
DOI��10.19476/j.ysxb.1004.0609.2018.06.16
�����״��۳�������������������Ϊ�����о�
��ѧ��1, 2����˫1��������1��������1�����컪1, 2
(1. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ �й���ɫ������ҵ���ұ���о����ģ���ɳ 410083)
ժ Ҫ��
����CFD��ҵ����ANSYS Fluent��VOF������ģ���о��״������״��۳��������������ݵ�������Ϊ�����о���������ˮ�е�����������Ϊ���ڴ˻����ϣ���ͨ���״�¯�۳��ڲ�����ǹ����������ж�ά��ֵģ�⣬�������۳��ڲ���ֲ������ݵ���״������Ƶ�ʡ�ֱ�����Լ����Ρ��ںϡ����ѵȹ��̡����������ˮ�е�����ֱ��ԽС��λ��Խ�ͣ��ʱ��Խ������ǹ�ڴ��ij�ʼ����ֱ��Ϊ400 mm���ң���������Ƶ��ԼΪ4 Hz���ȶ�״̬���۳��ڲ�����ֱ���ֲ�����Boltzmann�����ֲ���ֱ��Ϊ0~100 mm����������ռ��80%���ң���������ʱ��������ں�ʱ��̣�������ݸ��������ѣ������ںϺ������ѻ�������壬��ǿ���ʴ���Ч����
�ؼ��� �������״����۳�������������������ǹ��VOFģ�ͣ���ֵģ�⣻����ֱ��
���±�ţ�1004-0609(2018)-06-1204-12���� ��ͼ����ţ�TF811���� ���ױ�־�룺A
�����״��۳�������һ�ָ�Чұ���������ұ��¯�ײ������۳��γ�����������䷢��ǿ�ҷ�Ӧ�ͽ������ã����������ϸ������۳�������ѭ���������ӿ촫�ݹ��̣���ʹ�����ڲ��γɾ�����ɢ����ʵ�־��ҽ��衣����Һ�������У����ݴ�С����״���˶��켣����Һ����֮���Լ�����֮�������ù�����Ӱ����Һ����������Ϊ����Ҫ������Ҳ����Һ���ȴ��ʺͻ�ѧ��Ӧ�豸����ƺͲ�������Ҫ���ݡ�����ϸ����ұ���紵ұ�����о�����Ҫ�����ú����塣����[1]��Դ�ֱ�������е����ݶ���ѧ����������ϸ���о���ղ������[2-3]��Խ���ʽ�വ�۳ؽ�����������о������Ա�����വ��dz�വ��������Ϊ��������വ����������ǿ��DILKHUIZEN��[4]����VOF�ͽ����ٵķ����о�����������ˮ���˶��ܵ�����������������������ܶȡ�ճ�ȡ���������������ֱ����������״��Ӱ�졣HUA��[5]����3D-VOFģ���о����������ճ�������е��˶����������á�YANG��[6-7]�о�����Һ�̶�������ѹ״̬�������γɶ���ѧ��ANNALAND��[8]�о��˹�����ֹҺ���е�������������������״���ٶȱ仯��LIU��[9-10]�о��绡¯���ֹ����У������������������߳�������������Ľ���Ч�����۳��еķ�Ӧ���ʡ�ģ�ⳬ��������������������ԣ��Ա�������(1700K)����(298K)�����¾���Ԥ������������������������������ͨ��ȼ���γ���Χ�������������ĵ��ܶ����Ӷ������˻����������������еļд����о��˳�����������������������µ�����������������������״��۳����������е����ݱ仯��ֱ���ֲ��о����٣��в�ȫ������롣
��������ͨ�����������ĵ״�����¯ģ�ͣ�����CFD�����ж�����ģ�ͶԵ״�����¯�����ݵ�����������ϸ�о���Ϊ����ȷ����¯�����ݵı仯���ɣ������о��˵����������ϸ����˶����ɡ����������о����۳��ڲ���ֲ��������ǹ�ڴ������������ɡ��۳��ڲ��������Ѻ��ں��Լ��۳��ڲ�������ֱ���ֲ����ɡ�
1 ģ�ͽ���
1.1 ������ģ
�״�¯��һ������ת������ʽԲͲ¯���ṹʾ��ͼ��ͼ1��ʾ������������¯���²������壬��ǰ��Ϊ��Ӧ�������Ϊ���������ڷ�Ӧ�����±�����ǹ�����������۳أ�ʹ�۳ش���ǿ�ҵĽ���״̬���÷��������ص��ǣ�������������ϸ��С����������ײ����룬���Ƚ����������������Һ��Ӵ���������̳���������������ͣ��ʱ�䳤���нϺõķ�Ӧ����ѧ����������нϴ������DZ��[11]��
�۳�����¯����Ϊ 15 m����ǹֱ��Ϊ 0.03 m��һ��9 ֧�������Ž��沼�ã��ֱ�����ֱ����н�Ϊ 7���22�㣬���� 5 ֧������4 ֧��������ǹ���Ϊ 1.0 m���۳�����¯�ھ�Ϊ 3.5 m���۳ظ߶�Ϊ 1.4 m��
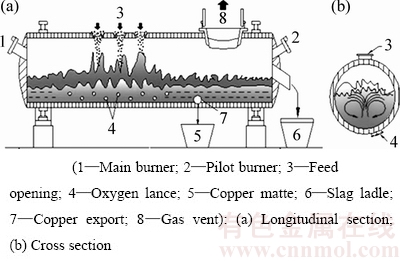
ͼ1 �����״�����¯ʾ��ͼ[12]
Fig. 1 Schematic diagram of smelting furnace in oxygen bottom blowing[12]
��ʵ������Ҫ�о��״��۳�������������������Ϊ�������ʼ״̬ʱ�۳�Ϊ��ֹ�ģ���ʱ���Ի�ѧ��Ӧ��Ҳ�����Լ��Ϻͷ�ͭﳡ������۳ص��Ŷ����Լ������ɢ�ȡ�Ϊ�˾�����㣬����ʱѡ�õ״�¯����������ֵģ���о��������߽����������Բ����������������ͬ������ģ����ͼ2��ʾ��
1.2 ��ѧ��ģ

ͼ2 �״�¯���������ģ��
Fig. 2 Physical model of lateral section of bottom blowing furnace
��ʵ���в��ö�ά����̬��ѹ��-�ٶ����PISO�㷨����ģ����㡣
1.2.1 �������Ʒ���
1) ������ѧ�������Է���
 (1)
(1)
ʽ�У���Ϊ�ܶȣ�kg/m3��v=(u��v��w)��ʾ����ϵX=(x��y��z)�е������ٶȣ�m/s��tΪʱ�䣬s��
2) ������ѧ�Ķ�������
 (2)
(2)
ʽ�У�pΪѹ����Pa��FΪ�����ڿ����ݻ��ϵ��������N��gΪ�������ٶȣ�m/s2��vΪ�����ٶȣ�m/s����Ϊ��Ч�ȣ�Pa��s��
3) ������ѧ����������
 (3)
(3)
ʽ�У�ShΪ�����Դ�ࣻE�ɱ�ʾΪ
 (4)
(4)
ʽ�У�Eq�ɸ���ı����ݼ��¶Ⱦ�����
1.2.2 VOFģ��
VOF�����������ຯ��(Phase function)�����ưٷ����ĸ�����������У����ຯ��ȡֵΪ1������Ԫ��һ������ȡֵΪ1��������������ȡֵΪ0���������λ�ã����ຯ��ֵ��ȷ�����ຯ��ȡ0��1֮�䣬����������ຯ��ȡֵ֮����Ϊ1���ڸÿ��Ʒ����У�ͨ�����������������������Է�����������Һ����֮��Ľ����١���������Ϊ��q�࣬�̿����������£�
 (5)
(5)
ʽ�У���qΪq����ܶȣ�kg/m3����qΪq������������%��vqΪq����ٶȣ�m/s��mpqΪp�ൽq����������ͣ�kg��mqpΪq�ൽp����������ͣ�kg��S��qΪԴ��÷����ܵ�����Լ����
 (6)
(6)
1.2.3 ����ģ��
���������ǹ�����۳أ��ù����Ǿ��и߶ȸ��ӵIJ����������ԡ���ά�ԡ���ɢ�Ժͺ�ɢ�Ե����������������˶��������˶��ĸ����������������ٶȡ��¶ȡ�ѹ���ȶ���ʱ����ռ䷢������ı仯��������Ȼ���к��̼��������洦�ɼ����о�������Realizable k-��ģ���ӽ�ʵ����������ģ����ͨ�õ�k���ŵ����˷��̷ֱ����£�
�Ķ��ܷ���k��
 (7)
(7)
�Ķ��ܺ�ɢ�ʷ��̦ţ�

 (8)
(8)
ʽ�У� ������������ƽ�������ʱ��߶�֮�ȣ�����
������������ƽ�������ʱ��߶�֮�ȣ����� ��
��
 ��Gk���������ܲ����ʣ�BΪ���������k�ͦ�����k���̺ͦŷ��̵�����Prandtl������effΪ��Ч�ȣ���ʽ(9)��ʾ��
��Gk���������ܲ����ʣ�BΪ���������k�ͦ�����k���̺ͦŷ��̵�����Prandtl������effΪ��Ч�ȣ���ʽ(9)��ʾ��
 (9)
(9)
 (10)
(10)
ʽ�У���Ϊ�����ȣ��Ķ��� ��������ɢ��
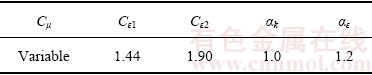
��������ɢ�� ��C��1��C��2��C���ֱ�Ϊ���鳣��������Launder��Spalding���Ƽ�ֵ�����1��ʾ��
��C��1��C��2��C���ֱ�Ϊ���鳣��������Launder��Spalding���Ƽ�ֵ�����1��ʾ��
��1 Realizable k-������ģ������
Table 1 Model constants of Realizable k-�� model
2 ����������������
2.1 �߽����������Բ���
1) �����������ǹ��ڲ���������ڱ߽��������������Ϊ��ѹ����������������������Ϊ 0.73 kg/s���¶�Ϊ300 K������ǿ�Ⱥ��Ķ��ܺ�ɢ�ʾ�Ϊ5%��ˮ��ѧֱ��Ϊ 0.03 m��
2) ����������������������Ϊѹ�����ڱ߽�����������Ϊ���ڱ�����ѹ85 Pa��
3) ����߽������������DZ����ɢ�ȣ������ȱ��洦�����������Ʊ���߽���������Ϊ�ڱ��洦�������ٶ�Ϊ 0��������������ñ����溯��������
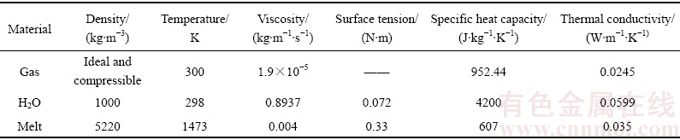
4) ���Բ����������ǻ�ѧ��Ӧ���״������۳�����¯�ڰ���ͭ������������(����)�������壬���������������������0.3���ʸ���������Ϊ�����ѹ�����崦�����������Բ������2��ʾ��
2.2 ������
ͨ����������Լ�飬��ANSYS Workbench �е�����Geometry-Design Modeler��ģ����ICEM CFD�������֡���ģ�ͽ��ж�ʱ�䲽��Ϊ0.0001s��˲̬���㣬ѡ��VOF������ģ�ͣ�ѹ���ٶ����ѡ�� PISO�㷨��ѹ������ɢ���� PRESTO ��ʽ�����̵���ɢ�����ö���ӭ���ʽ���Ա�����㾫�ȡ�
ģ����֤һ������¶���CFD��ѧģ�͵���֤�����жϽ��ȷ���Ĺؼ����ء���ˣ�ѡ����ʵ�ģ��������Ҫ�����ݿ�����Ա[13-16]��ģ����֤�����Ŀǰ���ʺ���Һ�������˶���ģ����VOFģ�ͣ�������¯�ڲ������˶�������ģ����Realizable k-��ģ�ͣ�ѡ����ʵ�ģ�Ͳ��ܵõ������ģ������
3 �����������ϸ��˶�
3.1 ��������ˮ���˶�
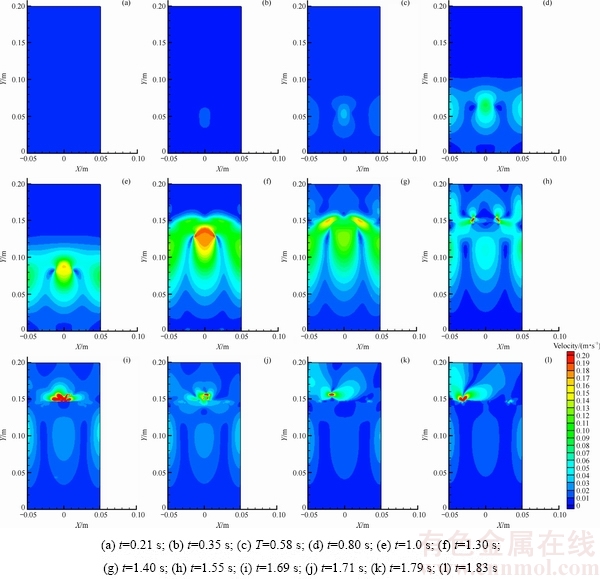
��������Һ�������еĻ����о����������˶���һ����Һ����ķǶ�������[17]�����Һ�����h=0.1 m���뾶r=0.02 m��������ˮ�������ϸ������е��˶��仯�����ͼ3~7��ʾ����ͼ3��֪���������ϸ������У������ܵ������������IJ�ƽ�����ã����ݻ������˶����������ⲿ������ѹǿ��������ѹǿ�������±߽����ڰ��ݣ�ʹ���ݳ�����������״��Ȼ�������Һ���档�������ڲ����ϰ벿��ѹǿ�����°벿��ѹǿ�������������ݵ������������ڲ�ѹǿԽ��ԽС���������ٽ���Һ����ʱ������ѹǿ�ﵽ��С��ͼ5��ʾΪ���������������ٶȱ仯���ɡ������������������������ٶ������������Դﵽ0.19059 m/s�������߷�����С�����������λ�����ڻ��������ã��ٶ����������ݳ�����Һ���棬��t=1.54 sʱ��������״�������������ѣ�˲ʱ�ٶȿɴﵽ0.767172 m/s������Һ�εķɽ�������ʱ��Һ�ٶ���ɴﵽ1.2 m/s���ɴ˿ɼ����۳����ʵ����罦���ڼӿ��������۳��ϱ������ɢ�нϴ������
��2 ����¯���������������Բ���
Table 2 Property parameters of melt and gas in smelting furnace
��ͼ5���Կ��������������ѹ����У�����������������ƽ�⣬����������ֱ�����˶��������ٶȱ仯��Ҫ�����������ϡ���ͼ6���Կ�������ʱ��t��1.5 s��������δ����ʱ������ٶȴ��������˶��켣�ϣ���������С����t=1.28 sʱ�������ٶ�vmax=0.194 m/s����t��1.5 s���������ѣ���ʱ������ٶ��Ѿ����������������ϣ������������ѵ�λ��(B)���罦��Һ�������λ��(C��D��E����)��
ͼ7��ʾΪ�����������Ͼ���Һ�治ͬ�߶�λ�õ�˲ʱ�ٶȱ仯������ȴ���0.02 mʱ��ÿ��λ�õ�˲ʱ�ٶȱ仯��������С�����������˶�����λ��ʱ���ٶ��������Զ���λ��ʱ���ٶ���С�����⣬λ��Խ������˶�����λ��ʱ��Խ�̣��ٶȾ���С����t=1.26 sʱ������0.02 m��ȵ�λ���ٶ����vmax= 0.191 m/s�������С��0.02 mʱ���������Խ���������ܵ������������谭���ã������ٶȼ�С������ȴ���0.02 m��0.08 m֮���λ�ã��ٶȳ��ֹյ㡣�����ݿ�ʼ�������ܵ���ƽ�������������ݱ��ε��������ڲ��ٶȷֲ������������������˺����������ٶ���������ݾ�����λ��ʱ�����ݼ������Σ������������ٶȽϴ������Ҳ�������Σ�ʹ�ô�λ�õ��ٶ�������������ʱ�䣬�������ݵ�Զ�룬�ٶ����½���
3.2 ������ˮ�е�ͣ��ʱ��
���������ϸ�ʱ��ˮ��ͣ��ʱ�������ݰ뾶���������Ӱ�졣����ͣ��ʱ����ߴ���������С�����۳���ȵ����Ӷ����ӡ�������۳����������У�������ʹ�������۳صײ����ѳ�С���ݣ��ܹ���������ͣ��ʱ���Լ���Һ�Ӵ������
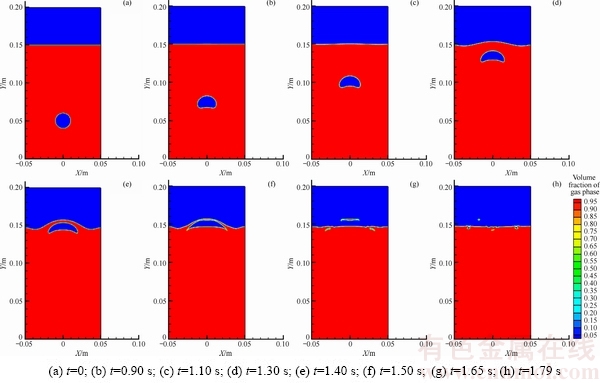
ͼ3 ������ˮ��������Ϊ(��ֲ�)
Fig. 3 Bubble rupture behavior in water (phase distribution)
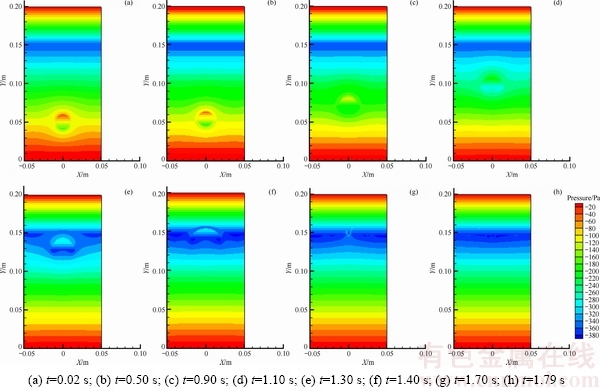
ͼ4 ������ˮ�����ѹ�����ѹǿ�仯
Fig. 4 Pressure change during bubble rupture in water
��ͬ��ȵ��������۳��ڵ�ͣ��ʱ��T�����ݳߴ�R��һ����������ϵ��������ߺ���Ϊt=0.0873R-0.627�����з��� =0.99643��
=0.99643��
�����������ϸ�����ʼ�ٶ�Ϊ0�����������ٶȵ�������Ҫ��Դ���������ܸ��������á�����������������йأ��������Խ�����ܸ���Խ����ô���ݵļ��ٶ�Խ�������ٶ�Խ����ˣ�������������Ȳ���ʱ������ֱ��Խ���˶��ٶ�Խ���������۳��ڵ�ͣ��ʱ��Խ�̡���������ֱ������ʱ�����Խ�����ԽԶ���������۳���ͣ��ʱ��Խ����
4 �״�¯������������Ϊ
4.1 �۳�����ֲ����
�ڵ״����������У���������ǹѹ�������½����������γ����ݡ�����ʱ��仯���������������ʹ����������Խ��Խ��������������Һ���˶����������������࣬ʹ�������ܵ�Һ����������Ӧ��������ݴ���ǹ�������γɵ������ݡ�ͼ10��ʾΪ�۳��ڵ�����ֲ����������˶����ڽΣ������ٶȼ�С���������ھ�ֹ״̬����ʱ�����ݵļ�������С����Ҫ�ܸ����ͱ����������ã������������ܹ�ά��������״��������ʹ���������˶����������ݱ��ν�С�����������Ҳ����������ѡ�������������IJ������룬�����ڵ��ٶ�Խ��Խ�����ݵļ���������Ҳ�����ӣ����ݷ������ٱ��������������ѡ����۳ص����ȶ�״̬���۳����������Ĵ����ݺʹ�����С���ݣ��۳��ڲ����ҽ��裬������������п��ٴ��ȴ��ʣ����ٷ�Ӧ���С�
4.2 ��ǹ�ڴ���������
4.2.1 ������ʼ��������
��������ͨ����ǹ���γ�һ�������Ƶ�Һ�������γ���Һ������ϵ��������һ���ûʽ��ǹ��˵���������ٲ����ߣ��������ǹ�ڳ�����˲����γ�һ��������������ݡ�
ͼ5 ������ˮ�����ѹ������ٶȱ仯
Fig. 5 Velocity variation during bubble rupture in water
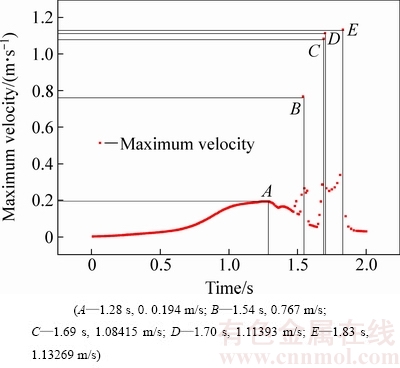
ͼ6 �������ѹ���������ٶ���ʱ��仯
Fig. 6 Maximum velocity varying with time during bubble rupture in water
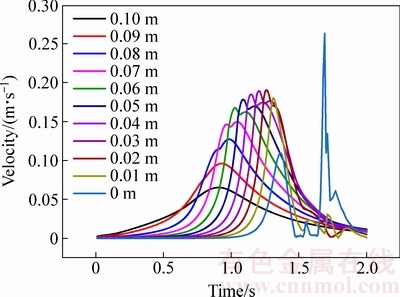
ͼ7 ����Һ�治ͬ�߶�λ�õ�˲ʱ�ٶ���ʱ��仯
Fig. 7 Instantaneous velocity varying with time at different distances below liquid level
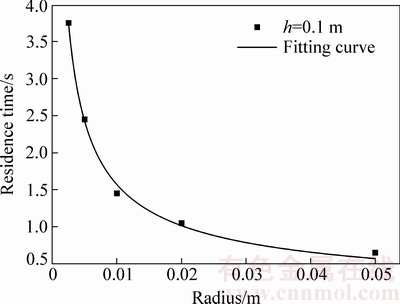
ͼ8 ���Ϊh=0.1 m����������ˮ��ͣ��ʱ�������ݳߴ�仯
Fig. 8 Residence time varying with bubble size at depth of 0.1 m
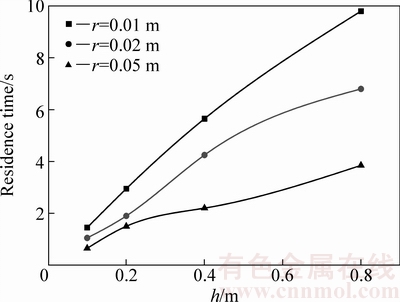
ͼ9 ��ͬ�ߴ��������ˮ��ͣ��ʱ��������λ�ñ仯
Fig. 9 Residence time varying with bubble position of bubble with different sizes in water
����һ���Ƕȵ���ǹ���������ݳ��ٶȲ�Ϊ0������£������������������ȣ����²�������������ǹ�����ٶȿɴ�18 m/s�����������ڲ������������ٶ�����������ݵij��������ڵ������ٶ�����������ǹ�����ߵ����࣬�����ڲ������γ����С�������������ǹ�ڻ�����������ʱ�������ٶȼ�С�������ݴ���ǹ�����ɻ������ݳ�������У������ٶ����ӡ������ݿ�ʼ������ǹ��ʱ�������������в��Ͻ��������ݸ����壬�ٶȱ�С��
4.2.2 ��ǹ�������γ�ʱ�����
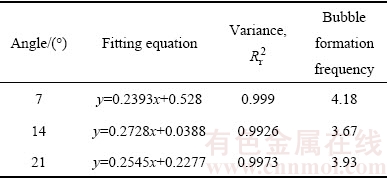
�����γ�ʱ�䣬�����ݴ���ǹ���γɵ������ʱ�䡣�����۳����������е���Ҫ������Ϊ���о�¯�������γ�ʱ��Ƶ�ʣ���ȡ��ǹ������30���������ݵ��γ�ʱ��ͣ�̽���˲�ͬ��ǹ�Ƕ�����ڴ���������ʱ��Ĺ�ϵ����ͼ12��ʾ����ֱ������������3��ʾ��
��ͼ12���Կ�������ʼ�������۳��ڵ�����ʱ��ϳ���ԼΪ0.5 s���ҡ��������ڳ�ʼʱ������¯�����崦�ھ�ֹ״̬�������ϸ���Ҫ�ܱ���������������������á�������Χ�������������������������˶��������������Сʹ�ø�����С�����������ٶȺ�С����ˣ����ݳ�������ʱ��ϳ�������ʱ��ı仯�������������������ݻ������ŵĽ�������������������������У�ʹ�ø����γɽ�ǿ�Ľ��������������ڳ�������У��ܵ���Χ�����������Ӱ�죬�����������ѣ�����γ�ʱ���̡��ɱ�2���Կ���������ƽ������ʱ��ԼΪ0.25 s��Ƶ��ԼΪ4 Hz��
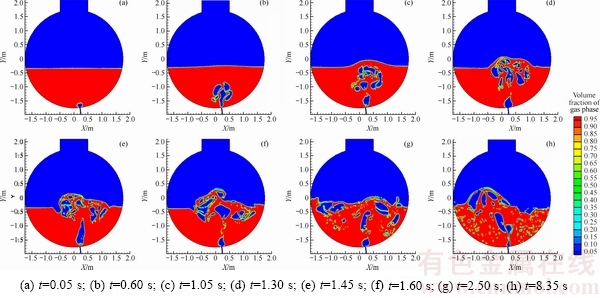
ͼ10 �۳�����Һ����ֲ�
Fig. 10 Phase distribution of gas-liquid flows in molten bath

ͼ11 ���ݳ�ʼ������������ֲ����ٶȷֲ�
Fig. 11 Phase and velocity distribution in initial bubble growth process
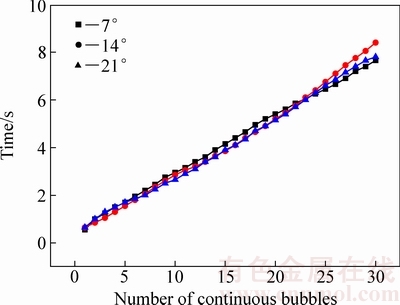
ͼ12 ��ͬ�Ƕ�����ǹ���ڴ���������ʱ��
Fig. 12 Bubble formation time at oxygen lance muzzle on different lance inclination
��3 ��ͬ�Ƕ�����ǹ���ڴ���������ʱ��ֱ�����
Table 3 Linear fitting of bubble formation time at oxygen lance muzzle on different lance inclination
4.2.3 ��ǹ���ڴ���ʼ���ݳߴ�
��ʼ���ݳߴ磬����ǹ���ڴ���һ�����ݴ����ɵ�����ʱ������ֱ����������ʱ����������ʼ�����γ�ʱ��ԼΪ0.5 s��ͼ13��ʾΪ��ʼ������������������ʱ����ֱ���ı仯����ͼ13���Կ�������0.45 sʱ�̣�����ֱ���ﵽ���Ϊ410.395 mm��������С��������������������ǹ�����������������з������ݱ��Ρ��������ѡ���ʼ���ݳߴ�ԼΪ400 mm��
4.3 �۳������������仯
��ʼ���ݴ���ǹ�ڴ�����ǹ�����ʼ�ϸ����ڸ��������£����������˶����������Ρ����ѻ����ںϡ������ܵ������ͺ������谭���ã�����ɢ�γ�����ϸС���ݻ����ɡ��������ϸ������еı仯�Ե״�����¯����Һ��Ӧ����Ҫ���á�
4.3.1 �������ѹ���
ͼ14��ʾΪ���͵��������ѹ��̣����������������г�ϸ�����Σ��ڸ����������ѡ�ͼ�к�ɫ�����ڳ��������ݴ�1.0 s��1.05 s��ʱ��仯�����У��ں��ڴ����ѱ�Ϊ������Բ�ε����ݣ�����Բ�ο��ڱ�Բ����������������������С�ѷ��ɴ��ѷ죬�������С���ݡ����ҴӴ��������ѱ��С����ʱ����Һ�Ӵ�������������ٶ��ɴ��С�����������ݸ����壬��ǿ����Һ֮��Ľ������á���ˣ������ݾ��н����۳ء��ӿ촫�ʵ����ã���С���ݾ��нϴ�Ӵ�������ӿ��۳��ڷ�Ӧ�����á�
4.3.2 �����ںϹ���
ͼ15��ʾΪ�����ںϵĹ��̱仯���Ա�ͼ14���֣��������ѷ���ʱ�����С��0.05 s�����������ں�ȴ��Ҫ0.3 s���������ܸ�����ʱ�䡣��ˣ����ݷ����ںϱ���������Ҫ���ܶࡣ���������۳��ڷ����Ų�����������˶���������ԼΪ15%����ռ������С��������Һ�巢����ײ�ļ��ʸ���ʹ�����������С���������������ںϵļ��ʺ�С�����۳��ڲ������ϸ�������ݱ��Σ�����Խ������Խ���������ѱ��С���ݡ���ˣ��۳��ڲ�������ֱ���ȳ�ʼ���ݸ�С��
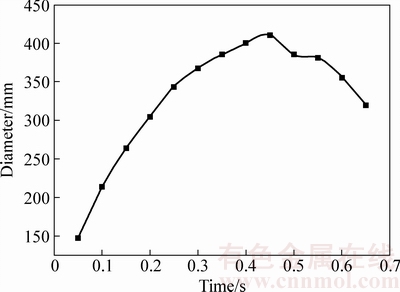
ͼ13 ��ʼ����ֱ���仯
Fig. 13 Diameter variation of initial bubble
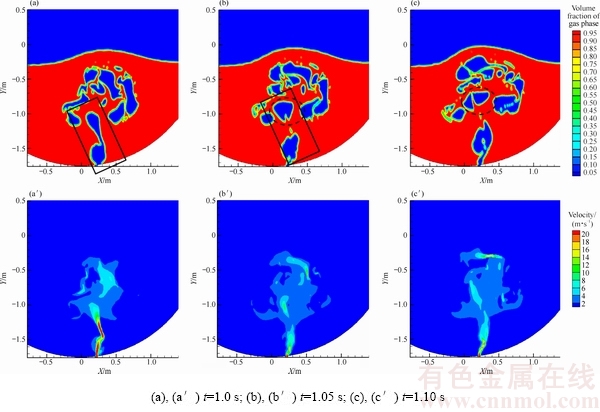
ͼ14 �������ѹ���
Fig. 14 Schematic diagram of bubble rupture process
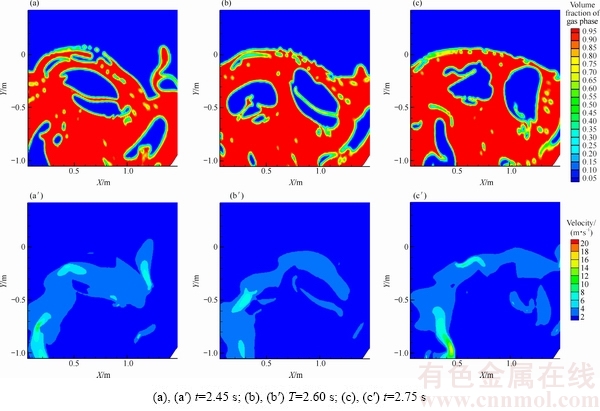
ͼ15 �����ںϹ���
Fig. 15 Schematic diagram of bubble fusion process
4.4 �۳�������ֱ��
�۳�������ֱ���ǵ״�����¯�ڲ�����Ҫ����������ֱ��ԽС����Һ�Ӵ����Խ���ȴ����ٶ�Խ�죬�ٽ���ѧ��Ӧ���С�ͼ16��ʾΪ�۳��ڲ�����ֱ���ֲ�Ƶ��ֱ��ͼ����ͼ16���Կ���������ֱ����0~100 mm��Χ��ռ����ﵽ80%���ҡ���ǰ�������н��ܣ����۳��У�������������ײ���ң�ʹ�����ݸ����������Ѷ������ںϣ������۳��д����ݶ��������ѱ��ΪС���ݣ�ʹ���۳��ڲ�0~100 mmֱ��������ռ�ϴ�����������ݽ��٣����С�������ʼ����ֱ�������
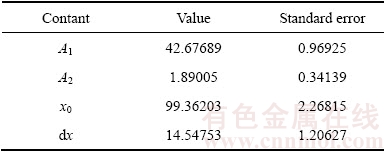
����ֱ��ƽ���ֲ�Ƶ����ͼ17��ʾ��������Ϸ��������Boltzmann�����������ʽΪ �����и�����ֵ���3��ʾ���в�ƽ����Ϊ4.78251��Rr2=0.99675��Boltzmann�����ǻ�����������˶����������������仯���ɵĻ������̣�������������ϡ�����ĸ�����������й㷺��һ�������ԡ�����ֱ���ֲ�����Boltzmann���̡�
�����и�����ֵ���3��ʾ���в�ƽ����Ϊ4.78251��Rr2=0.99675��Boltzmann�����ǻ�����������˶����������������仯���ɵĻ������̣�������������ϡ�����ĸ�����������й㷺��һ�������ԡ�����ֱ���ֲ�����Boltzmann���̡�
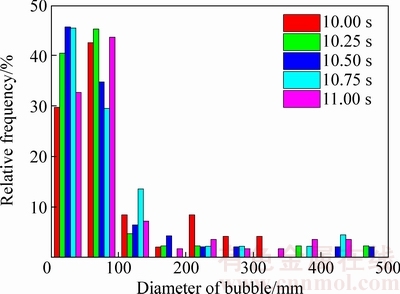
ͼ16 �۳�������ֱ��Ƶ�ʷֲ�
Fig. 16 Frequency distribution of bubble diameter in molten bath
��3 ������ߺ���������ֵ������
Table 3 Constant value of fitting curve function and standard deviation
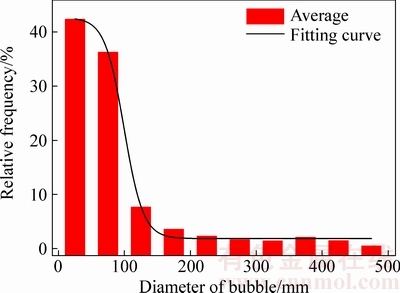
ͼ17 ����ֱ��ƽ��Ƶ�ʷֲ����������
Fig. 17 Average frequency distribution of bubble diameter and fitting curve
5 ����
1) �����ϸ�������ˮ�е��ٶ���������С�����۳��ڵ�ͣ��ʱ�������ݰ뾶����������������йء����ݰ뾶Խ��ͣ��ʱ��Խ�̣������������Խ�ͣ��ʱ��Խ�������⣬�ʵ���Һ���罦��ʹҺ�洦�������ٶ�˲ʱ�����˶��ӿ죬�����ڹ������ϵĻ�ϡ�
2) ��ǹ���ڴ����ݲ��ϳ�����ǹ�����ٶȿɴ�18 m/s����ǹ��������Ƶ��ԼΪ4 Hz����ʼ���ݳߴ�Ϊ400 mm���ҡ�
3) �۳��ڲ������ݷ������Ρ��ںϺ����ѵȱ仯���������ѻ�ʹ�����������С���ϸ��ٶȱ�С�������ںϣ������������ٶȱ�����۳������������ܵ���ƽ���������÷������λ������Ѹ�Ϊ �ձ顣
4) �۳��ڲ�������ֱ���ֲ�����Boltzmann�������̡�����ֱ��Ϊ0~100 mm������ռ������������80%���ҡ�
REFERENCES
[1] �� ��. ��ֱ�����������ݶ���ѧ����ʵ���о�[D]. ��ɳ: ���ϴ�ѧ, 2013.
LIU Liu. Experimental study of bubble dynamic characteristics in vertical upward pipe[D]. Changsha: Central South University, 2013.
[2] ղ����, ������, ����ǿ. �വ�����۳��ڵĽ�������[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2003, 34(2): 148-151.
ZHAN Shu-hua, LAI Chao-bin, XIAO Ze-qiang. CFD analysis of gas stirring behavior in side-blown metallic bath[J]. Journal of Central South University of Technology: Natural Science, 2003, 34(2): 148-151.
[3] ղ����, ŷ��ƽ, ������, ����ǿ. 2�ֽ���ʽ�വģʽ�µ��۳ؽ�������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2005, 36(1): 49-54.
ZHAN Shu-hua, OU Jian-ping, LAI Chao-bin, XIAO Ze-qiang. Gas stirring behaviors in two types of side-blown metallic baths[J]. Journal of Central South University of Technology (Natural Science), 2005, 36(1): 49-54.
[4] DIJKHUIZEN W, HENGEL E I V V D, DEEN N G, ANNALAND M V S, KUIPERS J A M. Numerical investigation of closures for interface forces acting on single air-bubbles in water using volume of fluid and front tracking models[J]. Chemical Engineering Science, 2005, 60(22): 6169-6175.
[5] HUA J, STENE J F, LIN P. Numerical simulation of 3D bubbles rising in viscous liquids using a front tracking method[J]. Journal of Computational Physics, 2008, 227(6): 3358-3382.
[6] YANG G Q, BING D, FAN L S. Bubble formation and dynamics in gas-liquid-solid fluidization��A review[J]. Chemical Engineering Science, 2007, 62(s1/2): 2-27.
[7] LI Y, YANG G Q, ZHANG J P, FAN L S. Numerical studies of bubble formation dynamics in gas-liquid-solid fluidization at high pressures[J]. Powder Technology, 2001, 116(2/3): 246-260.
[8] ANNALAND M V S, DEEN N G, KUIPERS J A M. Numerical simulation of gas bubbles behaviour using a three-dimensional volume of fluid method[J]. Chemical Engineering Science, 2005, 60(11): 2999-3011.
[9] LIU F, ZHU R, DONG K, HU S. Effect of ambient and oxygen temperature on flow field characteristics of coherent jet[J]. Metallurgical and Materials Transactions B, 2016, 47(1): 1-16.
[10] LIU F, ZHU R, DONG K, HU S. Flow field characteristics of coherent jet with preheating oxygen under various ambient temperatures[J]. 2016, 56(9): 1519-1528.
[11] ��ʤ��, ����, �� ��. �����״���ﳲ������о�[J]. ��ɫ����(ұ������), 2013(6): 40-42.
QU Sheng-li, DONG Zhun-qin, CHEN Tao. Study on gold collection in matte with oxygen enriched bottom blowing smelting process[J]. Nonferrous Metals (Extractive Metallurgy), 2013(6): 40-42.
[12] ��ѧ��, ������, ������, ���컪, ������. ͭ�����״��۳��������̻��������������Ϊ[J]. ��ɫ������ѧ�빤��, 2014(5): 28-34.
GUO Xue-yi, WANG Qin-meng, LIAO Li-le, TIAN Qing-hua, ZHANG Yong-zhu. Mechanism and multiphase interface behavior of copper sulfide concentrate smelting in oxygen-enriched bottom blowing furnace[J]. Nonferrous Metals Science and Engineering, 2014(5): 28-34.
[13] �� ��, ������, �Ž���, ��ΰ��, ֣�ٲ�, �� ��, �� ��. ������ģ��ģ�����ڻ�ԭ¯����������[J]. ���̹���ѧ��, 2009, 9(z1): 420-425.
LEI Ming, WANG Zhou-yong, ZHANG Jie-yu, CHEN Wei-ling, ZHENG Shao-bo, WANG Bo, HONG Xin. Study on modelling of fluid flow in iron-bath smelting reduction furnace with multi-phase model[J]. Journal of Process Engineering, 2009, 9(z1): 420-425.
[14] �� ��, ³����, �� ��, �ܼ���, ������, �� ��. VOF��Mixture������ģ���ڿ�����ģ���е�Ӧ��[C]//ȫ��ˮ����ѧ���ֻ�. �ɶ�: ���������, 2009.
CHEN Xin, LU Chuan-jing, LI Jie, CAO Jia-yi, HU Shi-liang, HE Xiao. Application in simulating cavitating flows by using VOF and mixture multiphase models[C]//National Symposium on Water Dynamics. Chengdu: Ocean Press, 2009.
[15] ���˲�. ����¯�����۳������봫�ȹ�����ֵģ���о�[D]. ����: ����������ѧ, 2013.
WANG Shi-bo. Numerical simulation research of flow and heat transfer on top-blown bath in ISA furnace[D]. Kunming: Kunming University of Science and Technology, 2013.
[16] �ƺ��, ����٩, ������, �� ǿ, �� ��, ��־��, ����. ��ǹ���÷�ʽ�Ե״��۳��������̵�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(8): 2393-2400.
YAN Hong-jie, LIU Fang-kan, ZHANG Zhen-yang, GAO Qiang, LIU Liu, CUI Zhi-xiang, SHEN Dian-bang. Influence of lance arrangement on bottom-blowing bath smelting process[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(8): 2393-2400.
[17] ¬��ΰ, ����, ����˳. ������Һ�����˶����̵���ֵģ��[J]. ������ѧѧ��, 1997(2): 125-133.
LU Zuo-wei, CUI Gui-xiang, ZHANG Zhao-shun. Numerical simulation of the gas bubble motion in liquid[J]. Journal of Computational Mechanics, 1997(2): 125-133.
Simulation research of bubble growth behavior in oxygen bottom blowing smelting process
GUO Xue-yi1, 2, WANG Shuang1, WANG Qin-meng1, YAN shu-yang1, TIAN Qing-hua1, 2
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. Clean Metallurgical Research Center of China Nonferrous Metals Industry Association,Central South University, Changsha 410083, China)
Abstract: Based on the commercial CFD software ANSYS Fluent, the VOF model was adopted to study the bubble growth behavior in the process of bottom blowing oxygen. A single bubble was simulated to study the growth and fracture behavior of in the water, and it is found that the resident time of bubble is longer with smaller diameter and deeper position. It provides theoretical guidance for the rising and deformation of bubbles in melt. Again to respectively study the cross section of single lance with the methods of two-dimensional numerical simulation. Also, the phase fraction, the bubble shape, growth frequency and diameter, including the bubble deformation, integration, and rupture process were analyzed. By the researches, the diameter of the initial bubble oxygen gun is about 400 mm in the outlet of oxygen lances, and frequency of the bubble generated is about 4 Hz. The distribution of bubble diameter conforms to the Boltzmann distribution function inside the molten bath under the steady state, bubble ranging from 0 to 100 mm accounts for about 80%. The time of bubble breakdown is shorter than that of bubble fusion, so bubble breakdown fusion is easier. Bubble breakdown can strengthen the melt mixing and enhance effect of mass transfer and heat transfer.
Key words: oxygen bottom blowing; bath smelting; bubble growth; oxygen lance; VOF model; numerical simulation; diameter of bubble
Foundation item: Project(51620105013) supported by the National Natural Science Foundation of China
Received date: 2016-12-21; Accepted date: 2017-05-11
Corresponding author: GUO Xue-yi; Tel: +86-731-88876275; E mail: xyguo@csu.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ������Ŀ(51620105013)
�ո����ڣ�2016-12-21�������ڣ�2017-05-11
ͨ�����ߣ���ѧ�棬���ڣ���ʿ���绰��0731-88876275��E mail��xyguo@csu.edu.cn
ժ Ҫ������CFD��ҵ����ANSYS Fluent��VOF������ģ���о��״������״��۳��������������ݵ�������Ϊ�����о���������ˮ�е�����������Ϊ���ڴ˻����ϣ���ͨ���״�¯�۳��ڲ�����ǹ����������ж�ά��ֵģ�⣬�������۳��ڲ���ֲ������ݵ���״������Ƶ�ʡ�ֱ�����Լ����Ρ��ںϡ����ѵȹ��̡����������ˮ�е�����ֱ��ԽС��λ��Խ�ͣ��ʱ��Խ������ǹ�ڴ��ij�ʼ����ֱ��Ϊ400 mm���ң���������Ƶ��ԼΪ4 Hz���ȶ�״̬���۳��ڲ�����ֱ���ֲ�����Boltzmann�����ֲ���ֱ��Ϊ0~100 mm����������ռ��80%���ң���������ʱ��������ں�ʱ��̣�������ݸ��������ѣ������ںϺ������ѻ�������壬��ǿ���ʴ���Ч����
[1] �� ��. ��ֱ�����������ݶ���ѧ����ʵ���о�[D]. ��ɳ: ���ϴ�ѧ, 2013.
[2] ղ����, ������, ����ǿ. �വ�����۳��ڵĽ�������[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2003, 34(2): 148-151.
[11] ��ʤ��, ����, �� ��. �����״���ﳲ������о�[J]. ��ɫ����(ұ������), 2013(6): 40-42.
[15] ���˲�. ����¯�����۳������봫�ȹ�����ֵģ���о�[D]. ����: ����������ѧ, 2013.
[17] ¬��ΰ, ����, ����˳. ������Һ�����˶����̵���ֵģ��[J]. ������ѧѧ��, 1997(2): 125-133.
