
���±�ţ�1004-0609(2015)-07-1846-12
���ӳ��ͼ������о���չ
л���ޣ�����Ⱥ����С�棬���ճ������ҽܣ��� ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
�������ӳ��͵��о���չ���������ӳ������ص������ӳ�����ϵ���������ӳ������ͽ��ϵ���ɼ����ص㣻�������ӳ��͵Ĺ������̼���ԭ�����ܽ����͵����ӳ����գ����������ӳ��͡����������ۺ����ӳ��͵ȣ�̽�����ӳ��ͼ������ڵ�����ͷ�չ����
�ؼ��ʣ�
���ӳ����������������������Ӽ����о���չ��
��ͼ����ţ�TQ174���� ���ױ�־�룺A
Research progress of tape casting
XIE Yu-zhou, PENG Chao-qun, WANG Xiao-feng, WANG Ri-chu, LIU Jia-jie, XU Jian
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The research progress of tape casting was reviewed. The characteristics and systems of tape casting were outlined. Constituents of slurry were analyzed and each composition was clearly presented. The principles and processes of tape casting were discussed. Novel tape casting processes were summarized, such as gel-tape-casting and UV-initiated polymerization tape casting. Finally, the expectation for the study and development of tape casting was discussed.
Key words: tape casting; slurry; molding; additive; research progress
�������մɲ��Ͼ��и�ǿ�ȡ���Ӳ�ȡ���ĥ�����ʴ���ص㣬�㷺Ӧ������Դ����Ϣ�����պ��졢���ӡ������ҽѧ������[1]���մɳ��ͷ����Ǿ����մ����ܵ�һ����Ҫ���أ�������о����ȵ㡣Ϊ�˽������ĵij������⣬HOWATTG[2]��1947�������һ�ּ���Ч���մɳ����ա������ӳ���(Tape casting���ֳ�Doctor blading��Knife coating)���ó��ͷ�����������մɳ��ͷ�����չ��һ����̱���
���ӳ�������Ӧ������ֽ����������ϵ�������һ����ʷ�ƾõij��ͼ�������Ҫ�����Ʊ����ϡ���ĥ��ϡ����͡�����Ž����ս�ȹ��̡���������������ȣ����ӳ��;�������һϵ���ŵ㣺�豸���ռ���������������Ʒ��ȱ��С�����ܾ�һ������Ч�ʸߵȡ����ӳ��������ص�������dz������ڴ��ͱ�����մɲ������Ʊ�������ѹ�ƻ���ѹ�����պ���ʵ�ֵġ����ӳ��ʹ��ڵ���Ҫ������ճ��������ϸߣ�������Ž����������������ʽϴ������ײ������ѡ���������Ȳ����ȵ�ȱ�ݡ��������ӳ��ͼ����IJ��ϸĽ������ƣ��������о��Ϳ������������ӳ���[3-5]�����������ۺ����ӳ���[6]���Ⱦ�ѹ���ӳ���[7-9]��һϵ����������ӳ��ͷ�����ͬʱ�����ӳ��͵�Ӧ�������پ������մɰ�ģ���Al2O3��AlN��·���塢BaTiO3������������[10-13]������չ���������Ͻ�[14-15]�Լ��л�����[16-17]��������ˣ��б�Ҫ�����ӳ��͵��о���״���й����ܽᡣ
�������߶����ӳ��ͽ��и������������ӳ������õĽ��ϵ���������ֵ����ʣ��������ӳ��͵Ĺ������̼����������ԭ�����ܽἸ�����͵����ӳ����գ�̽�����ӳ����մ��ڵ����⼰��չ���ơ�
1 ���ӳ�����
1.1 ���ӳ���������
���ӳ��͵Ĺ���������ͼ1��ʾ[18]�����Ƚ��մɷ������ɢ�������ܼ�(ˮ���л��ܼ�)�У�ͨ����ĥ�����������žۣ���ʹ�ܼ���ʪ���壬�ټ���ճ��������ܼ���ͨ��������ĥ�õ��ȶ�����һ�Ľ��ϣ��ٽ����������ӻ��Ͻ��г��͵õ�������Ȼ����и��ʹ�ܼ�������ճ������մɷ�ĩ֮���γ���״�ṹ���õ�����Ĥ�����Ŷ�����Ĥ���л��ӹ����õ�����Ҫ���ض���״�����ͨ���Ž����սᴦ���õ�����Ҫ�ij�Ʒ��
1.2 �л����ӳ�����
�����ܼ������࣬���ӳ��Ϳ��Է�Ϊˮ��������ϵ���л�������ϵ�����ࡣ�л�������ϵ(����ͳ���ӹ���)�о���Ӧ�ý��磬���մ��Ʊ���Ӧ�����Ѿ��ϳ��졣�䳣���ܼ��мױ������ױ����Ҵ���������ϩ�ȣ�ʵ�������������Ҵ�/�ױ����Ҵ�/������ϩ�ȶ�Ԫ�����ܼ�[19]�������л��ܼ��������ԡ��ӷ���������DZ�ȡ��ͱ��������Լ��ɷ�ֹ�մɷ���ˮ�����ص㣬��ˣ��л����ӳ�����ϵ�������Ӽ�ѡ��Χ�Ϲ㷺���ܼ��ӷ��졢����ʱ��̵�����ŵ㣬�õ��ṹ���ȡ�����ȱ�ݳߴ��С��ǿ�ȸ������Ժõ��մɱ��塣�����л��ܼ�����һ���Ķ��ԣ����ɱ���ظ��������̬��������Σ�����������ɱ��ϸߣ���Ʒ�л��ﺬ���ϸߡ��ܶȽϵ͡��Ž��������ѣ���Щ����Լ���л����ӳ��͵ķ�չ[18, 20-21]��
1.3 ˮ�����ӳ�����
��������ˮ�����ӳ��͵õ��˹㷺�Ĺ�ע��ˮ��������ϵ�˷����л�������ϵ�Ի�����Σ�����ɱ��ߡ���Ʒ�ܶȵ͵�ȱ�㣬�ʺ�Ӧ���ڴ��ģ��������ˮ��������ϵ����������Ҫ����[18, 21-23]��1) �ܼ��������ʵͣ�2) ճ����������Ž�ʱ���������ʴ�3) ��������Ĵ��ڣ�������žۣ�4) �Թ��ղ����ı仯���У�����Ĥ�������ϵͣ�5) �������Դ���ʱ�����ѵȡ�Ѱ�ҽ����������ķ���Ӧ����ˮ�����ӳ����յ���Ҫ�о�����
2 ���ϵ���ּ���ѡ��
2.1 �մɷ���
�մɷ��������ӳ��ͽ��ϵ���Ҫ���֣��մɷ��������ֱ��Ӱ�����ղ�Ʒ�����ܡ����ӳ������迼���մɷ������������[24-26]��
1) ���ȡ��մɷ���Ļ�ѧ��ɶ����ղ�Ʒ��������ֱ�ӵ�Ӱ�죬�����е������Ʊػᵼ�����������½���
2) �����ߴ缰��ֲ�������Խϸ��һ����Խ���������ܶѻ�����һ���������Խ�ߣ��ս�����о��и�������������������ڵõ����ܵIJ��
3) �ȱ�������������ԽС����ȱ����Խ���߱ȱ�����ķ���(����20 m2/g)�Է�ɢ��/�ܼ���Ϻͷ�ɢ��Ũ�ȵ�ѡ�����һ�����ѣ�һ��ȱ����ֻ��5~15 m2/g֮��ȽϺ��ʡ�
4) �ž۳̶ȡ��մɷ����в�����Ӳ�žۣ�Ӳ�ž۶Կ����ѻ��Ͳ����ս������ܲ�������Ӱ�죬�����ž�һ���ڻ����ĥ�����б��ƻ���һ��Գ���û��Ӱ�졣
5) ������ò�����εĿ������Ա�֤�ϸߵ����ܶȣ�����ʱΪ��ʹ��Ʒ�����ر����������(�����ѹ�糣��)��Ҳ��ѡ��������εĿ�����
2.2 �ܼ�
���ӳ�����һ��ʪ�������գ���Ҫ�Ƚ��մɷ�ĩ�Ƴ�Һ�彬�ϣ������ҪѰ�Һ��ʵ��ܼ����ܼ�����Ҫ��������[24]��1) �ܽ�ճ��������ܼ������Ӽ���2) ʹ�մɷ��������ɢ���ȣ�3) Ϊ�����ṩ���ʵ��ȡ���ˣ����ӹ�����ѡȡ�ܼ�����ѭ����ԭ��[19, 26]��1) ���ܽ�ճ��������ܼ������Ӽ��Ҳ�����Ϸ�����Ӧ��2) ���лӷ��������ʵ����¶����������ճ����ճ������¶Բ����и���Ӱ������ʣ�3) ��ö��������Ȼ����û�д��Σ����
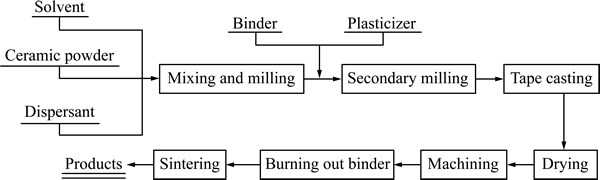
ͼ1 ���ӳ���������ͼ[18]
Fig. 1 Flow chart of tape casting[18]
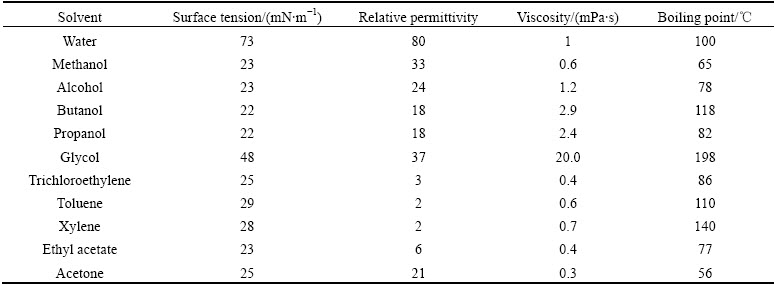
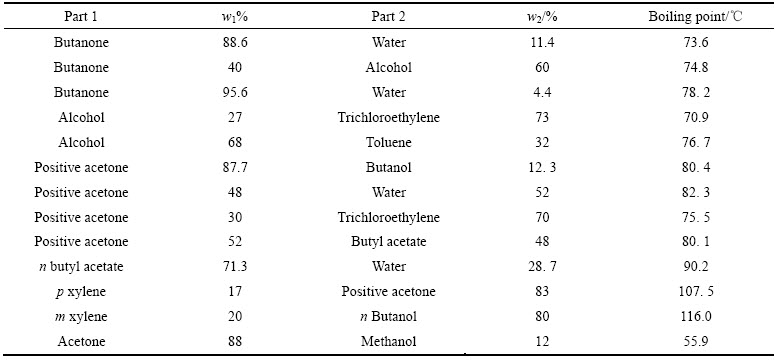
��1�г������ӳ��ͳ����ܼ�����������[24-25]��ʵ���ϣ��л����ӳ������г�ʹ�ù��л������Ϊ�ܼ����ۺ��������и����ܽ⡣���⣬���л��������ƻ������ڸ������ʵĿ��ơ������������ܵĿ��ơ��ɱ��Ͱ�ȫ�ȷ��档��2�г��˳��õĶ�Ԫ���л�������ɼ���е�[24-25]��
�����ӳ����У�Ϊ�մɷ����ṩ��ɢ�������ܼ���һ����Ҫ���á��ܼ�Ӧ�öԷ�������и��õ���ʪ�ԣ������ܼ��ı��������йأ�������ʽ(1)���ͣ�
 (1)
(1)
ʽ�У���Ϊ��ʪ�ǣ���sv����sl����lv�ֱ��ʾ��-������-Һ��Һ-���ı�����������ʪ����ʾ��ͼ��ͼ2��ʾ��
��ʽ(1)��֪������sv��̫��ʱ����lvֵԽС���Ƚ�ԽС������ʪ����Խ�á��ɱ�1��֪��ˮ�ı����������Դ��������л��ܼ��ı�������������л��ܼ��Է����������ʪ�Ը��á�
2.3 ��ɢ��
�մɷ������ܼ��еķ�ɢ�̶ȶ�����������������Ӱ�졣�������ӳ�����ʹ�õķ��������С�����нϸߵı����ܣ���������оۺϵ����ƣ�ʹ���ϱ�ò��ȶ�����ˣ����ӽ�����Ҫ��������ķ�ɢ����������Լ�������ž۳̶��Լ��ž����ǿ�ȡ���ɢ������Ҫ������ʹ�մɷ��������ʪ�����Ϳ����ı������ܲ�ʹ����֮����������ߣ��Ӷ��ﵽ�ȶ����ϵ�Ŀ�ġ�
��1 һЩ�����ܼ�����������[24-25]
Table 1 Physical properties of some usual solvents[24-25]
��2 ���ֶ�Ԫ���л�������ɼ���е�[24-25]
Table 2 Components of azeotropic mixtures and their boiling points[24-25]

ͼ2 ��ʪ����ʾ��ͼ
Fig. 2 Schematic diagram of wetting
���ϵ��ȶ��Կ���ͨ��DLVO����������[27]��
UT=UA+UR (2)
ʽ�У�UAΪ���»��������ܣ�URΪ�������ܣ���UR����UAʱ�������ȶ���
��������������Ҫ����[27]��1) �����ų��ȶ����ƣ�2) �ռ�λ���ȶ����ƣ�3) ����ռ��ȶ����ơ������ų��ȶ�������Ϊ������ͬ�ֵ�ɵķ��������ų⣬���ų����Ĵ�С�ɿ����������ص��(��Zeta��λ)�������ռ�λ���ȶ�������ͨ���������泤������Ӳ�֮�����ص�������ʵ�ֵġ��ռ�λ����Ƶ�Ч�����������������ĺ�ȡ���ɢ�����մɿ�������ĸ����ʡ���ɢ����ѧ���ʼ���ռ乹���йء������Ӽ�����Է���������Сʱ����������Ĵ�������ղ�ϱ����ռ�λ��ЧӦ�൱���ޡ���ʵ������У������ֻ���һ��ͬʱ�����ã�����Բ�ͬ��ϵ����������ijһ�ֻ�������Ҫ���á����⣬���������磬����ɢ˫����ص����ų������ɺ��ԣ�˫��㾲���ų����Ϳռ�λ����ͬʱ���ã�������Ҫ���õ�Ϊ����ռ��ȶ�����[28]�������ȶ����ơ��ռ�λ���ȶ����ƺ;���ռ�λ���ȶ�������ͼ3��ʾ[27]��
��ɢ������Ч�������ñ�����������������1) ��ɢ�������������ý�ϣ�2) ��ɢ�����ܼ��������ݣ�3) ��ɢ����ָ��Ƿ�������������㹻����Է��������ϵ͵ķ�ɢ��ͨ���������������������Ի����£���Ӧ��ê��������Ϊ���ԣ�һ��Ϊ��ɢ���ļ������Ϳ�����������Ի�������á��л���ɢ��ͨ����������ê���ڷ���������棬��ʱ�����Ƕ�����Ź�ͬ��Ӧ����ê�����á����Ǽ��Գ�������Һ������������أ��䳤�Ⱦ������ղ���[29-30]�������Է��������ķ�ɢ����ȣ��л���ɢ���ռ�λ�����õķ�Χ�������пռ�λ��������Ϊ���Ե����в�ͬ�������˵Ľ�֦��Ƕ�ι����
���õķ�ɢ���������¼���[25, 27, 31]��
1) ������Լ���������Լ���ͬʱ������ˮ���ź���ˮ���ŵ�˫���ӣ������ɢ����Ҫͨ���ռ�λ�����ʹ�����ɢ����Ҫ�ı�����Լ����ɢ����������������������֬���᰷�ȡ�
2) С��Է�������������ʻ����ۺ�������ɢ����Ҫ����ˮ��������ϵ�У���ɢ������������ڿ���������߿�������ĵ��ƣ��Ӷ�ͨ�������ȶ�����ʹ�����ȶ�����Ҫ���������ơ�̼���ƺ;�����淋ȡ�
3) �ۺ�����[31]�������ɢ����Ҫͨ�������ڿ������桢�������ܼ�����������ռ�λ��ЧӦ��ֹ�����ۼ��������;ۺ����ɢ�����ռ�λ�������⣬������ͨ�������ȶ����ôﵽ��ɢ������Ŀ�ġ��ۺ��������ʰ�������ϩ�ǰ����ۼ���ϩ��;۱�ϩ��ȡ�
���ݷ�ɢ���ı�����Ի��ţ��ɽ���ɢ����Ϊ�����ӡ������ӡ������Ӻ���������4�ࡣһ������£������ӱ�����Լ����ڿ����������������Ի��������Խ��ϣ��������ӱ�����Լ������ڿ����������������Ի��������Խ��ϡ�

ͼ3 ��ͬ��ɢ�����Ƶ�ʾ��ͼ[27]
Fig. 3 Schematic diagram of mechanisms for various dispersants[27]
���ű�����Լ�ʹ���������ӣ���ijһŨ���½���ۺ�����Ż�ͻȻ���Σ���һ�γ��ŵ���СŨ�ȳ�Ϊ�ٽ罺��Ũ�ȡ����Ʊ�����ʱ��������Լ���Ũ��Ӧ�Ը����ٽ罺��Ũ�ȡ������������٣����ɢ���Ե�������ʽ�������ܼ��У�������ЧӦ���Ͷ�����������Ҳ��ͻȻ������ɢ�����������࣬�����ụ�������ʹ���漤��������ʧ��
2.4 ճ���
ճ��������ӳ�����������Ҫ�����Ӽ�֮һ������������������У����̻��γɾ�����ά����ṹ�ĹǼܡ���Ϊ���Ӵ���Ψһ�������࣬�������Ӵ���ǿ�ȡ������ԡ������ԡ�ƽ���Ⱦ�������Ӱ�졣ѡ�õ�ճ���Ӧ���������ص�[21]��1) ��Ӱ���ܼ��ӷ������������ݣ�2) �ܷ�ֹ����������3) ���нϵ͵IJ�����ת���¶ȣ�4) �����ճ���û�в��������£�5) ���������ճ�ᡣ�մɽ����г��õ�ճ�����Ҫ������ϩ���ࡢ��ϩ�������ά������[22-32]��
��ϩ����ճ����ڸ�����ҵ�о��й㷺Ӧ�ã��糣����PVC��ˮ�ܻ�Ҿߡ�ʳƷ�ͷ�֯�ӹ�ҵ���õľ���ϩ��(PVA)���Լ������ӳ���ҵ����������ľ���ϩ������ȩ(PVB)�ȡ�����һ����������ˮ�ľ���ϩ������ﱻ�㷺Ӧ����ˮϵ���ӳ������С���ѡ������ճ���ʱ����ע���������ս�ʱ��ֽ�ΪһЩС���ӻ������һ����̼��ˮ�Ͷ�ȩ�ȡ�MESSING��[33]�Դ����й���Ϊ��ϸ���о���
��ϩ����ճ���(��ϩ����)���м۸������ǿ�Ƚϴ��ܽ�����ǿ�������Ի�ԭ�������׳�ȥ���ܽ��ͻ���ﲣ�����¶ȵ��ص㣬�����ӳ������о���Ӧ������һ��ճ���[34-37]����ϩ��ճ�������ϩ����ճ�����Ƚϣ���Ҫ�ŵ����ڱ�ϩ�ᣬֻ��ͨ���ֽ�������Ϳ�ֱ�ӳ�ȥ�����ַֽ���ƿ���Ч�������л���ȼ����ʣ�Ļҽ��Լ�̼�IJ������������ϩ����ۺ���ر��Ǿۼ���ϩ������;ۼ���ϩ���������ڽϵ͵�Ũ����Ҳ��ʹ����Ĥ���кܸߵ�ǿ�ȣ�ճ���ʹ�����ϵͿɼ��ٳ�Ʒ��ճ����IJ�������
��ά������ճ��������ӳ������е�ʹ�����й㷺��ʵ�������ϩ����������ƣ����ڶ�ˮϵ���ӳ��͵İ�ȫ�������Ѻõ��ŵ�Ŀ��ǣ�������о�������������ά�ػ�������ˮϵ���ӳ����е�Ӧ��[25]����ά��ճ�����ȱ����������м����������������ԣ����������ӹ�����ά��ճ���һ����Ҫ������ˮ��Һ�����Ʊػή������Һ�еĹ��ຬ�����Ӷ����ӳ�Ʒ���������ѵ�����ͬʱҲ�ᵼ�¸������ʽ��͡����⣬��ʵ��֤��������ά��ճ����Ʊ��������к��н϶�����ݣ���������ά��ճ�������Ӧ�����ܼ����١�
2.5 ���ܼ�
���ڴ�����ۺ���ճ������������������������Ĥ��Ȼ���нϸߵ�����ǿ�ȣ���������ǿ�Ƚϵ͡�Ϊ��ʹ����Ĥ���нϺõ������ԣ������л���������ܼ������ܼ����Խ���ճ����IJ�����ת���¶ȣ��Ӷ�ʹ��ճ����ڵ����·�������������չ�ı������������ӡ����⣬���ܼ����մɿ��������������������ã�ʹ���ϸ����ȶ���һ�������������ܼ�����������֮��ľ��룬�Ӷ�ʹ������Ĥ�����ܶȺ�ǿ�Ƚ��͡���ˣ����ܼ���ʹ����Ӧ�ÿ�����һ�������ķ�Χ�ڡ���������ܼ�ͨ����Ҫ��������Ҫ��[38]��1) ��ճ����нϺõ������ԣ�2) �е�ϸߣ�����ѹ�ϵͣ�3) ����Ч�ʸߣ�4) �����¾������õ������ԣ�5) �ȡ��⡢��ѧ�����ȶ��ȡ���3�г��˳��õ�ճ����������Ӧ�����ܼ�[25]��
��3 ���õ�ճ��������Ӧ�����ܼ�[25]
Table 3 Common binders and their corresponding plasticizers[25]

2.6 �������Ӽ�
Ϊ��ʹ���Ͼ���һЩ�������ʣ���ʱ����Ҫ����һЩ�������������Ӽ����磺�������ʼ������ݼ����������ȡ�
1) ������Ҫ����ˮ��������ϵ�У����Ը���ˮ���մɷ������ʪ���Լ����ϵķ�ɢ�����ԣ����̻���ʱ�䣬��������������ܡ���һ����һЩ�����ܼ��ı�����Լ����磺��������֬�������κ������εȡ�
2) ���ʼ���������߽������֮�����ܽ�Ȳ���ֹ���ϱ����γ�ӲƤ���绷��ͪ[21]��
3) ���ݼ�������ĥ����Ĺ����У������п��ܻ�����к����ݣ�һ������������ͨ�����ݼ��ͻ�е����Ĺ�ͬ��������ɵġ�Ŀǰ���õ����ݼ��������������ݼ�[39]�����������ݼ�[40]���л��������ݼ�[41]��
4) ��������Ϊ�˷�ֹ�����γɹ����ܶȳ������Լ����������ӳ��͵���������pHֵ��Ӱ�죬��ͨ������pHֵ�ӽ��ȵ�����������ڷ�ɢ����
��Ҫָ�����ǣ����������Һ�и����֮����ܻ����������һЩ���⣬������Ӽ�������Ӧ�þ����ر�������[25]��
3 ���ӳ��ͽ��ϵ��Ʊ�������
3.1 ���ӳ��ͽ��ϵ��Ʊ�
���ϵ��Ʊ������ӳ��͵ĵ�һ�����裬���ϵ����ܶ��������ܾ��кܴ��Ӱ�졣һ����˵�����ӳ��͵Ľ����Ʊ�Ӧ��ѭ����ԭ��[42]��1) ���������ܺ���Ҫ���ǰ���£����������л������Ӽ����������Ա�֤�ں����������ܳ��ȥ����2) �ڷ����������ܵ�ǰ���¾����ܾ��нϸߵĹ����������������߲����ܶȣ�3) ���ܼ���ճ���Ӧ��һ���������룬�������ýϺõ�ǿ�Ⱥ��Ͷȡ�
���ӳ��ͽ��ϵ��Ʊ�������Ҫ���մɷ�����������Ӽ����ܼ��з�ɢ�Ĺ���[25]��������ֱȽ���ĥ����ϵ�������Ʊ�һ�������ĥ���������������Ҫ������Ҫ�������ջ������������Ȼ�������ҽ�����ܻ��ƻ�ճ����ĸ߷�����������ճ������ɢ������Ҫ�������մɷ�����棬���о�����[43]����ˣ���ĥ������Ҫ�ֳ��������С���һ����Ŀ����ʹ����������ž۴���ַ�ɢ��������ֻ��������������ܼ��ͷ�ɢ������������ʹ��ɢ����������ڷ���������档�ڶ����ǽ��������Ӽ����뽬����ĥ��Ŀ����ʹ���ϳɷ־�һ����ĥ��ɺ����л����������Ŀ����Ͳ�������Ҫ���г������˵Ȳ���������ں������͡�
3.2 ���ӳ��ͽ��ϵ�����
���ӳ��͵Ľ�����Ҫ�����մɷ��塢�ܼ���ճ�������ɢ�������ܼ�����ɲ��֣���ʱ��������������������Ӽ���������ԣ��������ӵĽ��ϱ����������Ҫ��[21, 42]��1) ��������в���������ȱ�ݣ�2) ������ܱ���һ��ǿ�ȣ�3) ���ӳ�ƷҪ���۽ṹ���ȡ�����⻬ƽ����4) �ܼ������Ӽ����л������ͨ���ȷֽ����ų���5) �������õ��ս����ܵȡ�
�������������������ʱ仯�����Կ��Է�Ϊ����[44]��1) ţ�������壬��Ϊһ����������������ʵı仯���仯��2) ���������壬���ص�����������Ҳ��ֱ�ߣ���������ԭ�㣻3) �����������壬�����ż����������߶����ͣ�4) ���������壬�����ż����������߶����ߡ��⼸�����������������ͼ4��ʾ[44]��
Ϊ��ʹ����Ĥ�ĺ�ȱ��ֲ��䣬���й⻬�ı���;��ȵ���֯�ṹ���������ӳ��͵Ľ���ӦΪ���������塣���Ϳ�ʼ�ε��������ʩ��һ������Ӧ�����ڼ���Ӧ���������½��ϵ��Ƚ��ͣ��Ӷ������ڻ������γ�һ����ȵ�Ĥ�����ε�ͨ�����Ϻ���Ӧ����ʧ�������ߵ���ʼ״̬�����ϵ������Ա���������Ĥ�ijɷ־�һ���䡣Ϊ�˱��⽬���ڹε�ͨ����ʱ�䱣�ֵ���״̬������Ӧ�ò����д����ԣ���Ӧ������������������[44]��

ͼ4 ��ͬ�������������[44]
Fig. 4 Flow curves of various systems[44]
4 ���ӳ����빤��
4.1 �����豸
���ӳ��͵��豸��ͼ5��ʾ[24]�����ӳ���װ����Ҫ��3������ɣ���ֹ�Ĺε����ƶ�����(����Ͽ����Ǿۺ����������)��������������ĥ��һ��ʱ��ľ��þͿ��Խ������ӳ��͡������ӻ��ϣ������ڻ���������±��ѹ��������ҷ���Ľ�ϣ��ε��ͻ���֮��ļ�϶���Կ�������Ĥ�ĺ�ȣ�����Ĥ�ı������Ϊ������������ù⻬��Ȼ���ܼ����������Ͼͻ������ܼ���ճ�����Ӱ���³���Ϊ����һ��ǿ�ȡ����Ե�����Ĥ��

ͼ5 �����豸ʾ��ͼ[24]
Fig. 5 Schematic diagram of equipment for tape casting [24]
4.2 ��ȿ���
OTSUKA��[47]��CHOU��[48]��������ӳ�����������Һ�������ģ�ͣ����Ӹ���Ƭ���D������Ӳ����Ĺ�ϵ��ʽ(3)��ʾ��
 (3)
(3)
ʽ�У�����ʾʪ������ʱ��ȵ�����ϵ����h��L�ֱ��ʾ�ε����м�϶�ĸ߶Ⱥͳ��ȣ��DZ�ʾ���ϵ��ȣ���F��ʾ�϶���ѹ����һ���ɽ��ϵĸ߶Ⱦ�����v0��ʾ����װ�ú�֧�����������ٶȡ���ʽ(3)��֪������Ӱ������Ĥ��ȵ�������Ҫ����[49]��
1) �����ȡ������ȶԺ�ȵ�Ӱ����Ҫ�����ڶ����Ӵ���������Ӱ�졣���Ƚϵ�ʱ������Ĥ������ȵ���������ͬʱͨ���ε���϶�Ľ������ӣ���Щ���ض���Ӱ��Ĥ���ĺ�ȡ����⣬���ϵľ�����Ҳ��Ӱ�����ȡ����ھ����Խϲ�Ľ��ϣ���������������̶Ȳ�һ������ȵľ����Խϲ��ˣ�Ϊ��ȷ������Ĥ��ȵ�һ���ԣ���Ӧ���ڹ涨��Χ�ڣ���Ҫ�������þ��ȡ�
2) �ε��ļ�϶����ʽ(3)��֪�����������ڸ�����������һ����Χ�ڣ���ڶ�����Լ�С��ԶС��1����ʱ����Ĥ��Ƚ���ε���϶�����ȡ�������϶�߶�����������ٶȼ�Сʱ�������ڵڶ������Ϊ���������أ�Ҫ��֤Ĥ�����һ������������ӹ����б������ӽ��ϸ߶Ȳ��䡣���⣬���ڽ��ϻ����һ���̶ȵĿ�չ�����ε���϶Ϊһ�������ܻ��������Ĥ���ĽϺ������ϱ��������Ϊ��������������ʹ�ÿɵ��ε��������ߵ����ӻ���
3) ���ϸ߶ȡ���һ���¶�ѹǿ�����£������ϸ߶���ߣ�����ڽ���ѹ�������������ٶ����ӣ�����Ĥ�����֮���ӡ���ˣ������ӹ�����Ҫ���ϸ߶ȱ���һ�¡�
������������ȿ��ƿ��ܽ�Ϊ���Ȼ�Ͻ��ϡ��������ڹ涨��Χ�ڡ������ε���϶�����ֽ���Һ��߶Ȳ��䡣
4.3 ���﹤��
����Ĥ�ĸ�����̿��Է�Ϊ���Σ���һ��ȡ����ëϸ�������ڶ���ȡ��������Ĥ�е��ܼ�����ɢ���̡�����ĵ�һ�ΰ���3�����̣�����������һ�����������ʿ��Ʋ��裺1) �ܼ���ɢ�����棻2) �ܼ�����������������3) �����������ڿ�������ɢ���뿪�����������һ�ε�����һ�����ܼ����������ʾ������ܼ��������ɢ���ٶȽ��ܼ��������ٶȿ�ܶ࣬�ʿɺ��Բ��ƣ��������ʱ仯�����ܼ������ﵽһ����ʱ����������ƫ��ֱ�ߣ������������ܼ��������ڵ���ɢ�ٶȾ������������ʿ�ʼ������������ɢ�ٶ������Ĺ����ڸ����������ռ������С������ƷԽ��������ռ����ԽС[18, 50-51]��
���ܼ��ӷ��ٶȽϿ�ʱ���ܼ�����������ɢ���ٶȿ��ܸ����ϣ�Һ�����潫���������ڲ�����������Ĥ�ʴ�״������������п��ܷ����������Ϊ���������γɸ�Ƥ���ԽϺ��Ĥ��˵�������һ����ʱ��Ƚϳ������������ܻ�������Ե��ݶȣ�Ӱ��Ĥ�����ܡ���Щ�ӷ��Խϵ͵����Ӽ������ϩ�����Լ�����Ƥ����IJ������ڸ����ٽ�㣬��Һ���濪ʼ��������ڲ����������ܻ�����γ����Ƶ����ơ�Ĥ�ĺ��Խ��������Խ����������Խ������������ЧӦ������Ѷ�ķ�������γɴ�С��һ�Ŀ�֮��ëϸ��ѹ����ͬ���γɵľֲ�Ӧ����ɵ�[52]��
��ëϸ�ܵ�ֱ�����մɷ����ֱ���൱ʱ����������ܴ��ѹӦ�����ڸ�ѹӦ���£���ɴ������ڿ����ƶ�������ȡ�����һ����������֮��ĸ����У���ɴ���ת��������ṹ���ýṹ��Ҫ�ɷ��������ճ�����ɡ�ÿ���մɷ���ı��涼�������һ��ܱ�������ճ����㣬ͬʱ�������ܼ��������������塣���⣬����ɴ����ȶ��Խϵ͡��������ž۽ṹ�Ľ����и���ʱ��ëϸ�ܵ�ֱ���ܴ�ëϸ��������Խ�С������ڳ����У�������и�����İ�ɴ�����ѹ����Ϊ����������г�ֵ������ɢ���������������ף�����ֲ����������ȵ��µľ������λ��ѣ�Ӧ������Ƭ��ȡ��������������ճ����Լ����Լ����л���ĺ�������ȷ�ؿ����¶ȡ����ʪ�Ⱥ������ٶ���ʹ�ܼ��Խ����ٶ�����[25]��
4.4 �Ž�����
�Ž���Ŀ����Ҫ��ʹճ����ڸ����·ֽⲢ�������б���ȥ����һ���̵Ļ��������������ƣ���Ҫ����ճ����ڸ����·ֽ⡢�ֽ����������Ĥ������ɢ�ͷֽ���������Ĥ����ӷ��������裬���������������������Ž���������Ҫ���¶ȸ��ߡ�SALAM��[53]������PVBճ�����������CO2��450 ����¶��±���5 h������PVB�ӽ���ȫ�ֽ⣬ֻ����������̼��SALAM��[54]�о���PMMAճ����ķֽ���ƣ��ڿ�����410 �汣��1~2 h����ʹPMMA��ַֽ⣬���ǻ���������ճ��������������С��ⱻ��Ϊ���ȵ����PMMA��Ӧ�Ľ�������Dz���������̼��û��Ӱ�����ճ�Ʒ�������ԡ���ˣ���Բ�ͬ��ϵ�Լ���ͬ��ճ������Ž��¶��ƶȺ��������൱��Ҫ�����ء����⣬�����ͻ�ԭ���յ�ѡ��ȡ�����մɷ���IJ�ͬ�ص㡣�Ž������ս����ܵij��÷����г�ѹ�սᡢ��ѹ�ս��[55-56]��
�о�����[57-59]�����ĩ����Ч�ذ����Ž����̵Ľ��У�ϸ���Ž�(Wick debinding)�ǽ����ĩǶ�������в��������ȣ���ճ����ۻ�ʱ����ëϸ����������Һ̬��ճ����ᱻ������ĩ�С��������ͨ�����Ž������ַ������ŵ�����ճ�����Һ���뿪������������������ʱ������ģ�ͬʱҲ�����˱��κͿ��ѵ�ȱ�ݵij��֡�GORJAN��[57]�о���Ƕ���������������Ž����̵�Ӱ�죬���ֶ������������ճ������ѳ��������İ������á�����������Ҫ�������Ž��ĵ��½Σ���Ϊ�������ëϸ����ȡ����������������Ƹ������ԡ�ͬʱ���Ƿ���ճ�������ɶ��ڶ��ĩ��������Ӱ�죬��PVB�ۺ���ճ����в��벿��PEG3000�����γɵ������壬ʹëϸ���ø�����Ч��
5 �������ӳ�����
�������ڲ���ѧ�ƹ����ߵIJ�иŬ���£���ԭ�����ӳ��ͷ����Ļ����ϣ����������µ�ˮ�����ӳ��ͷ��������������ӳ����ա����������ۺϳ����պ͵Ⱦ�ѹ���ӳ����յȡ�
5.1 �������ӳ�����
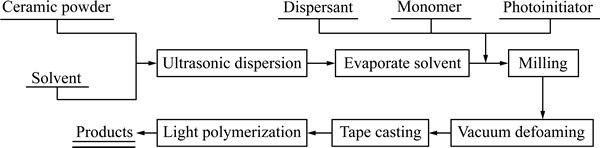
�л����ӳ�����ʹ�õ��л��ܼ������ж��ͳɱ��ϸߵ�ȱ�㡣��ˮ�����ӳ���Ҳ����һЩ���⣬�磺���϶Թ��ղ������У������γ����ܹ⻬�ı��棬����ʱ���������ѣ������������γ����ݵȡ�Ϊ�˿˷����ӳ��͵���Щȱ�㣬һЩ�о��߿�ʼѰ������;�����Ż����գ��������ӳ����������е�һ���ɹ�[3-4]���������ӳ�������ˮϵ���ӳ����գ������л��ﵥ��ۺϵ�ԭ���������ӳ��͡��÷��ǽ��մɷ��塢��ɢ�������ܼ������л�����ͽ������Ļ����Һ�У��Ʊ������Ȳ����и߹����������(�����������50%)��Ũ����Һ��Ȼ������������ʹ��������¶Ȳ��������巢���ۺϷ�Ӧ��ʹ������������Ӷ�����ԭλ���̳��ͣ�����Ʊ�������һ��ǿ�Ȳ����ʺϻ��ӹ������塣�������ӳ����ղ����������ͽ������л����������������߹��������������߲�Ʒ���ܶȺ�ǿ�ȣ���������Դ��Լ�͡������Ѻ������Ĺ��������������������ͼ7��ʾ[18]��
����Ե�[3]�����������ӳ����Ʊ�Al2O3�մɣ��ɹ��������л�����ۺ�ԭ�����������ӳ��ͣ��ڳ���������ȥ�˸�����֬�Ĺ����˹��գ�����˳�Ʒ�ʺ�����Ч�ʣ��������˳ɱ��������յ�[4]����ϵ�м�������PVA���������˹�������(ʡȥ�����屣������)�����һ������������л��ӵ�����֯����ۺϣ���ֹ���մɱ���������ơ����������
5.2 ���������ۺϳ�����
���ˮ�����ӳ����յ�ȱ�㣬CHARTIER��[6]������������ԭλ�ۺϻ��ƣ�������������塢�����ۺ����������뽬���в���������ԭλ�ۺϷ�Ӧ��ʹ����ԭλ�̻����͡���Դ�ͳ�����ӳ����գ������������ӳ�����ֻҪ����ͨ���ӻ����������Դ������ɣ���ȥ����������ɲ��ϳ���ʧ�ܵĸ�����̡�����Ĺ���������ͼ8��ʾ[18]��
5.3 �Ⱦ�ѹ���ӳ�����
���ӳ��͵Ľ��ϵĹ������������Խϵͣ������ڸ�������л��������ܼ������������������������ף����ͨ�����ӳ��ͻ�õ�����Ĥһ�㶼�ṹ���ɣ��ܶȽϵͣ�����ͨ�����ӳ���ֱ�ӻ�����ܵ�������

ͼ7 �������ӳ���������ͼ[18]
Fig. 7 Flow chart of gel-tape-casting[18]
ͼ8 ���������ۺ����ӳ���������ͼ[18]
Fig. 8 Flow chart of UV-initiated polymerization tape casting[18]
�Ⱦ�ѹ���ӳ����հ����ӳ����պ͵Ⱦ�ѹ��������Ч�ؽ�����������ӳ��ͻ�õ�����Ĥ������Ȼ�������ܣ��ṹ��ɢ��������нϺõ���չ�ԣ���ˣ�����ͨ���Ⱦ�ѹ���γ�����������������ܶȡ����ǵȾ�ѹ���ӳ����豸��Ϊ�����һ�ʹ���ձ�ø��Ӹ��ӣ���߳ɱ���ADAMS��[8]��RAHAMAN��[9]ͨ�����ӳ����Ƶ��˦�-TiAlĤ��Ȼ����1100 �桢130 MPa�������ȵȾ�ѹ����15 min�������е�̼������0.04%��ߵ�0.13%�����õ���Ĥ���нϸߵ����ܶȺ�ϸС�ľ�����֯��
6 ���ڵ������뷢չ����
���ӳ��;��й��ռ��������������ص㣬�Ƕ��������Ͷ���մɻ�Ƭ�ȱ������մɵij��ó��ͷ�������������ķ�չ�����ӳ��͵Ĺ��ռ����������죬���ҷ�չ��һϵ������ij����գ��㷺Ӧ���ڵ��Ӻ���Դ��ҵ��Ϊ�����豸������Ԫ����С�ͻ��Լ������ģ���ɵ�·��ʵ���ṩ��������֧�֡��������ӳ��͵ķ�չ������������Ϊ��������Ҫ�о�����������¼������棺
1) �Ʊ����ʺϵ����ӳ��ͷ��塣������������ӳ�������Ҫ��ԭ�ϣ�����Ʒ����������ҪӰ�졣���ӳ���ͨ�����ô��ȸߡ��ž��١��ȱ����Ϊ5~15 m2/g�����η��塣��ˣ����ڲ�ͬ������ϵ��Ӧ���������Ʊ��ʺϳ���Ҫ��ķ��塣���⣬���һЩ����Ҫ��Ҳ��Ҫ����һЩ�������Եķ��塣
2) �Ʊ���־��ȡ���������ǡ�������ӳ��ͽ��ϡ����ӳ��͵Ľ����Ʊ������ӳ���������Ҫ�IJ��裬���ϵ�����ֱ�Ӿ������������ܡ�һ��أ����ӳ����ý��ϵ���Ϊ1~3 Pa��s���������Եļ��б�ϡ�������ܵĽ��ϡ����Ǹ�Ϊȷ�����ӳ����������ܵ��ж�����δ���������ӳ��͵Ľ��ϰ������塢�ܼ�����ɢ����ճ��������ܼ����������Ӽ���ÿһ�ֳɷֶ��ڽ��ϵ����ܶ�����ҪӰ�죬���ҽ����еĸ������Ҳ�ụ�����Ӱ�졣��ʹ�����ӳ��ͽ��ϵ��о���Ϊ���ӡ�
3) �ƽ�ˮ�����ӳ�����ϵ���о���ˮ��������ϵ���а�ȫ�������ɱ��͵��ص㣬���������ӳ��͵Ĵ��ģ��ҵ���������ˮ�����ӳ��͵��о���Ȼ�϶࣬�����й���ʵ��Ӧ�õı������١�ˮ�����ӳ��ʹ��ڵ���Ҫ�����ǣ��ܼ��Է������ʪ�Բ�ӷ��ٶȽ���������Ҫ�ĸ���ʱ��ϳ������ϵ������ѶȽϴõ����������������л�������ϵ�ȡ���ν����Щ��������ˮ��������ϵ�Ĺؼ���
4) �ۺ��Ż����ӳ����ա������ն���������������ҪӰ�졣���⣬��ijЩ���ռ�������¹��պ��¹����У����ӳ��������������������գ����·ӡˢ�͵Ⱦ�ѹ���ϵȣ�����ϵͳ��ϣ���Ҫ�ۺ��Ż����ա�
5) ��չ���ӳ��͵�Ӧ��������������Ҫ���ڱ������մɳ��͵����ӳ���Ҳ�������ڽ������л����ϼ���/�л����ϲ��ϵȲ�����ϵ�Լ�������ϡ������������͵�ص����������ӳ�������Щ�����Ӧ�ý�������Ҫ�ķ�չ����֮һ��
REFERENCES
[1] л����, �³���, ������. �����մɵķ�չ��չ��[J]. �й��մɹ�ҵ, 2000, 7(1): 31-36.
XIE Zeng-fang, CHEN Zhao-hui, LI Yong-qing. Development and prospects of special ceramics[J]. China Ceramic Industry, 2000, 7(1): 31-36.
[2] HowattG N. Method of producing high dielectric high insulation ceramic plates: US, 2582993[P]. 1952-01-22.
[3] �����, �� ��, л־��, �����, ������. ���������Ա�Ƭ�մɲ����������ӳ��͵�Ӱ��[J]. ����ͨѶ, 2002, 12(2): 58-61.
XIANG Jun-hui, HUANG Yong, XIE Zhi-peng, YANG Jin-long, MA Chun-lei. Influence of operating condition on gel-tape-casting process of ceramic materials[J]. High Technology Letters, 2002, 12(2): 58-61.
[4] ������, ����ƽ, �ű���. PVA-AM��ϵ�������ӳ����о�[J].ϡ�н��������빤��, 2007, 36(S1): 387-390.
MA Jing-tao, LIN Xu-ping, ZHANG Bao-qing. Study on gel-tape casting in the mixed polyvinyl alcohol and acrylamide systems[J]. Rare Metal Materials and Engineering, 2007, 36(S1): 387-390.
[5] XIANG Jun-hui, HUANG Yong, XIE Zhi-peng. Study of gel-tape-casting process of ceramic materials[J]. Materials Science and Engineering A, 2002, 323: 336-341.
[6] Chartier T, Penarroya R, Pagnoux C, BAUMARD J F. Tape casting using UV curable binders[J]. Journal of the European Ceramic Society, 1997, 17(6): 765-771.
[7] �� ��, ������, �� ��, ������, ������, ��֮��. YSZ�մ�Ĥ���ӵȾ�ѹ���ϳ����¹����о�[J]. ������ѧ��, 1999, 14(5): 745-750.
CHEN Ming, WEN Yan-lian, HUANG Zhen, WANG Ping-chu, TU Heng-yong, LU Zhi-yi. Study on isostatic pressing YSZ membrane fabricated by tape casting[J]. Journal of Inorganic Materials, 1999, 14(5): 745-750.
[8] ADAMS A G, RAHAMAN M N, DUTTON R E. Microstructure of dense thin sheets of ��-TiAl fabricated by hot isostatic pressing of tape-cast monotapes[J]. Materials Science and Engineering A, 2008, 477(1): 137-144.
[9] RAHAMAN M N, DUTTON R E SEMIATIN S L. Fabrication of dense thin sheets of ��-TiAl by hot isostatic pressing of tape-cast monotapes[J]. Materials Science and Engineering A, 2003, 360(1): 169-175.
[10] ����, �����, ������, �� ��, �� ��, �� ��. ���ӷ��Ʊ��ԳƽṹAl2O3�ݶȶ���մ�[J]. �й��մ�, 2014, 50(12): 19-23.
ZOU Jian-kun, TANG Yu-fei, XU Lei, WANG Zhen-xiao, XU Jing, ZHAO Kang. Fabrication of alumina gradient porous ceramics with symmetrical structure by tape casting[J]. China Ceramics, 2014, 50(12): 19-23.
[11] OLHERO S M, FERREIRA J M F. Rheological characterisation of water-based AlN slurries for the tape casting process[J]. Journal of Materials Processing Technology, 2005, 169(2): 206-213.
[12] �� ��, ������, ���, �� ѩ, �� ̩. �������մ�ʪ�����͵��о���չ[J]. ����Ԫ�������, 2014, 33(8): 12-21.
GUO Jian, SUN Yong-jian, YANG Hai-yan, WANG Xue, QIU Tai. Research progress in wet moulding process of AlN ceramics[J]. Electronic Component and Materials, 2014, 33(8): 12-21.
[13] ����ƽ, ������, ������, �����, �� ϼ. ���ӷ��Ʊ�La2O3����BaTiO3�մɻ��弰����֯�о�[J]. �й��մ�, 2013, 49(11): 59-62.
FEI Zhang-ping, HUANG Xin-min, DAI Rong-rong, WU Yu-cheng, SHU Xia. Research of preparation and microstructure of La2O3 dopants on BaTiO3 ceramic substrate by tape casting[J]. China Ceramics, 2013, 49(11): 59-62.
[14] ������, ����ǰ, �ƴ���, �� ��. Mo-(Fe-B)-Fe��Ϸ�ĩ���ӳ��ͱ������弼���о�[J]. �մ�ѧ��, 2003, 24(2): 71-77.
LIU Fu-tian, LI Zhao-qian, HUANG Chuan-zhen, ZHANG Tao. A study on the tape casting technique for preparing laminar green tape of Mo-(Fe-B)-Fe mixed powders[J]. Journal of Ceramics, 2003, 24(2): 71-77.
[15] �� ��. W-Cu��ϵ�������Ϻ�����Ĥ���Ʊ����������о�[D]. �人: �人������ѧ, 2011.
CHI Chen. Research on preparation and properties of W-Cu metal slurry and its casting films[D]. Wuhan: Wuhan University of Technology, 2011.
[16] �캣��, �ﻪ��, �ϼӰ�, ���, �� ��, ����ΰ, ���. �۷���ϩ���ӱ�Ĥ�������о�[J]. �й�����, 2014, 28(1): 70-73.
XU Hai-yun, TIAN Hua-feng, YAN Jia-an, LI Chuan-ming, LIU Qian, FU Li-wei, XIANG Ai-min. Research on processing conditions of PVF films by solution casting[J]. China Plastics, 2014, 28(1): 70-73.
[17] ���·�, ţ����, �½���, ������, �� ��, �� Ρ. ��ԭ�������ӱ�Ĥ������[J]. ���Ϲ�ҵ, 2008, 36(10): 66-68.
LI Xin-fa, NIU Ming-jun, CHEN Jin-zhou, WANG Dong-fang, LIU Chang, LI Wei. Development of collagen protein casting film[J]. China Plastics Industry, 2008, 36(10): 66-68.
[18] ��ռ��, ����ϼ, ��־��, ������. �մɱ�Ƭ�����ӳ����ո���[J]. ���ϵ���, 2009, 23(5): 43-46.
SONG Zhan-yong, DONG Gui-xia, YANG Zhi-min, MA Shu-wang. Summary of ceramic slice processed by tape casting[J]. Materials Review, 2009, 23(5): 43-46.
[19] Moreno R. The role of slip additives in tape-casting technology. I: Solvents and dispersants[J]. American Ceramic Society Bulletin, 1992, 71(10), 1521-1531.
[20] �ڹ�ǿ, ��ά��, ��С��. �������մɻ�Ƭ�ķ�ˮ�����ӳ������������о�[J]. �й��մ�, 2010, 46(2): 10-12.
YU Guo-qiang, LIU Wei-liang, ZHANG Xiao-feng. Study on non-aqueous tape casting molding technics and properties of alumina ceramic substrate[J]. China Ceramics, 2010, 46(2): 10-12.
[21] ���, �ǹھ�, ��־��. ���ӷ��Ʊ��մɱ�Ƭ���о���չ[J]. ������ͨ��, 2004, 23(2): 44-47.
LI Dong-yun, QIAO Guan-jun, JIN Zhi-hao. Research development of ceramic slice by tape casting technique[J]. Bulletin of the Chinese Ceramic Society, 2004, 23(2): 44-47.
[22] ��ѧ��, ŷ������, �� ��, ��־��, ������, ������. ˮ�����ӹ����Ʊ��մɲ��ϵ��о�[J]. ������ͨ��, 2004, 23(2): 40-43.
CUI Xue-min, OUYANG Shi-xi, HUANG Yong, YU Zhi-yong, WU Li-feng, WANG Chang-an. Study on preparation of ceramics by aqueous tape casting process[J]. Bulletin of the Chinese Ceramic Society, 2004, 23(2): 40-43.
[23] ���ܴ�, ���, �� ��. �մɲ���ˮ�����ӳ������о���չ[J]. ���ϵ���, 2006, 20(Z2): 387-389.
LI Shao-chun, LI Dong-yun, YANG Hui. Research progress in aqueous tape casting of ceramic materials[J]. Materials Review, 2006, 20(Z2): 387-389.
[24] MISTLER R E, TWINAME E R. Tape casting: theory and practice[M]. Westerville OH: American Ceramic Society, 2000.
[25] RICHARD J B. �մɹ���[M]. �廪��ѧ�����մ��뾫ϸ���չ����ص�ʵ����, ��. ����: ��ѧ�����磬1999.
RICHARD J B. Ceramic crafts[M]. Tsinghua University State Key Laboratory of New Ceramics and Fine Processing, transl. Beijing: Science Press, 1999.
[26] ������, �� ̩, �� ��, ��Ӣ, ������. �����ӷ��Ʊ������մɻ�Ƭ���о�[J]. �����մ�, 2003, 36(2): 7-13.
LAI Jun-hua, QIU Tai, XU Jie, SHEN Chun-ying, JIAO Bao-xiang. Study on tape casting of ceramics substrates[J]. Jiangsu Ceramics, 2003, 36(2): 7-13.
[27] �� �, �� ��, ������. ������ķ�ɢ���������[M]. ����: ��ѧ��ҵ������, 2004.
GAO Lian, SUN Jing, LIU Yang-qiao. Dispersion and surface modification of nanopowders[M]. Beijing: Chemical Industry Press, 2003.
[28] LEWIS J A. Colloidal of ceramics[J]. Journal of the American Ceramic Society, 2000, 83(10): 2341-2359.
[29] JAKUBAUSKAS H L. Use of A-B block polymers as dispersants for non-aqueous coating systems[J]. Journal of Coatings Technology, 1986, 58(736): 71-82.
[30] SHINODA K, NAKAGAWA T, TAMAMUSHI B. Colloidal surfactants: some physicochemical properties[M]. Netherlands: Elsevier, 2013.
[31] ������, �ⳤ��, �ܾ���, ���շ�, ������, �߲���. �մ��þۺ����ɢ�����Ʊ���Ӧ���о���չ[J]. �й��մ�, 2012, 48(11): 4-10.
LI Peng-fei, WU Chang-you, ZHOU Jing-ren, CHENG Zhong-fa, DU Nian-zeng, GAO Can-zhu. Research progress of the preparation and application of ceramic polymer dispersants[J]. China Ceramics, 2012, 48(11): 4-10.
[32] ������. Ƭʽ��������ӳ�����ˮ��ճ�ϼ����о�[D]. ����: ����������ѧ, 2012.
SONG Bei-bei. Study of aqueous adhesive in chip multilayer inductor tape casting[D]. Guangzhou: South China University of Technology, 2012.
[33] MESSING G L, FULLER E R, HAUSNER H. Ceramic powder science[M]. Columbus: American Ceramic Society, 1988.
[34] YIM T, CHOI S J. JO Y N, KIM T H, KIM K J, JEONG G, KIM Y J. Effect of binder properties on electrochemical performance for silicon-graphite anode: Method and application of binder screening[J]. Electrochemical Acta, 1014, 136(1): 112-120.
[35] ���㻪, Ҧ����. ˮ��ճ�ϼ��ڵ����մ����ӳ����е�Ӧ��[J]. ����Ԫ�������, 2005, 24(6): 57-62.
CAO Xiu-hua, YAO Qing-min. Application of aqueous binder in electronic ceramic tape casting[J]. Electronic Components and Materials, 2005, 24(6): 57-62.
[36] Pagnoux C, Chartier T, Granja M F, DOREAU F, FERREIRA J M, BAUMARD J F. Aqueous suspensions for tape-casting based on acrylic binders[J]. Journal of the European Ceramic Society, 1998, 18(3): 241-247.
[37] Doreau F, Tar G, Pagnoux C, CHARTIER T, FERREIRA J M F. Processing of aqueous tape-casting of alumina with acrylic emulsion binders[J]. Journal of the European Ceramic Society, 1998, 18(4): 311-321.
G, Pagnoux C, CHARTIER T, FERREIRA J M F. Processing of aqueous tape-casting of alumina with acrylic emulsion binders[J]. Journal of the European Ceramic Society, 1998, 18(4): 311-321.
[38] �ܽ���, ���Ƕ�, ��˫ϲ, �ƹ�Ȩ. �Ʊ������մɻ�Ƭ�õ����ӳ�����[J]. ������ͨ��, 2010, 29(5): 1114-1118.
ZHOU Jian-min, WANG Ya-dong, WANG Shuang-xi, HUANG Guo-quan. Tape casting process for fabricating electronic ceramic substrate[J]. Bulletin of the Chinese Ceramic Society, 2010, 29(5): 1114-1118.
[39] �� ��, ��ά��, �ѹ�Ԫ, ����. ˮ��ľ�������ݹ��յ��Ż�[J]. �Ϻ�Ϳ��, 2007, 46(8): 31-33.
DU Lei, ZHANG Wei-li, MIAO Guo-yuan, CHEN Yu-fang. Optimization of defoaming technique in water-borne wood coatings[J]. Shanghai Coatings, 2007, 46(8): 31-33.
[40] DENKOV N D, TCHOLAKOVA S, MARINOVA K G, HADJIISKI A. Role of oil spreading for the efficiency of mixed oil-solid antifoams[J]. Langmuir, 2002, 18(15): 5810-5817.
[41] WU Fei, CAI Chun, YI Wen-bin, CAO Zhi-ping, WANG Yun. Antifoaming performance of polysiloxanes modified with fluoroalkyls and polyethers[J]. Journal of Applied Polymer Science, 2008, 109(3): 1950-1954.
[42] HOTZA D, GREIL P. Review: Aqueous tape casting of ceramic powders[J]. Materials Science and Engineering A, 1995, 202(1): 206-217.
[43] SHANEFIELD D J. Competing adsorptions in tape casting[J]. Advanced Ceramic Materials, 1986(19): 155-160.
[44] THARWAT T F. Rheology of dispersions-principles and application[M]. Weinheim: John Wiley and Sons, 2010.
[45] RAJAT B, INDRANIL M. Ceramic nanocomposites[M]. England: Woodhead Publishing, 2013.
[46] Bitterlich B, Lutz C, Roosen A. Rheological characterization of water-based slurries for the tape casting process[J]. Ceramics International, 2002, 28(6): 675-683.
[47] Otsuka K, Ohsawa Y, Yamada K. A study on the alumina ceramics casting conditions by the doctor-blade method and their effect on the properties green type. I[J]. Yogyo Kyokai Shi, 1986, 94(3): 351-359.
[48] Chou Y T, Ko Y T, Yan M F. Fluid flow model for ceramic tape casting[J]. Journal of the American Ceramic Society, 1987, 70(10): 280-282.
[49] BULATOVA R, JABBARI M, KAISER A, NEGRA M D, ANDERSEN K B, GURAUSKIS J, BAHL C R H. Thickness control and interface quality as functions of slurry formulation and casting speed in side-by-side tape casting[J]. Journal of the European Ceramic Society, 2014, 34(16): 4285-4295.
[50] �� ޥ, ��Ҳ��. ����ˮϵ���ӹ�����Ĥ����������������о�[J]. �մ�ѧ��, 2012, 32(4): 512-518.
SU Hui, WU Ye-fan. Film drying problems in aqueous tape casting[J]. Journal of Ceramic, 2012, 32(4): 512-518.
[51] �ϼ, ţ����, ���ٺ�, �洺��, �� ��, ������. ����ʯˮ��������Ƭ�ĸ��ﶯ��ѧ�о�[J]. ���ϵ���, 2013, 27(7): 130-133.
HOU Zhao-xia, NIU Chang-lei, WANG Shao-hong, SUI Chun-hua, ZHOU Dan, LIU Xiao-dong. Study on drying kinetics of cordierite sheets by aqueous tape-casting[J]. Materials Review, 2013, 27(7): 130-133.
[52] ������, ����ǰ, �ƴ���, ֣�ٻ�. Mo-(Fe-B)-Fe��Ϸ�ĩ���ӳ��ͱ�������ĸ����������[J]. �մ�ѧ����2002, 23(4): 211-216.
LIU Fu-tian, LI Zhao-qian, HUANG Chuan-zhen, ZHENG Shao-hua. Analysis of drying mechanism on the tape casting laminar green tape of Mo-(Fe-B)-Fe mixed alloy powders[J]. Journal of Ceramics, 2002, 23(4): 211-216.
[53] Salam L A, Matthews R D, Robertson H. Pyrolysis of polyvinyl butyral (PVB) binder in thermoelectric green tapes[J]. Journal of the European Ceramic Society, 2000, 20(9): 1375-1383.
[54] Salam L A, Matthews R D, Robertson H. Optimisation of thermoelectric green tape characteristics made by the tape casting method[J]. Materials Chemistry and Physics, 2000, 62(3): 263-272.
[55] ����Ρ. Һ���ս��������մɵ����ܻ�����[J]. ���ϵ���, 2005, 19(Z1): 393-395.
HUANG Xiao-wei. Mechanism of densification for alumina ceramic prepared by liquid phase sintering[J]. Materials Review, 2005, 19(Z1): 393-395.
[56] ����ƽ, ������, �����, Ѧ�Ķ�, �����. ����TiO2���Ӽ���Al2O3�մ��۽ṹ���ս����ܵ�Ӱ��[J]. ������ѧ��, 2008, 36(4): 494-497.
ZHANG Xi-ping, CHEN Shu-jiang, LI Guo-hua, XUE Wen-dong, SUN Jia-lin. Effect of nanosized TiO2 as additive on the microstructure and sintering characteristics of Al2O3 ceramics[J]. Journal of the Chinese Ceramic Society, 2008, 36(4): 494-497.
[57] GORJAN L, DAKSKOBLER A, KOSMAC T. Strength evolution of injection-molded ceramic parts during wick-debinding[J]. Journal of American Ceramic Society, 2012, 95(1): 188-193.
[58] CETINEL F A, BAUER W, KNITTER R, HAU��ELT F. Factors affecting strength and shape retention of zirconia micro bending bars during thermal debinding[J]. Ceramics International, 2011, 37(7): 2809-2820.
[59] GORJAN L, BLUGAN G, GRAULE T, KUEBLER J. Effectiveness of wick-debinding inside powder bed for ceramic laminates made by tape casting[J]. Powder Technology, 2015, 273: 197-203.
(�༭ ������)
������Ŀ������������Ȼ��ѧ����������Ŀ(51202296)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20120162120006)
�ո����ڣ�2014-12-20�������ڣ�2015-04-20
ͨ�����ߣ���С�棬��ʦ����ʿ���绰��0731-88836638��E-mail��13467516329@163.com
ժ Ҫ���������ӳ��͵��о���չ���������ӳ������ص������ӳ�����ϵ���������ӳ������ͽ��ϵ���ɼ����ص㣻�������ӳ��͵Ĺ������̼���ԭ�����ܽ����͵����ӳ����գ����������ӳ��͡����������ۺ����ӳ��͵ȣ�̽�����ӳ��ͼ������ڵ�����ͷ�չ����
[1] л����, �³���, ������. �����մɵķ�չ��չ��[J]. �й��մɹ�ҵ, 2000, 7(1): 31-36.
[4] ������, ����ƽ, �ű���. PVA-AM��ϵ�������ӳ����о�[J].ϡ�н��������빤��, 2007, 36(S1): 387-390.
[12] �� ��, ������, ���, �� ѩ, �� ̩. �������մ�ʪ�����͵��о���չ[J]. ����Ԫ�������, 2014, 33(8): 12-21.
[15] �� ��. W-Cu��ϵ�������Ϻ�����Ĥ���Ʊ����������о�[D]. �人: �人������ѧ, 2011.
[17] ���·�, ţ����, �½���, ������, �� ��, �� Ρ. ��ԭ�������ӱ�Ĥ������[J]. ���Ϲ�ҵ, 2008, 36(10): 66-68.
[18] ��ռ��, ����ϼ, ��־��, ������. �մɱ�Ƭ�����ӳ����ո���[J]. ���ϵ���, 2009, 23(5): 43-46.
[20] �ڹ�ǿ, ��ά��, ��С��. �������մɻ�Ƭ�ķ�ˮ�����ӳ������������о�[J]. �й��մ�, 2010, 46(2): 10-12.
[21] ���, �ǹھ�, ��־��. ���ӷ��Ʊ��մɱ�Ƭ���о���չ[J]. ������ͨ��, 2004, 23(2): 44-47.
[23] ���ܴ�, ���, �� ��. �մɲ���ˮ�����ӳ������о���չ[J]. ���ϵ���, 2006, 20(Z2): 387-389.
[25] RICHARD J B. �մɹ���[M]. �廪��ѧ�����մ��뾫ϸ���չ����ص�ʵ����, ��. ����: ��ѧ�����磬1999.
[26] ������, �� ̩, �� ��, ��Ӣ, ������. �����ӷ��Ʊ������մɻ�Ƭ���о�[J]. �����մ�, 2003, 36(2): 7-13.
[27] �� �, �� ��, ������. ������ķ�ɢ���������[M]. ����: ��ѧ��ҵ������, 2004.
[32] ������. Ƭʽ��������ӳ�����ˮ��ճ�ϼ����о�[D]. ����: ����������ѧ, 2012.
[35] ���㻪, Ҧ����. ˮ��ճ�ϼ��ڵ����մ����ӳ����е�Ӧ��[J]. ����Ԫ�������, 2005, 24(6): 57-62.
[38] �ܽ���, ���Ƕ�, ��˫ϲ, �ƹ�Ȩ. �Ʊ������մɻ�Ƭ�õ����ӳ�����[J]. ������ͨ��, 2010, 29(5): 1114-1118.
[39] �� ��, ��ά��, �ѹ�Ԫ, ����. ˮ��ľ�������ݹ��յ��Ż�[J]. �Ϻ�Ϳ��, 2007, 46(8): 31-33.
[45] RAJAT B, INDRANIL M. Ceramic nanocomposites[M]. England: Woodhead Publishing, 2013.
[50] �� ޥ, ��Ҳ��. ����ˮϵ���ӹ�����Ĥ����������������о�[J]. �մ�ѧ��, 2012, 32(4): 512-518.
[55] ����Ρ. Һ���ս��������մɵ����ܻ�����[J]. ���ϵ���, 2005, 19(Z1): 393-395.
