

Pseudo-semi-solid thixoforging of cup shell with Al/Al2O3
LUO Shou-jing(���ؾ�), CHENG Yuan-sheng(��Զʤ), WANG Peng-xiang(������)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 19 September 2005; accepted 30 March 2006
Abstract:
A new technology��the thixoforging of ceramics/metal composites in pseudo-semi-solid state was proposed based on the powder metallurgy technology combined with semi-solid metal forming process, and the cup shell of automobile piston with Al2O3/Al composites was prepared. It is proved through metallographic analyses and three-point bending tests that the technology is feasible for the ceramics/metal composites forming. The results show that the tough strength and the degree of hardness of the samples with certain plasticity are high. It will play a very large role in accelerating the ceramics composites and high melt point materials use in more fields and tamp the foundation for further studies of this technology.
Key words:
Al/Al2O3; cup shell; pseudo-semi-solid;
1 Introduction
The composite has high strength and high hardness when some ductile metal is added into the ceramics, at the same time the fracture toughness can be improved availably[1-4]. We also know that the increase of toughness is because of the bridging action of ductile metal in the cracks of matrix and the dissipated energy of plastic deformation and fractures of the metal in bridging zones[5]. Based on the papers mentioned above, we proposed a new technique for the compounding of metal powder and ceramic one combining the technologies of powder metallurgy with the semi-solid metal thixo- forging[6-11]. Firstly, prepare compact billets under certain pressure with ceramic and metal composite powders with certain ratio by powder metallurgy; secondly, heat the billets into the temperature interval��pseudo-semi-solid temperature at which the matrix is in solid state and the metal is in liquid state based on the characters of the semi-solid metal process; finally, prepare the parts by stamp forging.
2 Experimental2.1 Improvement of wettability between ceramic and metal
The metal powder was aluminum powder whose size is 40 ��m and the matrix is alumina whose size is 10 ��m. The composition of alumina is listed in Table 1. In the composite powder the volume fraction of Al is 40%.
Table 1 Composition of alumina (mass fraction, %)

Usually the wetting and consistency between ceramic and metal are very bad. There is not any sintering phenomenon appearing in Al2O3/Al composite even at 1 000 ��. In order to improve the wetting between them, in this paper it adopted two means: adding Mg element and preheating the matrix powder. Because Mg element reduces the surface and boundary tension of the liquid aluminum as a surface active element adsorbed and enriched on the surface or the interfaces between Al2O3 and Al. The pre-heating treatment of Al2O3 powder can reduce or eliminate the impurities and the gas adsorbed on the powder surfaces and can improve the wetting. The optimal technology parameter was 900 ��, 1-2 h. The composite powder was mixed for 15 h by a XH-2 three-dimensional blend machine.
2.2 Pressing of billet
The billets were prepared by mono-directional pressing. In order to reduce the non-homogeneous effect of density because of the influence of friction during pressing, we smeared some anti-friction materials on the internal surface of the moulding chamber for better pressing conditions. Finally we obtained the optimal compact billets. In order to reduce the internal porosity because of the great influence of compactness on the performances of the composite, the cold pressed billets must be hot pressed later to densify further and avoid the metal oxidization among the composite.
2.3 Pseudo-semi-solid thixoforging of cup shell
Firstly, we put the hot pressed billets into the electrical resistance furnace to reheat at different pseudo-semi-solid temperatures for about 18 min, until the aluminum melted completely. Secondly, put the hot billets from the furnace into the chamber quickly whose temperature was about 450 ��. Finally the billets were forged under about 700 MPa and retained the pressure for about 60 s. The device is shown in Fig.1. The forming speeds were 30 mm/s and 5 mm/s respectively. And the part formed is shown in Fig.2. It can be seen that the billets fill in dies adequately by the pseudo-semis- solid thixoforging technology.
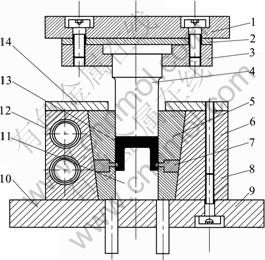
Fig.1 Device for automobile piston pseudo-semi-solid forming: 1 Upper die plate; 2 Seat pad; 3 Fixed plate; 4 Upper die; 5 Low die; 6 External form; 7 Loose core; 8 Screw; 9 Low die plate; 10 Post bar; 11 Die core; 12 Resistance wire; 13 Piston 14 Press plate
3 Results and discussion
3.1 Microstructure
The microstructures of cup shell with Al/Al2O3 ceramic matrix composite at different forming speeds shown in Fig.3 are obtained under a MM6 metallogra-phic microscope.
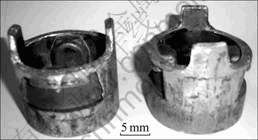
Fig.2 Parts of cup shell
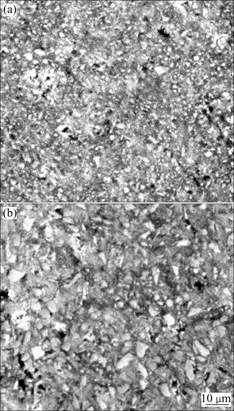
Fig.3 Microstructures of cup shell: (a) 5mm/s; (b) 30 mm/s
From Fig.3 it can be found in the microstructure that the molten aluminium surrounds the Al2O3 particles but it is not homogeneous. With the increase of velocity, the microstructure becomes more and more homo- geneous. It is just the same as the theory of semi-solid forming. But the bonding between the particles is excellent. From these microstructures a few loose textures and shrinkage cavities in them are found. It is mainly because that the dwell time is too short and the liquid phase in the samples had not been solidified completely during the pressure retaining, subsequently the liquid phase solidified without pressure.
By this technology the low melting point phase metal aluminum is as the plasticizer. At the pseudo- semi-solid temperatures the liquid aluminum surrounds the Al2O3 particles. The Al2O3 particles are bonded with each other by the liquid aluminum. So the liquid phase can be regarded as the cohesive material. It replaces the cohesive materials and additions added in the composites by conventional technology. At the same time the forming temperature required only reaches the melting point of the low melting point alloy. Compared with the conventional technologies it is easy to operate and control, its forming temperature is low, and the condition is better.
3.2 Hardness of cup shell
The hardness in the different points of the billets was measured and analyzed by a Vickers hardness tester. The sampling positions are shown in Fig.4.
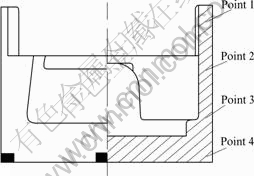
Fig.4 Position of sampling
The hardness values of different points are shown in Table 2.
From Table 2 it can be known that the hardness values are not average. The hardness in point 1 is bigger than that in point 2 and point 3. The hardness values increase from that in point 2 to point 4 and the last one is the biggest. This is mainly because that the composition of the cup shell is non-uniform in different positions. In the initial stage of forming, the billets in which the liquid aluminum and Al2O3 particles distributed uniformly fill the moulding chamber under the pressure. The billets flow with small resistance force and the flowage difference between liquid and alumina particles is not big. At this time a mass of alumina particles fills the dies with the liquid aluminum. But with the forming going on, the temperature-gradient between the dies and the billets has great influence on the fore-end of the billets and the viscosity increases rapidly, and the rear-end resistance force increases with it. So the flowage difference is very big. The liquid flows forward through the front pores between the Al2O3 particles sequentially and fills the moulding chamber. But the solid Al2O3 particles flow more and more difficultly because of the front resistance force. At last there are more Al2O3 particles in the fore-end of filling (point 1) and the content in the posterior part decreases greatly. And then the content increases with the increasing distance to the filling fore-end. Finally a large number of Al2O3 particles deposit at the bottom (point 4) of the cup shell which is far from the filling fore-end.
Tab.2 Degree of hardness of cup shell in different positions
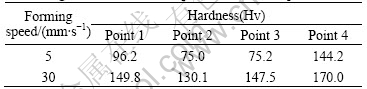
At the same time it can be seen that the hardness value increases with the increasing forming speed and the differences between different points reduce. This is mainly because with the increasing forming speed, the influence of temperature gradient on the billets reduces; the viscosity of liquid aluminum increases slowly and the filling speed of the billets is fast. It resembles the metal semi-solid process. Namely the degree of segregation reduces with the increasing forming speed[12-6].
3.3 Tough strength of cup shell
The tough strengths of the cup shells whose forming speed was 30 mm/s at six forming temperatures were measured by a three-point bending test. It was sampled from the cup shells which were prepared at 750, 800, 850, 900, 950 and 1 000 ��, respectively. The samples were rectangle and the span was 30 mm. The sample size was 36 mm��3 mm��4 mm. The surface roughness was less than 0.8 ��m. This test was operated on an Instron standard testing machine at a speed of 0.5 mm/min.
The curves between the tough strength(��) and the flexivity(f) are shown in Fig.5 and Fig.6 at different tem- peratures.
From the results it shows that the curves at different temperatures are with certain regularity. They all keep
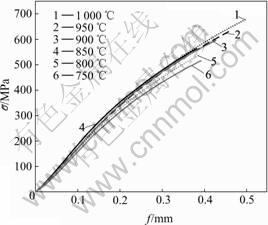
Fig.5 Curves of tough strength��flexivity at different temperatures
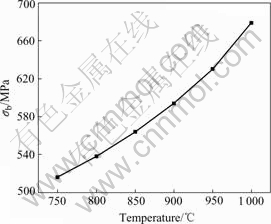
Fig.6 Curve of flexure strength��temperature
Table 3 Main parameters of three-point bending test
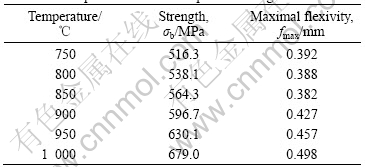
two stages from flexibility and plasticity forming stage to the fracture stage. And the stress reaches the maximal tough strength and ruptures before the attenuation tendency appears. It is a brittle fracture. From Table 3, the maximal flexivity increases with the increase of forming temperature. And with the increase of temperature, the increase of flexivity accelerates. So the plasticity of the composite increases with the increase of temperature.
The tough strength increases with the increase of temperature. And it is with different regularities during the two same temperature intervals. When the tem- perature is higher than 900 ��, the increase speed accelerates faster. This is mainly because that when the temperature is higher than 900 ��, the wet ability improves greatly.
4 Conclusions
1) It is feasible to form ceramic matrix composite automobile piston cup shell by the pseudo-semi-solid thixoforging technology under 1 000 ��.
2) The tough strength and hardness are high, the microstructure is homogeneous of Al/Al2O3 ceramic matrix composite by the pseudo-semi-solid thixoforging technology, and the composite has certain plasticity forming ability.
3) The forming temperature of ceramic matrix composite pseudo-semi-solid thixoforging technology is low. It can realize net shape forming and prepare complex parts. And the pressure during the forming process can remove the solidifying flaws of filled bonding materials and obtain compact composite parts.
References[1] CERRI E, SPIGARELLI S, EVANGELISTA E, CAVALIERE P. Hot deformation and processing maps of a particulate-reinforced 6061+20%Al2O3 composite [J]. Materials Science and Engineering A, 2002, A324(36): 157-161.
[2] PEN E L, BAPTISTE D. Prediction of the fatigue-damaged behaviour of Al/Al2O3 composites by a micro-macro approach [J]. Composites Science and Technology, 2001, 61(40): 2317-2326.
[3] SUN Xu-dong, YEOMAN S. Ductile phase toughened brittle materials [J]. Mater Sci Technol, 1996, 12: 124-134.
[4] FLINN B, RUHLE M, EVANS A G. Toughening in composites of Al2O3 reinforced with Al [J]. Acta Metall, 1989, 37(4): 3001-3006.
[5] EVANS A G. Perspective on the development of high-toughness ceramics [J]. J Am Ceram Soc, 1990, 73(2): 187-206.
[6] LUO Shou-jing, CHENG Yuan-sheng, DU Zhi-ming. Pseudo-semi- solid thixoforging of Al/SiCp ceramic matrix composite [J]. Special Casting and Nonferrous Alloy, 2005, 25(1): 13-15.
[7] LUO Shou-jing, CHENG Yuan-sheng, DU Zhi-ming. Pseudo-semi- solid thixoforging of ceramic matrix composite [J]. The Chinese Journal of Nonferrous Metal, 2004, 14(8): 1286-1294. (in Chinese)
[8] LUO Shou-jin, CHENG Yuan-sheng, DU Zhi-ming. Pseudo-semi- solid thixoforging of ceramic matrix composite [J]. Journal of Chinese Journal of Materials Research, 2005, 19(2): 107-112.
[9] LUO Shou-jing, CHENG Yuan-sheng, DU Zhi-ming. Pseudo-semi- solid thixoforging of ceramic matrix composite and its use in satellite angle frames [J]. Materials and Engineering, 2005(1): 45-49.
[10] DU Zhi-ming, CHENG Yuan-sheng, LUO Shou-jing. Experimental study on the thixoforging of high silicon-aluminum alloy and its application in automobile piston [A]. Proceedings of the 8th S2P Advanced Semi-Solid Processing of Alloy [C]. Harbin: Harbin Institute of Technology Press, 2004.
[11] CHENG Yuan-sheng, DU Zhi-ming, LUO Shou-jing. Rheological behavior of Al2O3n/Alm composites in pseudo-semi-solid state [J]. Trans Nonferrous Met Soc China, 2005,15(S2): 142-146.
[12] XIE Shui-sheng, HUANG Sheng-hong. Technology of Semi-Solid Metal Process and Its Use[M]. Beijing: Metallurgical Industry Press, 1999.
[13] KANG C G, YOON J H, SEO Y H. The upsetting behavior of semi-solid aluminum material fabricated by a mechanical stirring process [J]. J of Mater Proc Tech, 1997, 66(12): 30-38.
[14] NGUYEN T L, SUERY M. Compressive behaviour of partially remelted A356 alloys reinforced with SiC particles [J]. Mater Sci Tech, 1994, 10(10): 894-901.
[15] DU Zhi-ming, LUO Shou-jing, SUN Jia-kuan. Deformation mechanism of tension of 2024 Al alloy at semi-solid state [J]. Trans Nonferrous Met Soc China, 2000, 10(5): 666-670.
[16] LUO Shou-jing, ZU Li-jun. Influence of strain rate, volume fraction of liquid and liquid viscosity on the force of semi-solid metal forming [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 192-197. (in Chinese)
Foundation item: Project(50375035) supported by the National Natural Science Foundation of China
Corresponding author: LUO Shou-jing; Tel: +86-451-86418723; E-mail: dasheng21cn@hit.edu.cn
