
Trans. Nonferrous Met. Soc. China 24(2014) 528-535
Loose-stratification model in separation process for vanadium pre-concentration from stone coal
Yun-liang ZHAO, Yi-min ZHANG, Shen-xu BAO, Tao LIU, Ying BIAN, Mou-feng JIANG, Xiang LIU
College of Resources and Environmental Engineering, Wuhan University of Technology, Wuhan 430070, China
Received 20 January 2013; accepted 8 May 2013
Abstract:
A technology of one-stage roughing and one-stage scavenging vanadium pre-concentration with shaking table was investigated for improving vanadium grade and decreasing acid consumption minerals content based on the quantitative evaluation of minerals by scanning electronic microscopy (QEMSCAN). In order to visually illustrate how the vanadium-bearing minerals were separated from system, a loose-stratification model was established with Bagnold shear loose theory and Kelly stratification hypothesis. Through the model, it was inferred that fine fraction and coarse fraction of vanadium-bearing muscovite particles easily became the concentrate in roughing and scavenging stages, respectively. The type of the dominant effect on the loose-stratification was confirmed. In the roughing stage, gravity sedimentation played a leading role in the loose-stratification process. However, in the scavenging stage, shearing dispersion pressure caused by asymmetric motion of table deck took an important part in the loose-stratification process. Finally, the correction of the loose-stratification model was validated by the practical experiment.
Key words:
loose-stratification model; pre-concentration; stone coal; separation process;
1 Introduction
In China, vanadium is mainly recovered from vanadium-titanium magnetite ore and stone coal. The gross reserve of vanadium in terms of V2O5 in stone coal is 118 million tons which is 6.7 times that in vanadium-titanium magnetite, accounting for more than 87% of the domestic reserve of vanadium [1]. Therefore, many techniques of vanadium extraction from stone coal are researched and developed, and the techniques generally include roasting, acid leaching, ion purification, precipitation and calcinations [2-5]. However, owing to the low grade of vanadium and high content of acid consumption materials, the vanadium extraction techniques are always perplexed with the problems of enormous ore handling quantity, high energy consumption and high acid consumption [6,7]. Hence, the vanadium pre-concentration research for improving the grade of vanadium extraction raw material is necessary.
The vanadium pre-concentration from stone coal by beneficiation has been seldom investigated. WU et al [8] ever attempted to adopt the flotation method to pre-concentrate the vanadium. However, due to the carbonaceous mudstone covering on the surfaces of mineral particles, the floatability difference among mineral particles obviously decreased. The flotation separation result was not satisfactory. Shaking table is a kind of gravity separation method which is characteristic of high concentration ratio and not influenced by carbonaceous mudstone [9], hence the vanadium pre-concentration from stone coal by shaking table is taken into account. The vanadium pre-concentration flowsheet, technical indicators and economic benefit were firstly briefly introduced in this work. However, the loose-stratification behavior of mineral particles in the separation process of vanadium pre-concentration is still unclear and the dominant effect on the loose- stratification is also uncertain. Hence, the loose- stratification model in separation process was established with help of Bagnold shear loose theory [10] and Kelly stratification hypothesis [11]. Meanwhile, the type of the dominant effect on the loose-stratification was confirmed. The loose-stratification model can visually illustrate how vanadium-bearing minerals were separated from the system and the confirmed dominant effect type can provide theoretical guidance for optimization of technical parameters, such as lateral gradient, stroke and frequency of stroke. Finally, the loose-stratification model was validated by the practical experiment.
2 Experimental
2.1 Materials preparation
The stone coal was collected from Teng-da Mining and Metallurgy Co. Ltd., Hubei, China. Around 200 kg of representative ores were crushed to below 2 mm, with two-stage jaw crusher and one-stage roll crusher. The crushed samples were then uniformly mixed and divided into 100 portions. The mass of each portion was 2 kg. The divided samples were decarbonized in a SXZ-10-B muffle furnace at 700 ��C for 60 min, and then the decarbonized samples were wet-ground for 6 min in a HLXMB-240��300 laboratory rod mill at 50% solids, until the particle size distribution of 63% below 74 ��m was achieved. The ground products were the roughing feed for the shaking table.
2.2 Materials characterization
The chemical composition analysis and mineral composition analysis of the roughing feed were carried out by quantitative evaluation of minerals scanning electronic microscopy (QEMSCAN). Fix carbon (FC) content analysis was conducted with HTGF-3000 coal industry analyzer. The available element of the feed was only vanadium, and the main components were SiO2 and Al2O3 (Table 1). From Table 2, it is shown that the main acid consumption minerals in the roughing feed are hematite and calcite. The previous research discovered that the most vanadium of the roughing feed existed in muscovite as isomorphism [12], and QEMSCAN studies reveal that most of muscovite are distributed in coarse particles and fine particles. The middle size particles have little muscovite (Fig. 1). The size distribution curve of the roughing feed is presented in Fig. 2. The mass median diameter d50 and the density of the roughing feed are 54 ��m and 2.72��103 kg/m3, respectively.
Table 1 Chemical composition of roughing feed for shaking table (mass fraction, %)
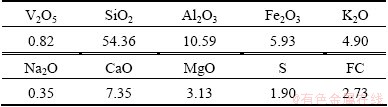
Table 2 Mineral composition of roughing feed for shaking table (mass fraction, %)
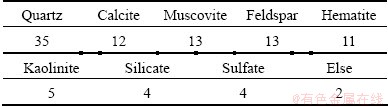
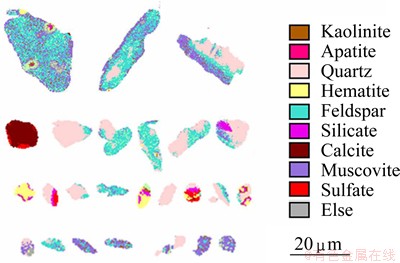
Fig. 1 Vanadium contribution particles in roughing feed for shaking table
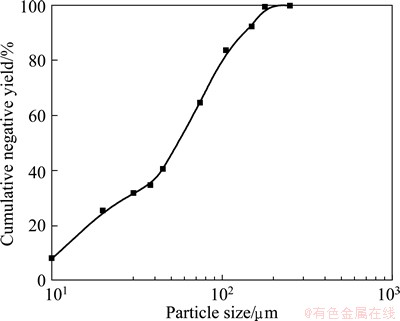
Fig. 2 Particle size distribution of roughing feed for shaking table
2.3 Procedure and product measurement
The samples were treated by one-stage roughing and one-stage scavenging with RK/LY-1100��500 frequency conversion shaking table and the operation parameters were confirmed by condition experiments. The parameters of roughing were capacity of 30 kg/h, pulp density of 20%, lateral gradient (��) of 0.65��, horizontal flush water of 400 L/h, stroke of 16 mm and stroke frequency of 350 min-1. The parameters in the scavenging stage were capacity of 20 kg/h, pulp density of 15%, lateral gradient of 0.90��, horizontal flush water of 300 L/h, stroke (l) of 16 mm and stroke frequency (n) of 350 min-1. In the roughing stage, the separation products, from light mineral terminal to heavy mineral terminal, are called concentrate I, middling I and tailing I, respectively, and in the scavenging stage they are called concentrate II and final tailing, respectively.
The vanadium grade was determined in accordance with the Test Methods of Vanadium in Coal Standard [13]. The chemical analysis of products was performed with the Xios advanced X-ray fluorescence (XRF) analyzer. Size analysis was conducted using screen analysis method and sedimentation size analysis method. The screen analysis method was adopted when the particle size was larger than 38 ��m. As for the particle size smaller than 38 ��m, the sedimentation size analysis method was selected. The density determination of the feeds and products was measured with the pycnometer method. The free settling method was used to determine the shape coefficients of the products and it is as follows.
1) Measure the time t that particle passing a certain distance H, and this measurement was conducted to 40 particles.
2) Calculate the average time tave,
 (1)
(1)
and the terminal free settling velocity vave was
 (2)
(2)
3) The shape coefficient �� was expressed as
 (3)
(3)
where vsph is the terminal free settling velocity of a sphere particle, whose size and density are equal to the average particle size and density of the product. vsph can be calculated according to the Stokes�� Law:
 (4)
(4)
where g is the acceleration of gravity, ��sph is the density of the sphere particle, �� is the density of water, dsph is the particle size of the sphere particle, and �� is the dynamic viscosity of the water.
3 Results and discussion
3.1 Introduction of vanadium pre-concentration with shaking table
Figure 3 presents the flowsheet of the vanadium pre-concentration with shaking table. Through the pre-concentration, 15.71% of the feed can be rejected, and the vanadium loss rate is only 4.75%. The characteristic diffraction peaks of the muscovite in the final concentrate are stronger than those in the final tailing (see Fig. 4). It is shown that the vanadium pre-concentration actually is the enrichment of the muscovite. Meanwhile, the characteristic diffraction peaks of the hematite and calcite in the final concentrate are weaker compared with the final tailing. The chemical analysis of the final concentrate and final tailing indicates that the pre-concentration process not only improves V2O5 grade, but also decreases the contents of Fe2O3 and CaO (see Fig. 5). The technology is characterized by simple flowsheet and simple operation, and the concentrate can be directly used for leaching. A preliminary economic analysis of the vanadium extraction with the pre-concentration process was undertaken compared with direct vanadium extraction (without vanadium pre-concentration). The net benefits created by the pre-concentration process are more than 6500 Yuan/t V2O5, and it is beneficial to the relieve high production cost for the vanadium extraction enterprises.
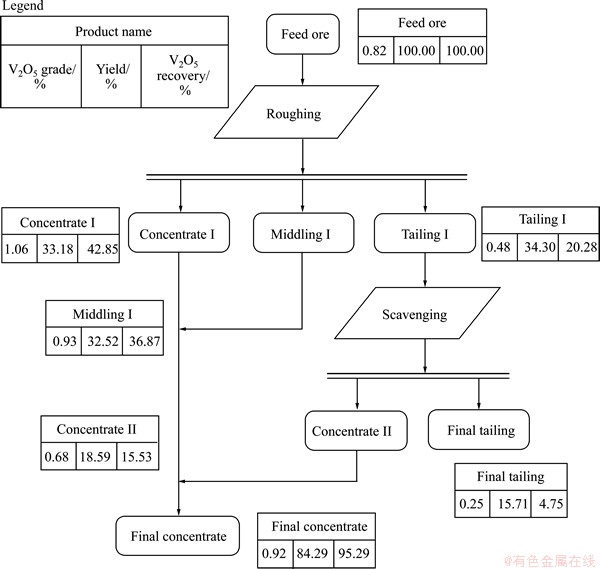
Fig. 3 Flowsheet of vanadium pre-concentration process with shaking table
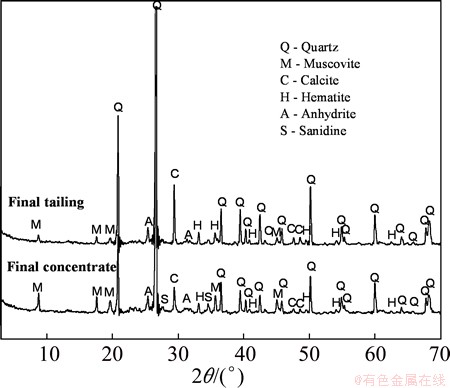
Fig. 4 XRD patterns of final concentrate and final tailing
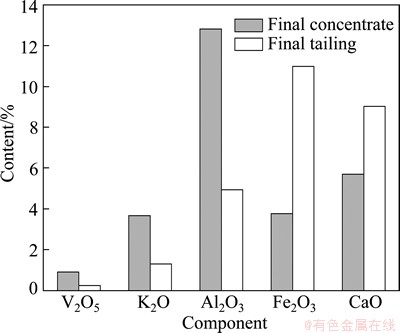
Fig. 5 Chemical component of final concentrate and final tailing
3.2 Establishment of loose-stratification model
3.2.1 Theoretical background
On the shaking table, the mineral particles in the slurry are stratified according to density, granularity and shape. BOGNOLD [10] proved that when the particles were carried by fluid, the particles were subjected by shearing force. The shearing dispersion pressure has two types: the inertial shear and viscous shear. The formulas of the two kinds of shearing dispersion pressures for the uniform spherical particles are given.
For the inertial shear,
 (5)
(5)
For the viscous shear,
 (6)
(6)
where Pi and Pv are the inertial shearing dispersion pressure and viscous shearing dispersion pressure, respectively; ��s is the particle density; d is the diameter of the particle; u is the flow velocity; h is the depth of a certain fluid layer; �� is the linear concentration, which is the ratio of the particle diameter to the average clearance distance. The relationship between linear concentration �� and volume concentration C is defined by
 (7)
(7)
where C0 is the maximum volume concentration for particle natural accumulation. For sphere particle, C0= 0.74, and for uniform mineral particle, C0=0.65.
The inertial shear is originated from elastic collision among particles and the viscous shear is generated by the viscosity of fluid. The shear type can be judged through the value of N, which is expressed as
 (8)
(8)
When N<40, the shearing type belongs to the viscous shear; when N>450, it belongs to the inertial shear; when N =40-450, it belongs to the transition state of the two kinds of shear.
In Eq. (8), the shear rate du/dh relates to the flow velocity distribution of the slurry. For the shaking table, the flow velocity distribution character of the slurry is close to the laminar flow. Hence, the laminar flow theory equation for the flow velocity distribution can be applied to calculating the shear rate du/dh [14].
 (9)
(9)
where H is the thickness of the flowing film, uh is the flow velocity at depth h of a certain fluid layer, and umax is the maximum flow velocity.
On the condition of the laminar flow, uh is given by HUANG and GU [15]:
uh=��gsina(2H-h)/2��s (10)
With suitable rearrangement of Eq. (10), the thickness of the flowing film H is given by
 (11)
(11)
where ��s is the dynamic viscosity of the slurry, q is the slurry flow per unit width and �� is the deck dip. Equation (11) indicates that if the deck dip and flux are known, the thickness of flowing film can be calculated.
The differential equation for Eq. (9) is given by
 (12)
(12)
where umean is the mean flow velocity, umax=1.5umean. Assuming h is tiny, Eq. (12) can be rewritten as
 (13)
(13)
Based on the Bagnold shear loose theory, KELLY and SPOTTISWOOD [11] used the ratio of the shearing dispersion pressure P to the effective gravity per unit projected area Pg to judge the stratification of the particles. The effective gravity of particle per unit projected area, Pg, is expressed as
 (14)
(14)
For the particles in the bevel flow, the effective gravity of particle per unit projected area is also expressed as [16]
Pg=(��s-��)gcos��HC (15)
For the inertial shear, by substituting Eq. (5) for P and Eq. (14) for Pg and simplifying them, the ratio of the shearing dispersion pressure P to the effective gravity per unit projected area Pg is given as follows:
 (16)
(16)
For the viscous shear, by substituting Eq. (6) for P and Eq. (14) for Pg and simplifying them, P/Pg is described as
 (17)
(17)
3.2.2 Loose-stratification model calculation
Table 3 gives the characteristic of the feed and operation parameters in the roughing and scavenging stage, which are needed in the loose-stratification model calculation. In Table 3, Q is the slurry flow, and w is the width of the table.
Table 3 Characteristic of feed and operation parameters in roughing and scavenging stage
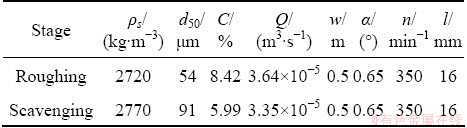
The specific calculation steps and results in the roughing and scavenging stage are as follows.
1) Roughing stage
The revised formula of the slurry dynamic viscosity ��s for the mineral slurry is given by HUANG and GU [15]:
��s=(3.8��2.5+1+2.5C)��=5.24��10-3 Pa��s (18)
The thickness of the flowing film H is given by
 (19)
(19)
The mean flow velocity umean is
 (20)
(20)
The shear rate of flow for shaking table includes two portions. One part is caused by the inherent motion of the flow, and another is caused by the asymmetric motion of the table deck. The inherent shear rate of flow (du/dh)i is
 (21)
(21)
The maximum shear rate of flow caused by shaking (du/dh)s is [17]
 (22)
(22)
The total shear rate of flow du/dh is
 (23)
(23)
 (24)
(24)
Equation (24) shows that the value of N is less than 40. The shear type of the shaking table in the roughing stage belongs to the viscous shear.
The inherent viscous shearing dispersion pressure Pvi is
 (25)
(25)
The viscous shearing dispersion pressure caused by the asymmetric motion of the table deck Pvs is
 (26)
(26)
The total viscous shearing dispersion pressure Pv is
 (27)
(27)
Pg=(��s-��)gcos��HC=2.95 N/m2 (28)
 (29)
(29)
 (30)
(30)
Equation (30) shows that the asymmetric motion of the table deck makes main contribution to the shearing dispersion pressure and the gravity sedimentation plays the leading role in the loose-stratification process of the roughing stage. Therefore, the coarse and heavy particles will lie at the bottom of the stream, and the fine and light particles will stand on the top of the stream in the roughing stage. Because the vanadium-bearing muscovite particles are distributed in coarse fraction and fine fraction, and the fine fraction mainly lies on the top and easily enters into the concentrate launder.
2) Scavenging stage
Similarly, the above calculation steps were also used for establishing the loss-stratification model in the scavenging stage. The calculation results of N, Pvi, Pvs, Pv, Pg, Pv/Pg in the scavenging stage are presented in Table 4. In the scavenging stage, the value of N is less than 40, therefore the shear type also belongs to the viscous shear. Because Pvi/Pvs is less than 1, the shearing dispersion pressure is mainly caused by the asymmetric motion of the table deck. Contrary to the roughing stage, Pv/Pg is more than 1, which indicates that the shearing dispersion pressure plays the major part in the loose-stratification process of the scavenging stage. Hence, the fine and heavy particles will be located at the bottom of the stream, and the coarse and light particles will lie on the top of the stream in the scavenging stage. It is beneficial to make the coarse fraction of muscovite particles become the concentrate.
Table 4 Calculation results for establishing loss-stratification model in scavenging stage

In a word, the loose-stratification model for the roughing and scavenging stage with shaking table for vanadium pre-concentration can be illustrated by Fig. 6.
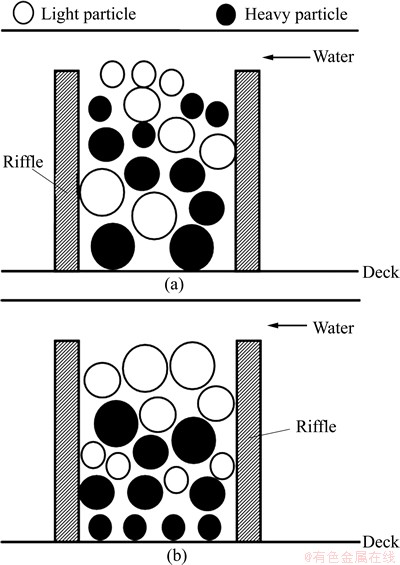
Fig. 6 Loss-stratification model for roughing (a) and scavenging (b) with shaking table
3.2.3 Loose-stratification model validation
The particle size distribution, density and shape coefficient of practical separated products through the vanadium pre-concentration process were measured to verify the loss-stratification model. The mass median diameters d50 of the roughing and scavenging products can be obtained through the particle size distribution curves of the products (Figs. 7 and 8). The mass median diameters d50 of concentrate I, middling I, tailing I, concentrate II and final tailing are 23, 73, 91, 97 and 87 ��m, respectively. The mass median diameter d50 of roughing concentrate is much smaller than that of roughing tailing. Contrary to the roughing stage, the mass median diameter d50 of scavenging concentrate is larger than that of scavenging tailing. This phenomenon shows that the fine particles in the roughing stage lie on the top of stream while it is contrary to the scavenging stage. It is consistent with the loose-stratification model.
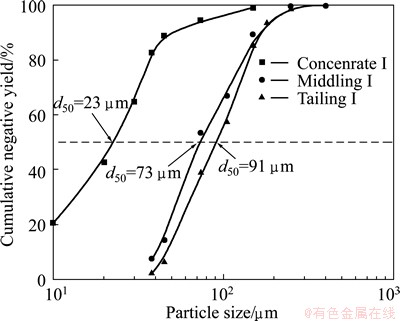
Fig. 7 Mass median diameter of roughing products measured through particle size distribution curve
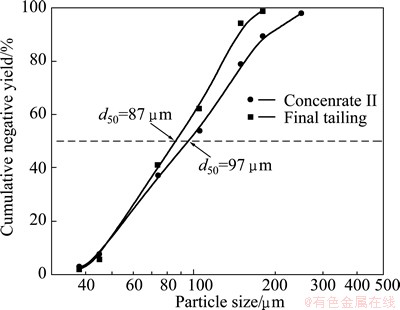
Fig. 8 Mass median diameter of scavenging products measured through particle size distribution curve
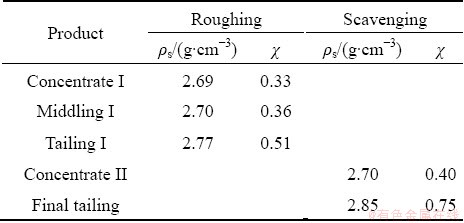
The densities and shape coefficients of the roughing and scavenging products are shown in Table 5. The densities and shape coefficients of roughing and scavenging concentrates are both less than those of tailings. The concentrates are lighter than the tailings and the concentrates are more lamellate compared with the tailings. It infers that the light and lamellate particles lie on the top of the stream in the stratification process of the roughing and scavenging stage. The phenomenon is also consistent with the loose-stratification model.
Table 5 Densities and shape coefficients of roughing and scavenging products
4 Conclusions
1) The vanadium pre-concentration process can not only improve the V2O5 grade, but also obviously decrease the acid consumption minerals content. Moreover, the pre-concentration is characterized by simple flowsheet and simple operation, and the net benefits created by the pre-concentration are more than 6500 Yuan/t V2O5.
2) The loose-stratification model is established. In the roughing stage, the gravity sedimentation plays a leading role in the loose-stratification process, and it makes fine and light particles stand on the top of the stream. However, in the scavenging stage, the shearing dispersion pressure caused by asymmetric motion of table deck takes an important part in the loose-stratification process, and the stratification result is coarse and light particles lie on the top of the current. The loose-stratification model shows fine fraction and coarse fraction of vanadium-bearing muscovite particles become the concentrate in roughing and scavenging stages, respectively.
3) The loose-stratification model is validated by the pre-concentration experiment, and the model is consistent with the practical loose-stratification phenomenon during vanadium pre-concentrated from stone coal.
References
[1] ZHU Yang-ge, ZHANG Guo-fan, FENG Qi-ming, LU Yi-ping, OU Le-ming, HUANG Si-jie. Acid leaching of vanadium from roasted residue of stone coal [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S1): s107-s111.
[2] LI Cun-xiong, WEI Chang, DENG Zhi-gan, LI Min-ting, LI Xing-bin, FAN Gang. Recovery of vanadium from black shale [J]. Transactions of Nonferrous Metals Society of China, 2012, 20(S1): s127-s131.
[3] ZHANG Yi-min, HU Yang-jia, BAO Shen-xu. Vanadium emission during roasting of vanadium-bearing stone coal in chlorine [J]. Minerals Engineering, 2012, 30(4): 95-98.
[4] LONG Si-si, ZHANG Guo-fan, FENG Qi-ming, OU Le-ming, LU Yi-ping. Desiliconisation of alkaline leaching solution of roasted stone coal with carbonation method [J]. Transactions of Nonferrous Metals Society of China, 2012, 20(S1): s132-s135.
[5] LI Min-ting, WEI Chang, FAN Gang, LI Cun-xiong, DENG Zhi-gan, LI Xin-bin. Pressure acid leaching of black shale for extraction of vanadium [J]. Transactions of Nonferrous Metals Society of China, 2012, 20(S1): 112-117.
[6] ZHANG Yi-min, BAO Shen-xu, LIU Tao, CHEN Tie-jun, HUANG Jing. The technology of extracting vanadium from stone coal in China: History, current status and future prospects [J]. Hydrometallurgy, 2011, 109(1): 116-124.
[7] CHEN Xiang-yang, LAN Xin-zhe, ZHANG Qiu-li, MA Hong-zhou, ZHOU Jun. Leaching vanadium by high concentration sulfuric acid from stone coal [J]. Transactions of Nonferrous Metals Society of China, 2012, 20(S1): s123-s126.
[8] WU Hui-ling, ZHAO Wei, LI Min-tin, DENG Gan-zhi, GE Huai-hua, WEI Chang. New craft study on enriching vanadium by means of priority coal flotation from high carbon stone-coal [J]. Journal of the Chinese Rare Earth Society, 2008, 26(8): 530-533. (in Chinese)
[9] MANSER R J, BARLEY R W, WILLS B A. The shaking table concentrator��The influence of operating conditions and table parameters on mineral separation-the development of a mathematical model for normal operating conditions [J]. Minerals Engineering, 1991, 4(3): 369-381.
[10] BOGNOLD R A. Experiments on a gravity-free dispersion of large solid spheres in a Newtonian fluid under shear [J]. Proceedings of the Royal Society of London Series A, 1954, 225(11): 49-53.
[11] KELLY E G, SPOTTISWOOD D J. Introduction to mineral processing [M]. New York: John Wiley & Sons, 1982: 258-263.
[12] HU Yang-jia, ZHANG Yi-min, BAO Shen-xu, LIU Tao. Effects of the mineral phase and valence of vanadium on vanadium extraction from stone coal [J]. International Journal of Minerals Metallurgy and Materials, 2012, 19(10): 893-898.
[13] GB/T 19226. Method of determination of vanadium in coal [S].(in Chinese)
[14] HUANG Shu. Application of Bagnold��s shearing theory in gravity slime concentration [J]. Journal of Centre South Mining and Metallurgical College, 1983, 36(2): 8-14. (in Chinese)
[15] HUANG Shu, GU Feng. A study of separation process in shaking sluice [J]. Chinese Journal of Nonferrous Metals, 1984, 36(4): 20-27. (in Chinese)
[16] WANG Wei-xing. New points on the principle of tabling [J]. Mining and Metallurgical Engineering, 1987, 7(3): 19-23. (in Chinese)
[17] BURCH C R. Helicoid performance and fine cassiterite-joint discussion [J]. Minerals Processing & Extractive Metallurgy, 1962, 71(5): 406-415.
ʯú�ᷰԤ������������е���ɢ-�ֲ�ģ��
����������һ������������ �Σ��� ӱ����ı�棬�� ��
�人������ѧ ��Դ�뻷������ѧԺ���人 430070
ժ Ҫ����ɨ��羵���ﶨ������(QEMSCAN)���տ���ѧ�о��Ļ����ϣ�����ҡ����ѡ���ն�ʯú�еķ�����Ԥ��������ʵ����߷�Ʒλ��ͬʱ�����ͺ������ĺ�����������Bagnold�������ۺ�Kelly�ֲ��˵������������е���ɢ-�ֲ�ģ�ͣ��Բ��������������ӷ�ѡ��ϵ�з���Ļ������Ҷ�ģ�ͽ�����֤��ģ�ͽ��������ϸ���������������ʹ����������������ֱ��ڴ�ѡ��ɨѡ��ʵ�ַ��룻��ģ�ͼ��������ȷ����Ӱ���ѡ��ɨѡ�η�����������أ��ֱ�Ϊ����������ҡ������IJ��Գ������˶������ļ��з�ɢѹ��
�ؼ��ʣ���ɢ-�ֲ�ģ�ͣ�Ԥ������ʯú���������
(Edited by Xinag-qun LI)
Foundation item: Projects (2011BAB05B01, 2011BA05B04) supported by the National Key Technology R&D Program during the 12th Five-year Plan Period, China; Project (201271031380) supported by Twilight Plane of Wuhan Youth Science and Technology, China
Corresponding author: Yi-min ZHANG; Tel/Fax: +86-27-87212127; E-mail: zym126135@126.com
DOI: 10.1016/S1003-6326(14)63092-2
Abstract: A technology of one-stage roughing and one-stage scavenging vanadium pre-concentration with shaking table was investigated for improving vanadium grade and decreasing acid consumption minerals content based on the quantitative evaluation of minerals by scanning electronic microscopy (QEMSCAN). In order to visually illustrate how the vanadium-bearing minerals were separated from system, a loose-stratification model was established with Bagnold shear loose theory and Kelly stratification hypothesis. Through the model, it was inferred that fine fraction and coarse fraction of vanadium-bearing muscovite particles easily became the concentrate in roughing and scavenging stages, respectively. The type of the dominant effect on the loose-stratification was confirmed. In the roughing stage, gravity sedimentation played a leading role in the loose-stratification process. However, in the scavenging stage, shearing dispersion pressure caused by asymmetric motion of table deck took an important part in the loose-stratification process. Finally, the correction of the loose-stratification model was validated by the practical experiment.
