
������ʱ��: 2016-06-29 13:42
������������������ڰ��̬���Ͻ��Ʒ�е�Ӧ��
������ɫ�����о���Ժ������ɫ���������Ӳ��Ϸ�����������
������ɫ�����о���Ժ���ϲ��Ϲ��̼����о�����
ժ Ҫ��
���ýӴ�����ˮ���۽����ֱ��ƽ�ס�ͨ�ס�����������̬�����Ͻ��˹�ȱ�ݽ��г�����Ⲣ��ȡ�����������з���ʶ����Ƶ��������������̬����Aɨ�ź�,��ȱ���źŶν��п��ٸ���Ҷ�任,��ƫ��ֵ�����ֵ����Ƶ�ʷ�ֵ��г��Ƶ�ʼ����Ϊ���������ж�ȱ�����͡����˵�ƫ��ֵ�����ֵ���,ͨ�״�֮,ƽ����С,����ȱ�����������Ƶ��ͼ���ڶԳƺ���̬�ֲ�������;��Ƶ�ʷ�ֵͨ�����,ƽ�״�֮,������С;г��Ƶ�ʼ��ƽ�����,���˴�֮,ͨ����С��������̬����Cɨ���ź�����ȱ���������ӵ�˥�����,����ͼ���Ե��״�������жϳ�ȱ������,���Ҳ���ֵ/ʵ��ֵ(��/��0)ͼ����,ƽ��ȱ�ݳߴ���������С�ﵽ40��m,ͨ����С���ﵽ30��m,���������С�ﵽ50��m���˹�ȱ�ݼ����Ϊ��Ȼȱ�ݵ�����ʶ���ṩ�˿ɿ����ж����ݡ�
�ؼ��ʣ�
���̬���Ͻ�;�������;��Ƶ�ʷ�ֵ;�ߴ����;
��ͼ����ţ� TG292;TG245
����飺ұƽ(1990-),Ů,����������,˶ʿ�о���,�о�����:������������;E-mail:yeping786@126.com;;��ͨ��,����;�绰:010-82241342;E-mail:matongda@126.com;
�ո����ڣ�2015-04-03
�������ҿƼ������·�������ר����Ŀ(2011IM030900)����;
Application of Ultrasonic Testing and Feature Analysis in Semi-Solid Processed Aluminum Alloy
Ye Ping Li Yang Zhu Qiang Ma Tongda
General Research Institute for Nonferrous Metal,Analysis Testing Center of National Nonferrous Metal & Electronic Material
National Engineering Research Center for Nonferrous Metal Composites,Beijing General Research Institute for Nonferrous Metals
Abstract��
Using contact detection for the ultrasonic A-scan inspection and focusing method of water immersion for the ultrasonic Cscan inspection,ultrasonic testing followed by feature extraction was adopted to identify the three forms of artificial defects,i. e. flat bottom-hole,through hole and notch,inside a semi-solid processed aluminum alloy. Spectrum analysis on ultrasonic signal of A-scan was performed applying fast Fourier transform( FFT) to the windowed signal indicating the defects,and then the defects were categorized according to parameters such as skewness,kurtosis,peak value in frequency domain and intervals between resonant frequencies.The skewness and kurtosis of notch had the maximal peak value,followed by through hole and the minimum for flat bottom hole; peak value in frequency domain of through hole was the maximal,followed by flat bottom hole and the minimum for notch; the intervals between resonant frequencies of the flat bottom hole was the maximal,followed by notch and the minimum for through hole. The forms of defection could be identified according to the features of C-scan image. Also,by analysis of decay of C-scan signal with respect to the increasing burial depth of defects,the bias from the measured defect size to the actual defect size could be estimated. The results showed that the minimum measuring error between measured and actual values of flat bottom hole was 40 ��m,while that of through hole and notch was 30 and 50 ��m,respectively. The test results of artificial defects could provide diagnosis basis with detecting natural defects for both A-scan detecting and C-scan imagery.
Keyword��
semi-solid processed aluminum alloy; ultrasonic testing; peak value in frequency domain; size bias;
Received�� 2015-04-03
����ʯ����Դ�������ѽߡ�������Ⱦ������ЧӦ�������Ͼ�,������������Ϊ��Դ���ĺ������������Ҫ��Դ֮һ�ܵ��㷺��ע��Ϊ�˱������������ȼ��Ч��,���������㲿�����������ȼ�ͷ���������Ч���ѳ�Ϊ��������,���,���������Ͻ���ϼ��㲿���������ٸ��ߵ�Ҫ��
������ѹ��������Ч�����ȼ����Ч��,���ٷ����ŷš�����,ȫ��50%�ķ�����Ӧ����ѹ����,���ҹ�ֻ��13%,���,������ѹ�������ҹ�δ����ȼ��������չ����Ҫ����
ѹҶ����������ѹ������Ҫ��ɲ���,Ҷ��ͨ���������������ѹ����һ����β�����������ִ���������ת,ѹ��������ʹ֮��������,������ѹ�����ܶ��������ȼ�ո������ֵ�ȼ��,��Ӧ�ؿ������ӷ�������������ʺͽ�����Ⱦ����ŷš�Ҷ�����θ���,14��ҶƬ���������ֲ�,�ڸߴ�250��ĸ�����ת�ٿɴﵽ200000 r��min-1,����Ҷ���ڼ��ߵ�Ӧ���¹���,������ѹ��ͬʱ����ѭ���غ�,����Ӿ���ѹҶ�ֵ�ƣ�����ˡ����,Ҷ�ֱ���߱�����Ļ�е���ܺ�������ȱ��,�Ա�֤������ѹ����ȫ�Ĺ�����
���̬���������Ϊһ���Ƚ����ͼ���
��ͳ��ȱ�ݼ�ⷽ������������������������,��ʱ����,���ӳɱ�,������Ʒ�������������������ܡ������������⼼�������ڱ�֤������õ������ʵ�������,�ڹ�ҵ����������Ҫ���塣Adler��
�������IJ�����Ƶ��Ϊ����������Ҷ�任�Ĺ�ϵ,Ƶ���������ַַ����ס���λ�ס������ס���Ƶ�ȡ�Adler��
ѡ���ʵ���Ƶ��������,������Ч�����������ز��ź�,���ȱ����Ϣ
���Ķ��̬�����������A319S�Ƴɵ�ƽ�ס�ͨ�ס����������˹�ȱ�ݽ��о�̬����̬��Ⲣʶ��ȱ������,�Գ�����Aɨ���źŽ��п��ٸ���Ҷ�任,��ȡ�������з�ȡ�ƫ�ȡ��������Ƶ�ʺ�г��Ƶ�ʼ��Ϊ����������������ȱ��,�о�������Cɨ��ͼ����ȱ�ݳߴ����ֵ��ʵ��ֵ�����,Ϊ��Ȼȱ�ݳߴ�ļ���ṩ�ж����ݡ�
1 ������Ƶ����
1.1 Ƶ����
������Ȼȱ��,ȱ����״��������Ժ�������,ȱ�����Ͷ�����,ȱ�ݷֲ���ȡ���������ֲڶȡ��ڲ������ȶ��������й�,������Ȼȱ�ݻز��źż���Ƶ�dz�����
����ij�������ź�һ�����Ϊ������ʱ���˲̬�ź�

����Ҷϵ����Ϊ������Ƶ�ʺ�����:

���ź�x(t)��A/D������������ź�����x(n),����ʽ(2)�ó�����ɢ����Ҷ�任(Discrete Fourier Transform,DFT):

ʽ��,tΪ�ź�ʱ��,fΪƵ��,n,kΪ���к�;NΪ�����ź����еĵ�����
���ٸ���Ҷ�任(FFT,fast Fourier transform)�ǰ��������зֽ�����ɽ϶̵���������ɢ����Ҷ�任(DFT,discrete Fourier transform),������ͨ�������źŴ�����DSP(digital signal processing)�Լ�MATLAB�������ʵ��FFT����,Ϊ�˱����������еײ���ȱ�ݲ���Ӱ��,���IJ��þֲ�FFT����,��ֻ��ȱ�ݲ��μ�һ���δ�,�Դ����źŽ���FFT���㡣
�����г�����������ϵͳ��·�����ĵ�ѹ�����ź�Ϊvi(t),�������ϵͳ���չ۲쵽�����ѹ�źŦ�0(t)���Լ��ϵͳ�ķ�������

ȱ�ݵ���ʵ��Ϣ������h(t)��,�������ϵͳ��������s(t)��ʾ,����������ϵͳ������������,����ȷ���ڲ���Ƶ��Ϊ70 MHz,����Ϊ����60%,�������Ϊ1.2��106���㡣��ʽ(4)���и���Ҷ�任����Ƶ��һ��,�ɵ�:
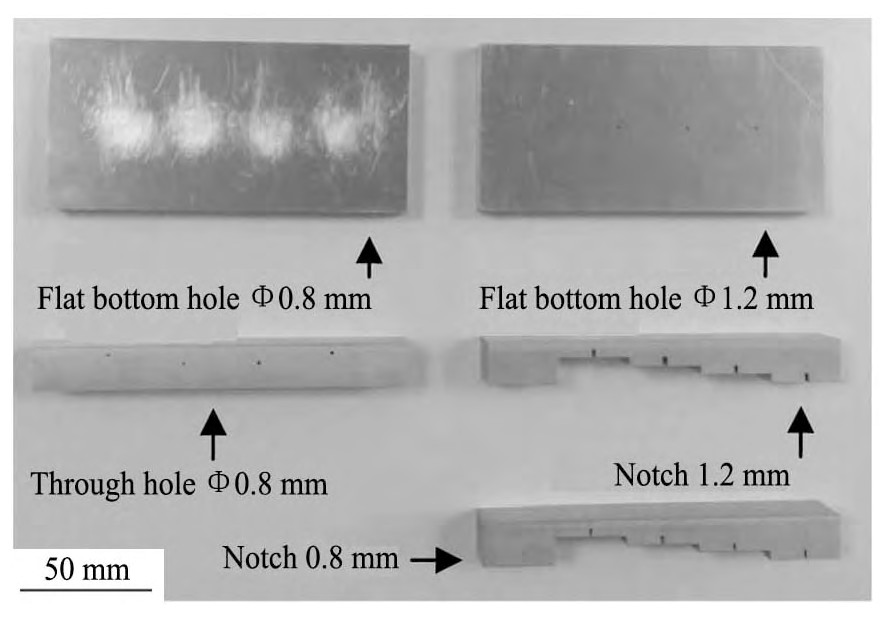
ͼ1 A319s���Ͻ��˹��Կ�Fig.1 Specimen of A319s aluminum alloy

H(��),V0(��),V1(��)�ֱ���h(t),��0(��),��i(t)�ĸ���Ҷ�任��
��̽ͷ��Զ����,��������������״ȱ����̽ͷ���ߴ�ֱʱ,�䷴�䲨��Ƶ����̽ͷ����Ƶ�����ơ��ٶ�̽ͷ������ǶȲ���,����̽ͷ����ȱ��,���䲨���䵽��ϼ���ȱ�ݱ����������������С,ȱ�ݷ���ز�Ƶ�ķ�����˸ı䡣���ڼ��ʱ�������ڴ��������з�����ɢ�䡢���䡢���䡢����ȸ���������ȱ�ݳߴ��Ӱ��,�����ȳ߶��ϵı仯�볬������Ƶ�����,���Ƶ�ʷ����������Ƶ�ʷ�ֵ��г��Ƶ�ʼ���ܷ�ӳ������ȱ�ݵIJ��졣
����,ѡ��ƫ�Ⱥͷ����������ͳ����������Ϊȱ��Ƶ������������,��Ƶ�ֲ���̬����ȱ��֮������𡣷�Ⱥ�ƫ��������ͳ���б�ʾ�����ֲ���״��ͳ����
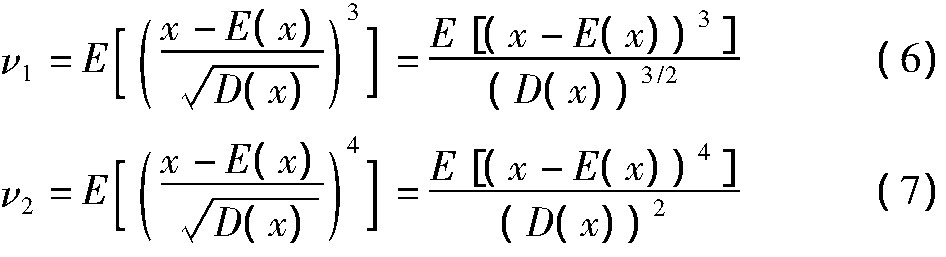
ƫ�ȷ�ӳ�ֲ��ĶԳ���,��1>0Ϊ��ƫ̬,��1<0Ϊ��ƫ̬,��̬�ֲ��ķ�ֵΪ3,����2��3�ȽϿ��Ժ�������ƫ����̬�ֲ��ij̶ȡ�
1.2 ��̬�����ж�
1.2.1 ��״ȱ��
��״ȱ�ݶ�ָ����������С���ȱ��,���γ�����,Ҳ�в�������״���ز�������С,��̽ͷǰ�����ҡ�����ɨ��ʱ��ʾ��̬����ͼ2(a)��
1.2.2 ��״ȱ��
��״ȱ�ݶ�ָ�ɲ�ָʾ����,���Ǹ߶ȺͿ��Ȳ��ײ�,���ʵļ�ϡ������ȿ��ܵ����źŵIJ�������̽ͷɨ�鷽����ȱ�ݳ��ȷ���ֱʱ,�ز�һ����ʾ��̬����ͼ2(b),�⻬ƽ��״ȱ������״ȱ�ݶ�̬�������ơ���ȱ�ݶ���ߴ�仯ʱ,�ز�������̽ͷ�ƶ�������,��̬������ʾ��ͼ2(c)��ʾ��
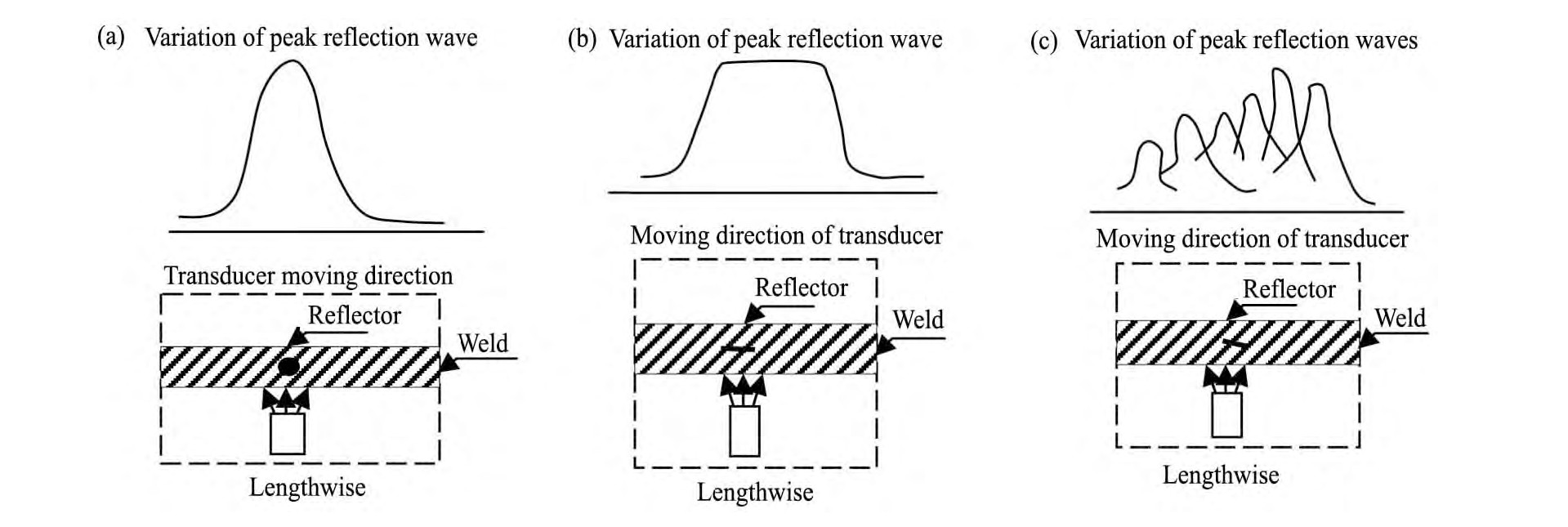
ͼ2 ����ȱ�ݶ�̬����ͼFig.2 Dynamic waveform of different weld defections
(a)Spot reflector;(b)Smooth surface reflector;(c)Irregular reflector
2 ��������̬�������
2.1 ���װ��
���ýӴ������Լ����г���Aɨ����,���������豸ΪGE USIP 40���������,ѡ����Ƶ��Ϊ6 MHz��˫��̽ͷMSEB6H,����Ƶ��Ϊ70MHz,̽ͷ���������Կ���泤�ȷ���ֱ,���ն�ΪDS1000Z����ʾ����,���ɼ������źŵ�������,��дMATLAB������źŽ���Ƶ������
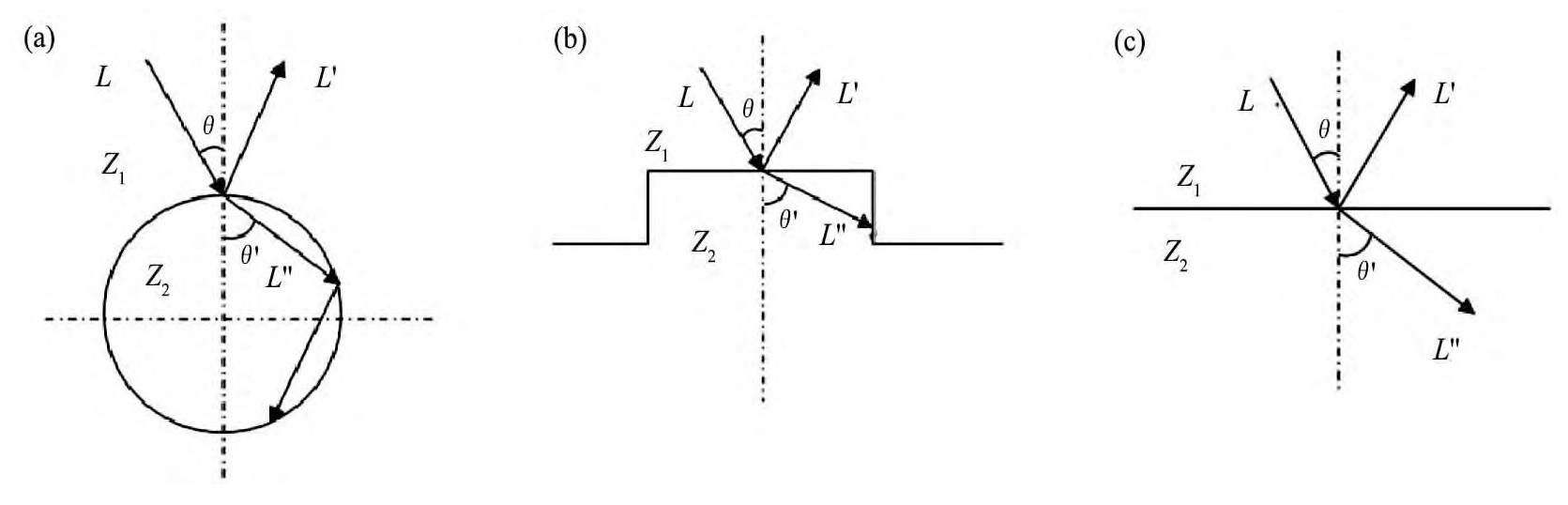
ͨ��ȱ�ݱ���Ϊ����,ƽ�ױ���͵���Ϊ���ʽƽ��,�����˱���Ϊƽ��,����Ϊ����״����ʽ��״�������䲨����ȱ��ʱ,����Snell����,�����ᷢ�����䡢����,��ͼ3��ʾ,������ȱ�ݱ��淢������ɢ�䡢�����ƽ��ɢ�䡢ƽ��ɢ�����ɢ������ͼ��Z1,Z2Ϊ���ֽ���,LΪ���䲨,L'Ϊ���䲨,L��Ϊ���䲨,��Ϊ�����,��'Ϊ����ǡ�
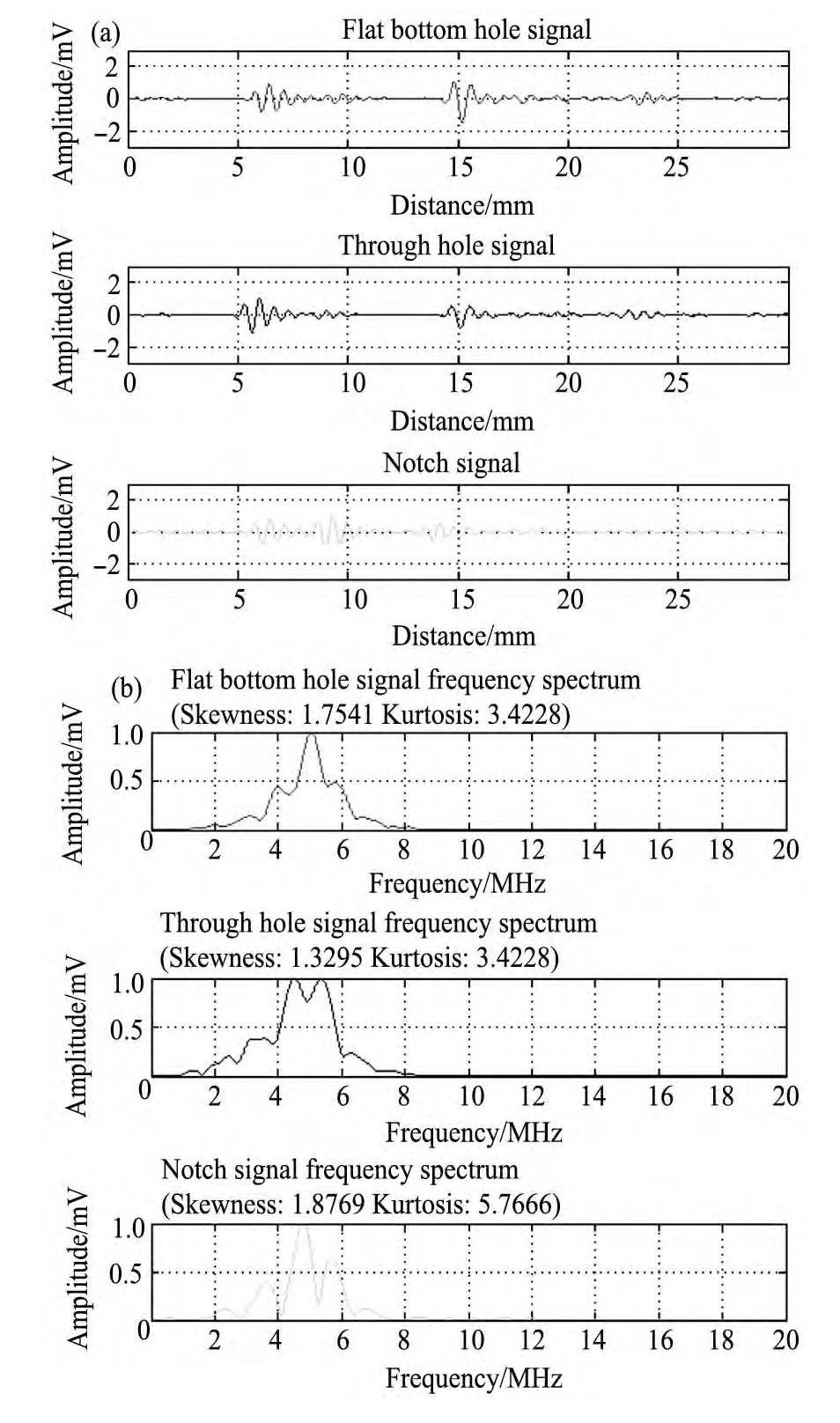
Ϊ�������ײ���ȱ�ݲ���Ӱ��,���ұ�֤ȱ��Ƶ��ȫ����������,��ȱ��Ƶ�μ���ͬ��С�ľ��δ�����FFT�任,�Ԧ�1.2 mm,����Ϊ6 mmȱ��Ϊ��,�ź�ʱ����Ƶ�������ͼ4��
����ȱ�ݵ�Ƶ��������̬�������Բ���,ƽ��ȱ�ݵ�Ƶ�״���һ�����Ե�����,����������ֶԳƵĴη�,��Ƶ�ʷ�ֵλ��5 MHz��;ͨ��Ƶ�ײ�����������һ�������һ���η�,����η彻�㴦��λ��5 MHz��λ��;����ȱ�ݵ�Ƶ����Ҳ����һ������������η�,����η岻���ֳ��Գ�������,��Ƶ�ʷ�ֵͬ��λ��5 MHz��λ��,����,��������η��Ƶ��ֵ����ͻ��,����ֵ�ͼ�Сֵ֮�����ֵ�ϴ�
2.2 ��Ⱥ�ƫ��
ƽ�ס�ͨ�ס����˵�ƫ�Ⱦ�Ϊ��ֵ,������̬�ֲ��Գ�����Ƚ�,��ʾ��ƫ̬����������ƫ��ֵ���,�Գ������,ͨ�״�֮,ƽ����С,�ԳƳ̶Ƚϸ�,����,����ȱ�����������,ƫ��ֵ��С,ȱ��Ƶ�����ڶԳơ�
ͼ3 ͨ�ס����ˡ�ƽ���ԭ��ͼFig.3 Examination principles of defects through hole(a),notch(b)and flat bottom hole(c)
ͼ4 ��1.2 mmȱ��ʱ����Ƶ����Fig.4 Spectra of time domain(a)and frequency domain(b)of��1.2 mm specimen
���ֵ�ͷ��ֵ������ͬ�ı仯����,���˷��ֵ���,ͨ�״�֮,ƽ����С,��̬�ֲ����Ϊ3,����ȱ��Ƶ���ֵ��ȱ�ݽ�dzʱ����3,��ȱ���������Ӷ���С������3,����������̬�ֲ���
2.3 ��Ƶ�ʷ�ֵ
��0.8 mm�ͦ�1.2 mm��ȱ����Ƶ�ʷ�ֵ�仯����ͼ��,������Ϊ3 mm��ͨ����,ƽ�ס�ͨ�ס����˵���Ƶ�ʷ�ֵ����ȱ����ȵ����Ӷ���С��ͨ���������ʽϴ�,����Ϊ3 mmʱ�ܱ��沨Ӱ��ϴ�,����λ�ڽ�������̽ͷ�ֱ����������͵��¹���ƫ�ͼ6Ϊ��1.2 mmƽ�ס�ͨ�ס����˵���Ƶ�ʷ�ֵ�仯���ߡ�����ȱ�ݵ���Ƶ�ʷ�ֵ��Ҫ������4~5.5 MHz����,��4.5~10.5 mm��ȷ�Χ��ͨ��ֵ���,ƽ�״�֮,������С��ͨ����Ϊһ����,ƽ�ס�����ȱ�ݱ����Ϊƽ��,�������䵽ȱ�ݱ���ʱ,�ֱ�ɢ�䡢�����,ֻ����������ȱ���ڲ�,������ͨ���ڲ�����η���,̽ͷ���յ���η���ز�����;ƽ��ȱ������������ʱ��ʧ��С,����������ȱ�ݷ���,���������ִ��Կ�����̽ͷ,��Ȼ���ֶ��λز������λز�,����������ȱ���ڲ����������������������ͨ���ڲ�,���巵��̽ͷ��������;�����Կ����Ϊ���ۿ���ʽ��״,ֻ�в������������䵽ȱ��λ��,�����ڰ����ڷ������䡢�����,�����ķ���ز�ǡ�ñ�̽ͷ����,��˻ز�������С��
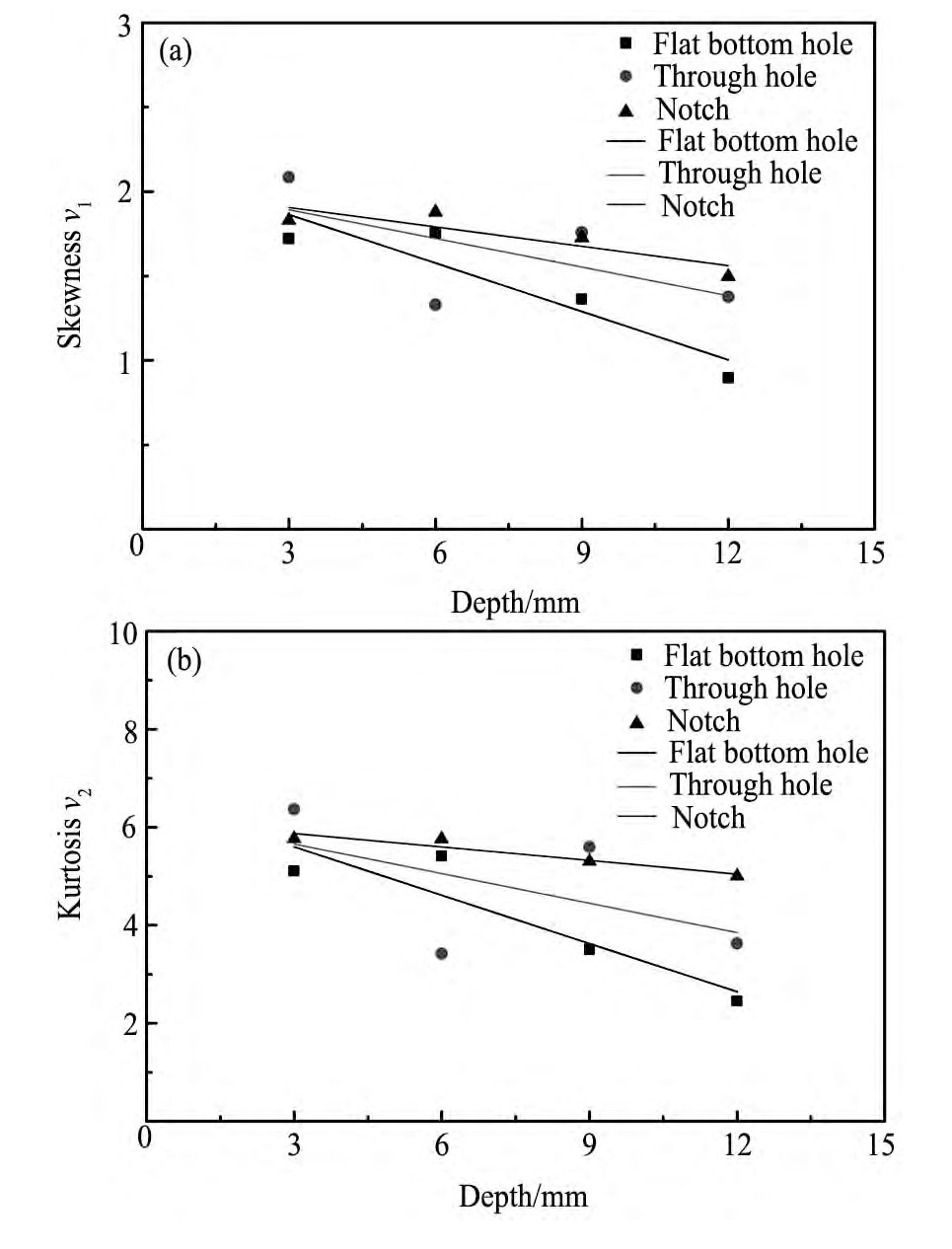
ͼ5 ��1.2 mmȱ��ƫ�ȡ�������ͼFig.5 Function of skewness(a)and kurtosis(b)as depth of��1.2 mm specimen
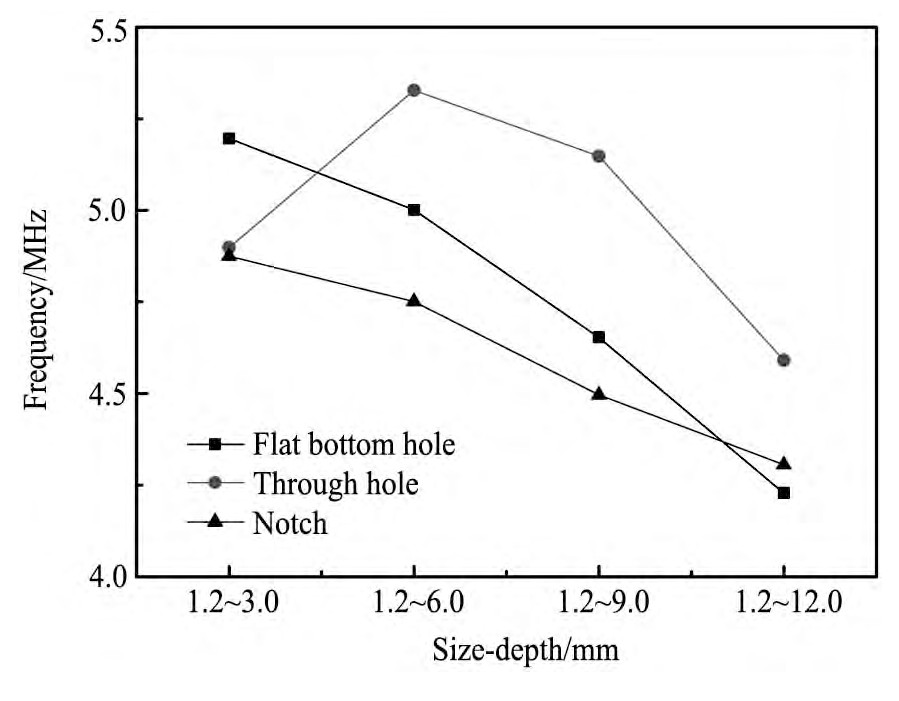
ͼ6 ��1.2 mmȱ����Ƶ�ʷ�ֵ�仯����ͼFig.6 Variation of peak frequency of��1.2 mm specimen
2.4 г��Ƶ�ʼ��
���������ڹ����д�������Ϊ�벨��������ʱ,��ͬ�η���ز�֮��������ᵼ�·����ź�Ƶ�׳��֡����ݡ�
3 ��������̬�������
3.1 ��̬ͼ�����
���ó�����ˮ���۽������Լ�����Cɨ����,������ó���ˮ���۽�̽ͷ15Z6SJ30DJ,����Ƶ��Ϊ15 MHz,����30 mm,��Ƭ�ߴ�Ϊ6 mm,����Ƶ��Ϊ400 MHz,����Ϊ������80%��ˮ�н���Ϊ5.50 mm,���ʱ,���ȵ�������̽ͷZ�����Լ��ľ���,Ȼ����X��Y������ɨ��,ɨ�鷽ʽΪS��ȫ����ʽɨ��,������ɨ������Ϊ0.01 mm,ɨ���ٶ�Ϊ25 mm��s-1,ɨ�鷶ΧΪ5 mm��5 mm��
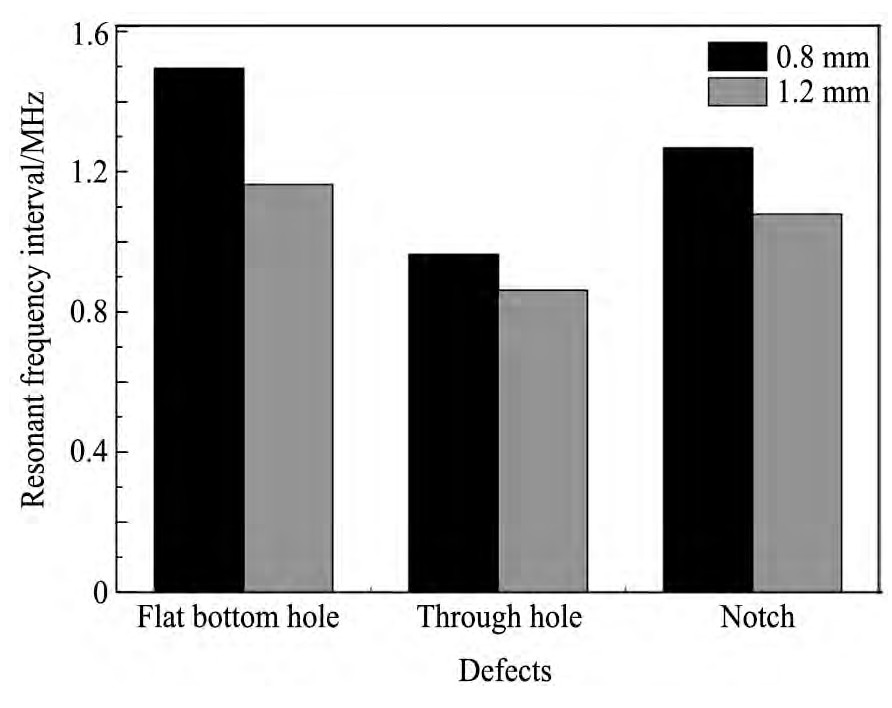
ͼ7 г��Ƶ�ʼ����ֵ�Ա�ͼFig.7 Chart for average of resonant frequency interval
�Ԧ�1.2 mm,����Ϊ3 mm��ƽ�ס�ͨ�ס�����Ϊ��,ͼ���°벿��Ϊɨ������,�ϰ벿��Ϊɨ�������ĵ��Ӧ��Aɨ�貨��ͼ��,������Ϊ����ٷֱ�,��������������ͬ�ļ�������½���,����ȱ�ݵ�ȱ�ݻز������Ϊ������80%��
������Cɨ��ͼ��ֱ�۵���ʾȱ�ݱ�������̬,��ͼ8��ʾ,ͨ�ױ���Ϊ����,һ�������䲨��ɢ���,�ﵽ����Ϊ80%�Ļز�ֻ�����ں�խ�ķ�Χ��,���ζ������ʽ�С,������ͨ�ױ�����״;���˱���Ϊƽ��,���䲨�ֽ���ȱ���ڲ�����һϵ�з������䷵��̽ͷ,�ﵽ����Ϊ80%�Ļز���Χ�ϴ�,���ζ������ʽϴ�,�����ڲ��˱�����״;ƽ��ͼ����ֱ���жϳ�����״��
3.2 �����ߴ�������
�����,ѡ��ȱ�ݲ��ߵ���ֵ��,�ð벨�߷�����ȱ�ݳߴ�,��������Ϊ40%���������ȡ10����,��Ȩƽ���ó�ͨ�Ͳ��˴�С�IJ���ֵ��,��0Ϊȱ�ݳߴ�ʵ�ʴ�С,�����/��0,���в�����������,�����ͼ9��ʾ��
����ɨ����ȵ�����,�ߴ�Ϊ��0.8 mm�ͦ�1.2 mm������ȱ�ݵIJ���ֵ��ʵ��ֵ�������������������ơ�ͨ�IJ���ֵ��ʵ��ֵ�ı�ֵ����ȱ����ȵ����Ӷ���������,˵������ɢ���֮ƽ������ɢ���ƽ��ɢ��,��������˥��Ӱ���Ϊ���ء����ڦ�0.8 mm��ͨ��,���Ϊ4.8 mmʱ����ֵ��ʵ��ֵ��Ϊ�ӽ�,���ڦ�1.2 mm��ͨ��,���Ϊ9 mmʱ����ֵ��ʵ��ֵ��Ϊ�ӽ���ƽ�Ͳ��˵ı�����״�Լ��ȷ��Ҳ�в�ͬ�̶ȵ�Ӱ��,��ȱ�ݵ���Ϊ��0.8 mmʱ,��3~9 mm��ȷ�Χ��,����С,��ȱ�ݵ���Ϊ��1.2 mmʱ,��3~12 mm��ȷ�Χ��,����ֵ��ʵ��ֵ����С,���Ը���ͼ������ʵ��ȱ�ݵĵ�����
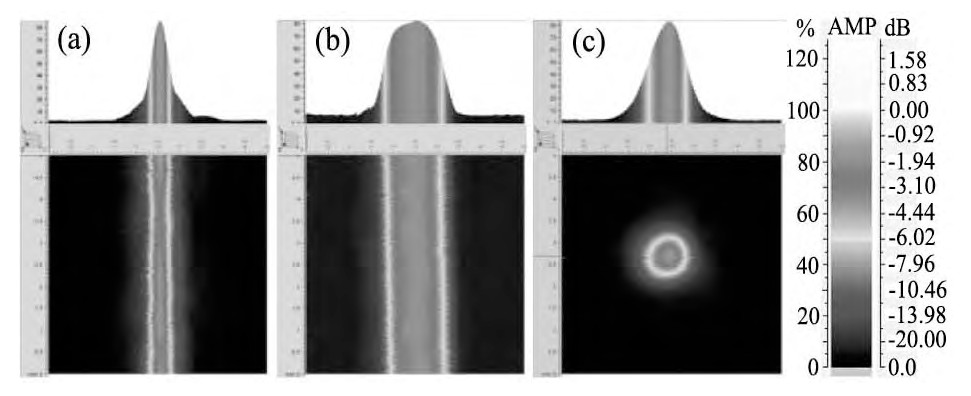
ͼ8 ��1.2 mm,����Ϊ3 mmȱ�ݳ�����Cɨ����ͼ��Fig.8 Defect detection with ultrasonic data acquisition system on through hole(a),notch(b)and flat bottom hole(c)
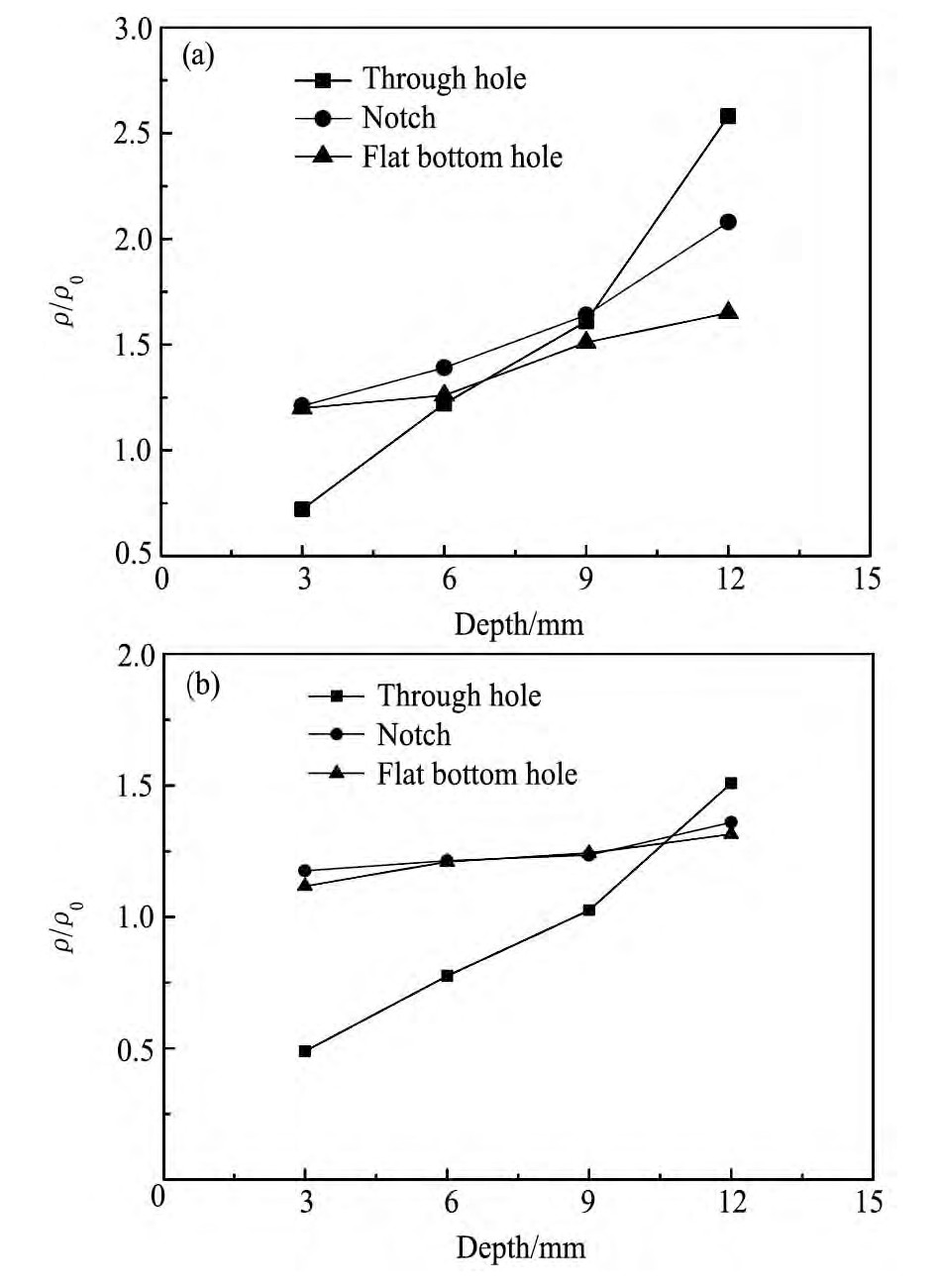
ͼ9 ��ͬ�����ȱ�ݲ���ֵ/ʵ��ֵ(��/��0)Fig.9��/��0of defects for��0.8 mm(a)and��1.2 mm(b)in diameters at different depth
4 ����
����Aɨ�衢Cɨ�����ֲ�����ʽ�ֱ��ƽ�ס�ͨ�ס����������˹�ȱ�ݽ��м��,��ȡ��̬�Ͷ�̬����������ȱ�����ͽ�������:
1.��ȡƫ�ȡ���ȡ���Ƶ�ʷ�ֵ��г��Ƶ�ʼ������ֵ������Ⱦ�̬������,���˵�ƫ�ȷ��ֵ���,ͨ�״�֮,ƽ����С,����ȱ�����������Ƶ��ͼ���ڶԳƺ���̬�ֲ�;����ȱ����Ƶ�ʷ�ֵ����ȱ����������Ӷ����ּ�С������,ƽ��г��Ƶ�ʼ�����,���˴�֮,ͨ����С,ɢ��Խ����,Ƶ�ʼ��ԽС��
2.Cɨͼ���п�����ȡ��ÿ�����ص㴦��Aɨ�趯̬����ͼ,ͼ���Ե��״������ȱ�ݱ�����״���Ǻ�,��ϳߴ�������ȵı仯����,��ֱ�����ֳ�����ȱ�ݡ�
3.�ߴ�Ϊ��0.8 mm�ͦ�1.2 mm��ƽ�ס�ͨ�Ͳ��˵ļ��ͼ������ڳߴ����,����ɢ����������,ͨ�ļ����������ֵ/ʵ��ֵͼ����,ƽ��ȱ�ݳߴ���������С�ﵽ40��m,ͨ����С���ﵽ30��m,���������С�ﵽ50��m��Ϊ��Ȼȱ�ݵij���Cɨ��ͼ�����ṩ�ж����ݡ�
�����
