹ�����Ti/AlԪ�ص���ɢ��Ϊ�в����� ͼ7��ʾ�ķֲ����߽����Եط�ӳ���������β�ͬ������ơ� ��Ti/AlԪ�ؾ��ҵķ�Ӧ�ϳɹ�����, AlԪ�ص�ƫ��ɢ��Ϊ��δ���ֳ��ϸ�ĵ�һ�����Ժ���ɢ�̶ȵľ�����, �ɴ��������Ŀ�϶�ֲ������ֳ�һ���Ķ���ԡ� ��һ������Ti/AlԪ�ط�ĩ�ij�ʼ���Ⱥ��������տɸı���Ͽ��ֲ��ķֽ�ֵ, ϸ�ֲ��Ķ���Ե�Ӧ�ü�������д���һ���о���
3 ����
1) ����Ti�� AlԪ�ط�ĩΪԭ��, ͨ���������κ����η�Ӧ�ϳɷ�, �Ʊ�����϶��Ϊ38.3%~48.2%��Ti-46.5%�����仯������˲��ϡ�
2) ��������϶��48.2%��TiAl�Ͻ���˲��ϵ��Ʊ�����Ϊ: ����ѹ��35.3��104~43.1��104 N (����ֱ��Ϊ200 mm) , �ս���̵���������0.33 K/s, �ֱ���873 K��1473 K�¶��±���50 min��60 min��
3) ���Ʊ���TiAl�Ͻ���˲��ϵ���ɼ����ɴ�2.56 ��m, ��Ӧ������Ϊ11.8 ��m, ����Ϊ3.219��10-5 m��Pa-1��s-1��
4) �����ѹ�ս��, TiAl�Ͻ���TiAl��Ti3Al�������, Ti3Al�ຬ�����ս��¶����߶����ӡ� �ս�����϶�ȴ��������, ������Ϊ21%~32%�� ԭ�����еĿ�϶��ƫ��ɢ������ս�����϶����Ҫԭ��
5) ��һ���Ʊ�������, TiAl�Ͻ���˲��ϵĿ��ֲ�״������һ�������ص�, ���ֲֿ��ĵ�һ�Ժ�ϸ�ֲ��Ķ���ԡ� �ֿ�ϸ��֮�����һ�����Եķֽ�ֵ, ��2#TiAl������˲��϶���, �˷ֽ�ֵΪ2 ��m��
�����
