
�й���ɫ����ѧ�� 2004,(01),23-27 DOI:10.19476/j.ysxb.1004.0609.2004.01.005
����60Si40Al�Ͻ��װ���ϵ���������Ʊ�
������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����,������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����,������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����,������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����,������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����,�����Ƽ���ѧ�½������Ϲ����ص�ʵ����,�����Ƽ���ѧ�½������Ϲ����ص�ʵ���� ����100088 ,����100088 ,����100088 ,����100088 ,����100088 ,����100085 ,����100085
ժ Ҫ��
����������μ����Ʊ���60Si40Al�Ͻ����͵��ӷ�װ���ϡ��о��˸����ղ����Գ���������Ӱ��,ȷ���˽ϼѹ��ղ������о��˲��ϵ�����֯�Լ�����̬�Ͻ��ڼ��ȱ��¹����е���֯ת�����,ȷ�����ȵȾ�ѹ�¶�,�������ȵȾ�ѹ���ܻ��������о��������:��������֯ϸС,һ�ι���ߴ�ԼΪ10��m,�Ҿ�����ɢ�ֲ�,�ò��ϵ�������ϵ��Ϊ9��10-6��10��10-6/K,�ȵ���ԼΪ110W/(m��K),��һ������ĵ��ӷ�װ���ϡ�
�ؼ��ʣ�
�������;60Si40Al�Ͻ�;��װ����;�ȵȾ�ѹ;
��ͼ����ţ� TN405
����飺������(1971),��,��ʿ,������ʦ.,������ʦ;�绰:01082241228;E mail:973project@mail.grinm.com.cn;
�ո����ڣ�2003-02-26
���������ص�����о���չ�滮������Ŀ(G20000672);
Novel 60Si40Al alloy packaging material by spray forming process
Abstract��
A novel 60Si40Al alloy packaging material for electronic applications was prepared by spray forming technology. The effect of parameter upon performs, the microstructures produced from spray forming process, and the hot isostatic pressing(HIP) process were studied. The results show that Si phase is fine and dispersion, the microstructure of performs from spray forming is fine and uniform, the thermal expansivity(CTE) is about 9��10-6��10��10-6/K, and the thermal conductivity is about 110W/(m��K).
Keyword��
spray forming; 60Si40Al alloy; packaging material; HIP;
Received�� 2003-02-26
Ŀǰ���Ӽ�����·�ѷ�չ�������ģ��, Ҫ����ӷ�װ�Ĺܽ�Խ��Խ��, �ܽŽھ�Խ��ԽС, �Ե��ӷ�װ���ϼ�������Ҫ��Խ��Խ�ߡ� ���ӷ�װ��Ҫ�����¹���, ��: Ϊ���������ṩ��е֧�źͻ�������, �����к������Ե���������Ӱ��, ��ֹ�ֲ��ߵ�ѹ�� ��Ƶ�źź����ȶ�Ӱ����Χ�ĵ�������; Ϊ���������ṩ�ź��������ͨ·; Ϊ��װ�����ṩ����ͨ·; �ṩɢ��ͨ·�� ���Ҫ����ӷ�װ���Ͼ��е�������ϵ���� ���ܶȡ� ���ȵ��ʺͺõ���ѧ����, ͬʱ����������õķ�װ��������, �Լ��߿ɿ��Ժ͵ͳɱ���
��ͳ�ĵ��ӷ�װ�����Ѳ���Ӧ�ִ��Ƚ������ͻ�ϵ�·�����ķ�װҪ��, ���ܿɷ��Ͻ�(Kovar�Ͻ�, һ��Fe-Co-Ni�Ͻ�)������뵼�����黯�������������ϵ��(CTE), ���ò����ȵ��ʵ͡� �նȵ�, �����ܶ�ƫ��, ��Ժ��պ����װ������Ҫ���ϸ��Ӧ�ø�Ϊ������ Cu-85%W�Ͻ����ȴ����Է������ڿɷ��Ͻ�, �������ܶ�Ϊ�ɷ��Ͻ��2��, ��������Լ�����ڵ��ӷ�װ�е�Ӧ�á� ��������������ϵ����뵼����ʮ�����, �Ҿ����ܶȵ͡� �նȸߵ��ŵ�, ����ƺ;��ܻ��ӹ��ȷ�װ�������ܽϲ�
�����Ͻ��ܶ�С(<3��103 kg/m3 )�� ������ϵ����, ���, ͨ����Ʋ��ϵijɷ�, �ɵõ�һ���������ʡ� ���и��ȴ����ʡ� ������ϵ����뵼�����黯��ƥ��ĸ߹�(50%��70%, ��������)SiAl�Ͻ����, ʹ֮�����ִ���װ������Ҫ��
Ϊ��, ����������������μ����Ʊ��˹躬��Ϊ60%�Ĺ����Ͻ�������, �������˺������ܻ�����, ����������Ҫ���ܡ�
1 ʵ��
ʵ�����úϽ�ɷ�Ϊ60Si40Al, ԭ��ѡ�ù�ҵ������ҵ����, �������ʵ���ڱ�����ɫ�����о���Ժ�ͽ�����ұ�����о����������Ƶĸ���ո�����������豸�н���, ����˫�������ʽ������������, ��������Ϊ�ߴ����, ���������������������ϵͳ��Ϸ�ʽΪֱ��б��, б���Ƕ�Ϊ30�㡫40��, ƫ�ľ�Ϊ30mm, ���վ���Ϊ500��700mm, ������������Ϊ6��8kg/min, ����ѹ��Ϊ0.6��0.8MPa��
���ñ�����ɫ�����о���Ժ��QIH-6 �ȵȾ�ѹ���Գ��������������ܻ������� ���幤��Ϊ: �����������, ��̬�¶�500��ʱ��ѹ4h; ��Һ������590��ʱ��ѹ2h��
��GJB332-87�����DzⶨSi-Al�Ͻ��������ϵ��, ʵ���������ߴ�Ϊd7mm��65mm��
����֯�ֱ���NEOPHOT-2��ѧ������CAMBRIDGE-2��ɨ��羵�Ͻ��С�
2 ���������
2.1 ��������Ʊ�����
��������ι��չ����кϽ�������Ҫ��ֱ��Ϊ3��4mm�ĵ�����ע��������, Ϊ��֤�Ͻ�Һ�������������б����ȶ�, ͨ����Ҫ������ȶ��ںϽ��۵��20%��30%, ��60Si40Al�Ͻ���۵���1350��, �������¶�Ϊ1650�档 ��ʵ�����˫��Ӧ���ȸ��¸�����������豸, ��ͼ1��ʾ, �����Ҳ���˫��Ӧ����, ���Ͻ�����¯���м�����ø�Ӧ����, �����ں̵ܶ�ʱ���ڼ�����1650�档

ͼ1 ��������Ʊ�װ��ʾ��ͼ
Fig.1 Sketch of high-temperature spray forming equipment
������εĿɿع��ղ���������������ѹ���� ���������������ʡ� ���������ٶȡ� ���������������ʡ� ���վ���ȡ� ���������������۲�����Ҫ���������ߴ硢 ����֯�����ԡ� ���ܶȵȡ� ������γ�������������������֯��������Һ�εijߴ�ֲ���������, ���ͨ������������������������������������ʱ�(G/M��)��Ϊ������ε���Ҫ����, G/M�Ⱦ���������Һ�ε�ƽ���ߴ�ͳߴ�ֲ�, �Ӷ��������������������������ʱ�Ĺ��ຬ���� ��1�г���������ι��ղ����Գ��������ij����ԡ� ��֯״���� ���ܶȵ�Ӱ�졣 ��G/M�Ƚ�Сʱ, ��ȴ�ٶ�Ҳ��Խ�С, �������ε�����ջ���ʱҺ�ຬ��ƫ��, ������ɳ��������д��ڳߴ�ϴ������, ���ܶȵ͡� �෴, G/M�Ƚϴ�, ����Һ��ԽϸС, ��ȴ�ٶ�Խ��, �������ε����������ʱ���ຬ��ƫ��, �������֯ϸС�����������д��ڴ�����ϸС����, ���ܶȵ�, ͬʱ, ���ڳ���������ճ��ϵ����С, ����յ����½��� ��˱���ѡ�����еĹ��ղ������ܱ�֤������������������, ����֯����ϸС, ���ܶȸߡ� ��������ѡ��, ��ΪG/M��Ϊ4.0��4.5, ���վ���Ϊ600mm�DZȽ�����Ĺ��ղ�����
��1 ���ղ����Գ��������ij����ԡ���֯�� ���ܶȵ�Ӱ��
Table 1 Effect of parameters onmicrostructure, density and forming
G/M ratio |
Flight distance /mm |
Forming | Microstructure/ ��m |
Relative density/% |
3.0 3.5 4.0 4.5 5.0 5.5 |
500 700 500 600 700 500 |
Surface is coarse Surface is coarse Good Excellent Good Good |
5��15 5��15 3��10 3��8 3��8 3��6 |
94 93 96 96 93 94 |
Relative density is ratio of measuring density to theory density.
2.2 ������������֯����
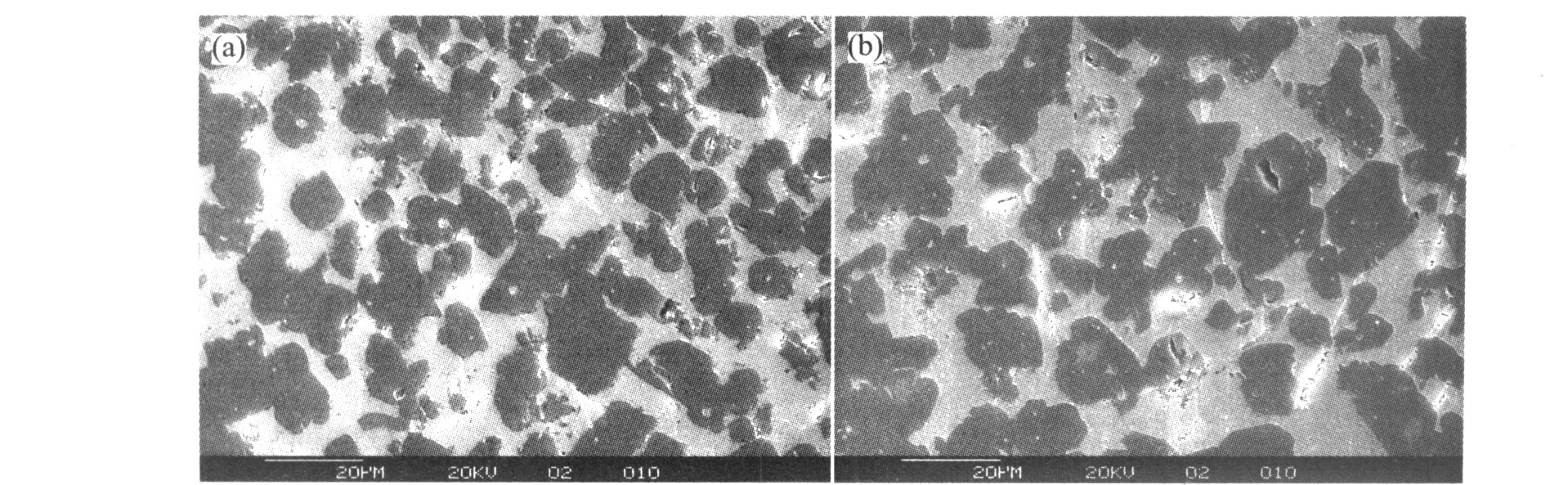
ͼ2��ʾΪ����������������ι����Ͻ�����֯�ĶԱȡ� ��̬����֯��Ҫ�ɴ�ġ� �����ġ� ���滯�ĺ��ݺ�ȵ�һ�ι辧�����, ��״һ�ι���ijߴ�Ϊ����, ������¼��ȸ������Ե�����֯, �⽫�к�����ѧ���ܡ� �������ܺͿɼӹ��ԡ� ���������̬�ĺϽ���֯����ϸ��, һ�ι������������ṹ, �ߴ��Լ��10��m����, �Ҿ�����ɢ�ֲ�, ���������ͨ������Ͻ���֯��ɵIJ���Ӱ�졣
2.3 ���ܶȻ�����
����������Ʊ��IJ������ܶ�ͨ����95%��98%֮��, ����ڲ���ʵ��ʹ��֮ǰ, ����Ҫͨ���ȼ�ѹ�� ��ѹ���ȱ��μӹ�ʹ���ϴﵽ���ܻ��� �����������ͷ�װ���ϵĹ躬���ߴ�60%, ������֯����ϸС, ��Ҫͨ��������ȱ��μӹ������Ǻ���ʵ�ֵ�, ���ϣ��������ѹ���ȵȾ�ѹ�������ܻ������� Ϊ��̽���������ȱ������ܻ��Ͱ��̬������εĹ��ղ���, �������о������ڼ��ȱ��¹����е���֯ת�����, �Ա���õؿ�����֯ת�����, ������Ĵֻ��ٶ�, ����ȵر���������ι����Ͻ�Ŀ���������֯������
ͼ3��ʾΪ����̬60Si30Al�Ͻ���550��620�汣��1h��ˮ������������֯�� ��ͼ3�ɼ�, ��570�����±���ʱ, ������ߴ�������ֲ���, �������¶Ƚ�һ������ʱ, ����ߴ翪ʼ����, ��һЩ�ߴ�dz�С�Ŀ������ܽ���ʧ�� ���¶ȴﵽ620��ʱ, ����������Գ���, ����ȱ��μӹ��¶�Ӧ������620�����¡�
�ȵȾ�ѹ����������ַ���: 1)����500���±��±�ѹ, ʹ���ϴﵽ���ܻ�; 2)����Һ��������(��590��)��ʱ���±�ѹ, �Ӷ�ʹ���ϴﵽ���ܻ��� ͼ4��ʾΪSi-Al�Ͻ��ڲ�ͬ�������ȵȾ�ѹ�������֯, ��500������ȵȾ�ѹ����Һ�������Ͻ����ȵȾ�ѹҪ�á� ��Ϊ��500���ȵȾ�ѹ, �������������Գ���ϸ���ȱ��, �ҹ����ϸС������ɢ; ����590���ȵȾ�ѹ, ��ʹ�������־ֲ��ۻ�, �ҹ�����г�������ơ�
��2�г��˲�ͬ�ɷֵ��������Si-Al�Ͻ��ڲ�ͬ�¶����ȵȾ�ѹ���ܻ���ĺϽ����¶ȵĹ�ϵ�� �������: ���¶���40��150��ʱ, �Ͻ��CETֵΪ9.1��10-6��10.3��10-6/K, ����Al2O3��GaAs��һ��, �����ڱ��ֺõ�ƥ���ԡ�

ͼ2 60Si40Al�Ͻ���ͽ�����֯
Fig.2 Microstructures of 60Si40Al alloy
(a)��As-cast; (b)��As-deposited

ͼ3 �������60Si40Al�Ͻ��ڲ�ͬ�¶ȱ���1h�������֯
Fig.3 Microstructures of spray formed 60Si40Al alloy after kept for 1h at different temperatures
(a)��490��; (b)��510��; (c)��530��; (d)��550��; (e)��570��; (f)��620��
ͼ4 �������60Si40Al�Ͻ��ȵȾ�ѹ�������֯
Fig.4 Microstructures of spray-formed 60Si40Al alloy after HIP
(a)��500��; (b)��590��
��2 ��ͬ�����µĹ����Ͻ�������ϵ��
Table 2 Coefficient of thermal expansion(CTE) of SiAl alloys
�¶ȷ�Χ/�� |
ƽ��������ϵ����/(10-6��K-1) |
|
500�� �ȵȾ�ѹ |
590�� �ȵȾ�ѹ | |
20��40 |
9.1 | 9.5 |
20��50 |
9.2 | 9.6 |
20��60 |
9.3 | 9.7 |
20��80 |
9.5 | 9.8 |
20��100 |
9.6 | 9.9 |
20��150 |
9.9 | 10.3 |
ͼ5��ʾΪ�����Ͻ��ȵ������¶ȱ仯�Ĺ�ϵ, ��ͼ5���Կ���, �����¶ȵ�����, 60Si40Al�Ͻ���ȵ�����104��114W/(m��K)֮�������ߡ� �������Ͻ����Ź躬��������, �ȵ��������½���

ͼ5 �����Ͻ���ȵ������¶ȵĹ�ϵ
Fig.5 Thermal conductivity��temperature curves of spray-formed SiAl alloy
3 ����
1) ����������μ����Ʊ���60Si40Al�Ͻ��������, ������ε�����Ʊ�����ΪG/M��Ϊ4.0��4.5, �����̵Ľ��վ���Ϊ600mm��
2) �봫ͳ���칤�����, ����������Ʊ���60Si40Al�Ͻ��й�����ߴ�Ϊ10��m����, ����ϸС�� ����ɢ�ֲ�, �����ں����ȵȾ�ѹ������
3) �о����ȵȾ�ѹ����, ���ܻ�������IJ���������ϵ��ԼΪ9��10-6��10��10-6/K, �ȵ���ԼΪ110W/(m��K), ����������ӷ�װ��ҵ�Ը����ܷ�װ���ϵ�Ҫ��
�����
[1] ��WhiteD,KeckS,SmithI.Newgroundinhybridpackaging[J].HybridCircuitTechnology,1990,12(1):1419.
[7] ��SingerARE.Theprinciplesofsprayrollingofmetals[J].MetMater,1970,4:246249.
