
б��Ԥ�ᾧ���Ʊ���֦�����̬��֯�γɻ���̽��
������ɫ�����о���Ժ��ɫ���������Ʊ��ӹ������ص�ʵ����
������ͨ��ѧ��е����ӿ��ƹ���ѧԺ
ժ Ҫ��
����б��Ԥ�ᾧ���Ʊ���M2���ٸְ��̬����,�о���б�³��ȶ���������֯��Ӱ��,����Image Tool�������ж�������,̽�������֦�����̬��֯�ij��λ��ơ��������:�ڽ�ע�¶Ⱥ�б�½Ƕ�һ��ʱ,б�³��ȶ���������֯��������Ӱ�졣�Ͻ�Һ��б�±���������������������:���½Ρ������κ˺��Ρ��γ����̿ǽΡ�
�ؼ��ʣ�
��ͼ����ţ� TG142.11
����飺���ŷ�(1981-),��,����μ����,��ʿ;�о�����:�ѱ��θ������ϰ��̬�����о�(E-mail:04121254@bjtu.edu.cn);
�ո����ڣ�2008-08-15
����������ͨ��ѧ��ʮ�塱�ش���л���������Ŀ(230-12);
Formation Mechanism of Non-Dendritic Semi-Solid Microstructure by Inclined Slope Pre-Crystallization Method
Abstract��
M2 high speed steel ingots were prepared by inclined slope pre-crystallization method.Effect of inclined slope length on the microstructure of M2 HSS ingots was investigated,and the microstructure was quantitatively assessed by image tool software.The formation mechanism of non-dendritic semi-solid structure was discussed.It was found that the slope length had great influence on microstructure of the ingots at a certain casting temperature and slope angle.The molten alloy flowed through three stages along the plate surface: cooling,nucleating and globurizing,and forming solidified shell.
Keyword��
inclined slope pre-crystallization; non-dendritic crystal; semi-solid; forming mechanism;
Received�� 2008-08-15
б��Ԥ�ᾧ��
����б��Ԥ�ᾧ���Ʊ����̬���ϵ���˼·һֱ���ܵ�������ܶ�ѧ�ߵ����ӡ� ���湤ҵ��ѧ��Toshio Haga
1 ʵ ��
��M2(W6M5Cr4V2)���ٸַ���Ϊԭ��, Ȼ����������� ������ �����ͷ���������, ��25 kg����Ƶұ��¯��������, �仯ѧ�ɷ�(��������, %)Ϊ: C 0.87, Cr 3.98, Mo 4.60, W 6.20, V 1.72, Si 0.36, Mn 0.38, P 0.015, S 0.020, ����ΪFe���ò��ϵ�Һ�����¶�Ϊ1433 ��, �������¶�1229 ��, �ɴ�ȷ����ע�¶�Ϊ1480 �档 ���������б������̼���Ƴ�, Ϊ�˷�ֹб�±������̿ǵ��γ�, ��б�±����б��²���, б��Ԥ���¶�Ϊ200��300 ��, б�½Ƕȹ̶�Ϊ60��, �ڲ�ͬ����200, 500��600 mm�½�ע�õ����̬���ϡ� Ȼ���ھ�����������1/2��ȡ��, �Ƶý������������4%������ƾ���Һ��ʴ, �ڹ�ѧ�����Ϲ۲������������֯�� ���ʹ��ImageTool ͼ������������ж��������� ���ڸ��ٸַ�֦��������������֯, �ֱ����ƽ����״ϵ����ƽ����Чֱ������������������������̶ȡ� �ߴ����ò�� ����̼�������ĺ��, ��ƽ������������� ��״ϵ�����㹫ʽΪ:
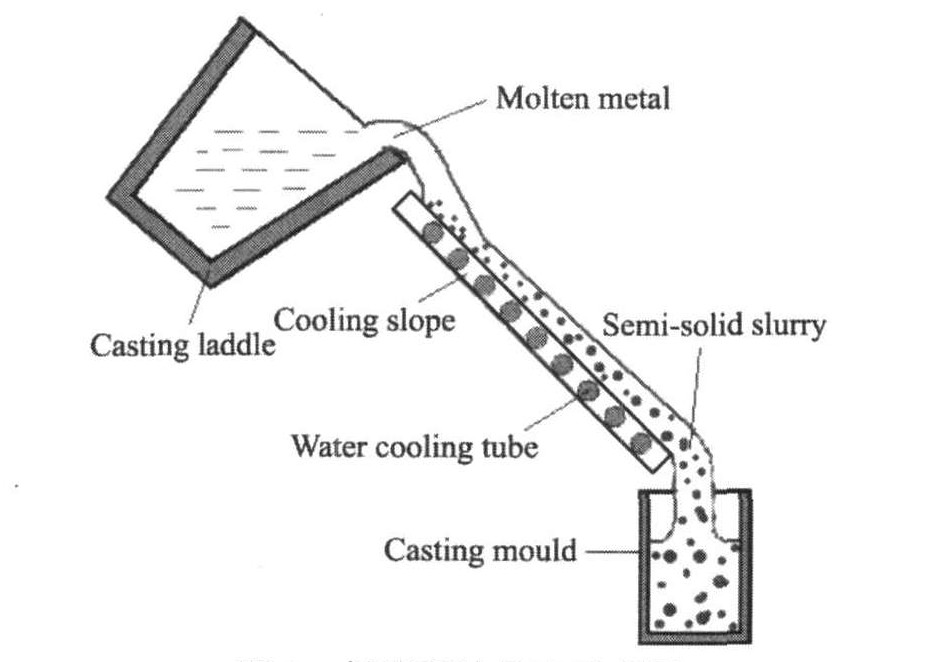
ͼ1 б��Ԥ�ᾧ��ʾ��ͼ
Fig.1 Schematic diagram of inclined slope pre-crystallization method
F=4��A0/L2 (1)
ʽ��, FΪ��������״ϵ��; A0Ϊ���⾧�������; LΪ���⾧�����ܳ��� ��Чֱ���ļ��㹫ʽΪ:
ʽ��, DΪ�����ĵ�Чֱ��, AΪ���⾧��������� ����, Fֵ����0��1֮��, ��F=1ʱ, ����������, Fֵƫ��1ԽԶ, ˵������֦������Խ���ԡ� DֵԽС, ����Խϸ��, ��֮�ִ�
2 ���������
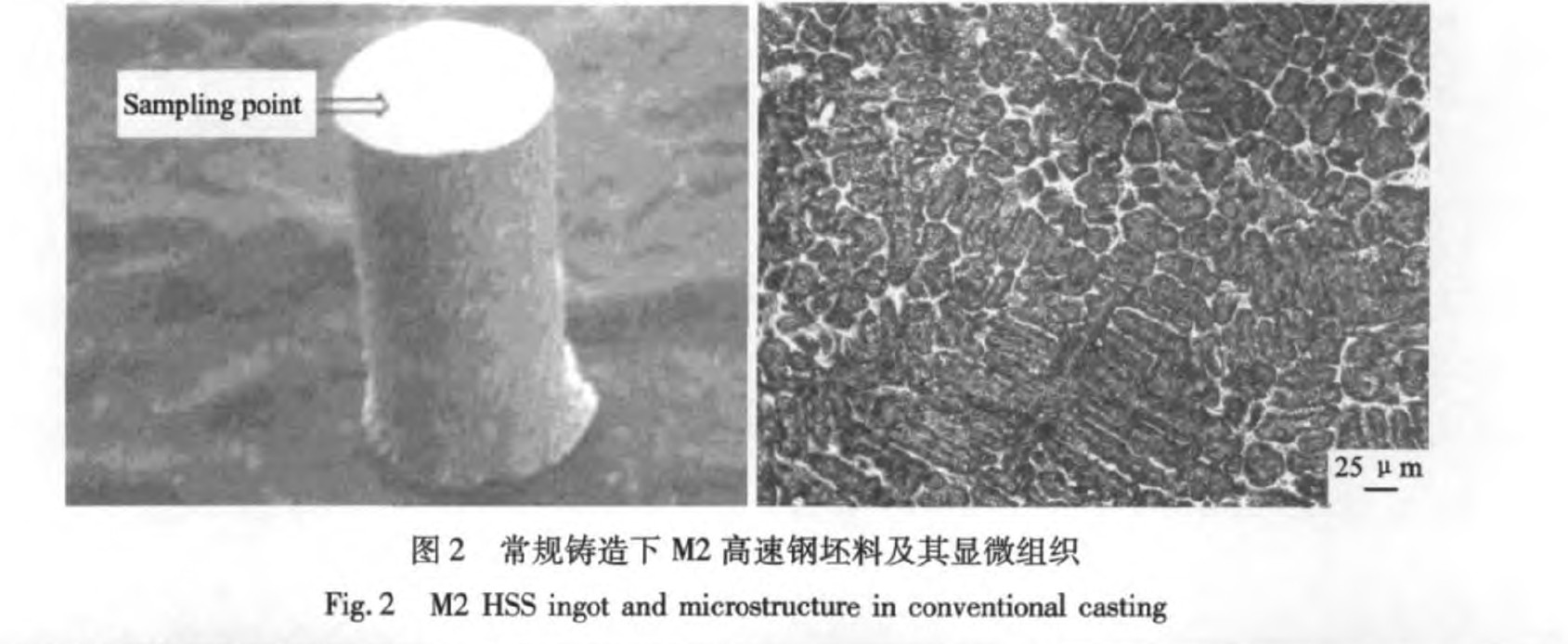
ͼ2Ϊ���������»�õ�M2���ٸ����ϼ�����֯, �������������ϵ�����֯��Ҫ�ɹ����IJ������ij���������֦���ʹִ�Ĺ������������Լ��ȹ�����̼������ɡ� ���а�ɫ����֯�ǹ�����������, ��״�ִ���Ϊ����״, �����д��״��̼��� ��ɫ�dz���������, Ϊ���͵���֦����֯, һ��֦��������֦�����ܷ�� ������֦����ƽ����Чֱ���ﵽ79.26 ��m, ��״ϵ����0.42, ̼�����ƽ���ߴ�Ϊ18.41 ��m���ҡ�
��б�½Ƕ�Ϊ60��, б�³��ȷֱ�Ϊ200, 500, 600 mmʱ��õ���������֯��ͼ3��ʾ�� б��Ԥ�ᾧ���Ʊ��ĸ��ٸ����ϵ�����֯�ϳ������������֯����ϸ��, �Ҽ���û�п����ִ����֦����֯, һ��֦���۽϶�, ����֦���۽ϴ�, ������ߴ�ӽ�, ���ȷֲ��� ԭ���ִ�İ�����֦����Ϊ��״�Ͷ�֦��״, ����״̼�������Ա䱡�� �������ڵ����ڵĽ���Һ����б��ʱ, ����б�µļ������ò��������������Ѿ�, Ȼ�������Ľ���Һ����������, �Ӷ�Ϊ��þ���ϸС�ĵ�������������ṩ�������� ����, ����Һ��б���ϵ������� ��������������֦�����������, Ҳ�����ڻ�þ��ȵ��¶ȳ���Ũ�ȳ�, ����֦������������, Ϊ���ᾧ���γɵ춨������ ��ͼ3�ͱ�1Ҳ���Կ���, ����б�³��ȵ�����, �ִ�ij�����������֦�����ϵ������κͽ�����ת��, ����״̼������ȡ� ϸС�� ��б�³��ȴ���һ��ֵ��, ���ϵ�����֯��, ����������֦����֯�� ��б�³���Ϊ500 mmʱ, ���ϵ�����֯�Ϻ�, �����������ƽ����Чֱ��Ϊ50.8 ��m, ��״����Ϊ0.83, ̼�����ƽ�����Ϊ5.21 ��m, �ϳ���������֯�����Եĸ��ơ�
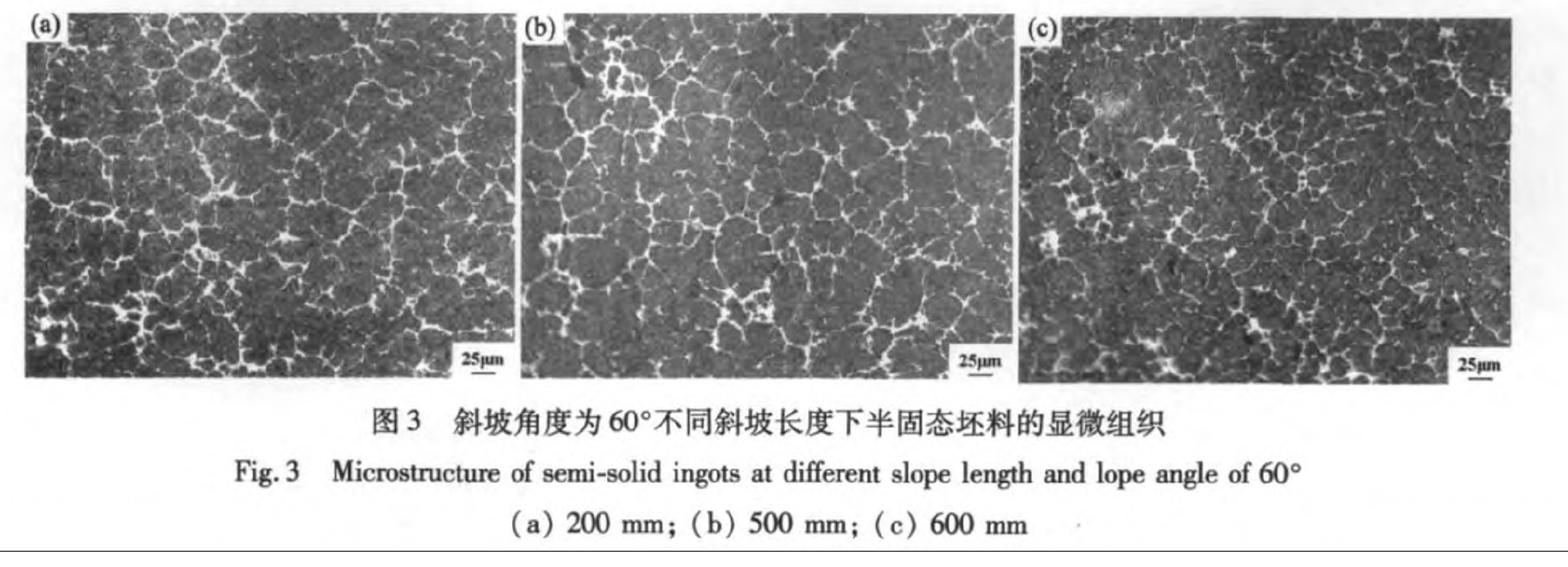
��1��ͬб�³����³����������ƽ����Чֱ���� ��״���Ӽ���״̼�����ƽ�����
Table 1Mean equivalent diameter and shape factor of primary austenite and mean thickness of network carbide at different slope length
| Slope length/ mm |
Mean equivalent diameter of primary austenite/��m |
Shape factor |
Mean thickness of network carbide/��m |
200 |
72.35 | 0.56 | 9.25 |
500 |
50.80 | 0.84 | 5.21 |
600 |
53.21 | 0.77 | 5.92 |
Conventional casting |
79.26 | 0.42 | 18.41 |
3 ���̬��֯�γɻ��Ƽ�Ӱ������
���ºϽ���������б�±���ʱ, ������3����(ͼ4): һ�ǽ��¹���; ���Ǵ����κ˼�����; �����γ����̿ǹ��̡� ���Ͻ�����һ��ʼ�Ӵ�б��ʱ, ��������б�µļ������û���б�±���Ѹ���κ�, ����ʱ�Ͻ�������¶ȱȽϸ�, ��ʹ�о��ߴ�б�±������Ҳ�ᱻ�����ڻ�; �Ͻ�������б�±����������, ������¶Ƚ����ϵؽ���, ������̬�¶�����, ��ʱ����������κ˽�, ���߲��ϵ���б�±����γ�, Ȼ�������ĺϽ�Һ����, ���������ľ����������ĺϽ�Һ�м�������, �����ںϽ�Һ��������������, ʹ�þ����ڳ���Ĺ����в��ϵ��������; ���Ž���Һ��б���ϼ�������, ���¶��ڲ��ϵؽ���, ��ʱ���������б�±������γ����̿�, ���������κ˵�����, �ҽ���Һ��ճ������, �����������ü���, ���߲����״�б�±������, ��������֯�г�������������֦���� ����, �Ͻ�Һ��б�±����ϵ������ͽ�������, ʹ�úϽ������ڽ������ͺ���Եõ��ȽϾ��ȵ��¶ȳ���Ũ�ȳ�, ��ҲΪ���������ṩ�������� ��ͼ2Ҳ���Կ���, б�³���Ϊ200��600 mmʱ����֯�ж�����������֦����֯, ��200 mmʱ����������ƽ����Чֱ���ϴ� ����Ҫ����Ϊб�¹���ʱ, û���㹻�ij���ȥ���º��κˡ� ����ʱ���¹���, �����γ����̿�, ͬ���������κ���, ���ҹ����������������ճ�Ƚ���, ����Ҳ�ή�ͽ���������á� ��б�³���Ϊ500 mmʱ, б�µ���ȴ���ú���, �κ˺ͽ������ö��Ƚϳ��, �õ�����֯��á�
���, ��ע�¶ȵĸߵ�, ֱ��Ӱ�쵽��һ�ε�б�³��ȡ� ����ע�¶ȹ���ʱ, �����ڽ��¹��̾�Ӧ������, ʹ�Ͻ������ԱȽϵ͵��¶Ƚ���ڶ�����, �����ڵڶ����εĴ����κˡ� б�µĽǶ���Ҫ��Ӱ��Ͻ���������ټ�������б�±���ĽӴ�ʱ��, Ҳ��Ӱ������Ծ����ļ��н������á� ��ͼ5���Կ���, ��б�µĽǶȱȽϴ�ʱ, �Ͻ���������ٿ�, ��б�±���ĽӴ�ʱ��Ҳ��Խ��, �����Ͳ�������б�±����γ����̿�, �������κ˵�����, ��������������Ч���� Ȼ����б�½ǶȽ�Сʱ, �Ͻ�����������ٶȼ���, ��б�±���ĽӴ�ʱ������, ʹ������������б�±�������, ���յ��³�������, ������֯�ϲ б�µı���״̬����Ӱ��������б�µ���ʪ��, �����κ˹�, ��߷Ǿ����κ��ʡ� ���������������, Ҫ��ֹб�±����γ����̿�, ��������κ˵�Ч�ʡ� ����γ����̿�, �Ͻ����彫�����̿ǵı�������, ���ѽ����ߴ�б���ϰ���, ���ҽ���б�µ���ȴ���á�
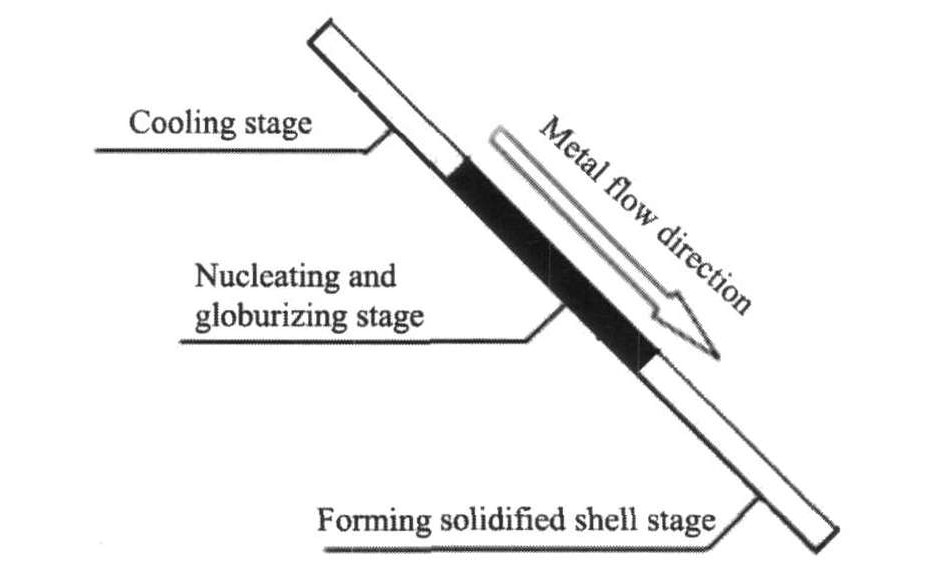
ͼ4 ���̬��֯�γɻ���ʾ��ͼ
Fig.4 Schematic illustration of semi-solid microstructure forming mechanism

ͼ5 ��ͬ�Ƕ���б���ϵIJ�����
Fig.5 Residue on the slope surface at different slope angle (a) Slope angle being 30�� (b) Slope angle being 60��
4 �� ��
1. ����б��Ԥ�ᾧ�������Ʊ�����֯�����ĸ��ٸְ��̬���ϡ� �ڽ�ע�¶Ⱥ�б�½Ƕ�һ����, б�³��ȶ���֯��������Ӱ��, ��������̵�б�¶������ڻ������ķ�֦�����̬��֯��
2. ����������б������ʱ, ���������¹��̡� �����κ˼����̺��γ����̿ǹ��̡� ���, ��ʵ��������Ҫ����������ע�¶ȡ� б�³��ȡ� б�½Ƕ��Լ�б�±���״̬��, �������ӵڶ��εij���, ��ֹ�������̿�, ���������ڷ�֦�����̬��֯���γɡ�
�����
[1] ��Ұ����(�ձ�)��,�Ͻ�����.�������������ۡ�ʵ����Ӧ��[M].����:��е��ҵ������,1989.
[7] ���ʹ�,���,���,�¾���.��бʽ������ȴ�Ʊ�1Cr18Ni9Ti����ְ��̬����[J].������ѧѧ��,2005,9(26):867.
[8] ���ʹ�,����,����,�н���,������.������б�弼���Ʊ����̬���Ͻ����Ϻͽ���[J].�������켰��ɫ�Ͻ�,2007,(1):31.
[9] ������,�����,������,Σ�ʽ�,��Ө,��Ͳ�.б�ܷ������ƽ��豸���ղ����о�[J].�ϲ���ѧѧ��,2003,3(25):13.
[1] ��Ұ����(�ձ�)��,�Ͻ�����.�������������ۡ�ʵ����Ӧ��[M].����:��е��ҵ������,1989.
[7] ���ʹ�,���,���,�¾���.��бʽ������ȴ�Ʊ�1Cr18Ni9Ti����ְ��̬����[J].������ѧѧ��,2005,9(26):867.
[8] ���ʹ�,����,����,�н���,������.������б�弼���Ʊ����̬���Ͻ����Ϻͽ���[J].�������켰��ɫ�Ͻ�,2007,(1):31.
[9] ������,�����,������,Σ�ʽ�,��Ө,��Ͳ�.б�ܷ������ƽ��豸���ղ����о�[J].�ϲ���ѧѧ��,2003,3(25):13.
